1.doc
^1. בקרה מספרית (CNC)
1.1. כלי מכונת CNC
1.1.1. תְנוּעָה גופים מבצעיםכלי מכונה
עבור עיבוד חלקי עבודה במכונות CNC, כמו גם במכונות אוניברסליות, יש צורך ליידע את כלי החיתוך ואת חלק העבודה על סט מסוים, בדרך כלל די מורכב, של תנועות המתואמות זו עם זו. תנועות אלו מחולקות ל רָאשִׁי(עובד) ו עזר.
^ תנועות בסיסיות - אלו הן התנועות של הגופים המבצעים של המכונה, שבגללן מתבצע ישירות תהליך הסרת השבבים עם כלי חיתוך מחומר העבודה. התנועות העיקריות הן תנועה ראשית ותנועת סיבובים.
^ ראשי תְנוּעָהקובע את מהירות תהליך החיתוך. היא מוגדרת כתנועת תרגום או סיבוב ישר של חומר העבודה, המתרחשת במהירות הגבוהה ביותר במהלך תהליך החיתוך. בפנייה, תנועה זו היא התנועה הסיבובית של חומר העבודה. בכרסום, כמו גם בעבודות קידוח ומשעמם, התנועה הסיבובית של כלי החיתוך.
^ תנועה של סיבוביםקובע את גודל, מהירות ואופי התנועה ההדדית של הכלי וחומר העבודה, שנועד לפזר את ההפרדה של שכבת החומר החתוך על פני כל השטח של חומר העבודה המעובד. תנועת ההזנות עשויה להיות ישרה או בקשת, מתמשכת או לסירוגין, ותמיד יש לה מהירות פחותה מהתנועה הראשית. בפנייה, תנועת ההזנות היא תנועת התמיכה עם כלי החיתוך. במהלך כרסום ו עבודה משעממת- תנועה של שולחן העבודה עם חומר העבודה, במהלך עבודת קידוח - תנועת הנוצה וכו'.
^ תנועות עזר - אלו הן התנועות של הגופים המבצעים של המכונה והמתקנים הדרושים להכנת תהליך החיתוך. אלה כוללים תנועות הקשורות להובלה ולקיבוע של חומר העבודה, התקרבות ומשיכה של כלי החיתוך וכו'.
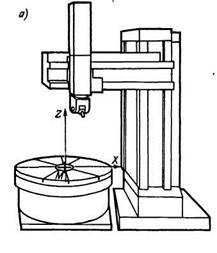
מספר, אופי וכיווני התנועות של הגופים המבצעים במהלך תנועת הזנות עבור מכונות CNC ומכונות אוניברסליות, ככלל, תואמים. לדוגמה, למחרטות CNC (ראה איור 1-A), כמו גם למחרטות אוניברסליות, יש תנועת הזנה לשני כיוונים לפחות בצורה של תנועות ישרות של הגופים המנהלים (מוצג באיור עם חיצים מודגשים).
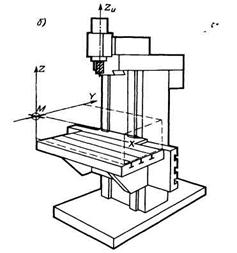
למכונות כרסום CNC, כמו גם למכונות כרסום אוניברסליות, יש תנועת הזנה לפחות בשלושה כיוונים בצורה של תנועות ישרות של הגופים המבצעים (ראה איור 1-B).
בשינויים מורכבים יותר של מכונות כרסום, בנוסף לתנועות ישניות של הגופים המבצעים, מתווספות גם תנועות מעגליות המבוצעות סביב צירי התנועות הליוויניות (ראה איור 1-B). מספר התנועות המעגליות הנוספות עשוי להיות שונה, בהתאם למורכבות המכונה. לרוב, מספר התנועות המעגליות אינו עולה על שלוש.
אורז. 1-ב. כיווני הזנה מעגליים נוספים
מכונת כרסום CNC
^
1.1.2. מערכות קואורדינטות למכונת CNC
העיבוד של חומר העבודה במכונת CNC מתבצע על פי הפקודות של תוכנית הבקרה, הקובעת באופן מספרי את ערכי התנועות הבודדות של הגופים המבצעים. לכן, פעולתה של מכונת CNC היא עקרונית בלתי אפשרית ללא שימוש במערכת קואורדינטות מסוימת, בעזרתה נקבעות הקואורדינטות המרחביות של כל נקודה בתוך אזור העבודה של המכונה.
במכונות CNC, שני סוגים של מערכות קואורדינטות משמשים לרוב:
מַלבֵּנִי.
קוֹטבִי.
מערכת הקואורדינטות המלבנית היא מערכת הקואורדינטות הנפוצה ביותר עבור מכונות CNC. הוא מכיל שני צירי קואורדינטות (מערכת דו-ממדית) - כדי לקבוע את מיקום הנקודות במישור, או שלושה צירים (מערכת תלת-ממדית) - כדי לקבוע את מיקומן של נקודות במרחב.
עבור מערכת קואורדינטות מלבנית, התכונות הבאות אופייניות:
צירי קואורדינטות מאונכים זה לזה;
לצירי הקואורדינטות יש נקודת חיתוך משותפת (מקור הקואורדינטות);
לצירי הקואורדינטות יש אותו קנה מידה גיאומטרי.
אורז. 1.1. מערכת קואורדינטות מלבנית במישור XY
P1: X=80, Y=40; P2: X = -80, Y = 70; P3: X = -50, Y = -40; P4: X=40, Y=-70.
בעזרת מערכת קואורדינטות מלבנית מרחבית, מתואר המיקום של נקודות כלשהן במרחב הגיאומטרי. כדי לקבוע את מיקומה של כל נקודה במרחב, עליך לדעת את הקואורדינטות שלה לאורך שלושה צירים - X, Y ו-Z (איור 1.2). כמו במקרה של מערכת קואורדינטות שטוחה, לערכי הקואורדינטות של נקודות במרחב יכולים להיות ערכים חיוביים ושליליים כאחד. מערכת קואורדינטות זו מאפשרת לך לתאר את כל הנקודות של חלל העבודה של המכונה, ללא תלות במיקום חומר העבודה ומשמשת במכונות כרסום, קידוח וקדוח CNC.
אורז. 1.2. מערכת קואורדינטות מלבנית מרחבית
דוגמה לייעוד הקואורדינטות של הנקודות המצוינות באיור:
P1: X=30, Y=20, Z=0; P2: X=30, Y=0, Z=-10.
מערכת הקואורדינטות המלבנית המרחבית שאומצה עבור מכונות CNC היא בעלת אוריינטציה מסוימת של צירי הקואורדינטות ביחס זה לזה. כיוון זה כפוף לכלל יד ימין(ראה איור 1.3), שבו אצבעות יד ימין מציינות את הכיוון החיובי של כל ציר. לכן, מערכת הקואורדינטות הזו נקראת המערכת הנכונה.
אורז. 1.3. שלטון יד ימין
^
מערכת קואורדינטות קוטבית
אם קו המתאר המעובד הוא קו שבור, אז בעזרת מערכת קואורדינטות מלבנית, אתה יכול בקלות להגדיר את כל הנקודות האופייניות של הפרופיל שלו. עם זאת, המצב משתנה אם יש צורך, למשל, לקדוח קבוצת חורים המסודרים לאורך מעגל במישור (ראה איור 1.4). אם עבור חור 1 ניתן לחשב את הקואורדינטות של מיקום הציר שלו במערכת קואורדינטות מלבנית בצורה פשוטה למדי, אזי החישוב של מיקום הצירים עבור כל שאר החורים יהיה הרבה יותר מייגע.
