21 July 2016
Plasma cutting is one of the most modern and effective ways metal processing. Cutting metal in this way provides high cutting speed and is cost effective when working with mild and low alloy steels.
In recent years, plasma cutting has improved significantly. And today it is presented as sharp in the atmosphere (dry cuts), and sharp with the presence of water. In this regard, two types of table are distinguished: dry (traditional) and water table. In the second case, we are talking about a table, which is a bathtub filled with water.
Despite the active use of both types of tables, both of them have their own characteristics, which can be conditionally called advantages and disadvantages. Conditionally, because depending on the tasks and goals of production: a disadvantage in one case becomes a virtue in another. For convenience, we have organized this information into a table.
|
Advantages |
Flaws |
| Dry plasma cutting | |
|
|
|
Plasma cutting using a water table |
|
|
|
If speak about financial costs, then one of the leading manufacturers of installations for plasma cutting believes that when organizing production, there is a significant difference between the cost of equipment with different types there are no tables. The cost of an exhaust system for one type of cutting is balanced by the cost of a bath and manipulations with water when cutting on a water table (supply of communications, the need to maintain a certain water level, periodic cleaning to remove sludge, etc.).
As for the cutting process itself, dry cutting and cutting on a water table, in principle, differ slightly. The consumable life is also the same for both processes. Therefore, it is generally difficult to recommend criteria for deciding when dry plasma cutting is preferred and when water table cutting is preferred.
It is worth repeating that the clear advantages of underwater cutting are the absence of the need to purchase extraction equipment, significantly lower noise levels and significantly lower levels of UV radiation, as well as less dust. In addition, it is impossible not to take into account the additional cooling of the sheets by the surrounding water, which in many operations is important point. The more intense heat dissipation in the cutting zone makes it possible to largely eliminate deformations in the machined parts.
However, an important positive factor in dry cutting is the possibility of operation at temperatures in the workshop down to -10C, as well as a slightly better cut, since the absence of hail formation eliminates additional processing.
We conducted a survey among owners of CNC plasma cutter factories to identify preferences, and here are the feedback we got:
- "We have an exhaust table in our production. The extract seems to be powerful, but there is still a lot of smoke in the workshop. This makes work difficult. I heard about the shortcomings of the water table that it is sometimes difficult to get small parts out of the water. What about cooling? "Is there any way to cut on the water table on the metal itself? That's interesting, I'd like to know more about it myself."
- "We cut parts on a table with water, while somewhere around 80% of burning and smoke remain in the water. We found out empirically that we should not let the water level drop too much, otherwise burning will form. But in general, we are very pleased with cutting on a water table. One minus: with the activity of our production, the water must be changed at least once every two months. competent connection and water drainage, there are no problems at all."
- "Change the water once a month (drainage and access of water is required) and topping up every two or three days is not difficult, but, in my opinion, the cutting quality is improved due to the constant cooling of the part, and the water also adds weight to the table and, as a result, structural rigidity."
As we can see, the choice of one or another type of table depends on the specific working conditions, which are very specific to various enterprises, and must be considered individually.
Our MultiCam range includes both dry plasma cutting machines and water table machines. We will help you if you have any difficulty in making a decision regarding the choice of a particular type of machine. In addition, by ordering a personal demonstration in our showroom, you will be able to see and see the work of both the machine with dry cutting and cutting under water.
Do it right now!
- Increased load capacity;
- Ease of change structural elements;
- Facilitated collection of products;
- Cutting waste collection system;
- Sectional exhaust system;
- Modular design.
Tables for plasma cutting systems solve several problems:
- accurate placement and positioning of a sheet of metal (blank) for cutting using a portal plasma cutting machine;
- collection of cut products;
- screening and collection of large fractions of cutting waste;
- effective gas and smoke removal to create comfortable working conditions for personnel
Design of exhaust plasma tables AMN Tech successfully solves all these problems, while having a number of advantages:
Increased load capacity - AMN Tech tables can withstand loads up to 375 kg per 1 sq. meter. However, this parameter can be increased at the request of the customer.
Ease of changing structural elements - the metal ribs on which the workpiece sheet is located are gradually cut through during the cutting process, the design of the table makes it easy to replace them with new ones.
A constructive solution that facilitates the collection of products - a special grid located under the metal ribs makes it easy to collect cut products.
Cutting waste collection system - with the help of special slag bunkers, large fractions of cutting waste are collected and removed due to their removable design.
