(534.5 কেবি।)
উপলব্ধ ফাইল (1):
| 1.ডক | 535 কেবি। | 16.11.2011 08:22 |
1.ডক
ইলেক্ট্র কম্পাসে সংস্করণ অঙ্কন: কোরেঞ্চুক ইভান
নিয়ন্ত্রণ কর্মসূচির বিকাশের জন্য মৌলিক নীতি
সিএনসি সরঞ্জামের জন্য
প্রোগ্রাম নির্মাণের জন্য সাধারণ নীতি
সিএনসি সরঞ্জামগুলি একটি আলফানিউমেরিক কোডে নির্দিষ্ট করা প্রোগ্রামগুলি ব্যবহার করে নিয়ন্ত্রণ হিসাবে বোঝা যায়।
সিএনসি মেশিনে প্রক্রিয়াকরণের সময়, টুলটি প্রোগ্রামে উল্লিখিত পাথ বরাবর চলে।
এই ক্ষেত্রে, উদাহরণস্বরূপ, ল্যাথের জন্য, টুল টিপের আন্দোলন প্রোগ্রাম করা হয়, এবং মিলিং মেশিনের জন্য, কাটার অক্ষের গতিবিধি।
কর্তনকারীর অক্ষ একটি সমান দূরত্বের রেখা বরাবর চলে, যেমন, সারফেস থেকে ব্যবধানে থাকা একটি রেখা বা পৃষ্ঠকে কাটারের ব্যাসার্ধের সমান একটি ধ্রুবক মান দ্বারা মেশিন করা হয়।
অংশের প্রয়োজনীয় কনট্যুর;
সমান দূরত্ব
কাটার
দুটি ফিড প্রোগ্রাম করা হয়. অ্যাঙ্কর পয়েন্টগুলি প্রক্রিয়া করা কনট্যুরে নির্বাচন করা হয়, যা কনট্যুরের সেই পয়েন্টগুলি যেখানে এটি তার চরিত্র পরিবর্তন করে (পয়েন্ট 4, 5, 6, 7)।
সিএনসি সিস্টেমে নির্মিত কম্পিউটারটি সরঞ্জামের কার্যকারী সংস্থাগুলির গতিবিধি আনুমানিক করে। বিশেষভাবে একটি ভাঙা রেখা সহ একটি বৃত্ত আনুমানিক (বিন্দু 6 এবং 7 এর মধ্যে)। অতএব, একটি ত্রুটি আছে .
CNC সরঞ্জাম হয় সঙ্গে সজ্জিত স্টেপার মোটর, বা ডিসি মোটর (থাইরিস্টর)।
হতে দিন এন এক্সএবং এন yতারপরে যথাক্রমে X এবং Y অক্ষ বরাবর ডালের সংখ্যা
 ,
, ,
,
কোথায় এক্সএবং এ- নাড়ির দাম (বিচ্ছিন্ন), যা সাধারণত 0.0050.01 মিমি এর মধ্যে থাকে।
স্টেপার মোটর কম-টর্ক এবং মেশিন টুলে ব্যবহৃত হয় না। মেশিনগুলি ডিসি মোটর ব্যবহার করে, যার জন্য স্থানাঙ্ক অক্ষ বরাবর চলাচলের গতি গণনা করা প্রয়োজন:
 ,
,  ,
,
কোথায়  - আনুমানিক একটি নির্দিষ্ট বিন্দুতে একটি সরল রেখা বরাবর চলাচলের সময়, [গুলি], ^এস- খাওয়ানোর হার, [মিমি/মিনিট],
lএকটি নির্দিষ্ট বিন্দুতে অনুমান বিভাগের দৈর্ঘ্য, এবং
- আনুমানিক একটি নির্দিষ্ট বিন্দুতে একটি সরল রেখা বরাবর চলাচলের সময়, [গুলি], ^এস- খাওয়ানোর হার, [মিমি/মিনিট],
lএকটি নির্দিষ্ট বিন্দুতে অনুমান বিভাগের দৈর্ঘ্য, এবং
 .
.
সিএনসি সিস্টেমের গঠন
^
CNC ছাড়া পার্থক্য প্রতিক্রিয়াএবং প্রতিক্রিয়া সহ।
প্রতিক্রিয়া ছাড়া নিয়ন্ত্রণের গঠন নিম্নরূপ:

প্রোগ্রাম ক্যারিয়ার;
ডিকোডার (পাঠক);
মধ্যবর্তী ডিভাইস (মেমরি);
actuator
প্রতিক্রিয়া সহ নিয়ন্ত্রণ কাঠামো:

1, 2, 3 - প্রতিক্রিয়া ছাড়া একটি ডিভাইসের অনুরূপ (আগের চিত্র দেখুন);
ডিভাইস তুলনা;
পরিবর্ধক;
ড্রাইভ ইউনিট;
প্রতিক্রিয়া সেন্সর।
যেহেতু নিয়ন্ত্রণ ব্যবস্থায় নিয়ন্ত্রণ বিভিন্ন চ্যানেলের মাধ্যমে সঞ্চালিত হয়, তাই নিয়ন্ত্রণ ব্যবস্থার সামগ্রিক কাঠামো নিম্নরূপ:

BTK - প্রযুক্তিগত কমান্ডের ব্লক
প্রোগ্রাম ক্যারিয়ার;
চৌম্বকীয় মাথা;
ইলেকট্রনিক ইউনিট;
চ্যানেল (নিয়ন্ত্রণ আন্দোলন প্রযুক্তিগত সরঞ্জামএবং কমান্ডের জন্য চ্যানেল);
প্রধান আন্দোলনের ড্রাইভ;
কুল্যান্ট সরবরাহ মোটর;
মেশিন জলবাহী পাম্প মোটর;
পরিবর্ধক;
পাওয়ার ড্রাইভ (ডিসি মোটর);
প্রতিক্রিয়া সেন্সর;
মেশিনের কার্যকারী সংস্থা;
সীসা স্ক্রু
CNC এর জাত
অবস্থানগত এবং কনট্যুর CNC এর মধ্যে পার্থক্য করুন।
অবস্থানগত সিএনসি শুধুমাত্র নির্দিষ্ট পয়েন্টে কর্মরত সংস্থার গতিবিধি নিয়ন্ত্রণ করে। উদাহরণস্বরূপ, যখন গর্ত তুরপুন মুদ্রিত সার্কিট বোর্ডআপনাকে শুধুমাত্র গর্তগুলির স্থানাঙ্কগুলি নির্দিষ্ট করতে হবে।
কনট্যুর নিয়ন্ত্রণগুলি এক অবস্থান থেকে অন্য অবস্থানে যাওয়ার প্রক্রিয়াতে প্রয়োজনীয় গতি সরবরাহ করে। এই গতি হল ফিড রেট।
ধাতু-কাটিং মেশিনের উপাধিতে, ব্যবহৃত CNC-এর ধরন নির্দেশ করা সম্ভব। উপাধির শেষে নির্দেশিত হয়:
…C – চক্রাকার প্রোগ্রাম নিয়ন্ত্রণ, নিয়ন্ত্রণ উপাদান হয়
সীমা সুইচ, স্টপ, ইত্যাদি
... F1 - মেশিনটি টুলের অবস্থানের একটি ডিজিটাল ইঙ্গিত দিয়ে সজ্জিত।
... F2 - অবস্থানগত CNC।
... F3 - কনট্যুর সিএনসি।
... F4, ... F5 - মেশিনিং সেন্টার (MC) - মাল্টি-অপারেশন মেশিন
যথাক্রমে অবস্থানগত এবং কনট্যুর নিয়ন্ত্রণ সহ।
এছাড়াও মেশিনের পদবীতে P এবং M অক্ষর রয়েছে।
