운전 장치
에게범주:
터닝 비즈니스
운전 장치
스핀들에서 센터에 설치된 공작물로 회전을 전달하려면 다음을 적용하십시오. 가죽 끈 장치. 가장 간단한 것은 회전 칼라입니다. 클램프의 구부러진 섕크는 기계 스핀들에 고정된 전면판의 반경 방향 홈으로 들어갑니다. 스핀들과 함께 회전하는 면판은 클램프를 따라 이동하고 공작물은 중앙에 설치됩니다. 직선형 생크가있는 클램프도 사용되며 손가락이나 막대가 가죽 끈 역할을하는 페이스 플레이트가 사용됩니다. 칼라로 작업하는 것은 특정한 위험을 수반합니다. 작업자의 옷이 칼라의 자루에 걸리는 경우가 있을 수 있습니다. 따라서 안전상의 이유로 보호 커버가 있는 면판(안전 면판)이 사용됩니다. 클램핑 된 공작물의 표면을 손상시키지 않기 위해 분할 슬리브가 위에 놓이거나 고무가 클램핑 볼트 아래에 놓입니다.
클램프 설치 및 제거 시간을 줄이기 위해 신속 작동 및 자체 클램핑 클램프가 사용됩니다. 자체 클램핑 가죽 끈 칼라의 주요 부분은 중앙에 설치된 공작물에 장착되는 링입니다. 플랜 스핀들이 켜지면 aiba가 가죽 끈에 작용하여 축에서 회전하여 주름진 작업 표면으로 공작물을 포착합니다. 절단할 때 이 칼라는 공작물을 더 단단히 고정할수록 칩 단면적이 커집니다.

1. 카바이드 센터: a - 경질 합금 증착층, b - 납땜 팁 포함
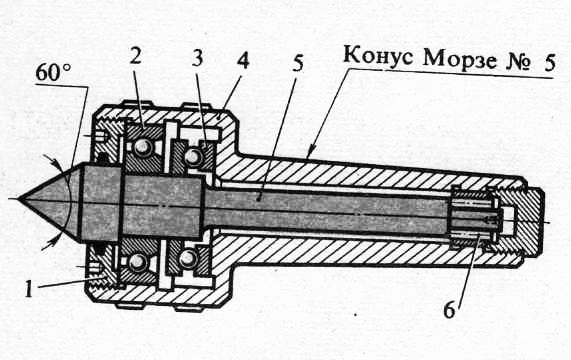
2. 가벼운 방사형 하중을 위한 회전 중심(최대 200KG): 1 - 덮개. 2 - 레이디얼 베어링. 3 - 비틀림 베어링. 4 - 생크가있는 몸체. S - 센터. 6 - 니들 베어링

3. 클램프 적용(a), 범례 구성(b): 1 - 전면판, 2 - 전면 중앙. 3 - 클램프. 4 - 후면 중앙, 5 - 깃

4. 안전한 얼굴: a - 가죽끈 핀 포함, b - 가죽끈 판 포함) " 3- 가죽끈(손가락 또는
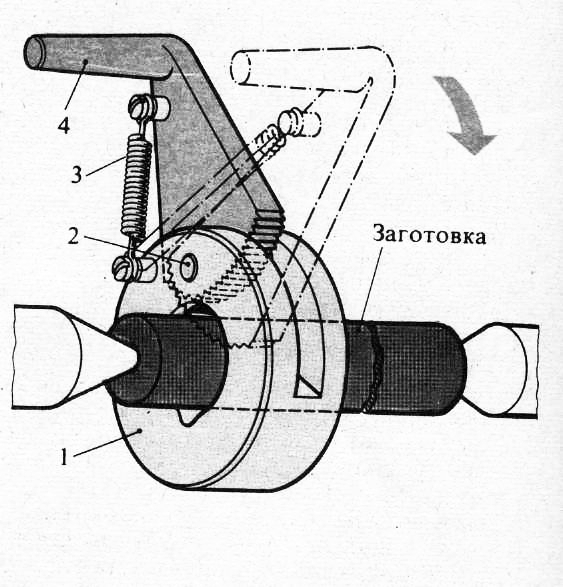
5. 자체 클램핑 리드 척 1링, 2축. 3 - 봄. 4 - 가죽끈
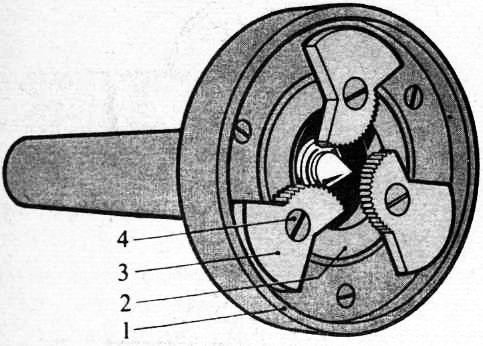
6. 자체 클램핑 리드 척: 1 - 전면판, 2 - "플로팅 링", 3 - 캠, 4 - 캠 축

