The construction of a private house will be difficult and time-consuming without the use of modern tools. A circular saw has gained great popularity among builders, surpassing other types of saws for wood with its accuracy and cleanliness of the cut.
Scheme of a machine for sharpening circular saws and knives.
Since this power tool is one of the actively used and therefore wears out devices quite quickly, sharpening circular saws with your own hands becomes very important.
Defects caused by improper use and maintenance of the endless saw. The appearance of cracks in the jagged edge. Cracks appear on the back. Belt problems Due to excess stress in general and in particular on the serrated edge. For poor transversal tension distribution. Excessive reheating of the tooth occurs during sharpening due to the strong action of the grinding wheel. The profile of the teeth is inappropriate. The tape runs too far from the steering wheel. Chips, sawdust, resin, which are compressed in the throat of the tooth.
The tape may be poorly sharpened or dull. Saw problems Tires of deformed or worn steering wheels. Excessive guide friction. Excessive mounting stress. From the back side, the back side protrudes too much. Poor lateral tension distribution. Friction of the back against the guide. The tape is stretched on the flyers at the moment of stopping. The thickness of the tape is excessive in relation to the diameter of the leaflets. Due to the poor relationship between forward speed and cutting speed. These flyers are misaligned.
Tools for sharpening circular saws
To properly sharpen a circular saw, you need tools such as:
- file;
- mounting vice;
- a block of wood;
- colored marker.
Back to index
What signs will tell you that you need to sharpen the saw?
The guides are not positioned correctly. Uneven advancement of the feed mechanism. Excessive or uneven wear on the steering wheels. Defects in bearings or steering wheel shafts. 61. The tape is deflected during the cut. Flattening or fracture defects. Insufficient tension of the serrated edge.
Sharpening carbide saw blades
Due to excessive friction with the guide, the serrated edge has lost tension. Insufficient throat for forward speed. Emphasized very close to the edge. Teeth with excessive height or small body. The advancing speed exceeds the cutting ability, mainly for trunks, highly depending on the step and depth of the tooth.
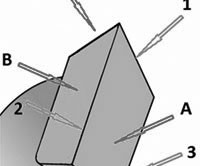
Figure 1. Diagram of a saw tooth. Planes: a- front, b - back, c - two lateral. Edges for cutting metal: 1 - main, 2, 3 - additional.
Sharpen your saw blade only when necessary. And the fact that such a moment has come will be signaled by 2 clear signs. In particular, urgent sharpening of circular saws for wood is required if:
How to sharpen a circular saw blade on your own?
The advance rate exceeds the power of the cut, based on the installed power. The tape recedes on the steering wheel. The ribbon is deflected when the cut is started. Broken weld or splicing. Stress is not enough or too much. Insufficient angle of attack for forward speed. Lower flywheel shaft with defective bearings. The back of the concave band. Lack of vertical alignment between the center of the emery stone, jaw and blade in grinding machine. The emery stone is not vertical to the blade.
- On the safety covers of the saws in the area of \u200b\u200bthe electric motor, strong heating is felt. Sometimes such an increase in temperature is accompanied by the appearance of smoke from under the casing.
- To get good work results, the saw blade has to be pressed harder than before.
- As a result of the work of blunt teeth of saws on wood, the appearance of dark marks, traces of soot, is recorded on the cuts in the wood. The characteristic smell of burnt wood may spread.
Back to index
The alloy was too thick or too thin for the thickness of the tape. Deficiencies in welding or splicing. Chest misaligned in the laminator. In the tension tape, the tape moves obliquely relative to the longitudinal axis of the rollers. Excessive grinding wheel pressure during sharpening. Dirty emery, no fix. Excessive speed and cutting speed.
Abrasive elements stuck to the bark of trunks. Sanding stones Instructions for the use and processing of abrasive discs. Emery stones The emery stone is the most important tool of the sharpening operator. The emery stone consists of a granular material and a cement binder.
Types of cutting teeth
To better understand how the correct sharpening of circular saws is performed, you should understand the features and structure of the part of the disc that cuts the tree. This main part is the cutting teeth.
All teeth are made from hard metal. Each of them (Fig. 1) has 4 working flat surfaces: front (a), back (b), as well as two side planes (c). They play a supporting role. One main (1) and two additional (2 and 3) edges for cutting material are formed on the intersection lines of the specified work planes.
The stones used to sharpen wood cutting tools are composed of the following granular materials. Boron nitride corundum carbide. Corundum changes in color according to its purity. Normal corundum. Semi-hard corundum. Color Tan. Pure corundum.