אורז. 1.4. פרט עם קבוצת חורים מסודרת במעגל
V  במקרה זה, נוח יותר לבצע חישובים במערכת הקואורדינטות הקוטבית (ראה איור 25 ואיור 26). במערכת הקואורדינטות הקוטבית, המיקום של נקודה במישור נקבע לפי המרחק (רדיוס) r מהנקודה למקור ולזווית
בין ציר קואורדינטות מסוים לרדיוס הנמשך לנקודה מהמקור. ככלל, במערכת הקואורדינטות הקוטבית במישור XY, הזווית
מסומן מציר X. זווית
יכולים להיות ערכים חיוביים ושליליים כאחד. ערך חיובי - אם הוא משורטט בכיוון המנוגד לתנועה בכיוון השעון מאזור ערכי הקואורדינטות החיוביות לאורך ציר X (איור 1.5-A); ערך שלילי - אם הוא משורטט בכיוון השעון מאזור ערכי הקואורדינטות החיוביות לאורך ציר X (איור 1.5-B).
במקרה זה, נוח יותר לבצע חישובים במערכת הקואורדינטות הקוטבית (ראה איור 25 ואיור 26). במערכת הקואורדינטות הקוטבית, המיקום של נקודה במישור נקבע לפי המרחק (רדיוס) r מהנקודה למקור ולזווית
בין ציר קואורדינטות מסוים לרדיוס הנמשך לנקודה מהמקור. ככלל, במערכת הקואורדינטות הקוטבית במישור XY, הזווית
מסומן מציר X. זווית
יכולים להיות ערכים חיוביים ושליליים כאחד. ערך חיובי - אם הוא משורטט בכיוון המנוגד לתנועה בכיוון השעון מאזור ערכי הקואורדינטות החיוביות לאורך ציר X (איור 1.5-A); ערך שלילי - אם הוא משורטט בכיוון השעון מאזור ערכי הקואורדינטות החיוביות לאורך ציר X (איור 1.5-B).
אורז. 1.5. ערכי זווית חיוביים (A) ושליליים (B).
במערכת הקואורדינטות הקוטבית.
צירי קואורדינטות סיבוביות נוספים
למרות העובדה שמיקומן של נקודות כלשהן במרחב הגיאומטרי מתואר באמצעות מערכת קואורדינטות מלבנית בעלת 3 קואורדינטות, בעיבוד שבבי מודרני לעתים קרובות יש צורך לייצר משטחים כה מורכבים עד שאי אפשר לייצר אותם במכונה באמצעות תנועת ה- גופים מבצעים רק לאורך שלושה צירי קואורדינטות.במצבים כאלה, נעשה שימוש במערכת קואורדינטות מלבנית מרחבית עם צירי קואורדינטות נוספים. צירי קואורדינטות נוספים הם צירים סיבוביים הממוקמים סביב הצירים הליניאריים הראשיים X, Y ו-Z (ראה איור 1.6). ציר הסיבוב סביב ציר X מכונה ציר A, ציר הסיבוב סביב ציר Y כציר B, וציר הסיבוב סביב ציר Z כציר C.
לקואורדינטות לאורך הצירים הסיבוביים יכולות להיות גם ערכים חיוביים ושליליים. הכיוון החיובי (מ"מינוס" ל"פלוס") של ציר הקואורדינטות הסיבובי נחשב לכיוון השעון, אם מסתכלים על ציר הסיבוב בכיוון החיובי של הציר הליניארי המתאים.
אורז. 1.6. מערכת קואורדינטות מלבנית עם צירים סיבוביים נוספים.
מערכת קואורדינטות מלבנית עם צירים סיבוביים נוספים יכולה להיות מיוצגת גם כמערכת קואורדינטות קוטבית מרחבית (ראה איור 1.7).
אורז. 1.7. מערכת קואורדינטות קוטבית מרחבית
מערכת קואורדינטות של מכונת CNC
עבור מכונות CNC אומצה מערכת קואורדינטות יחידה המומלצת על ידי ארגון התקינה הבינלאומי (ISO) - מערכת קואורדינטות מלבנית. מספר צירי הקואורדינטות, מיקומם במרחב והמקור (נקודת האפס של המכונה) נקבעים על ידי יצרן המכונה ואינם ניתנים לשינוי על ידי המשתמש (ראה איור 29). מערכת הקואורדינטות של המכונה היא מערכת החישוב העיקרית של ה-CNC, הקובעת את תזוזות הגבול, המיקום ההתחלתי והנוכחי של הגופים המבצעים של המכונה.לנוחות תכנות תהליך העיבוד במכונות CNC, נהוג תמיד לכוון את צירי הקואורדינטות במקביל למובילי המכונה. בהתאם לסוג המכונה, המיקום של צירי הקואורדינטות במרחב עשוי להיות שונה, אך ישנם הכללים הכלליים הבאים.
1. ציר Z תמיד מיושר עם ציר הסיבוב של הציר. הכיוון החיובי שלו תמיד עולה בקנה אחד עם כיוון התנועה ממכשיר ההידוק לכלי החיתוך.
2. אם יש לפחות ציר אחד במערכת הקואורדינטות של המכונה שהוא אופקי ואינו חופף לציר הסיבוב של הציר, אז זה יהיה בהכרח ציר X.
3. אם ציר ה-Z אופקי, אז הכיוון החיובי של ציר ה-X הוא כיוון התנועה ימינה, אם עומדים מול שמאל – ביחס למישור הקדמי – קצה המכונה. (המישור הקדמי של המכונה הוא הצד בו ממוקמים הקונסולה והפקדים הראשיים של המכונה).
4. אם ציר ה-Z אנכי, אז הכיוון החיובי של ציר ה-X הוא כיוון התנועה ימינה, אם עומדים מול המישור הקדמי של המכונה.
5. הכיוון החיובי של ציר ה-Y נקבע לפי אחד מהכללים הבאים:
- הסתכלות לאורך ציר ה-Z בכיוון חיובי, סובב מנטלית את ציר ה-X ב-90° בכיוון השעון סביב ציר ה-Z.
- חוק יד ימין: אם אתה מניח נפשית את כף יד ימין במקור בצורה כזו שציר ה-Z יוצא מכף היד בניצב אליה, והאגודל כפוף בזווית של 90 מעלות לכף היד. מראה את הכיוון החיובי של ציר X, ואז האצבע המורה תראה את הכיוון החיובי של ציר Y.
^ מערכת קואורדינטות של חלקי עבודה
מערכת הקואורדינטות של חלקי העבודה נקבעת על ידי טכנולוג או מתכנת בעת פיתוח טכנולוגיה לייצור חלק במכונת CNC (ראה איור 1.8). נקודת ההתחלה, ממנה סופרת מערכת ה-CNC את תנועות הגופים המבצעים של המכונה בעת עיבוד חומר העבודה לפי תוכנית הבקרה, נקראת נקודת האפס של חומר העבודה. לנקודת האפס של חומר העבודה אין קואורדינטות קבועות. בכל פעם שמשנים את התצורה והמידות של חומר העבודה, נקודת האפס של חומר העבודה מוקצית מחדש - בהתאם לתצורת החלק, טכנולוגיית העיבוד ונוחות הגדרת המכונה.
אורז. 1.8. מערכות קואורדינטות של המכונה (A) וחומר העבודה (B).