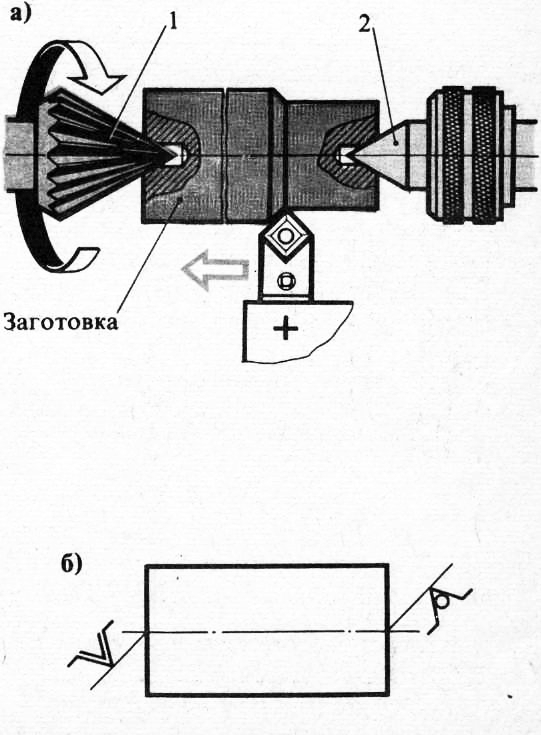
7. LEADING MANDALE: 1 - 테이퍼 섕크가 있는 맨드릴 본체. 2 - 끝 톱니가 있는 드라이브 와셔. 3 - 플로팅 센터. 4 - 봄. 5 - 스프링 조정 나사
스핀들에서 공작물로의 토크 전달은 종종 편심 캠이 있는 특수 자체 조임 척(면판)에 의해 수행됩니다. 혁신가 V.K. Seminsky의 이러한 카트리지 디자인은 그림 1에 나와 있습니다. 36. 캠 축이 있는 "플로팅 링"이 있으면 고르지 않은 공작물을 고정할 수 있습니다. 외부 표면(예: 단조품).
무화과에. 도 7은 구동 와셔의 작업 단부에 위치한 톱니와 함께 공작물을 동반하는 구동 맨드릴을 도시한다. 공작물은 심압대의 중심에 의해 톱니에 눌러집니다.
작은 직경의 롤러용 리더는 골판지일 수 있습니다. 가죽끈 센터- "러프". 관형 블랭크를 처리하기 위해 작업 표면에 이빨이있는 "러프"도 사용됩니다. 작은 직경(최대 20mm)의 롤러는 역 중앙에 고정할 수 있습니다. 엔드 콘과 모따기는 공작물에 사전 가공되며 전면 및 후방 중심랜딩 콘이 있는 해당 구멍이 있습니다. 공작물은 전방 후방 중심과 공작물 사이의 마찰로 인해 회전에 동반됩니다. 리버스 센터의 고정 방법은 마무리에만 사용됩니다. 중앙에 공작물 설치(칼라 착용)는 0.25-0.6분 동안 지속됩니다(부품의 질량에 따라 다름). 자체 조임 척(페이스플레이트) 또는 맨드릴이 있는 센터에 설치하고 마찰 클램프에 설치하면 부품을 클램핑하고 제거하는 시간이 거의 절반으로 단축됩니다. 숙련 된 터너는 작은 직경의 롤러를 처리하여 "유리"유형의 역 중심에 고정합니다 (모따기 기준).
8. 선두 센터의 도움으로 공백 고정 - "Ruff"(a), 서명 체계 (b): 1.2 - 센터
압연 블랭크는 세 턱 척심압대 퀼에 장착된 지지 센터 포함.










혼합 성격 장애: 원인, 증상, 유형 및 치료
GTA 4 컨트롤 설정
GTA 온라인 밀수에 대한 FAQ
LPDFR - 경찰에 오신 것을 환영합니다
Grand Theft Auto San Andreas의 거대한 지도와 그 비밀