Important: pure corundum is usually used for sharpening wooden tools. Use of corundum stones: corundum is used to sharpen all steel tools. Bonding Cement Cement binds granular material and is directly related to the hardness of the stone. The following cements are used.
In accordance with the configuration, all cutting teeth of circular saws are divided into the following varieties:
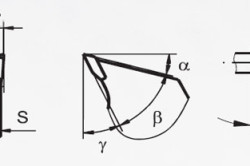
Figure 2. Scheme of the sharpening angle.
- Straight teeth. Most often used for accelerated longitudinal sawing. Not designed for perfect cut quality.
- Beveled (oblique) teeth. They are characterized by the presence of an angular cut on the back flat surface of the tooth on the left or right side. Sometimes on the disk, teeth with different sides of the bevel alternate and then they are called alternately beveled. Such elements are used for cutting not only wood, but also chipboard, various plastics. With a large bevel angle, high-quality sawing without chips on the cutting edges is ensured.
- Trapezoidal teeth. In cross section, the cutting surface has the form of a trapezoid. Thanks to this configuration, they do not get dull for a long time. Often on the disc alternate with straight teeth. In this case, the trapezoidal elements perform rough sawing, while the straight ones perform the finishing.
- conical teeth. They have a conical shape. Usually perform auxiliary functions of preliminary notching of the laminate. These teeth process the specified flooring to prevent chipping when cutting laminate panels with the main saw.
Back to index
Ceramic cements: Stones are brittle, brittle and can be used for many applications. They are supplied with a thickness of 4mm. These stones are not sensitive to impacts, sharpening is smooth, the profile is deformed relatively quickly. It is used a lot in stones of small thickness.
If there is no machine for sharpening saw blades
Texture The grain size determines the fineness of the sanding; This size is characterized by a number, which is the number of cells with a 1-inch edge sieve through which the granular material can pass. Large numbers show ever more subtle degrees of finesse.
Principles and angles of sharpening circular saws
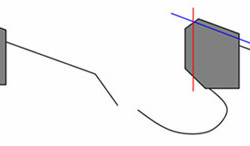
Figure 3. Scheme of grinding metal on saw teeth.
The working parts of circular saws are sharpened along 4 main sharpening angles. These angles (Fig. 2), like the shape cutting tooth, are the main technical parameters disk.
Important: the better the saw blade, the more granular the material must be. The hardness of the stone The hardness of the stone depends on the amount of cement and its strength. It should be chosen so that work with normal stone pressure and worn "granite" should only be separated from the stone. Hardness is characterized by a letter and increases in alphabetical order.
For sharpening endless saws, stones with two layers of materials are also used. They have a cooled edge on one side only. Important: the harder the steel, the softer the stone should be, and vice versa. Soft stones are generally preferred for economic reasons, although they wear faster.
So, each circular tooth is characterized by the front (γ), back (α) angles, as well as the cutting angles of the front and rear surfaces (ε1 and ε2). The value of the specified angles depends on the purpose of the sawing device, the material being cut and the direction of sawing.
In particular, a saw for slitting sharpen at a relatively large rake angle (from 15° to 25°). The sharpening index of the rake angle for cross cutting is in the range from 5° to 10°. But the universal version, which processes the material in all directions, is traditionally sharpened at an angle of 15 °.
Stone structure Stone structure is the way the "granules" are distributed, the spaces between the granules are distributed, and the cement is distributed in the body of the stone. Temperature sensitive steels such as saw blade alloys and thin sharpening zones require an open structure.
Classification of the structure of the environment. Thin stones, fine teeth and fine sharpening = medium for opening. Very thick saw stones = open. Plate or pot shaped stones for high quality steel alloys = very open, highly porous. Important: the more open the structure of the stone, the colder the grinding, since the stone has a significantly higher working surface; besides this there is a somewhat ventilated effect with this structure.
In addition, the specified angles are affected by the degree of hardness of the objects being cut. Their values are strictly dependent: the harder the material of which this or that workpiece for sawing consists, the less sharpened the cutting teeth should be.
The main principle of sharpening the teeth of carbide saws is based on the fact that during long-term operation, the most significant wear occurs on the upper cutting edge. As a result of intensive use, its line can be rounded to 0.3 mm or more. As for the planes of the tooth, the most wear is fixed on the front surface.
Basic sharpening rules
Denominations for stones. Material classification: 10 Corundium 20 Medium corundum 31 Crystalline corundum 35 Pure corundum 40 Pure corundum 47 Pure corundum 50 Silicon carbide 57 Silicon carbide 60 Corundium Special perf. Very tight tight semi-open very open.