מערכת קואורדינטות עבודה מומלצת לכרסום
יכולות כרסום CNC נרחבות מאפשרות לך להשתמש בצורה הטובה ביותר מערכות שונותקואורדינטות של חומר עבודה. בהתבסס על תכונות התכנון של מכונות כרסום ותהליך הכרסום בפועל, לרוב מומלצת מערכת הקואורדינטות הבאה, הנוחה באותה מידה לתכנות ועיבוד.מערכת קואורדינטות זו של חלקי עבודה היא מערכת קואורדינטות מלבנית עם צירי XYZ (ראה איור 1.9). ציר Z של מערכת זו חופף לציר ציר העבודה הראשי של מכונת הכרסום, בעוד שהכיוון החיובי של הציר הוא הכיוון מחומר העבודה לנקודת ההידוק של הכלי בציר.
אם לחומר העבודה יש תוכנית צורה מלבנית, ואז צירי X ו-Y עולים בקנה אחד עם הצדדים של חומר העבודה. אם לחומר העבודה יש צורה שאינה מלבנית בתוכנית, אז ציר ה-X או ציר ה-Y ממוקמים באחד מצידי חומר העבודה. במקרה זה, במבט מחזית המכונה, הכיוון החיובי של ציר X עובר משמאל לימין, וציר Y - מחזית המכונה.
כמקור מערכת הקואורדינטות של חלק העבודה (נקודת אפס של חלק העבודה), כדי להקל על חישוב הקואורדינטות בעת הידור של תוכנית, נבחרת בדרך כלל נקודה באחת הפינות החיצוניות של קו המתאר של חלק העבודה.
^ מערכת קואורדינטות עבודה מומלצת לפנייה
להפעלת מכונת CNC, הנפוצה ביותר היא מערכת קואורדינטות מלבנית שטוחה, שציריה נקראים בדרך כלל X ו-Z. במערכת זו, ציר Z הוא ציר הציר הראשי של המכונה, בעוד שציריה נקראים X ו-Z. כיוון חיובי של ציר Z הוא הכיוון מהמקום בו מוחזק חומר העבודה בציר ועד כלי החיתוך. ציר ה-X מאונך לציר ה-Z, וכיוונו החיובי תלוי במיקום הכלי ביחס לציר ה-Z (ראה איור 1.10). אבל בכל מקרה, הכיוון החיובי של ציר ה-X הוא התנועה שבה הכלי מתרחק מחומר העבודה.
אורז. 1.10. מערכת הקואורדינטות של חלקי העבודה בפנייה, בה הכלי מכוון לציר הסיבוב מהמישור הקדמי של המכונה (A), ובו הכלי מכוון לציר הסיבוב לעבר המישור הקדמי של המכונה (B ).
^
1.1.4. מיקום וייעוד של צירי קואורדינטות במכונות CNC
על פי תכונות ויכולות טכנולוגיות, מכונות CNC מסווגות לקבוצות באותו אופן כמו מכונות אוניברסליות. במקרה זה, בהתאם לפריסה של מכונת CNC, הסוג והסידור המרחבי של מערכת הקואורדינטות שלה משתנה.
מכונות כרסום CNC משתמשות במערכת קואורדינטות מרחבית, בדרך כלל מלבנית. הגורם הקובע לסידור המרחבי של הצירים של מערכת הקואורדינטות הוא הכיוון המרחבי של ציר ציר העבודה. ציר הציר של מכונת הכרסום תמיד עולה בקנה אחד עם ציר Z. הכיוון החיובי של ציר Z הוא הכיוון מנקודת החיבור של חומר העבודה על שולחן העבודה לנקודת החיבור של כלי החיתוך בציר. אם ציר ה-Z (ציר הציר) הוא אנכי, אז מכונה כזו היא מכונת כרסום אנכית, אם ציר ה-Z אופקי, אז זו מכונת כרסום אופקית.
המיקום המרחבי והכיוון החיובי של שני צירי הקואורדינטות הראשיים האחרים X ו-Y נקבעים בהתאם ל"כלל יד ימין" (ראה 1.3). אם מערכת הקואורדינטות של מכונת כרסום CNC מכילה יותר משלושה צירים, אזי מיקומם של צירי קואורדינטות נוספים נקבע לפי מיקומם של הצירים הראשיים (ראה איור 1.6).
אורז. 1.11. מערכת קואורדינטות של מכונת כרסום אנכית (A)
ומכונת כרסום אופקית (B).
עבור מחרטות CNC, הנפוצה ביותר היא מערכת קואורדינטות מלבנית שטוחה עם צירי Z ו-X. כמו במכונות כרסום, הגורם הקובע לסידור המרחבי של צירי מערכת הקואורדינטות הוא הכיוון המרחבי של ציר ציר העבודה, שתמיד חופף לציר Z. ציר Z הוא הכיוון מהמקום שבו מוחזק חומר העבודה בציר אל כלי החיתוך. ציר X ממוקם בניצב לציר Z, בעוד הכיוון החיובי של ציר X חופף לכיוון התנועה, בו הכלי מתרחק מחומר העבודה (ראה איור 1.12).
אורז. 1.12. . מערכת קואורדינטות מַחֲרָטָהעם סידור ציר אופקי (A) ואנכי (B).
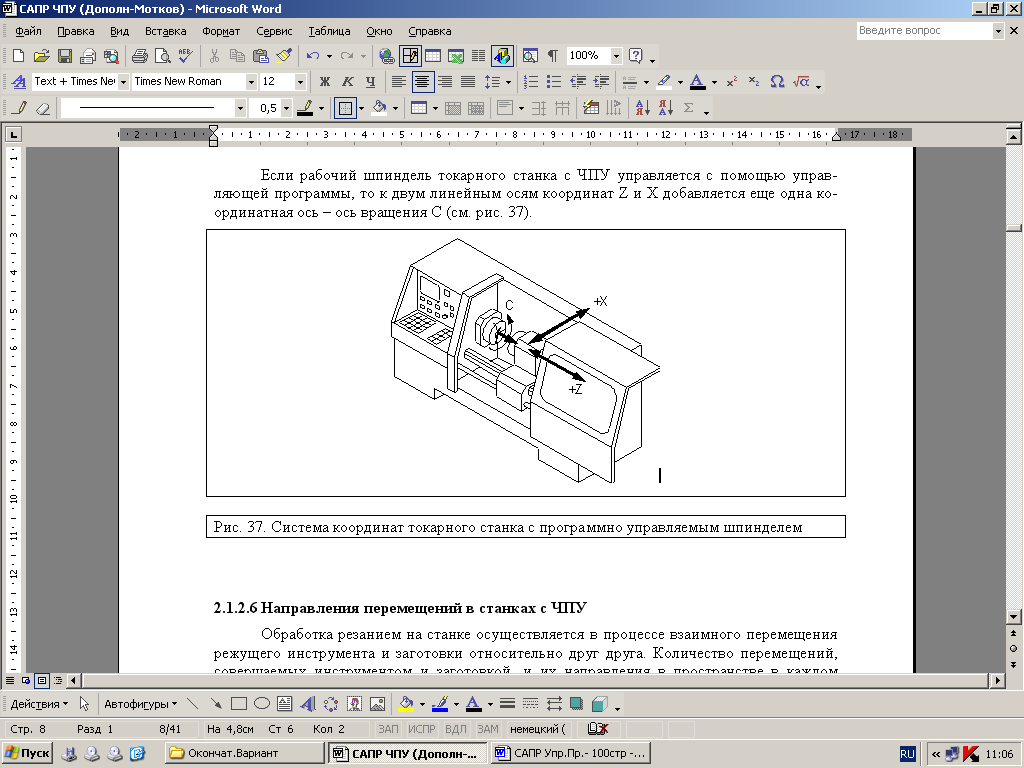
אם ציר העבודה של מחרטת CNC נשלט באמצעות תוכנית בקרה, אז נוסף ציר קואורדינטות אחד נוסף לשני צירי הקואורדינטות הליניאריות Z ו-X - ציר הסיבוב C (ראה איור 1.13).