পি - বুরুজ (উদাহরণস্বরূপ, RF3)।

এম - সরঞ্জামগুলি উপাদানগুলির একটি স্টোর দিয়ে সজ্জিত, যা ওটিগুলির জন্য সাধারণ।

^ সিএনসি টুলস
CNC মেশিনের জন্য সরঞ্জামের পরিসর (সারণী 1 - 5 দেখুন) এর উপর ভিত্তি করে পরিসংখ্যান সংক্রান্ত বিশ্লেষণউত্পাদিত অংশগুলির আকার এবং আকার এবং মেশিন টুলের প্রযুক্তিগত ক্ষমতা। নির্দিষ্ট প্রক্রিয়াকরণ পরিস্থিতিতে, অন্যান্য সরঞ্জাম (সরঞ্জাম উপকরণ) এছাড়াও ব্যবহার করা যেতে পারে।
গর্ত তৈরি করতে ড্রিল ব্যবহার করা হয় বিরক্তিকর কাটারসীমিত পরিসর. বেশিরভাগ ক্ষেত্রে, কাউন্টারসিঙ্ক এবং রিমার ব্যবহার করা হয় না। ছিদ্রের জন্য 7 ম এবং 8 ম গ্রেড বিরক্তিকর দ্বারা প্রাপ্ত হয় (রিমার ব্যবহার শুধুমাত্র অংশগুলির বড় ব্যাচ প্রক্রিয়াকরণের ক্ষেত্রে পরামর্শ দেওয়া হয়)।
বাইরের প্রধান পৃষ্ঠতলগুলি সোজা প্রান্তের গঠন সহ একটি থ্রু কাটিং কাটার দিয়ে তৈরি করা হয় কোণগুলি =95° 1 =5° কোণ সহ রুক্ষ করার জন্য এবং কনট্যুর কাটারগুলির জন্য =93° এবং 1 =32° সমাপ্তির জন্য (টেবিল দেখুন 1)।
অভ্যন্তরীণ প্রধান পৃষ্ঠগুলি প্রক্রিয়া করার সময়, কেন্দ্রীভূত এবং সর্পিল ড্রিল ব্যবহার করা হয়, পাশাপাশি কোণ সহ বিরক্তিকর কাটার =95°, 1 =5° কোণ সহ রুক্ষ এবং বিরক্তিকর কনট্যুর কাটারগুলির জন্য =93°, 1 =32 এর জন্য সমাপ্তি বোরিং টুলের মাত্রা মেশিন করা গর্তের মাত্রা অনুযায়ী সেট করা হয়: ব্যাস এবং দৈর্ঘ্য।
অন্ধ গর্ত প্রক্রিয়াকরণের জন্য, 25, 30, 35, 40, 45 এবং 50 মিমি ব্যাস সহ কোদাল বা সর্পিল নীচের ড্রিলগুলি ব্যবহার করা হয়।
বাহ্যিক এবং অভ্যন্তরীণ অতিরিক্ত পৃষ্ঠতল গঠনের জন্য, স্লটেড কাটার, কৌণিক খাঁজের জন্য কাটার, = 60, 55 (মেট্রিক এবং ইঞ্চি থ্রেডের জন্য) কোণ সহ থ্রেড কাটার প্রয়োজন।
টুল এবং টুল হোল্ডারদের ডিজাইনটি মেশিনের বাইরের আকারে সরঞ্জামটিকে পূর্ব-সেট করার সম্ভাবনা, সমর্থনে বা বুরুজে কাজের অবস্থানে সরঞ্জামটির দ্রুত এবং নির্ভুল ইনস্টলেশন, চিপস গঠন এবং অপসারণ করার সম্ভাবনা প্রদান করা উচিত। সিএনসি মেশিনের স্বয়ংক্রিয় অপারেশনের শর্তে।
^
1. বাইরের প্রধান পৃষ্ঠতল প্রক্রিয়াকরণের জন্য টুল.
| কাটার | কাজের অংশের ফর্ম | পরিকল্পনায় কোণ, ডিগ্রী | কাটিয়া উপাদান |
|
| | 1 |
|||
| উত্তরণ স্কোরিং বাম |  | 95 | 5 | T14K8, T5K10, VK8 |
| স্ট্রেইট স্কোরিং ডান |  | 95 | 5 | |
| আউটলাইন বাম |  | 93 | 32 | T14K8, T15K6, VK6 |
| কনট্যুর ডান |  | 93 | 32 |
|
| আউটলাইন বাম |  | 63 | 62 |
|
| কনট্যুর ডান |  | 63 | 62 |
|
বিঃদ্রঃ. কনট্যুর কাটার ডান (বাম) অতিরিক্ত পৃষ্ঠতল প্রক্রিয়াকরণের জন্য ব্যবহার করা হয়।
^
2. অভ্যন্তরীণ প্রধান পৃষ্ঠতল প্রক্রিয়াকরণের জন্য টুল।
| কাটার | কাজের অংশের ফর্ম | কাটিয়া উপাদান |
| বিরক্তিকর পাস |  | T14K8, T5K10, VK8 |
| বিরক্তিকর কনট্যুর |  | T14K8, T15K6, VK6 |
^ 3. বহিরাগত অতিরিক্ত পৃষ্ঠতল প্রক্রিয়াকরণের জন্য টুল।
| কাটার | ^
কাজের অংশের ফর্ম | মাত্রা, মিমি | কাটিয়া উপাদান |
||
| খ | l | ডি |
|||
| কোণার grooves জন্য |  | 2x2 | - | - | R18 |
| 3x3 | T5K10, VK8 |
||||
| slotted |  | 1 | 3 | - | R18 |
| R18, T15K10 |
|||||
| 3 | 10 |
||||
| T15K10, VK8 |
|||||
| 6 | 15 |
||||
| মুখের খাঁজ কাটার জন্য |  | 3 | 25 | 30 | R18 |
| 150 |
|||||
| 6 | 35 |
| T5K10, VK8 |
||
| 10 | 40 |
|
|||
| থ্রেডেড |  | - | - | - | T15K6, VK6 |
| বিচ্ছিন্ন করা যায় |  | 3 | 35 | - | R18 |
4. অভ্যন্তরীণ অতিরিক্ত পৃষ্ঠতল প্রক্রিয়াকরণের জন্য টুল।
| কাটার | কাজের অংশের ফর্ম | মাত্রা, মিমি | কাটিয়া উপাদান |
|||||||
| খ | l | এল | d |
|||||||
| কোণার grooves জন্য |  | 2 | - | 60 | 10 থেকে | R18 |
||||
| 3 | 100 | 10-50 |
||||||||
| 5 | 150 | 50 – 100 | T5K10, VK8 |
|||||||
| 8 |
||||||||||
| 200 | সেন্ট 100 |
|||||||||
| slotted |  |
| 60 পর্যন্ত | 10 থেকে | R18 |
|||||
| 3 | 10 | 100 | 16 থেকে |
|||||||
| 6 | 15 | 150 | 20 থেকে | T5K10, VK6 |
||||||
| 10 | 25 | 200 | 50 থেকে |
|||||||
| থ্রেডেড |  | - | - | - | - | T15K6, VK6 |
||||
^ 5. গর্ত প্রক্রিয়াকরণের জন্য টুল.