What you need to know
Guide values for stone selection according to the sharpening tool type. Tool type with alloy steel. Stone cooling good stone must work cold; this is recognized as noise: it should be soft and sharp. It must be differentiated between dry and wet grinding.
Proper sharpening of the cutting elements should provide such a type of edges, in which the radius of their rounding does not exceed 0.2 mm. To do this, it is recommended to grind the metal in parallel on the front and back planes of the tooth (Fig. 3). This method can be considered optimal. It is possible to sharpen only one front plane, however, in this case, such an operation will take more time, besides, the tooth itself grinds faster due to the need to remove more metal from the front surface.
Fast cooling; More expensive because it requires better off-the-shelf equipment for additional and liquid coolant surfaces; big life. Saws: dry sharpening. Blades: Preferably sharpened with coolant. Strawberry: Use synthetic, oil based coolants.
Working speed of stones. The maximum operating speeds recommended by the manufacturer must not be exceeded for safety reasons. Special color stripe Blue Yellow Red Green Green blue. Instructions for use and processing of abrasive wheels All abrasive wheels are brittle and some of them are very brittle. Special care must be taken during handling and storage to avoid breakage and cracks. In addition, it should be borne in mind that, if the relevant safety standards are observed, they are very safe working tools, otherwise they can become dangerous.
The standard layer of metal to be ground off is 0.05-0.15 mm.
The use of disk elements has found distribution in many areas of industry, so the machine for sharpening circular saws has become widespread. The main requirement for such a tool is the high quality of cutting materials. Sharpening is not such a simple task as it might seem at first glance. In this case, you can not do without special equipment. The following indicators affect how difficult the operation will be:
Don't let the standing wheels fall off the sides. Choose the right abrasive wheel for the job. Check it for cracks. Never allow a wheel to exceed its maximum safe speed, which is always indicated on the label. Always place labels between flanges and wheel. Never force a workpiece to the point where the motor slows down significantly or the part gets too hot.
Protect the wheel when not in use. All abrasive wheels must be equipped with a protective cover. A guide to band saws, blades, their care and maintenance. Leave Maintenance drank. A practical guide to sharpening and maintaining wooden tools.
What material is the item made of?
Saw diameter size;
Angle of inclination and shape of the tooth.
Machine
A sharpening machine is not just one device. So you can call large group equipment and tools for special purposes. According to the method of production, they are divided into two groups:
Automatic. The whole process of sharpening is completely mechanized and there is no need for human participation. Such devices are used for industrial purposes.
Manual for the maintenance and sharpening of band saws. A guide to commercial timber, equipment and usage processes. Dusshnay School of Forestry and Woodworking Industry. Service band saw. We thank all those who collaborated and appreciated the implementation of this material.
Choosing a Circular Saw for Cutting Saw
Juan Laxaga, for project management. Liliana Zuk, for pedagogical correction and editing of the material. Karina Carreras, for the cover design of the manual. For random sharpening saw blades, the choice of sharpener is not easy. Indeed, either the quality is not up to the mark, or the price is too important for the use that is made from it.
Manual. It can be any fixtures and tools for sharpening by hand. The performance of such equipment is much lower than automatic machines. This type has found application in handicraft workshops for domestic needs.
Equipment of this kind is on sale in a wide range, the devices may differ in functions, power and price. Manual machine for sharpening circular saws, the price of which will be much lower (about 20 thousand rubles), you can make it yourself. The equipment consists of dense and hard alloy plates that serve as cutters.
Changes to the saw blade holder
The first problem comes from the holder saw blade, which is located under the blade closest to sharpening to prevent blade vibration and resume sharpening efforts. The threadlike bottom of this support is not concentric with the top, and attaching this support to the frame is indeed too light. In addition, you need to fix the frame support as well as the bracket support yourself. This double tightening makes it difficult to properly position the blade. The last problem comes from the sharpening angle adjustment system. Only 20mm separates the pivot point from the clamping point, which is too short for fine adjustment. In addition, it is almost impossible to tighten without changing the selected angular position.
- The second problem comes from the support of the blade holder holder.
- Indeed, the cantilever is important and this support is indeed too light.
Plates for them are made of alloys different composition.  They have different tooth configurations. The strength will depend on which alloy is used. Not the last role is played by the grain size of the alloy. It should be smaller to give strength and hardness to the product. Usually such hard alloys are obtained from cemented cobalt. Therefore, it is so important that the equipment is exactly the machine for sharpening carbide saw blades.
They have different tooth configurations. The strength will depend on which alloy is used. Not the last role is played by the grain size of the alloy. It should be smaller to give strength and hardness to the product. Usually such hard alloys are obtained from cemented cobalt. Therefore, it is so important that the equipment is exactly the machine for sharpening carbide saw blades.