^
כיווני תנועה במכונות CNC
עיבוד שבבי בחיתוך במכונה מתבצע בתהליך של תנועה הדדית של כלי החיתוך וחומר העבודה זה לזה. מספר התנועות שנעשו על ידי הכלי וחומר העבודה, וכיווני החלל תלויים בכל מקרה בסוג העיבוד ותכנון המכונה. לדוגמה, בעת עיבוד במכונת כרסום אנכית, חומר העבודה נע למעשה לאורך ציר X האופקי וציר Z האנכי, והכלי נע לאורך ציר Y האופקי. בעת עיבוד במכונת כרסום אופקית, חומר העבודה נע לאורך ה-X האופקי ציר וציר Y אנכי, והכלי - לאורך ציר Z האופקי. כתוצאה מכך, יש לתיאורי התנועות של הגופים המבצעים עבור מכונות בעיצובים שונים בעת עיבוד אותו חומר עבודה. סוג אחר.
על מנת שתיאור כיוון וסוג התנועה של הגופים המבצעים של המכונה יהיה זהה למכונות בעיצובים שונים, זה מקובל כלל אוניברסליעבור מכונות CNC: נחשב כי בתהליך העיבוד כל התנועות נעשות רק על ידי הכלי, וחומר העבודה נשאר ללא תנועה.
עבור מכונות CNC, אומץ כלל אוניברסלי נוסף לגבי כיוון התנועה של הגופים המבצעים. כלל זה, בניגוד לראשון, אינו מחייב, אלא מייעץ באופיו: רצוי לתאם את מערכות הקואורדינטות של המכונה וחומר העבודה כך שכמה שיותר צירי קואורדינטות של חומר העבודה הקבועים במכונה יתאימו או יהיו. במקביל למערכת הקואורדינטות של המכונה. בדרך כלל, במקרה זה, המורכבות של הידור של תוכנית בקרה היא מינימלית, שכן בעת הידור של התוכנית, נעשה שימוש בקואורדינטות של נקודות העבודה שכבר נמצאות בציור. בתורו, מזעור ופישוט של תוכנית הבקרה מובילים לירידה בסבירות להתרחשות שגיאה בעת הידור התוכנית.
במכונות CNC מודרניות משתמשים בשתי שיטות לספירת תנועות הגופים המבצעים של המכונה - במערכות קואורדינטות מוחלטות ויחסיות.
במערכת הקואורדינטות המוחלטת, כל התנועות שמבצעת המכונה מצוינות במערכת קואורדינטות כזו, שמקורה נשאר ללא שינוי עבור כל התנועות (ראה איור 38). כמקור קבוע (קבוע), נקודה מסוימת במרחב, הנמצאת באזור התנועה של הגופים המבצעים של המכונה, נבחרת מראש. ככלל, נקודת האפס של חומר העבודה נבחרה כך.
במערכת הקואורדינטות היחסיות, כל תנועה של הגופים המבצעים של המכונה מצוינת ביחס לנקודת הסיום של התנועה האחרונה, כלומר, היא מצוינת במרווחים (ראה איור 1.14).
אורז. 1.14. ספירת תזוזות במערכות קואורדינטות מוחלטות (A) ויחסיות.
נפוצה יותר היא שיטת ספירת התזוזות במערכת קואורדינטות מוחלטת. זאת בשל העובדה שבמקרה הכללי יש לה מספר יתרונות, כלומר:
החישובים במערכת הקואורדינטות המוחלטות פחות מורכבים ודורשים הסמכה פחות גבוהה של המפעיל;
אינדיקציה מאותו מקור של הנתיב שחוצה כלי החיתוך מקל על המעקב אחר שלבי יישום תוכנית הבקרה;
שגיאה בעת תכנות במערכת קואורדינטות אבסולוטית מובילה להקצאה לא נכונה של הקואורדינטות של נקודה אחת בלבד, בעוד שכתוצאה משגיאה בעת הקצאת קואורדינטות יחסיות, לא רק תנועה ספציפית שצוינה שגויה, אלא גם כל התנועות הבאות לאחריה. להיות שגוי;
שינויים בתנועות שנעשו במהלך הגמר של מוצר או תוכנית אינם משפיעים על תנועות עוקבות;
טעויות ייצור ומדידה שנמצאות בגבולות המותרים אינן מצטברות (לא מסוכמות).
פעולת מכונת CNC קשורה קשר הדוק למערכות קואורדינטות. צירי הקואורדינטות מקבילים למדריכי המכונה, מה שמאפשר לך לציין את כיוון וגודל התנועה של גופי העבודה בעת תכנות העיבוד. כמערכת קואורדינטות אחת לכל מכונות ה-CNC, בהתאם ל-GOST 23597-79 * (ST SEV 3135-81), מאומצת מערכת סטנדרטית (ימינה), שבה הצירים X, Y, Z (איור 14.19) מציינים את התנועה החיובית של הכלים ביחס לחלקים הנעים של המכונה. כיווני תנועה חיוביים של חומר העבודה ביחס לקבוע
חלקי מכונה מציינים ציר X", Y′, Z", מכוון מול הצירים X, Y, Z. לפיכך, תנועות חיוביות הן תמיד אלו שבהן הכלי וחומר העבודה מתרחקים זה מזה.
תנועות מעגליות של הכלי (לדוגמה, תזוזה זוויתית של ציר הציר של מכונת כרסום) מסומנות באותיות א (מסביב לציר איקס ), V (מסביב לציר י ), עם (מסביב לציר ז ), ותנועות מעגליות של חומר העבודה (לדוגמה, סיבוב השולחן בשליטה על ידי תוכנית על ידי מכונה משעממת) - אותיות בהתאמה א ב ג '. המושג "תנועות מעגליות" אינו כולל את סיבוב הציר הנושא את הכלי, או
ציר מחרטה. לייעד
אורז. 14.19. מערכת סטנדרטיתתנועות זוויתיות משניות סביב מיוחדות
קואורדינטות של מכונות CNCצירים משתמשים באותיות ד ו ה . לייעד
כיווני התנועה של שני גופים עובדים לאורך קו ישר אחד משתמשים במה שמכונה צירים משניים: U (מַקְבִּיל איקס ), V (מַקְבִּיל בְּ ), W (מַקְבִּיל ז ). עם שלוש תנועות בכיוון אחד, נעשה שימוש גם בצירים המכונים שלישוניים: P, Q, R (ראה איור 14.19).
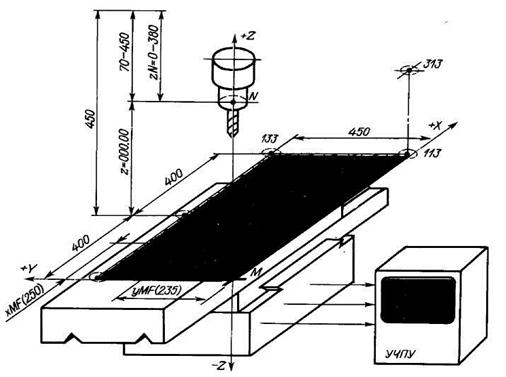
מערכת קואורדינטות מכונה. ליד המכונות סוגים שוניםומודלים של מערכת הקואורדינטות ממוקמים בצורה שונה (איור 14.20), תוך קביעת הכיוונים החיוביים של הצירים ומיקום המוצא (אפס המכונה M ).