Sectional exhaust system AMN Tech tables are equipped with a sectional exhaust system, which ensures comfortable conditions staff work. The use of a sectional design with air dampers, which concentrate all the extraction force in the cutting zone, is due to the high efficiency and cost-effectiveness of the system. In this case, the hood can be connected to the table from both sides.
Modular design - firstly, it allows you to form a table of the required length by adding modules, and secondly, the modular design of the table reduces the cost of restoring it in case of possible force majeure damage. Transportability is also an indisputable advantage of the modular design.
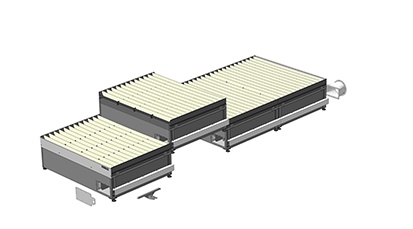
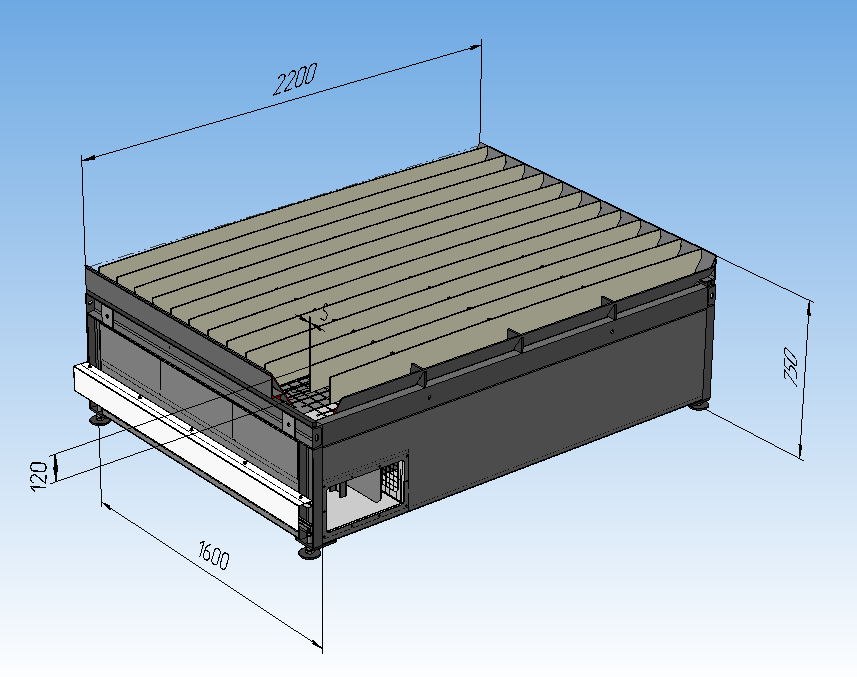
The dimensions of the module are shown in the figure:
The metal cutting table is the basis of the plasma CNC machine. The design is a lattice base on legs, under which there is either a protective box or a tray with coolant. The table for plasma cutting of metal must be durable, vibration-resistant and calibrated at the corners. The correct operation of the servomotors that drive the rollers on the guiding axles, and hence the quality of the finished product as a whole, depends on this.
The structure of the plasma cutting table
All tables for metal cutting with plasma have a similar structure, and consist of the following parts:
- Work surface for metal processing
- Plasma cooling tray (or protective box if tray not available)
- Guiding axes for stepper motors around the perimeter
- legs
- Reinforcements for the frame in case of high load operation
The table is both the simplest and at the same time the most complex part of the CNC cutting machine. This seemingly simple design has a number of requirements. We will review them below.
Plasma table dimensions
The dimensions of the table vary depending on the requirements for the products produced on the table. Industrial tables often have a worktop size of 1500 by 3000 millimeters. Tables used in decorative cutting are smaller, down to 200 by 400 millimeters. Often, the aspect ratio is taken into account as 2 to 1. Less often - 4 to 3.
Work surface requirements
During cutting, the plasma must pass through the workpiece, while the incandescent waste must not settle on the base of the work surface. Therefore, the following structures are used to make the surface:
- Parallel slats
- Lattice base
- Metal profile slats
- Cells with jagged texture
Parallel lamellas are the cheapest. These are pieces of metal with a thickness of 4-8 millimeters and a width of 30-60 millimeters. They are easy to mount on the table, and they do not require much effort to manufacture. The problem with this design is reliability.