| ড্রিল | কাজের অংশের ফর্ম | আকার, d মিমি | কাটিয়া উপাদান |
| কেন্দ্রীভূত |  | 6.3 (D = 25 মিমি এ) | R6M5, R18 |
| সর্পিল |  | 10,1 | R6M5, R18 |
| ল্যামেলার (পালক) |  | 25,0 | R6M5, R18 |
বিঃদ্রঃ. শুধুমাত্র এক দিকে টাকু ঘোরানো মেশিনগুলির জন্য, বাম হাতের ড্রিল ব্যবহার করা উচিত।
^ কন্ট্রোল প্রোগ্রামের গঠন এবং বিন্যাস (CP)
ইউই ফ্রেমের ক্রম আকারে প্রোগ্রাম ক্যারিয়ারে রেকর্ড করা হয়, যা প্রযুক্তিগত, জ্যামিতিক এবং সহায়ক তথ্যের কোডিং ভাষায় অর্থে সম্পূর্ণ বাক্যাংশ। মিডিয়ার তথ্য একটি 7-বিট আইএসও কোডে সংরক্ষণ করা হয়, যা অক্ষর এবং সংখ্যার আকারে কমান্ডের রেকর্ডিং প্রদান করে। ওয়ার্কপিসের বিভাগগুলির প্রক্রিয়াকরণের জন্য ফ্রেমের পৃথক ক্রমগুলি UE অধ্যায়গুলিতে একত্রিত হয়, যার প্রতিটি মূল ফ্রেমের সাথে শুরু হয়। প্রধান ফ্রেমে প্রক্রিয়াকরণের অবস্থা সম্পর্কে প্রাথমিক তথ্য রয়েছে এবং এটি থেকে আপনি NC অনুযায়ী মেশিনের অপারেশন শুরু বা পুনরায় শুরু করতে পারেন। UE-এর মাথার অবশিষ্ট ফ্রেমগুলি পূর্ববর্তী ফ্রেমের সাথে সম্পর্কিত পরিবর্তিত তথ্যের শুধুমাত্র একটি অংশ বহন করে এবং অতিরিক্ত ফ্রেম বলা হয়।
ফ্রেমগুলি একটি নির্দিষ্ট ক্রমে সাজানো শব্দ দিয়ে তৈরি, এবং শব্দগুলি প্রতীক দিয়ে তৈরি। শব্দের প্রথম অক্ষরটি ঠিকানা নির্দেশ করে একটি অক্ষর, এবং অবশিষ্ট অক্ষরগুলি একটি স্বাক্ষরিত সংখ্যা বা পূর্ণসংখ্যা কোড (সারণী 6) গঠন করে।
6. ঠিকানার পদবী।
| প্রতীক ঠিকানা | ^
ঠিকানা প্রতীকের মান |
| A, B এবং C | যথাক্রমে X, Y এবং Z অক্ষের চারপাশে কৌণিক নড়াচড়া। |
| ডি | একটি বিশেষ অক্ষ বা তৃতীয় ফিড ফাংশন বা টুল অফসেট ফাংশনের চারপাশে কৌণিক আন্দোলন। |
| ই | একটি বিশেষ অক্ষ বা একটি দ্বিতীয় ফিড ফাংশন চারপাশে কৌণিক আন্দোলন। |
| চ | ফিড ফাংশন। |
| জি | প্রস্তুতিমূলক ফাংশন। |
| এইচ | নির্ধারিত না. |
| আমি, জে এবং কে | ইন্টারপোলেশন প্যারামিটার বা থ্রেড পিচ যথাক্রমে X, Y এবং Z অক্ষ বরাবর। |
| এল | নির্ধারিত না. |
| এম | হেল্পার ফাংশন। |
| এন | ফ্রেম নম্বর। |
| P এবং Q | যথাক্রমে X এবং Y অক্ষের সমান্তরাল নড়াচড়ার তৃতীয় ফাংশন, বা টুল অফসেট প্যারামিটার। |
| আর | দ্রুত Z-অক্ষ আন্দোলন বা তৃতীয় Z-অক্ষ আন্দোলন ফাংশন বা টুল অফসেট প্যারামিটার। |
| এস | ^
প্রধান আন্দোলন গতি। |
| টি | টুল ফাংশন। |
| U, V এবং W | স্থানচ্যুতির দ্বিতীয় ফাংশন যথাক্রমে X, Y এবং Z অক্ষের সমান্তরাল। |
| X, Y এবং Z | গতিবিধি, যথাক্রমে, X, Y এবং Z অক্ষ বরাবর। |
বিঃদ্রঃ. যদি টেবিলে দেওয়া মানগুলির সাথে D, F, P, Q, R, U, V, W চিহ্নগুলি CNC দ্বারা ব্যবহৃত না হয় তবে সেগুলি অন্যান্য বিশেষ মান হিসাবে ব্যবহার করা যেতে পারে।
UE ফ্রেমে "ফ্রেম নম্বর" শব্দ এবং এক বা একাধিক তথ্য শব্দ রয়েছে। তথ্যের মধ্যে "প্রিপারেটরি ফাংশন", "ডাইমেনশনাল মুভমেন্ট", "ফিড ফাংশন", "মেইন মুভমেন্ট স্পিড", "টুল ফাংশন" এবং "অক্সিলারি ফাংশন" শব্দগুলো অন্তর্ভুক্ত থাকে। ফ্রেমে, এই শব্দ একই ক্রম আছে.
^
ফ্রেম নম্বর
"ফ্রেম নম্বর" শব্দটি UE-এর একটি প্রাথমিক বিভাগকে মনোনীত করতে কাজ করে এবং এটি সহায়ক তথ্য। ফ্রেম নম্বর ঠিকানা N এবং একটি দশমিক পূর্ণসংখ্যা দ্বারা দেওয়া হয়। ফ্রেমের অনুক্রমিক সংখ্যায়ন যৌক্তিক, তবে সংখ্যার যেকোনো রূপান্তর অনুমোদিত এবং শুধুমাত্র একটি UE-এর মধ্যে তাদের অ-পুনরাবৃত্তি নির্ধারিত হয়। সম্পাদনার সময় ঢোকানো নতুন ফ্রেমের সংখ্যা নির্ধারণ করার সময়, তাদের সংখ্যার পূর্বে প্রতিষ্ঠিত ক্রম পরিবর্তন এড়াতে, দশমিক সংখ্যার উচ্চতর সংখ্যা ব্যবহার করে নতুন সংখ্যা রেকর্ড করার অনুশীলন করা হয়। উদাহরণস্বরূপ, ফ্রেমের N107 এর পরে যদি বেশ কয়েকটি নতুন ফ্রেম ঢোকানোর প্রয়োজন হয়, তবে সেগুলিকে N10701, N10702, N10703, ইত্যাদি নম্বর দেওয়া যেতে পারে৷ মূল ফ্রেমে, ঠিকানা N-এর পরিবর্তে, ":" অক্ষর দেওয়া হয়, যা ব্যবহার করা যেতে পারে খোঁচা টেপ রিওয়াইন্ড করার সময় থামুন।
^
প্রস্তুতিমূলক কার্যাবলী
"প্রিপারেটরি ফাংশন" শব্দটি CNC এর অপারেটিং মোডকে সংজ্ঞায়িত করে। এই শব্দগুলি G ঠিকানা এবং একটি দুই-অঙ্কের দশমিক সংখ্যা (টেবিল 7.8) দ্বারা দেওয়া হয়েছে।
^ 7. প্রস্তুতিমূলক ফাংশন উদ্দেশ্য .
| প্রস্তুতিমূলক ফাংশন | গ্রুপ | অর্থ |
| G00 | 1 | পজিশনিং। একটি নির্দিষ্ট বিন্দুতে উচ্চ গতিতে চলন্ত। পূর্বে সেট কাটিং ফিড বাতিল করা হয় না. অক্ষের গতিবিধি সমন্বয়হীন হতে পারে। |
| G01 | 1 | রৈখিক ক্ষেপক. একটি বিন্দুতে একটি সরল রেখায় প্রোগ্রাম করা ফিডরেটে অতিক্রম করা। |
| G02 এবং G03 | 1 | বৃত্তাকার ইন্টারপোলেশন। ক্রমাগত ফিডরেট সহ যথাক্রমে নেতিবাচক এবং ইতিবাচক দিক দিয়ে চাপ আন্দোলন। |
| G04 | - | বিরতি। রিমোট কন্ট্রোল বা ফ্রেমে সেট করা একটি নির্দিষ্ট সময়ের জন্য কাজ করার এক্সপোজার। |
| G06 | 1 | প্যারাবোলিক ইন্টারপোলেশন প্রোগ্রামড ফিড সহ প্যারাবোলিক আন্দোলন। |
| G08 | - | ওভারক্লকিং আন্দোলনের শুরুতে তার প্রোগ্রাম করা মান ফিড হার মসৃণ বৃদ্ধি. |
| G09 | - | ফ্রেমের শেষে ব্রেক করা। সেট পয়েন্টের কাছে যাওয়ার সময় ফিডরেটকে মসৃণভাবে একটি নির্দিষ্ট মান পর্যন্ত কমিয়ে দিন। |
| G17, G18, G19 | 2 | প্রক্রিয়াকরণ সমতল। বৃত্তাকার ইন্টারপোলেশন, কাটার ক্ষতিপূরণ ইত্যাদি ফাংশনের জন্য যথাক্রমে XY, ZX এবং YZ প্লেনগুলি নির্দিষ্ট করা। |
| G33, G34, G35 | 1 | থ্রেড থ্রেডিং, যথাক্রমে, ধ্রুবক, বৃদ্ধি এবং হ্রাস পিচ সহ। |
| জি 40 | 3 | একটি ফাংশন G41-G52 দ্বারা নির্দিষ্ট করা টুল অফসেট বাতিল করে। |
| G41 এবং G42 | 3 | কনট্যুরিং নিয়ন্ত্রণে টুল ব্যাস বা ব্যাসার্ধ ক্ষতিপূরণ। কাটিং টুলটি যথাক্রমে বাম বা ডানদিকে অবস্থিত যা মেশিন করা হবে, যখন টুল চলাচলের দিক থেকে দেখা হয়। |
| G43 এবং G44 | 3 | টুল ব্যাস বা টুল ব্যাসার্ধ অফসেট যথাক্রমে ধনাত্মক বা ঋণাত্মক। ইঙ্গিত, যথাক্রমে, ফ্রেমে নির্দিষ্ট স্থানাঙ্কের সাথে কনসোলে ইনস্টল করা টুলের অফসেট মানের যোগ (বা বিয়োগ) সম্পর্কে। |
| G45-G52 | 3 | G45 / , G46 /-, G47-/-, G48-/ , G49 0/ , G50 0/-, G51 /0, G52-/0 সোজা আকার দেওয়ার জন্য টুলের ব্যাস বা ব্যাসার্ধ ক্ষতিপূরণ। যথাক্রমে “”, “-” এবং “0” মানগুলি নির্দেশ করে যে রিমোট কন্ট্রোলে সেট করা মানগুলি ফ্রেমে নির্দিষ্ট স্থানাঙ্কগুলিতে যোগ করা হবে, বা এই মানগুলিকে বিবেচনায় নেওয়া হবে না . |
| G53 | 4 | G54-G59 ফাংশনগুলির একটি দ্বারা নির্দিষ্ট করা একটি রৈখিক স্থানান্তর বাতিল করে৷ |
| G54-G59 | 4 | X, Y, Z, XY, ZX এবং YZ যথাক্রমে লিনিয়ার শিফট। কনসোলে সেট করা মান দ্বারা টুলের দৈর্ঘ্য বা অবস্থানের সংশোধন। |
^ 7. প্রস্তুতিমূলক কার্যাবলী বরাদ্দ করা (চলবে) .