מערכת הקואורדינטות של המכונה היא מערכת החישוב העיקרית שבה נקבעים תזוזות גבול, מיקומים ראשוניים ועכשוויים של כלי המכונה. יחד עם זאת, המיקומים של גופי העבודה של המכונה מאפיינים את נקודות הבסיס שלהם, שנבחרו תוך התחשבות מאפייני עיצוביחידות הנשלטות על ידי תוכניות בודדות של המכונה. אז, נקודות הבסיס הן: עבור מכלול הציר - הנקודה נ הצלבה של קצה הציר עם ציר הסיבוב שלו (איור 14.21); לתמיכת מחרטת צריח - מרכז הסיבוב של מחזיק הכלי במישור המקביל למובילי התמיכה ועובר דרך ציר הסיבוב של הציר, או נקודת הבסיס של בלוק הכלים; עבור טבלה צולבת - נקודת החיתוך של האלכסונים שלה או נקודת כוונון מיוחדת שנקבעת על ידי עיצוב המכשיר; לפטיפון - מרכז הסיבוב במראה השולחן וכו'.
נקודת ההתייחסות יכולה להיות מיוצגת באופן מוחשי על ידי חור התייחסות מדויק במרכז טבלת המכונה (לדוגמה, נקודה ו באיור. 14.21).
בתיעוד הטכני, גבולות התזוזות האפשריות של גופי העבודה, ככלל, מסומנים על ידי גבולות העקירה של נקודות הבסיס.
מערכת הקואורדינטות של המכונה, שנבחרה בהתאם להמלצות GOST 23597-79 * (ראה איור 14.19), נקראת בדרך כלל סטנדרטית. במערכת זו, הכיוונים החיוביים של צירי הקואורדינטות נקבעים על ידי כלל יד ימין. אגודל (איור 14.22, א) מציין את הכיוון החיובי של ציר ה-x ( איקס ), index - ordinate - ( י ), אמצעי - ציר יישום ( ז ). כיווני הסיבוב החיוביים סביב הצירים הללו נקבעים על ידי כלל אחר של יד ימין. על פי כלל זה, אם האגודל ממוקם בכיוון הציר, אזי האצבעות הכפופות הנותרות יציינו כיוון חיובי של סיבוב (איור 14.22, 6).
אורז. 14.20. הצבת מערכות קואורדינטות למכונות CNC שונות:
a - קרוסלה; ב- כרסום אנכי
כיוון הצירים של מערכת הקואורדינטות הרגילה של המכונה קשור לכיוון התנועה בעת קידוח במכונות קידוח, קידוח, כרסום וסיבוב. כיוון הנסיגה של המקדחה מחומר העבודה נלקח כחיובי עבור הציר
אורז. 14.21. מערכת קואורדינטות של מכונת קידוח אנכית CNC
ז, כלומר ציר ז תמיד קשור לאלמנט המסתובב של המכונה - הציר. צִיר איקס בניצב לציר ז ובמקביל למישור התקנת חומר העבודה. אם שני צירים תואמים להגדרה זו, אז עבור הציר איקס קח את זה שלאורכו את התנועה הגדולה ביותר האפשרית של יחידת המכונה. עם צירים ידועים איקס ו ז צִיר בְּ נקבע באופן ייחודי ממצב מיקום הצירים במערכת הקואורדינטות המלבנית הימנית.
ההתחלה של מערכת הקואורדינטות הסטנדרטית של המכונה משולבת בדרך כלל עם נקודת הבסיס של הצומת הנושאת את חומר העבודה, קבועה במצב כזה שבו ניתן לתאר את כל התנועות של גופי העבודה של המכונה על ידי קואורדינטות חיוביות (ראה איור 14.20, 14.21). נְקוּדָה M , שנלקח כמקור של מערכת הקואורדינטות של המכונה, נקרא נקודת האפס של המכונה או אפס המכונה. במצב זה, לגופי העבודה (נקודות הבסיס) הנושאים את חומר העבודה והכלי יש את המרחק הקטן ביותר זה מזה, ורכיבי הייחוס של המכונה קובעים את אפס הקריאה בלוח התצוגה הדיגיטלי.
לדוגמה, עבור מכונת קידוח אנכית (ראה איור 14.21), נקודת הבסיס ושולחן הוא מרכז השולחן, בו נוצר חור בקוטר 40H8. נקודת בסיס הציר היא הנקודה נ- מרכז חור הציר במישור אף הציר. עיצוב המכונה קובע שהשולחן יכול לנוע לאורך הציר איקס(ציר האורך של הטבלה) 400 מ"מ מימין ומשמאל למרכז המיקום של נקודת הייחוס. קיזוזים אפשריים
טבלת צירים בְּ(רוחבי) הם 450 מ"מ. לפיכך, המלבן (מוצל באיור 2.4) שנוצר על ידי קווי התזוזה האפשרית של הנקודה ולאורך הצירים איקסו י, קובע את האזור האפשרי לעיבוד חלקי עבודה עם כלי, הציר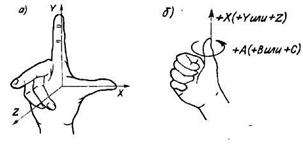 אשר חופף לציר הציר. אזור זה (הוא נקרא לעתים קרובות אזור העבודה) של המכונה הנחשבת במטוס מוגבל על ידי מידות של 800X450 מ"מ.
אשר חופף לציר הציר. אזור זה (הוא נקרא לעתים קרובות אזור העבודה) של המכונה הנחשבת במטוס מוגבל על ידי מידות של 800X450 מ"מ.
זמינות נתונים על אזור העיבוד
אורז. 14.22. שלטון יד ימין;בהכרח, מכיוון שהם קובעים את
א- כיוונים חיובייםיכולות מכונה בעת תכנות
צירי קואורדינטות; ב- חיוביתנועה של חלקי עבודה.
כיווני סיבובעל מנת לספור_עקירות
שולחנות לאורך הצירים איקס ו י תמיד היה האפס החיובי של המכונה M accept ממוקם באחת מפינות אזור העבודה (ראה איור.
14.20, ב). באופן טבעי, המיקום של הנקודה M הוא קבוע_ובלתי משתנה, ובמקרה זה הנקודה M יהיה מקור המכונה. ואז המיקום של הנקודה ו ניתן לתת קואורדינטות xMF ו yMF יחסית לנקודה M .
עבור המכונה המדוברת (ראה איור 14.21), מיקום הנקודה וישתנה בין 0-800 מ"מ לאורך הציר איקסו-0-450 מ"מ לאורך הציר בְּ. תזוזה אפשרית של אף הציר לכיוון הציר זיהיה 380 מ"מ (70 - 450 מ"מ). במקרה זה, המיקום התחתון (הגבול) של פני הקצה ביחס למראה השולחן נלקח כתחילת התנועה, שבה המרחק מחזית הקצה למראה השולחן הוא 70 מ"מ.
![]() כאשר המכונה פועלת, לוח החיווי על לוח ה-CNC משקף את המיקום האמיתי של נקודות בסיס המכונה ביחס לאפס המכונה.
כאשר המכונה פועלת, לוח החיווי על לוח ה-CNC משקף את המיקום האמיתי של נקודות בסיס המכונה ביחס לאפס המכונה.