The lamellas do not hold their shape well, bend under high pressure, and due to a weak connection, vibration may occur. When working with workpieces thicker than 30 millimeters, it is better to avoid such solutions. At the same time, parallel lamellas, in case of damage, can be made and replaced by yourself, without contacting a specialist.
Lamellas can be straight or curved blanks can also be used. The rigidity of the curved lamella is higher, but it is also more difficult to manufacture it.
The lattice base is more expensive. Because it takes more time to manufacture, install and calibrate in the plane. At the same time, such a design is more reliable, because the pressure of the metal during cutting withstands an order of magnitude better, due to a large number angles perpendicular to the pressure source.
Lamellas from a metal profile are valued higher. But they have a number of disadvantages. In addition to the high price, such a base passes plasma worse. However, in cases where there is a need to fix the workpiece on the table, this option is better than others. The clamp easily fits on the profile, and the workpiece is held firmly.
Cells with a jagged texture are best chosen when working with large workpieces. The teeth have the smallest area of contact with the workpiece, and hence with the hot plasma. For small workpieces, this is a minus, because it is more difficult to position the workpiece at several points than on flat surface. There is no such problem with large blanks. But the price of the table increases, because the production of teeth takes more costs.
Why the correct table geometry is important
The basis of the CNC machine is stepper motors or servo drives on movable carriages. The motors drive the plasma cutter. One turn stepper motor consists of an average of 192 microsteps. The computer model of the workpiece is transmitted through the drivers to the steppers in the form of a set of commands. If the axes are misaligned, or the geometry is not respected, an error is generated. When cutting products used in mechanics, such an error is often critical.
Therefore, tables for plasma cutting of metal must have the correct angles, and the surface, especially in the case of parallel lamellas, must be perfectly aligned. One protruding lamella can distort the workpiece, and hence the finished product.
Tables with protective and liquid cooling
On industrial machines, a pan with coolant is often placed under the lamellas. Hot metal gets into it when cutting. At the same time, the table can be without a pallet. Then a special box is installed under the work surface. It protects the limbs of the master from burns and mechanical damage, but creates a fire hazard and the risk of smoke in the working room.
If you plan to use the machine for one-time work, you can limit yourself to a box. But if cutting metal is the main occupation, then you can’t do without a pallet with water. Cleaning such a table is harder, but its operation is much safer and more comfortable. And since all electronics are located above the structure, possible leaks do not pose a danger to the machine.
Plasma cutting of metal with CNC S-WT model is a budget option created by the designers of the TEPLOVENTMASH company. It allows you to reduce the cost of CNC plasma cutting due to the absence of: a smoke exhaust system and a supporting workpiece, a frame table.
The design capabilities of this model make it possible to cut metal sheets and cut blanks, the thickness of which varies from 0.5-30 mm. CNC programs for plasma cutting provide minimal deviations of the resulting parts: +/- 0.25-0.35 mm. Moreover, small price plasma cutting of metal does not affect the dimensional accuracy - the machine not only provides a linear and curvilinear configuration of workpieces, but also performs a neat, accurate and high-quality cut.
Equipment
CNC Plasma Metal Cutting Model S-WT is equipped with the following:
- control terminal, consisting of a computer and electronics, setting and simultaneously controlling the movement of the burner;
- a frame table for plasma cutting, thanks to which, along the guides, a three-axis movement of the cutter is carried out;
- application, in each specific case, of the optimal source of plasma;
- a system that prepares compressed air, consisting of a filter (air), a compressor and a dryer.
How to Buy CNC Plasma Cutting Machine
After discussing with the TEPLOVENTMASH consultant the technical characteristics of the equipment and finding out what equipment and price of plasma cutting of metal the customer is interested in, he is sent the most detailed commercial proposal. Having learned in detail the conditions for the purchase of CNC plasma cutting, the customer signs a bilateral contract (with the terms of delivery, payment, etc.). After the funds are credited to the account of our company, the agreed model of the plasma cutter is sent to the specified address.
Plasma metal cutting price
The reduction in price of the S-WT series plasma cutting unit does not affect the quality of the products obtained and the functionality of the equipment. After modernization, the parameters required by the consumer, on which the price of plasma cutting of metal depends, are preserved. The fundamental cost factors are: the model of the plasma cutting table, the type of system that controls the height of the torch, and others. design features equipment.
The technical staff of TEPLOVENTMASH will help the customer to select the plasma cutter of one or another series, which is necessary in terms of parameters and cost. Contact the managers in order to resolve organizational issues in the shortest possible time, determine the price of plasma cutting of metal and buy a suitable model.