Blade support modifications
The image on the right details the details that make up the new support. The image on the left is the original support. In the center are details of the details that make up the new support. Now the top wheel allows you to immobilize the entire device in one action.
Changes in the angle adjustment system
Upper left, original sharpening angle adjustment system. On the right, parts have been added to improve the original system. Below are two images of the new micrometer system for adjusting the sharpening angle. The distance between the pivot point and the micrometric adjustment point is 80 mm. Nothing moves when you tighten the lock nuts.
Differences in insert teeth
The tooth of hard alloys has four main planes for work: front, back and side (auxiliary). When the planes intersect with each other, cutting edges are formed: the main and a pair of auxiliary ones.
The shape of the teeth is as follows:
Straight. The use of this form will be justified when a longitudinal cut is required, fast in time and not mandatory in terms of quality.
Oblique or oblique. The angle of inclination of the back form in this case can be right or left, they alternate with each other. This configuration is the most common. Sharpenings of various sizes serve to work with different materials in any direction.  By changing the size of the bevel angle in the direction of increasing, you can increase the cutting and reduce the likelihood of chipping, but this will lead to a decrease in the strength and durability of the tooth itself. It is also possible to tilt the front part of the plane of the element.
By changing the size of the bevel angle in the direction of increasing, you can increase the cutting and reduce the likelihood of chipping, but this will lead to a decrease in the strength and durability of the tooth itself. It is also possible to tilt the front part of the plane of the element.
Trapezoidal. This tooth dulls the edges more slowly than the beveled one. Alternate it with a straight line. At the same time, the rough cut was made with a longer trapezoidal cut, and the finishing cut was made with a short straight cut.
Conical. This form of teeth performs a rough cut of the lower edge of the boards, while the upper one is protected from chipping. Basically, the front face of such an element is flat. But if you make it concave, then it is possible to use this device for cross cutting in the final version.
Sharpening angles
The basic angles are those determined by the shape of the teeth. This is the front and rear, as well as the bevel along the front and rear planes.
The size of the angle is also determined by the hardness of the cutting material.  With high hardness, it is made less. The front cutting angle is available in a negative design. This finds application in non-ferrous metals and plastics.
With high hardness, it is made less. The front cutting angle is available in a negative design. This finds application in non-ferrous metals and plastics.
Prices
You can buy a machine for sharpening carbide saw blades at a cost of 15,000 rubles. You can fork out for more expensive devices. For example, PP-480Z will cost its owner 280,000 rubles. Prices vary and depend on the purpose of the device, its functions, power and performance. For a small workshop or home use, you can purchase a JMY8-70 circular saw sharpening machine. Its cost is within 18,000 rubles.
Sharpening rules
The main wear of the saw teeth occurs on the upper edge, which is directly involved in cutting. Its rounding can be 0.3 mm. The center face changes first.
The wear of the saw should not be allowed to be significant. The edge can be rounded no higher than 0.2 mm. A saw that is duller than this value is harder to sharpen. This will take longer than normal wear tools. The degree of wear is determined either by the type of cut or by the teeth.
We must not forget how many sharpenings are produced as much as possible. This value is located within 30-35 times. To achieve this result, both surfaces are processed at once.  The machine for sharpening circular saws allows you to work in only one plane. And then it will be reduced by about 2 times.
The machine for sharpening circular saws allows you to work in only one plane. And then it will be reduced by about 2 times.
Before starting work, clean the working disk from dirt, and also measure the angles of inclination. Preparation for sharpening is carried out from the front of the tooth. The metal layer that can be removed is 0.20 mm.
If abrasives are used for sharpening, they must be cooled with liquid. special composition(SOZH). For best quality and reducing the specific gravity, it is better to choose a circle of high grain size.
No nicks or irregularities should be allowed, even if it homemade machine for sharpening circular saws. They can lead to untimely exit from work and crumbling of the metal.
Artisanal
It will not be difficult to sharpen yourself. Especially if you have the necessary equipment. And if not, then you can make it yourself. It is possible to make a machine for sharpening circular saws, the price of which will only please, from simple parts. To do this, you will need the following basic elements:
Engine;
Caliper;
Tilt mechanism;
Stop screws.
The circle is fixed on the engine, the disk blade - on the support, while the screws will ensure the movement of the workpiece along the axis of the circle, which will provide the desired angle.
The main task for such an element as a machine for sharpening circular saws is to fix them in the required position relative to the circle. This is necessary for the exact observance of angles, this can be ensured by a stand mounted on the frame of the machine in the same plane with the circle.