עבור הדוגמה הנבדקת, זהו המיקום של הנקודה ויחסית לנקודה Mונקודות נביחס לרמת האפס במערכת המקבילה XYZקואורדינטות של מכונה. עבור המיקום ההדדי של גופי העבודה של המכונה המוצגת באיור. 14.21, התצוגה תציג את הנתונים: X250.00, Y235.00 ו-Z000.00. עבור המיקום שבו ציר הציר מיושר עם נקודה 133, התצוגה תציג X800.00, Y450.00 ו-Z000.00. במצב שבו הנקודה ניהיה מיושר עם נקודה 313, התצוגה תציג את הערכים הבאים: X800.00, Y000.00 ו
אורז. 14.23. מערכות קואורדינטות Z380.00 וכו' במכונה המדוברת, בעמדה
כלי מכונה (XMY) וחומר עבודה (X U WY A כאשר ציר הציר מיושר עם נקודת האפס M,
חלקים על מחרטות CNC
1.1. פיתוח תוכנית בקרה וטכנולוגית
תיעוד
תהליך פיתוח תוכנית בקרה (תכנות) עבור מחרטת CNC מורכב ממספר שלבים:
הפעולה מחולקת למתקנים ועמדות, הבסיסים הטכנולוגיים ושיטת הקיבוע של חומר העבודה נבחרים;
הם מפתחים טכנולוגיית הפעלה, קובעים את רצף המעברים, בוחרים ציוד טכנולוגי, כלי חיתוך ומדידה, בונים דיאגרמות של מסלולים להזזת החלק העליון של כל כלי בשימוש, מחשבים מצבי חיתוך, מפתחים מפות הפעלה;
הפוך את מערכת הקואורדינטות של החלק ובחר את נקודת האפס שלו, חשב והנח את מידות החלק מנקודת האפס;
מפותחות מפות סקיצות, עליהן ניתן שרטוט מתוקן של החלק עם מפרט המידות מנקודת האפס וסמל הבסיסים הטכנולוגיים ומהדקים (איור 1), קונסטרוקציות לחישוב הקואורדינטות של נקודות ייחוס, חישובים לקביעת הקואורדינטות שלהם, תוכניות מסלול (ציקלוגרמות) של תנועת כל הכלים. סמלים של אלמנטים של ציקלוגרמות על מפות של סקיצות ניתנים באיור. 2. למהלכי עזר משתמשים בטרמינולוגיה מותנית: תנועה לחלק לאורך ציר X - גישה; תנועה מהחלק לאורך ציר X - נסיגה; תנועה לחלק לאורך ציר Z - גישה; התרחקות מהחלק לאורך ציר Z - נסיגה. נעשות מפות של הקואורדינטות של נקודות הייחוס של המסלול, וכאשר מתכנתים במערכת יחסית - גודל המרווחים;
חבר כתב יד של תוכנית הבקרה על טופס או טקסט מסגרת אחר מסגרת על דף נייר. באמצעות המקלדת של לוח הבקרה של מערכת CNC 2P22, הזן תוכנית בקרהבזיכרון של מערכת CNC;
תוכנית הבקרה נבדקת במכונה ובמידת הצורך מבצעים התאמות מתאימות.
אורז. אחד. ייעוד קונבנציונלי של בסיסים ומהדקים טכנולוגיים:
א- הידוק בצ'אק בעל שלוש לסתות בדגש על הקצה המשועמם של הלסתות, ב- הידוק בצ'אק בעל שלוש לסתות בדגש על קצה הלסתות, v- הידוק בצ'אק בעל שלוש לסתות בדגש על הקצה המשועמם של הלסתות והמרכז המסתובב האחורי, G- הידוק במרכז הצף הקדמי, הפעלת צ'אק ומרכז סיבוב אחורי, ד- הידוק ברצועה הקדמית חיכוך "זכוכית" ומרכז סיבוב אחורי אחורי, ה- הידוק ברצועה הקדמית "רוף" ובמרכז המסתובב האחורי
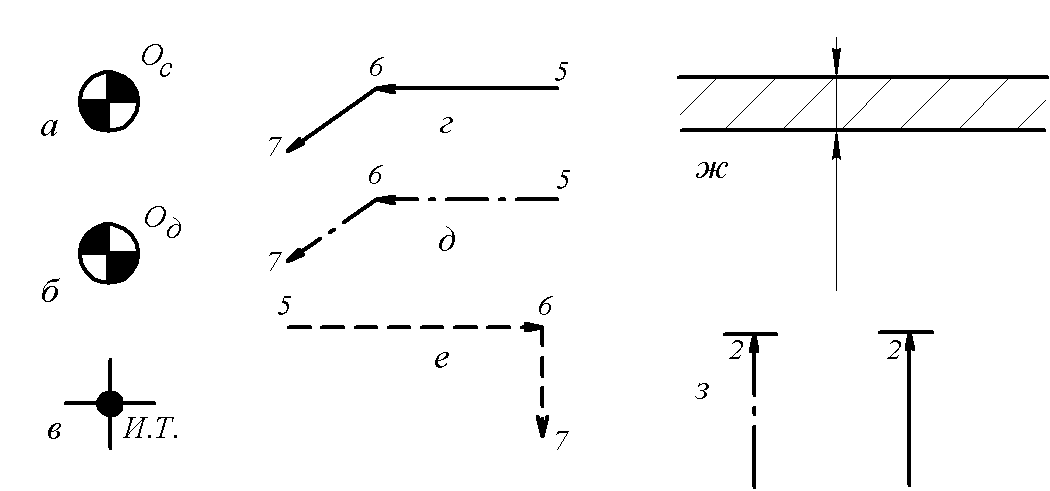
אורז. 2. סמלים על מפת הסקיצות של אלמנטים של ציקלוגרמות:
א- מכונה אפס, ב- אפס פרטים v- נקודת התחלה G- תנועה של הכלי בהזנת העבודה, ד- תנועה של הכלי בהזנה הפועלת במרחק שווה, ה- הזזת הכלי בהזנה מהירה, נו- קצבה לעיבוד, ח- עיקוב זמן
1.2. מערכת קואורדינטות ומרחקים שווה
חלקים המעובדים במכונת CNC יכולים להיחשב כגופים גיאומטריים המורכבים מצורות גיאומטריות פשוטות, למשל גליל, חרוט, כדור וכו'. במהלך העיבוד הכלי נע ביחס לחלק (חומר העבודה). מסלול התנועה של הגוף העובד, כלומר. המסלול של נקודה מסוימת של הכלי, המכונה מרכז, נקבע באמצעות תוכנית הבקרה.