CNC Plasma Cutting Table
The CNC Plasma video shows a budget series with a light, reliable and inexpensive frame table. It is welded from profile steel with high-precision guides. A frame with a burner moves along them. Motors and transmission mechanisms are mounted in special boxes, where power devices are protected from dust and external influences.
On the frame, moving along the guides of the plasma cutting table, there is a support with which the torch moves along the Z axis (up and down). The carriage mounted on the frame moves the cutter along the Y-axis (left-right). The burner moves along the X axis with the help of a frame moving along the guides of the frame table.
To preserve the integrity of the electrical wires, they are laid in flexible channels. And for additional protection of wires shielded steel sleeves are installed.
CNC plasma cutting
The CNC plasma cutting package includes a stand-alone control terminal, consisting of a stand-alone computer and electronics. Its box protects microcircuits that are sensitive to mechanical stress and unauthorized interference.
CNC plasma cutting video
The trial cutting of workpieces of various geometric shapes presented to the client is displayed on video. All equipment from TEPLOVENTMASH before being sent to the consumer is certainly subjected to such control.
The video of CNC plasma cutting clearly demonstrates that cut obtuse and sharp corners, holes and ovals have strict outlines and sizes without violating geometry.
CNC programs for plasma cutting
Plasma cutting of metals with CNC is equipped with a computer with active licensed programs Mach3 and SheetCamTNG.
- The first (Mach3) is multifunctional, machine operator, program.
- The second one (SheetCamTNG) helps to optimally cut the sheet and set the necessary cutting parameters - material thickness, torch speed, current strength, etc.
- Tekhtran - an automatic cutting program that allows you to rationally lay out flat blanks of any shape, and then cut them out with high quality;
- PractiCAM is a cutting program (with subsequent cutting), which makes it possible to automatically make reaming of air ducts and ventilation ducts, ventilation ducts, channels for bulk materials, and chimneys in automatic mode with the least waste.
Call, let's make a deal!
| Specifications CNC Plasma Cutting S-WT Series | |
|---|---|
| Possible size of the working area of the machine, mm | 2550x1300 3050x1550 3050x2050 |
| Thickness of cut metal, mm | 0,5-30 |
| Positioning accuracy, mm | ±0.05 |
| Programmable contour repeatability, mm | ±0.25 |
| Drive along X, Y axes | Belting Rack pinion |
| Z-axis drive | Ball screw |
| Vertical travel of cutter Z, mm | 100 |
| Idling speed of cutter, m/min | 15 |
| Table height (no table), mm | up to 300 |
| Maximum metal thickness for laying according to load capacity, mm | Determined by desktop |
| Table load capacity, kg | |
| Machine weight, no more than, kg | 150 |
| Operating temperature of the machine, gr. WITH | 5-35 |
| Machine control terminal supply voltage | 1ph, 220W, 50Hz |
| Power consumed by the machine | 1 kW |
| Smoke extraction fan | 5.5 kW, 1500 rpm |
| Software (licensed, Russified) | Windows 7 Mach3 sheetcam |
At the request of customers, the TeploVentMash plant launched production of budget equipment of the Start S-WT series, which features an affordable price, the absence of a table to support workpieces and a smoke exhaust system. The equipment is designed for cutting sheet metal with a thickness of 0.5 to 30 mm. The package includes:
Coordinate table on powerful stepper motors;
- Control terminal with electrical cabinet and computer;
- Licensed programs Mach3 and SheetCam (Russian).
Machines of the Start M30 series have a reinforced coordinate table and a central smoke exhaust system. Metal cut from 0.5 to 30 mm. This equipment is supplied assembled, which eliminates additional installation and commissioning work at the installation site.
The machine has a wider electrical package than in the S-WT series: stop buttons on both sides of the gantry, non-contact gantry movement sensors. The control panel is made in a more secure design.
The Start L50 plasma cutting machine has a powerful table, consisting of a strong metal bed and stands that can withstand the weight steel sheets 50 mm thick.
The equipment has an efficient sectional smoke exhaust system. To prevent the effects of significant temperatures on the frame and the surface of the coordinate table that occur during the cutting process, the equipment has bolted and welded structural connections.
Machines of the L100-Combi series perform sheet metal cutting with a thickness of 0.5 - 100 mm using oxy-fuel and plasma cutting. It is possible to place several gas or plasma cutters on the portal.
The price includes a set gas equipment and gas cutter. The sectional smoke exhaust system eliminates smoke even when cutting thick metals.