| প্রস্তুতিমূলক ফাংশন | গ্রুপ | অর্থ |
| G60 এবং G61 | 5 | সুনির্দিষ্ট অবস্থান। এক বা দুটি সহনশীলতা অঞ্চলের মধ্যে অবস্থান, সেইসাথে পজিশনিং করার সময় অ্যাপ্রোচ সাইডের পছন্দ। |
| G62 | 5 | দ্রুত অবস্থান। সময় বাঁচাতে একটি বৃহৎ সহনশীলতা অঞ্চলের সাথে অবস্থান। |
| G63 | - | একটি টোকা দিয়ে থ্রেড কাটা. নির্দিষ্ট অবস্থানে পৌঁছে গেলে স্পিন্ডল স্টপ সহ অবস্থান নির্ধারণ করা। |
| G80 | 6 | G81-G89 ফাংশনগুলির একটি দ্বারা নির্দিষ্ট করা ক্যানড চক্র বাতিল করে৷ |
| G81-G89 | 6 | ধ্রুবক চক্র। হোল মেশিনিংয়ে প্রায়শই ব্যবহৃত কমান্ড সিকোয়েন্স। টিনজাত চক্রের রচনা সম্পূরক সারণীতে দেওয়া হয়েছে। |
| G90 | 7 | পরম আকার। CNC সিস্টেমের শূন্য বিন্দুতে উৎপত্তির সাথে পরম স্থানাঙ্ক ব্যবস্থায় আন্দোলনের গণনা। |
| G91 | 7 | আকার বৃদ্ধিতে। পূর্ববর্তী প্রোগ্রাম করা বিন্দু আপেক্ষিক আন্দোলন গণনা. |
| G92 | - | পরম অবস্থান accumulators সেট করা. |
| G94 এবং 095 | 8 | পরিমাপের একক যথাক্রমে মিমি/মিনিট এবং মিমি/রেভ। |
| G96 | 9 | গতি কাটানোর জন্য পরিমাপের একক হল মি/মিনিট। কাটিয়া গতির প্রোগ্রাম করা মান টাকু গতি নিয়ন্ত্রণ দ্বারা স্বয়ংক্রিয়ভাবে বজায় রাখা হয়. |
| G97 | 9 | প্রধান গতি ইউনিট RPM |
8. টিনজাত চক্র জন্য টেবিল.
| ধ্রুবক চক্র | প্রক্রিয়াকরণের আগে অ্যাকশন | আন্দোলন চলছে | প্রক্রিয়াকরণের পরে অ্যাকশন | | সাধারণ ব্যবহার |
| G81 | - | কাজের স্ট্রোক | - | দ্রুত উত্তোলন | তুরপুন, কেন্দ্রীভূত |
| G82 | দাড়াও | তুরপুন, কাউন্টারসিঙ্কিং |
|||
| G83 | পেক ফিড | - | গভীর তুরপুন |
||
| G84 | একটি নির্দিষ্ট দিকে টাকু ঘূর্ণন সক্ষম করুন | কাজের স্ট্রোক | বিপরীত টাকু | কর্মক্ষেত্রে প্রত্যাহার ফাইলিং | থ্রেডিং টোকা |
| G85 | - | - | বিরক্তিকর |
8. টিনজাত চক্রের জন্য টেবিল (চলবে)।
| ধ্রুবক চক্র | প্রক্রিয়াকরণের আগে অ্যাকশন | আন্দোলন চলছে | প্রক্রিয়াকরণের পরে অ্যাকশন | শুরু অবস্থানে আন্দোলন | সাধারণ ব্যবহার |
| G86 | টাকু চালু | কাজের স্ট্রোক | টাকু স্টপ | দ্রুত উত্তোলন | বিরক্তিকর |
| G87 | ম্যানুয়ালি প্রত্যাহার |
||||
| G88 | অপেক্ষা করুন, টাকু স্টপ | ||||
| G89 | - | দাড়াও | কর্মক্ষেত্রে প্রত্যাহার ফাইলিং |
অনির্দিষ্ট প্রস্তুতিমূলক ফাংশন কোডগুলি সিএনসি বিকাশকারীদের বিবেচনার ভিত্তিতে পৃথক ব্যবহারের জন্য। দ্বিতীয় কলামে অবস্থিত গ্রুপ নম্বরটি নির্দেশ করে যে G ফাংশনটি বৈধ থাকে যতক্ষণ না এটি একই গ্রুপের অন্য ফাংশন দ্বারা প্রতিস্থাপিত বা বাতিল করা হয়। এই কলামে একটি ড্যাশের অর্থ হল যে ফাংশনটি শুধুমাত্র সেই ব্লকে সক্রিয় রয়েছে যেখানে এটি নির্দিষ্ট করা আছে। প্রস্তুতিমূলক ফাংশনগুলি তাদের কোড নম্বরগুলির ক্রমবর্ধমান ক্রমে একের পর এক ফ্রেমে লেখা হয়। প্রতিটি গ্রুপ থেকে একাধিক প্রস্তুতি ফাংশন একটি ব্লকে রেকর্ড করা যাবে না।
^
আসুন চিত্রে কিছু প্রস্তুতিমূলক ফাংশনের ক্রিয়া দেখাই:




![]()
^
সেকেন্ডারি ফাংশন
"অক্সিলিয়ারি ফাংশন" শব্দটি মেশিন বা CNC এর নির্বাহী সংস্থার কাছে একটি কমান্ডকে সংজ্ঞায়িত করে। অক্জিলিয়ারী ফাংশনগুলি M ঠিকানা এবং একটি দুই-সংখ্যার দশমিক কোড নম্বর (সারণী 9) সহ শব্দ দ্বারা নির্দিষ্ট করা হয়।
^ 9. অক্জিলিয়ারী ফাংশন উদ্দেশ্য .
^ 9. সহায়ক ফাংশন বরাদ্দ করা (চলবে) .