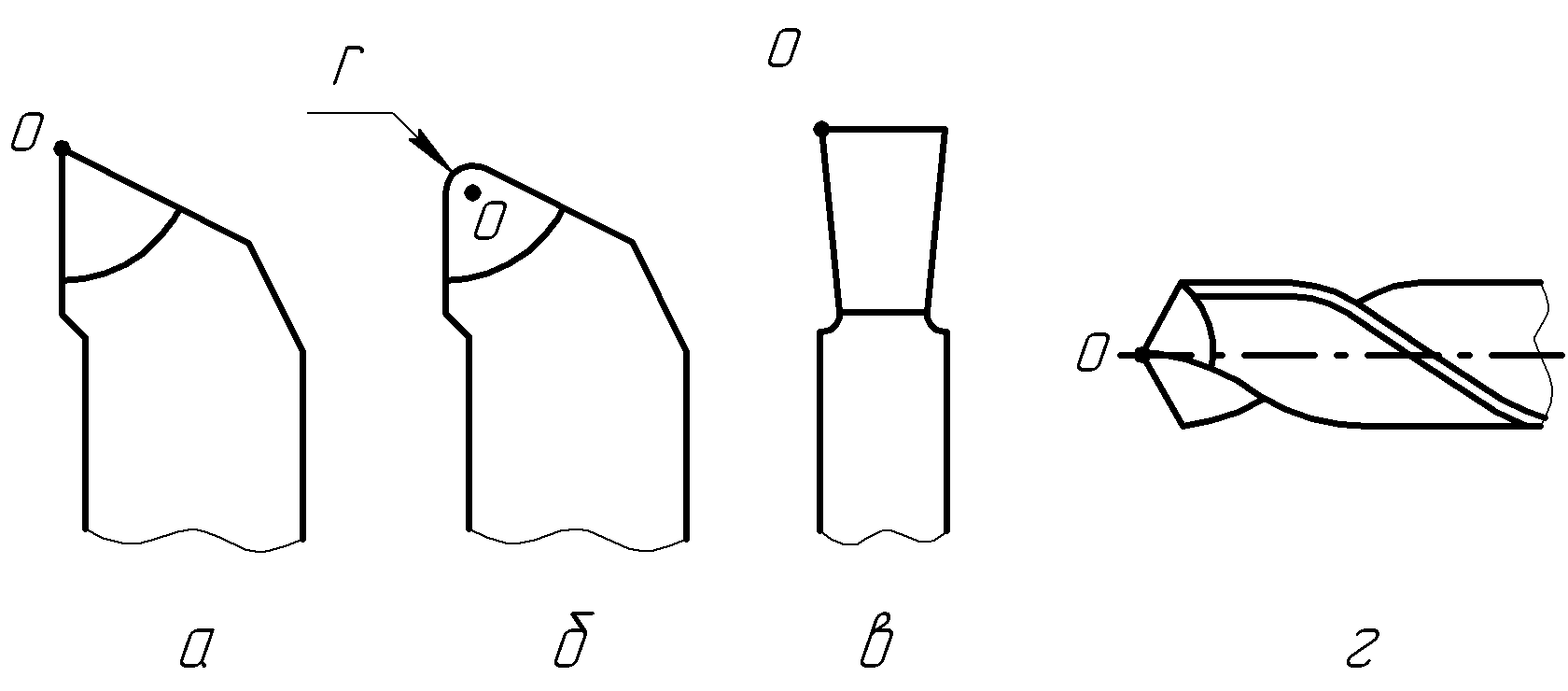
עבור חותכי דרך, משעממים וקו מתאר, מרכז הכלי הוא החלק העליון של החותך או מרכז הרדיוס בחלק העליון (איור 3, א, ב) בחותך המחורץ (החריצים) - החלק העליון השמאלי (איור 3, v). עבור מקדחה, שקיעה, שקיעה, שקע, תבנית וברז, מרכז הכלי הוא מרכז קצה העבודה (איור 3, G).
א ב ג ד
אורז. 3. מרכזי כלים: א- חותך עם חלק עליון חד; ב- חותכת
עם רדיוס בחלק העליון; v- חותך חריצים וחיתוך; G- תרגיל
כאשר מתאר, מרכז הכלי חייב לנוע לאורך קו המתאר במרחק שווה של החלק, כלומר. לפי מוקד הנקודות שנמצאות במרחק שווה מכל קו ושוכבות על צד אחד שלו. מרחק שווה הם E Nar חיצוני ו E vn פנימי (איור 4).
מקרה מיוחד של מרחק שווה בעת סיבוב עם חותך עם קצה חד הוא קו המתאר של החלק עצמו.
אורז. 4. חלק קונטור שווה מרחק
קטעים נפרדים של מסלול מרכז הכלי (ציקלוגרמות) יכולים להיות קטעים של קווים ישרים, קשתות של עיגולים או עקומות אחרות. על איור. 5 מציג את המסלולים של קצה הכלי עבור חיספוס וגימור הפיר.
אורז. 5. נתיבים טיפוסיים של קצה כלי לפנייה
פרטי עיבוד: א- טיוטת מעברי עבודה; ב– מעבר עבודה סיום
מיקום נקודות הייחוס (נקודות השבירה של הציקלוגרמה) נקבע באמצעות מערכת קואורדינטות. לעיבוד, אומצה מערכת קואורדינטות מלבנית (קרטזית) סטנדרטית. במערכת הקואורדינטות למחרטות, מתקבלים הצירים הבאים: Z - מקביל להזנה האורכית של המחוגה, חופף לציר ציר המכונה, X - מקביל להזנה הרוחבית של המחוגה.
עבור מחרטות CNC, מתבצעת הבחנה בין מערכת הקואורדינטות של המכונה ומערכת הקואורדינטות של חלקי העבודה.
מקור מכונה O עםממוקם במרכז מראת צ'אק הלסת, כלומר. במרכז קטע הציר מול חרוט הנחיתה המרכז את לוחית הצ'אק (איור 6).
אורז. 6 . מערכת קואורדינטות מחרטת CNC: א- קדמי
(או למטה); ב- מיקום אחורי (או עליון) של ראש הכלי
כיוון צירי הקואורדינטות תלוי במיקום הכלי (לדוגמה, עבור מכונות 16K20T1 ו-16A20F3 - מול ציר סיבוב הציר, עבור מכונה 1713F3 - מאחורי ציר הסיבוב). תנועה לאורך ציר ה-X מתבצעת על ידי הזזת החלקה הצולבת של המחוגה לאורך מובילי הכרכרה, ולאורך ציר ה-Z - על ידי הזזת הכרכרה לאורך מובילי המסגרת. המקור של מערכת הקואורדינטות O d של חומר העבודה ממוקם במרכז הקצה השמאלי או הימני של חומר העבודה. ציר ה-Z של מערכת זו עולה בקנה אחד עם ציר ה-Z של המכונה, וציר ה-X עובר במישור קצה הבסיס של המתקן (לדוגמה, קצה לוח החזית או מדף המצלמות) או במישור של הקצה הימני של חומר העבודה. מידות ביחס ל ד, הניתנים בציור המפורט, מומרים למרחקים (קואורדינטות) לנקודות הייחוס של קו המתאר המעובד (איור 7).
ניתן לקבוע את הקואורדינטות של נקודות ההתייחסות של ציקלוגרמה של קצה החותך ישירות משרטוט הפרטים או על ידי חישובים.
בעת הגדרת המכונה, מתבצעת מה שנקרא "כריכה" של נקודת ההתחלה זה., החופף למרכז הכלי, למערכות הקואורדינטות של המכונה וחומר העבודה. כדי למנוע ריצות סרק לא רציונליות, יש לבחור את כמות התנועה של הכלי מנקודת ההתחלה של התוכנית למשטח הראשון לעיבוד כמינימלית.
אורז. 7. מערכת קואורדינטות של חלקי עבודה
מיקום הכלי בנקודת ההתחלה צריך להיות גלוי בבירור מהצד של העובד. הכלי לא צריך להפריע להתקנה, הידוק והסרה של החלק, הסרת שבבים. למרחק הזה מהנקודה זה.עד סוף חומר העבודה בלקחת בתוך 60 - 80 מ"מ, ולפני השטח החיצוניים של חומר העבודה א- 10 - 30 מ"מ (איור 7). נקודה על הציקלוגרמה, נקבעת ביחס לאפס של חלק O ד, שאליו ניגשים למרכז הכלים לפי התוכנית מנקודת ההתחלה ( ו.ט.), שממנו מתחיל המחזור הישיר של מהלכי עבודה ומהלכי עזר לעיבוד חומר העבודה, היא נקודת ההתחלה ( ח.ט.).
במערכת הקואורדינטות התלת מימדית המוכרת לנו, ישנם שלושה צירים מאונכים זה לזה (X,Y,Z), המהווים את הבסיס.
רוב מכונות ה-CNC בגרסה הראשונית-בסיסית עושות רק עיבוד 3 צירים.
עם זאת, עבור כמה מוצרים בעלי צורה מורכבת, זה לא מספיק. עקב השינוי הנוסף - התקנת ציר סיבובי, מכונות חריטה וכרסום CNC מסוגלות לבצע עיבוד 4 צירים.