When the disc is placed on a stand, the teeth must be perpendicular to the plane of the saw machine. 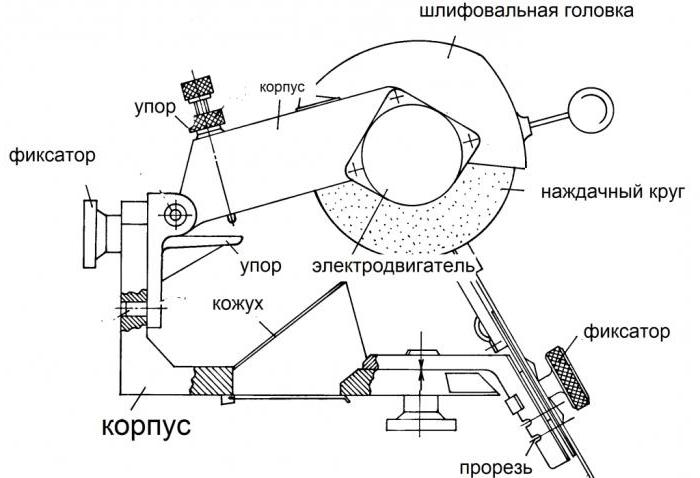 The stand does not have to be made stationary, if necessary, you can make it floating, for this, screw the hinge on one side, and hook the second part to the frame rigidly with bolts. On a structure of this type, you can easily turn the disk of the apparatus to the desired angle and carry out work in a given plane.
The stand does not have to be made stationary, if necessary, you can make it floating, for this, screw the hinge on one side, and hook the second part to the frame rigidly with bolts. On a structure of this type, you can easily turn the disk of the apparatus to the desired angle and carry out work in a given plane.
Difficulties at work
When using circular saws for sharpening, you may encounter the difficulty associated with the formation of incorrect angles. To eliminate such a defect, it is necessary to fix the center of the saw in the required position relative to the circle. A groove made on a stand can solve such a problem. It will help straighten the saw. There are also easier solution- make stops in the working surface that can fix the device in the correct position.
Exploitation
Before the beginning self-manufacturing this unit, you need to consider the drawings of the machine for sharpening circular saws. You can calculate them on your own, or you can turn to a professional. In any case, in order to understand all the subtleties of the future device, one cannot do without a preliminary paper version. If you have the necessary knowledge, then you can cope without contacting the master. 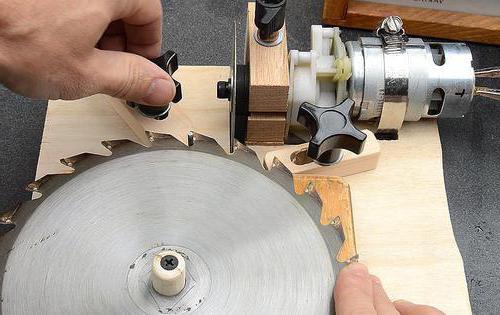 After the implementation of the future machine on paper, it will become clear what tools and materials will be needed in the process, what is already there, and what needs to be purchased.
After the implementation of the future machine on paper, it will become clear what tools and materials will be needed in the process, what is already there, and what needs to be purchased.
A do-it-yourself circular saw sharpening machine has a great advantage in terms of price over the factory unit. It also does not require any special skills to work.
Sharpening without a machine
You can sharpen a saw at home without the help of a machine. But at the same time, you should not hold it manually, while sharpening it. For the correct operation, the efforts of the hands will not be enough, and the eye will not be able to align the desired angle. To simplify the task, you can use some kind of fixation device; for this purpose, a regular flat delivery is useful. In this case, the axis of the grinding disk must coincide with the surface of the stand. And the circle, in turn, should be placed perpendicular to the saw. If necessary, to make corners, the structure is made movable with the help of hinges. But here there is a difficulty in maintaining the same angle of front and rear sharpening. To avoid this, rigid fixation of the saw wheel in relation to the abrasive disc will help. This can be done by using a mandrel groove or attaching stops to the stand, which will allow you to secure the corner.
Conclusion
Like any tool, a circular saw needs proper use and care. Compliance with the technology will increase the service life of the product.
So, we figured out how to make a machine for sharpening carbide saw blades. To do this, you will need quite a few materials, as well as some skills and a desire to make a useful thing with your own hands.










Chocolate biscuit: the secrets of cooking in a slow cooker and oven
Chemical composition and nutritional value
Apple chips at home
Braised cabbage with white beans, recipe
How to reduce the ass, hips and stomach at home?