| M02 | পৃ | ইউপির শেষ প্রান্ত। টাকু স্টপ এবং শীতল বন্ধ. কন্ট্রোল ডিভাইসটিকে তার আসল অবস্থায় নিয়ে আসা এবং মেশিনের কার্যকারী সংস্থাগুলিকে তার আসল অবস্থানে ফিরিয়ে আনার পাশাপাশি একটি রিংয়ে আঠালো পাঞ্চড টেপটি টেনে বা রিওয়াইন্ড করা। |
| M03 এবং M04 | * | স্পিন্ডল ঘূর্ণন ঘড়ির কাঁটার দিকে বা বিপরীত দিকে। ঘূর্ণনের নেতিবাচক এবং ধনাত্মক দিকে যথাক্রমে স্পিন্ডেল চালু করা। |
| M05 | পৃ | টাকু স্টপ. সবচেয়ে কার্যকর উপায়ে থামুন, যেমন ব্রেক করা। |
| M06 | টুল পরিবর্তন। ম্যানুয়ালি বা স্বয়ংক্রিয়ভাবে টুল পরিবর্তন করার জন্য কমান্ড। টুল অনুসন্ধান করা হয় না. স্বয়ংক্রিয়ভাবে টাকু এবং কুলিং বন্ধ করতে পারেন. |
|
| M07 এবং M08 | * | কুলিং চালু করুন। যথাক্রমে কুলিং নং 2 এবং নং 1 অন্তর্ভুক্ত। |
| M09 | পৃ | কুলিং বন্ধ করুন। M07, M08, M50 এবং M51 ফাংশন দ্বারা প্রদত্ত কমান্ড বাতিল করে। |
| M10 এবং এমপি | * | বাতা এবং unclamp. মেশিনের চলমান অংশগুলির ক্ল্যাম্পিং ডিভাইসগুলিকে বোঝায়, যেমন টেবিল, চক ইত্যাদি। |
| M13 এবং M14 | * | স্পিন্ডেল ঘূর্ণন ঘড়ির কাঁটার দিকে এবং ঘড়ির কাঁটার বিপরীতে, সেইসাথে শীতলকরণের অন্তর্ভুক্তি। M03 এবং M04 এর মতই, কিন্তু কুলিং চালু আছে। |
| M15iM16 | " " এবং "-" সরান। এই ব্লকে প্রোগ্রাম করা আন্দোলনের যথাক্রমে ইতিবাচক এবং নেতিবাচক দিক নির্ধারণ করতে ব্যবহৃত হয়। |
|
| M17 | পৃ | অন্তর্নির্মিত মেমরি সহ CNC-এর জন্য সাবরুটিনের শেষ। সাবরুটিনের সমস্ত রান সম্পন্ন হওয়ার পরে মূল প্রোগ্রামে নিয়ন্ত্রণ স্থানান্তর। |
| এম 19 | পৃ | নির্দিষ্ট অবস্থানে টাকু স্টপ. একটি নির্দিষ্ট কৌণিক অবস্থানে টাকু বন্ধ করার আদেশ। |
M20 | পৃ | একটি সাবরুটিনের শেষ, যা বারবার পড়া প্রোগ্রাম অধ্যায় হিসাবে ব্যবহৃত হয়। |
| M30 | পৃ | টেপ শেষ. M02 এর মতোই, তবে পাঞ্চড টেপ থেকে তথ্যের দ্বিতীয় পাঠক অ্যাক্সেস করার সম্ভাবনা সহ। |
| M31 | বাইপাস ব্লক করুন। সাময়িকভাবে লক বাতিল করার নির্দেশ। শুধুমাত্র যে ফ্রেমে এটি রেকর্ড করা হয় সেখানে কার্যকর। |
|
| M36 এবং M37 | * | ডেলিভারি পরিসীমা। কাইনেমেটিক সংযোগ পরিবর্তন করে যথাক্রমে নং 1 এবং নং 2 ফিডের পরিসর সেট করে৷ |
| M38 এবং M39 | * | টাকু গতি পরিসীমা. স্পিন্ডেল #1 এবং #2 এর জন্য যথাক্রমে গতি পরিসীমা সেট করে। |
| M50 এবং M51 | * | কুলিং চালু করুন। কুলিং এর অন্তর্ভুক্তি, যথাক্রমে, নং 3 এবং নং 4। |
| M55 এবং M56 | * | টুল লিনিয়ার অফসেট। টুলের রৈখিক স্থানচ্যুতি, যথাক্রমে, অবস্থান নং 1 এবং নং 2. |
| M61 এবং M62 | * | ওয়ার্কপিসের রৈখিক স্থানচ্যুতি। ওয়ার্কপিসের রৈখিক স্থানচ্যুতি, যথাক্রমে, নং 1 এবং নং 2 অবস্থানে। |
| M71 এবং M72 | * | ওয়ার্কপিসের কৌণিক স্থানচ্যুতি। ওয়ার্কপিসের কৌণিক স্থানচ্যুতি, যথাক্রমে, অবস্থান নং 1 এবং নং 2 এ। |
অনির্দিষ্ট কোড সংজ্ঞায়িত করা হয় না এবং নির্দিষ্ট CNC এর ডিজাইনারদের বিবেচনার ভিত্তিতে ব্যবহার করা যেতে পারে।
বেশিরভাগ সহায়ক ফাংশন (দ্বিতীয় কলামে একটি তারকাচিহ্ন দিয়ে চিহ্নিত) একই ব্লকে প্রোগ্রাম করা আন্দোলন শুরু হওয়ার আগে সম্পাদিত হয় এবং একই উদ্দেশ্যের কমান্ড দ্বারা বাতিল বা প্রতিস্থাপিত না হওয়া পর্যন্ত কার্যকর থাকে। ব্লকে উল্লেখিত নড়াচড়ার পর সম্পাদিত M ফাংশন একই কলামে P অক্ষর দিয়ে চিহ্নিত করা হয়। একটি ফ্রেমে, কোড নম্বরের ক্রমবর্ধমান ক্রমানুসারে, বেশ কয়েকটি কমান্ড আলাদা আলাদাভাবে লেখা যেতে পারে নির্বাহী সংস্থাসিএনসি মেশিন।
^
একটি সিএনসি মেশিনের জন্য একটি প্রোগ্রাম বিকাশের একটি উদাহরণ

% N001 S03 T01 M03 - তৃতীয় স্পিন্ডেল গতি, প্রথম টুল, ঘড়ির কাঁটার বিপরীত দিকে টাকু ঘূর্ণন
N002 M06 - টুল চেক পজ
N003 G60 - সুনির্দিষ্ট অবস্থান
N004 G91 - ক্রমবর্ধমান আকার গণনা
N005 G00 X-030045 - পয়েন্ট 1 এ যান
N006 G61 Z-015000 - বিন্দু 2 এ দ্রুত সরানো
N007 G01 Z-045000 F32 M07 - কাজের ফিডে পয়েন্ট 3 এ যান এবং তেল কুয়াশা চালু করুন
N008 G01 X 004960 Z-035000 - লিনিয়ার ইন্টারপোলেশন সহ বিন্দু 4 এ যান
N009 Z-025000 - পয়েন্ট 5 এ যান
N010 G60 - সুনির্দিষ্ট অবস্থান
N011 G00 X 025085 M09 - পয়েন্ট 6-এ দ্রুত ভ্রমণ, কুলিং সিস্টেম বন্ধ
N012 G00 Z 120000 M02 - বিন্দু 0 এ দ্রুত চলাচল, প্রোগ্রামের শেষ
মেটালওয়ার্কিং মেশিনের প্রোগ্রাম কন্ট্রোলের সারমর্ম হল সাংখ্যিক আকারে কন্ট্রোল প্রোগ্রামগুলির বিকাশ, যা একটি নির্দিষ্ট ধরণের সিএনসি সম্পর্কিত জ্যামিতিক, যৌক্তিক, প্রযুক্তিগত এবং টার্মিনাল সমস্যাগুলি সমাধান করতে দেয়।
জ্যামিতিক সমস্যার সমাধান টুল বা ওয়ার্কপিসের সংশ্লিষ্ট নড়াচড়ার মাধ্যমে অংশের আকার প্রদান করে।
যৌক্তিক কাজটি নিশ্চিত করা যে মেশিনের অটোমেশন একটি নির্দিষ্ট লজিক্যাল ক্রমে নিয়ন্ত্রিত হয়।
প্রযুক্তিগত কাজটি ফলাফলের অংশের নির্দিষ্ট গুণমান নিশ্চিত করার লক্ষ্যে।
টার্মিনাল টাস্ক হল টার্মিনাল ডিভাইস - টার্মিনালগুলির মাধ্যমে অপারেটরের সাথে যোগাযোগ প্রদান করা।
H-22-1M সিস্টেমে প্রয়োগ করা হয়েছে, এই কাজগুলি নীচে বর্ণিত পদ্ধতিতে সমাধান করা হয়েছে।
UE - প্রোগ্রামিং ভাষায় কমান্ডের একটি সেট, একটি নির্দিষ্ট ওয়ার্কপিস প্রক্রিয়াকরণের জন্য মেশিনের কার্যকারিতার জন্য একটি প্রদত্ত অ্যালগরিদমের সাথে সম্পর্কিত।
বাঁক নেওয়ার সময়, সরঞ্জামটির পারস্পরিক আন্দোলন (এর ফলকের শীর্ষ) একটি নির্দিষ্ট ট্র্যাজেক্টোরি (ওয়ার্কপিসের কনট্যুর) বরাবর সঞ্চালিত হয়। ওয়ার্কপিস কনট্যুরের পৃথক বিভাগগুলি জ্যামিতিক উপাদান (লাইন সেগমেন্ট, বৃত্তাকার আর্কস, ইত্যাদি) হিসাবে বিবেচনা করা যেতে পারে। জ্যামিতিক উপাদানগুলির ছেদ বিন্দুগুলিকে জ্যামিতিক রেফারেন্স বিন্দু বলা হয়। নির্বাচিত স্থানাঙ্ক সিস্টেমের প্রতিটি রেফারেন্স পয়েন্ট সংখ্যা (স্থানাঙ্ক) দ্বারা বর্ণনা করা যেতে পারে। সংখ্যার সংমিশ্রণ যা টুলের ধারাবাহিক অবস্থানের একটি সংখ্যা নির্ধারণ করে তা হল UE-এর প্রধান অংশ। জ্যামিতিক রেফারেন্স পয়েন্টগুলির স্থানাঙ্কগুলি পরম হতে পারে, যেমন শূন্য বিন্দুর সাথে সম্পর্কিত প্রতিটি পয়েন্টের জন্য সেট করুন, বা আপেক্ষিক (বৃদ্ধিতে সেট করুন), একটি রেফারেন্স পয়েন্ট থেকে অন্য রেফারেন্স পয়েন্টে টুল চলাচলের দিকনির্দেশে সেট করুন। প্রোগ্রামিং করার সময়, পৃথক রেফারেন্স পয়েন্ট, বেশ কয়েকটি সহায়ক প্রযুক্তিগত কমান্ডের মধ্যে সরঞ্জামটির গতিবিধি নির্দিষ্ট করা প্রয়োজন। গণনা করা ট্র্যাজেক্টোরির বিন্দু, যেখানে আইন যা প্রযুক্তিগত প্রক্রিয়ার প্রবাহের অবস্থার বর্ণনা দেয়, তাকে প্রযুক্তিগত রেফারেন্স পয়েন্ট বলা হয়।