Plasma cutting equipment
First of all, it must be said that there is equipment for manual plasma cutting and for automated plasma cutting. This article will focus specifically on automated plasma cutting with numerical program management(CNC) and about the equipment that is necessary for it, about its composition, price and purchase.
What is CNC plasma cutting equipment made of?
The main elements of the equipment are:
Let's consider each piece of equipment separately.
Plasma cutting source with plasma torch
This is the main element of the equipment with which plasma cutting is performed. For manual or automated cutting, plasma sources do not differ. The difference is in the plasma torch (plasma cutter), which is connected to the source with a special cable. The plasma torch can be for manual cutting or for automated CNC cutting (see photo).
There are quite a few manufacturers on the market today. plasma devices. Based on our 8 years of experience, for automated plasma cutting, we recommend using imported ones - Hypertherm (USA), from Russian ones - DOG (Russia). China has not yet reached the proper level of quality in this area - there are many problems with the stability of the cut, strong electromagnetic interference in the process of plasma generation, etc.
At a price, the American Hypertherm is 2-3 times more expensive than its Russian and Chinese counterparts, both the device itself and consumables. But here you have to choose between quality, reliability and price.
CNC coordinate table
The most generalized name is . We all know what kind of equipment it is, but if you look closer, a lot of questions arise. The XY table turns the plasma source into an automated CNC sheet metal plasma cutting equipment.
Cantilever or gantry plasma cutting equipment
- portal machines. Represent robust design with 3-axis coordinate system. The portal itself, on which the plasma cutter is installed, is fixed on the machine frame on both sides and moves with the help of two powerful engines with rack and pinion transmission. Gantry plasma cutting machines are gaining more and more popularity due to their reliability and high performance.
- Console installations of plasma cutting with ChPU. This equipment is characterized by low price, rather low cutting quality, low productivity and short service life. In fact, cantilever plasma cutting machines are gradually becoming obsolete. This is due to the fact that portal-type machines, which are more reliable and productive, have become much more affordable than before and are almost on par with console ones.
Prices for equipment for CNC plasma cutting of metal manufactured by the TeploVentMash plant
- Budget - designed for cutting not thick metals, up to 10-20 mm. These machines are characterized by low productivity, average cut quality, and not great functionality. Budget equipment for cutting metal - price up to 500,000 rubles.
- Industrial - cutting thick metals up to 100 mm. The ability to use a gas cutter (in addition to plasma). The cut quality is above average, the advanced functionality of the machine. You can buy industrial-type metal cutting equipment at a price of up to 1,500,000 rubles.
- Professional - high cut quality and productivity, minimal flash (slag), the ability to cut small holes in thick metals, wide functionality, fine adjustments. The price of such plasma cutting equipment is 5-6 million rubles.
Compressed air preparation system
Purified compressed air is an essential element of automated plasma cutting. This equipment consists of:
- Compressor for preparation of compressed air. In most cases, a compressor with a capacity of 550 l / min, a receiver volume of 100 l, which can withstand 10 atmospheres, is suitable.
- Air dryer. Dry air is essential for consistent cut quality and extended consumable life.
- Air-oil filter. It also affects the quality of the cut and the service life of consumables.
With this air preparation system, you will save yourself from many problems associated with the operation of the plasma source and the quality of the cut parts.
Buy air plasma cutting equipment
The process of selecting and purchasing equipment, with its further installation, occurs according to the following scheme:
Sale of plasma cutting equipment to all regions of Russia
For 8 years of work, since 2007, 374 plasma cutting machines have been produced and sold to 55 cities of Russia.
- Moscow
- Saint Petersburg
- Yekaterinburg
- Permian
- Chelyabinsk
- Samara
- Tomsk
- Novosibirsk
- Saratov
- Nizhny Novgorod
- Voronezh
- Ryazan
- Krasnodar
- Orenburg
- Tyumen
- Krasnoyarsk
- Naberezhnye Chelny
- Kazan
- Cheboksary
- Tver
- Stavropol
- Rostov-on-Don
- Penza
- Vladivostok
- Kaluga




")
 Download new houses for GTA San Andreas")


Chief Power Engineer: duties and job description
How to Write and File an Overpayment Credit Claim Download the Credit Claim Form
Features of investigating a work injury on the way to work, home, and also during a lunch break Work injury during a lunch break
Reservation service (role, functions, characteristics) Requirements for a reservation manager
Products for pregnant women The best products for pregnant women