প্রতিটি UE % - "প্রোগ্রামের শুরু" অক্ষর দিয়ে শুরু হয়।
পদবী "নম্বর" নিয়ন্ত্রণ প্রোগ্রাম"প্রোগ্রামের শুরু" চিহ্নের পরে অবিলম্বে অবস্থিত হওয়া উচিত। প্রোগ্রাম ক্যারিয়ারে বেশ কয়েকটি UE স্থাপন করার সময়, "প্রোগ্রামের শুরু" চিহ্নের আগে আরও একটি অক্ষর "প্রোগ্রাম শুরু" লেখার অনুমতি দেওয়া হয়। পরবর্তী ব্লক থেকে প্রোগ্রাম ব্লকের সংখ্যা শুরু হয়।
প্রতিটি ফ্রেমে জ্যামিতিক এবং প্রযুক্তিগত ডেটা থাকে যা দুটি রেফারেন্স পয়েন্টের মধ্যে ওয়ার্কপিসের অংশটি মেশিন করার সময় অবশ্যই সরবরাহ করতে হবে।
UE এর মৌলিক সংখ্যাসূচক একক হল ফ্রেম। ব্লকটি সম্পূর্ণরূপে CNC সিস্টেম দ্বারা অনুভূত হয় এবং এতে অন্তত একটি কমান্ড থাকে। একটি নির্দিষ্ট ধরনের CNC এর জন্য ফ্রেমের একটি নির্দিষ্ট বিন্যাস রয়েছে। ফ্রেমটি শব্দ দিয়ে তৈরি। প্রতিটি শব্দে নির্দিষ্ট তথ্য (কমান্ড) থাকে। একটি শব্দ একটি ঠিকানা (ল্যাটিন বড় অক্ষর) এবং ডেটা (গাণিতিক চিহ্ন "+" বা "-" এবং সংখ্যা নিয়ে গঠিত। একটি ফ্রেমের প্রথম শব্দ সর্বদা "ফ্রেম নম্বর" - ঠিকানা N, ডেটা - একটি তিন-সংখ্যার সংখ্যা . সংখ্যাটি প্রোগ্রামটিকে সুশৃঙ্খল করতে কাজ করে এবং এর কোর্সে কোন প্রভাব নেই। ফ্রেমের বাকি শব্দগুলো ইচ্ছামত সাজানো যেতে পারে, তবে নিচের শব্দের ক্রম (তাদের নিজ নিজ ঠিকানায়) সুপারিশ করা হয়:
N, G, X, Z, I, K, F, S, T, M, L.
X, Z, I, K, L শব্দগুলি ব্যবহার করে একটি জ্যামিতিক সমস্যা সমাধান করা হয়।
G, F, S, T, M শব্দগুলো যৌক্তিক সমস্যার সমাধান দেয়।
সিস্টেমে প্রযুক্তিগত সমস্যার সমাধান প্রদান করা হয় না।
টার্মিনাল টাস্ক সিস্টেম নিজেই নকশা দ্বারা নির্ধারিত হয়.
নিয়ন্ত্রণ প্রোগ্রামের বিকাশের প্রধান পর্যায়গুলি।
1. জটিল "CNC মেশিন"
AT সাধারণ দৃষ্টিকোণ"সিএনসি মেশিন" কমপ্লেক্সের কাঠামোটি তিনটি ব্লক হিসাবে উপস্থাপন করা যেতে পারে, যার প্রতিটি তার কাজ সম্পাদন করে - একটি নিয়ন্ত্রণ প্রোগ্রাম, একটি সিএনসি ডিভাইস এবং একটি মেশিন টুল।
জটিল সমস্ত ব্লক একটি একক কাঠামোতে আন্তঃসংযুক্তভাবে কাজ করে। কন্ট্রোল প্রোগ্রামে পণ্যের জ্যামিতিক এবং প্রযুক্তিগত গঠনের সমস্ত পর্যায়ের একটি বর্ধিত সমন্বিত বিবরণ রয়েছে। তথ্যের দৃষ্টিকোণ থেকে, এই বর্ণনার মূল বিষয় হল যে. যে এটি অস্পষ্ট ব্যাখ্যার অনুমতি দেয় না। CNC ডিভাইসে, তথ্য UE অনুযায়ী প্রেরণ করা হয়। এবং তারপর কম্পিউটেশনাল চক্রে ব্যবহার করা হয়, যার ফল হল বাস্তব মেশিনের সময়ে অপারেশনাল কমান্ড তৈরি করা।
মেশিনটি নিয়ন্ত্রণ তথ্যের প্রধান ভোক্তা, নির্বাহী অংশ। নিয়ন্ত্রণ বস্তু। একটি গঠনমূলক অর্থে - একটি সমর্থনকারী কাঠামো যার উপর প্রক্রিয়াগুলি মাউন্ট করা হয় স্বয়ংক্রিয় নিয়ন্ত্রণসিএনসি থেকে অপারেশনাল কমান্ড পাওয়ার জন্য অভিযোজিত। এই জাতীয় প্রক্রিয়াগুলির মধ্যে প্রাথমিকভাবে সেগুলি রয়েছে যা পণ্যের জ্যামিতিক আকারে সরাসরি জড়িত। এগুলো হল সমন্বয় ফিডের মেকানিজম, যার দিকনির্দেশ ভিন্ন।
নিয়ন্ত্রণ প্রক্রিয়ায়, ফিড মেকানিজমগুলির জন্য গণনার তথ্যের সর্বাধিক পরিমাণে প্রক্রিয়াকরণের প্রয়োজন হয়, তাই, CNC ডিভাইসগুলির জটিলতা মূলত নিয়ন্ত্রিত স্থানাঙ্কের সংখ্যা, আকার গঠনের জ্যামিতিক সমস্যার জটিলতার উপর নির্ভর করে।
CNC সিস্টেম দ্বারা সমাধান করা প্রধান কাজ:
· সিস্টেম সফ্টওয়্যার ইনপুট এবং স্টোরেজ। নিম্ন শ্রেণীর ডিভাইসগুলিতে, এটি ডিজাইনের অন্তর্নিহিত এবং পরিবর্তন করা যায় না। AT আধুনিক সিস্টেম ah প্রবেশ করা যেতে পারে এবং বাইরে থেকে কনফিগার করা যেতে পারে এবং বিভিন্ন শ্রেণীর মেশিনের জন্য উদ্দেশ্যে করা হয়।
· একটি অ-উদ্বায়ী ডিভাইসে কন্ট্রোল প্রোগ্রামের ইনপুট এবং স্টোরেজ।
ফ্রেম ব্যাখ্যা। 2টি ফ্রেম পড়া হয় - প্রথমটি প্রক্রিয়া করা হয়, দ্বিতীয়টি ক্রমাগত অপারেশনের জন্য প্রাথমিকভাবে বিশ্লেষণ করা হয়। আধুনিক সিস্টেমগুলি 1000টি ফ্রেম পর্যন্ত পড়তে এবং বিশ্লেষণ করে৷
· ইন্টারপোলেশন CNC নির্দিষ্ট নির্ভুলতার সাথে মধ্যবর্তী পয়েন্ট গণনা করে। আধুনিক NURBS সিস্টেমগুলি সিএডি / সিএএম সিস্টেম থেকে ওয়ার্কপিসের একটি ইলেকট্রনিক মডেল পায়, বাঁকা পৃষ্ঠগুলি স্প্লাইন এবং বহুপদী আকারে প্রেরণ করা হয়, ডিভাইস নিজেই প্রক্রিয়াজাত করে এবং ফিড ড্রাইভে সংকেতগুলিতে রূপান্তরিত হয়।
· ফিড ড্রাইভ নিয়ন্ত্রণ. ট্র্যাজেক্টোরি বরাবর গতি নিয়ন্ত্রণ ছাড়াও, নিয়ন্ত্রণ ব্যবস্থার সাথে কার্যকারী সংস্থার প্রকৃত অবস্থান সমন্বয় করার জন্য অতিরিক্ত মোড, মেশিনকে শূন্য করা, নিয়ন্ত্রণ ব্রেক করা।
প্রধান আন্দোলনের ড্রাইভ নিয়ন্ত্রণ (চালু, বন্ধ, কোণ নিয়ন্ত্রণ, গতি স্থিতিশীল)
যৌক্তিক নিয়ন্ত্রণ
টুল আকার ক্ষতিপূরণ
টুল পরিবর্তন
আধুনিক সিস্টেমের জন্য পরিমাপ এবং যান্ত্রিক যন্ত্রের ত্রুটি, প্রক্রিয়াকরণের অভিযোজিত নিয়ন্ত্রণ, পরিসংখ্যানগত তথ্য সংগ্রহ, স্বয়ংক্রিয় অন্তর্নির্মিত নিয়ন্ত্রণ, একটি উচ্চ-স্তরের পিসির সাথে যোগাযোগ, প্রযুক্তিগত ডায়াগনস্টিকগুলি সংশোধন করা সম্ভব।
নিয়ন্ত্রণ কর্মসূচির প্রস্তুতির পর্যায়।
CNC সরঞ্জামগুলির জন্য একটি প্রযুক্তিগত প্রক্রিয়ার বিকাশের জন্য সমস্ত প্রযুক্তিগত সমস্যা সমাধানে আরও বিশদ প্রয়োজন। রেফারেন্স পয়েন্ট দ্বারা ধাপে অপারেশন বিভক্ত করা প্রয়োজন। একটি ধাপ হল একটি জ্যামিতিক উপাদান বরাবর টুলের একটি নড়াচড়া, যার সময় মোডে কোনো পরিবর্তন হয় না। টেকনোলজিকাল কমান্ডগুলি নড়াচড়া করার শর্তগুলিকে সংজ্ঞায়িত করে। প্রাথমিক আন্দোলন এবং প্রযুক্তিগত কমান্ডের ক্রম নিয়ন্ত্রণ প্রোগ্রামের বিষয়বস্তু নির্ধারণ করে।
প্রযুক্তিগত প্রক্রিয়ার বিকাশ তিনটি পর্যায় নিয়ে গঠিত:
রুট টিপি;
অপারেশনাল টিপি;
· UE এর উন্নয়ন।
যান্ত্রিক প্রকৌশল প্রযুক্তিতে CNC মেশিনে প্রক্রিয়াকরণের জন্য অংশগুলির পছন্দ। প্রধান কারণ হল অর্থনৈতিক সুবিধা:
টুকরা-গণনার সময় হ্রাস
মেশিন সময়
সহায়ক সময়
পণ্যের গুণমান উন্নত করা ইত্যাদি
UE এর বিকাশের ক্রম:
UE এর বিকাশের ক্রম (ম্যানুয়াল প্রোগ্রামিং):
পৃথক প্রক্রিয়াকরণ পদক্ষেপের অনুক্রমিক প্রোগ্রামিং।
1. রূপান্তর মধ্যে অপারেশন বিচ্ছেদ.
2. অংশের ভিত্তি নির্ধারণ করা।
3. ট্রানজিশনের ক্রম নির্ধারণ করা (যদি পৃষ্ঠটি 11 টিরও বেশি গ্রেডের নির্ভুলতার সাথে মেশিন করা হয়, তবে একটি পৃথক টুল দিয়ে একটি সমাপ্তি পাস করার পরামর্শ দেওয়া হয়)। ফলাফল একটি অপারেটিং কার্ড
4. টুলের উদ্দেশ্য। কাটিং টুলের ধরন ছাড়াও, আপনাকে অবশ্যই ব্লক নম্বর নির্দিষ্ট করতে হবে, কাটিয়া প্রান্তের স্থিতিবিন্যাস এবং ডেটাম পয়েন্টের সাপেক্ষে এর অবস্থান নির্ধারণ করতে হবে। এটি আপনাকে একটি টুল সেটিং চার্ট পেতে দেয়।
5. চলন মধ্যে পরিবর্তন বিচ্ছেদ.
6. কাটিয়া অবস্থার গণনা
7. রেফারেন্স পয়েন্টের ইঙ্গিত সহ প্রতিটি টুলের চলাচলের গতিপথ নির্মাণ
8. নিয়ন্ত্রণ পয়েন্টের স্থানাঙ্কের গণনা।
9. প্রযুক্তিগত কমান্ডের সংজ্ঞা
10. প্রোগ্রাম কোডিং
11. প্রোগ্রাম ডিবাগিং এবং পরীক্ষা অংশ প্রক্রিয়াকরণ, সম্পাদনা।
CNC প্রোগ্রামিং এর মৌলিক বিষয়. (SINUMERIK 840D, 810D, FMNC নিয়ন্ত্রণের জন্য ISO 6983 মান)।
এই কন্ট্রোল সিস্টেমের প্রজন্ম পুরানো কমান্ডের সাথে নতুন প্রোগ্রামিং পদ্ধতি ব্যবহার করে। এর মধ্যে রয়েছে DIN66025 কমান্ড এবং তথাকথিত উচ্চ-স্তরের ভাষা কমান্ড।
উন্নয়ন এবং বাস্তবায়ন প্রক্রিয়া প্রযুক্তিগত প্রক্রিয়াএবং কন্ট্রোল প্রোগ্রাম নির্মাণ থেকে কাজের পর্যায়গুলিকে কভার করে গাণিতিক মডেলপ্রদত্ত ডকুমেন্টেশন অনুসারে অংশ এবং ফাঁকা জায়গা এবং সিএনসি সরঞ্জামগুলিতে যন্ত্রাংশ তৈরির জন্য একটি প্রমাণিত প্রযুক্তিগত প্রক্রিয়া প্রাপ্তি না হওয়া পর্যন্ত। ক্লিও-সফ্ট এলএলসি বিশেষজ্ঞদের দ্বারা ব্যবহৃত পদ্ধতিগুলি আধুনিক সিএনসি সরঞ্জামগুলিতে অংশগুলির টিপি এবং এনসি প্রক্রিয়াকরণের বিকাশ এবং বাস্তবায়নে বহু বছরের অভিজ্ঞতার ফলাফল।
অংশ এবং workpieces গাণিতিক মডেল নির্মাণ

প্রদত্ত প্রযুক্তিগত ডকুমেন্টেশন অনুসারে NX "মডেলিং" পরিবেশে অংশ এবং ফাঁকাগুলির গাণিতিক মডেলগুলির নির্মাণ করা হয়। গাণিতিক মডেল নির্মাণের কাজ শেষ করার পরে, প্রযুক্তিগত প্রক্রিয়ার ধারণাটি বিকশিত হয় মেশিনিংসিএনসি মেশিনে যন্ত্রাংশ।
টুলিং ডিজাইন
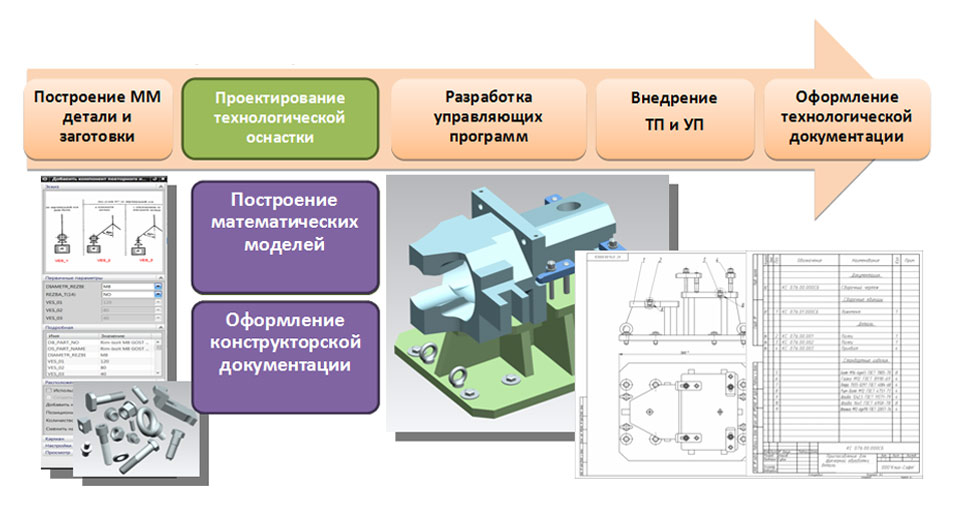
একটি বিশেষ নকশা প্রযুক্তিগত সরঞ্জামসিএনসি সরঞ্জামের কাজের ক্ষেত্রে ফাঁকা বেঁধে রাখার জন্য "মডেলিং" এবং "অ্যাসেম্বলি" এনএক্স পরিবেশের একটি অংশ মেশিন করার প্রযুক্তিগত প্রক্রিয়ার উন্নত ধারণা অনুসারে সঞ্চালিত হয়। টুলিংয়ের গাণিতিক মডেল তৈরি করার সময়, স্ট্যান্ডার্ড ফাস্টেনারগুলির ডেটাবেস এবং ক্লিও-সফ্ট এলএলসি দ্বারা তৈরি মেশিন টুলের উপাদানগুলি ব্যবহার করা হয়।
প্রযুক্তিগত সরঞ্জামগুলির জন্য গাণিতিক মডেল তৈরি করার পরে, ক্লিও-সফ্ট এলএলসি দ্বারা তৈরি সেটিংস ব্যবহার করে এনএক্স "ড্রাফটিং" পরিবেশে নকশার ডকুমেন্টেশন তৈরি করা হয়, যা ESKD মান অনুসারে ডিজাইন ডকুমেন্টেশন আঁকার অনুমতি দেয়। নিবন্ধকরণের পরে, নকশার ডকুমেন্টেশন প্রযুক্তিগত সরঞ্জাম তৈরির জন্য উত্পাদনে স্থানান্তরিত হয় এবং প্রযুক্তিবিদ পরবর্তী পর্যায়ে কাজ করতে এগিয়ে যান - নিয়ন্ত্রণ প্রোগ্রামগুলির বিকাশ।
নিয়ন্ত্রণ কর্মসূচির উন্নয়ন

কন্ট্রোল প্রোগ্রামগুলির বিকাশ একটি কাটিয়া টুল নির্বাচন এবং NX মেশিনিং পরিবেশে টুল পাথ তৈরির মাধ্যমে শুরু হয়। যদি টুলের একটি সীমিত তালিকা পাওয়া যায়, উপযুক্ত NX ডাটাবেস ব্যবহার করা যেতে পারে। উন্নত ট্র্যাজেক্টরিগুলি পোস্টপ্রসেসরের মাধ্যমে আউটপুট হয় এবং NC ফাইলগুলি তৈরি হয়, যেগুলি সরাসরি NX প্রক্রিয়াকরণ পরিবেশে অফ-মেশিন কন্ট্রোল সিস্টেমে (ISV) পরীক্ষা করা হয়। বিল্ট-ইন অফ-মেশিন কন্ট্রোল সিস্টেম UE এর ব্যবহার সম্পাদিত চেকের মানের একটি গ্যারান্টি, যেহেতু সিএএম অংশে করা সমস্ত পরিবর্তনগুলি মেশিনিং সিমুলেশন প্রক্রিয়াতে স্বয়ংক্রিয়ভাবে বিবেচনায় নেওয়া হয়।
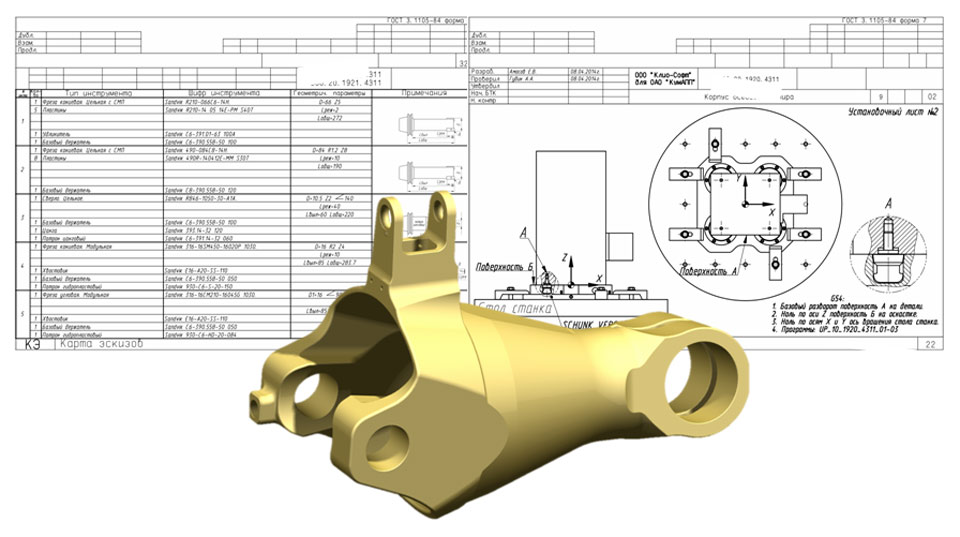
সিএনসি সরঞ্জামে টিপি এবং পিএম বাস্তবায়ন

সিএনসি সরঞ্জাম এবং নিয়ন্ত্রণ প্রোগ্রামগুলিতে মেশিনিং যন্ত্রাংশের জন্য প্রযুক্তিগত প্রক্রিয়াগুলি বাস্তবায়নের পর্যায়ে, কাটার শর্তগুলি অপ্টিমাইজ করা হয় এবং প্রযুক্তিগত প্রক্রিয়ার ধারণাটি বিকাশ করা হয়। বাস্তবায়ন পর্যায়ের ফলাফল হল CNC সরঞ্জামের একটি অংশ মেশিন করার একটি সুবিন্যস্ত প্রযুক্তিগত প্রক্রিয়া, যা প্রযুক্তিগত ডকুমেন্টেশন প্রক্রিয়াকরণের পর্যায়ে নথিভুক্ত করা হয়।
প্রযুক্তিগত ডকুমেন্টেশন নিবন্ধন

ক্লিও-সফ্ট এলএলসি দ্বারা তৈরি OSST সফ্টওয়্যার ব্যবহার করে সিএনসি সরঞ্জামগুলিতে মেশিনিং যন্ত্রাংশের ক্রিয়াকলাপের জন্য প্রযুক্তিগত ডকুমেন্টেশনের নিবন্ধন সরাসরি NX পরিবেশে প্রক্রিয়াকরণ ফাইলে সঞ্চালিত হয়, যা আপনাকে প্রয়োজনীয়তা অনুসারে প্রযুক্তিগত ডকুমেন্টেশন আঁকতে দেয়। ESTD এই ক্ষেত্রে, কাটিং টুল এবং টুলিং, কাটিং মোডের প্যারামিটারের সমস্ত তথ্য ট্র্যাজেক্টোরিজ তৈরির ক্রিয়াকলাপ থেকে উত্তরাধিকারসূত্রে প্রাপ্ত হয় এবং সমস্ত প্রয়োজনীয় স্কেচগুলি সরাসরি প্রক্রিয়াকরণ ফাইলে "অঙ্কন" মডিউলে আঁকা হয়। প্রাপ্ত তথ্য প্রয়োজনীয় পাঠ্য তথ্যের সাথে সম্পূরক হয়। এইভাবে, আউটপুটে আমরা প্রযুক্তিগত ডকুমেন্টেশনের একটি সেট পাই, যা NX প্রক্রিয়াকরণ ফাইলের সাথে যুক্ত। অর্থাৎ, প্রক্রিয়াকরণ প্রকল্পে পরিবর্তন করার সময়, প্রযুক্তিগত ডকুমেন্টেশনের আউটপুট হওয়ার পরে, করা সমস্ত পরিবর্তনগুলি বিবেচনায় নেওয়া হবে এবং ডকুমেন্টেশনের নতুন সেটে প্রদর্শিত হবে।
সিএনসি সরঞ্জামের জন্য টিপি এবং এনসি বিকাশের জন্য সফ্টওয়্যার প্যাকেজ

বিবেচিত ব্যবহার করার সময় সফ্টওয়্যার প্যাকেজএবং আধুনিক সিএনসি সরঞ্জামগুলিতে যন্ত্রাংশ প্রক্রিয়াকরণের জন্য প্রযুক্তিগত প্রক্রিয়া এবং নিয়ন্ত্রণ প্রোগ্রামগুলির বিকাশ ও বাস্তবায়নের পদ্ধতি, প্রযুক্তিবিদরা একক তথ্য পরিবেশে কাজ করার সুযোগ পান, যা নতুন পণ্য আয়ত্ত করার জন্য সময়কে হ্রাস করে এবং বর্জন করে কাজের গুণমানকে উন্নত করে। তথ্য নকল করার প্রয়োজন বিভিন্ন সিস্টেম. এছাড়াও, একজন ব্যক্তির দ্বারা কাজের সম্পূর্ণ পরিসর সম্পাদন করার সময়, সহ-নির্বাহকদের মধ্যে তথ্য স্থানান্তর করার প্রয়োজন বাদ দেওয়া হয়, যা প্রযুক্তিবিদদের দায়িত্বের স্তরকে বাড়িয়ে দেয় এবং সেই অনুযায়ী, কাজের গুণমান বৃদ্ধির দিকে পরিচালিত করে।








মঙ্গল গ্রহের মহাকাশ প্রোগ্রাম
শূন্যের উৎপত্তির ইতিহাস শূন্যের নাম কি
গ্লোরিয়া গ্রহ (পৃথিবী-বিরোধী) - সমস্ত উদ্ঘাটন প্রকাশ করে এটা কি সত্য যে সূর্যের পিছনে একটি গ্রহ আছে
কথিত পুনর্জন্মের 20টি মামলা
"সূর্যের পাথর" এর রহস্য: কীভাবে ভাইকিংরা নরওয়ে থেকে গ্রিনল্যান্ডে প্রায় অন্ধভাবে পৌঁছেছিল