עיבוד ארבעה צירים במכונת חריטה-כרסום במכונת CNC באמצעות ציר סיבובי הוא בדרך כלל עיבוד רציף של גופים סימטריים ולא סימטריים כאחד.
בניגוד לעיבוד 3 צירים קונבנציונלי של דגם תלת מימדי, שבו יש לחבר את החלק בצד אחד לשולחן מכונות CNC, כרסום 4 צירים מאפשר לעבד את המוצר מכל הצדדים באופן רציף, ללא פעולות נוספות לסידור החלק על שולחן העבודה. זה מאפשר להשיג מוצרים בעלי צורה מורכבת. ייצור מעקות, כותרות, עמודים, עמודים, רגלי שולחנות וכיסאות, כלי שחמט, כמו גם פסלונים שונים, טבעות של תכשיטים אחרים ומזכרות קידום מכירות הם הדוגמאות הנפוצות ביותר לעיבוד כזה.
מגוון הצורות, קווי המתאר - כל מעוף מהוד יתגלם בעיבוד חלקים במכונת חריטה וכרסום באמצעות הציר הסיבובי ה-4.
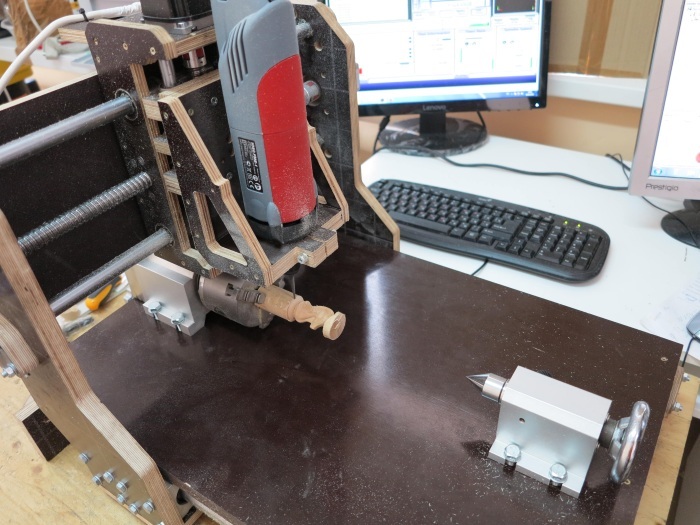
האפשרות העיקרית לשינוי, כפי שהוזכר קודם לכן, מכונה בעלת 3 צירים למכונה בעלת 4 צירים היא השימוש בציר סיבובי, איורים 1 ו-2.
איור 1 מציג צילום של ציר סיבובי למכונת CNC, המאפשר עיבוד רב צדדי.
איור 1 ציר סיבובי עבור מכונת CNC.
כרסום CNC model3040
סרטון חיתוך צורה מורכבת באמצעות ציר סיבובי תוך שימוש בדוגמה של אביר שחמט
התקנה של ציר סיבובי על כרסום 3 צירים CNC cnc-3040al300

איור 2 4 צירים מכונת טחינה CNC
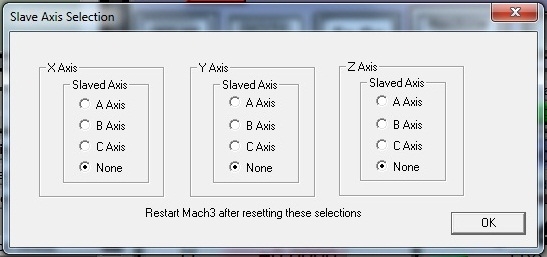
בנוסף, לעיבוד רציף לאורך 4 צירים, מערכת ה-CNC של המכונה עדיין חייבת להיות מסוגלת לשלוט על הציר החוזר המותקן עליה. לכן, עיבוד 4 צירים מרמז לא רק על נוכחות של ציר סיבובי, אלא גם על שימוש במערכת CNC מתאימה. הבקר משמש לרוב עבור זה. מנועי צעדעם 4 ערוצי בקרה או, יותר פשוט, בקר 4 צירים. דוגמה לבקר מוצגת באיור 3. ניתן להשתמש בערוץ A של בקר זה לשליטה בציר סיבובי המותקן במכונה.
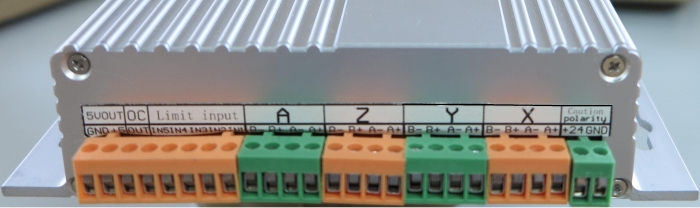
איור 3
ישנם שני סוגים של עיבוד 4 צירים: הראשון הוא רציף והשני הוא עיבוד מיקום (עיבוד עם אינדקס). עיבוד מתמשך - במקרה זה, החותך עובר בו זמנית בכל דרגות החופש.
עיבוד מיקום - הציר הסיבובי משמש רק לשינוי מיקום חומר העבודה, ושאר הפעולות מתבצעות במצב עיבוד תלת מימדי.
כדי לעבוד עם ציר סיבובי, יש צורך להגדיר את תוכנית הבקרה. להלן ההגדרות של Mach3 עבור צירים סיבוביים 6:1 ו-4:1. איור 4 מציג את הגדרות הפינים של יציאת ה-LPT עבור בקר מנוע הצעד בעל מעטפת האלומיניום המוצג באיור 3.
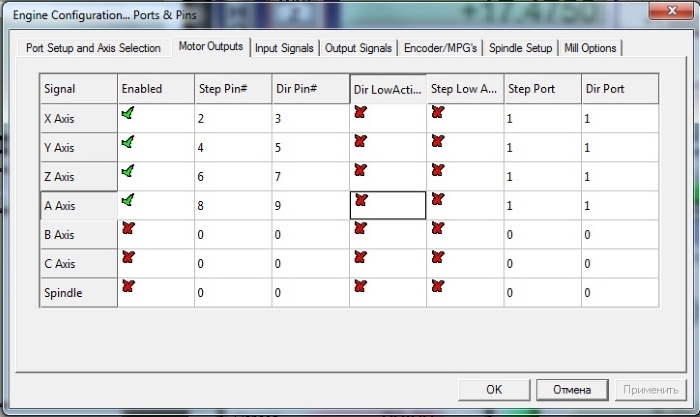
איור 4
איור 5 - הגדרות לסרן סיבובי ביחס של 4:1.
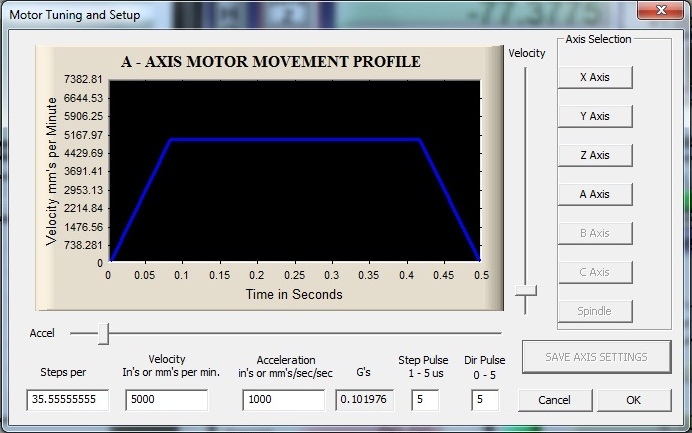
איור 5
איור 6 - הגדרות לסרן סיבובי ביחס של 6:1.
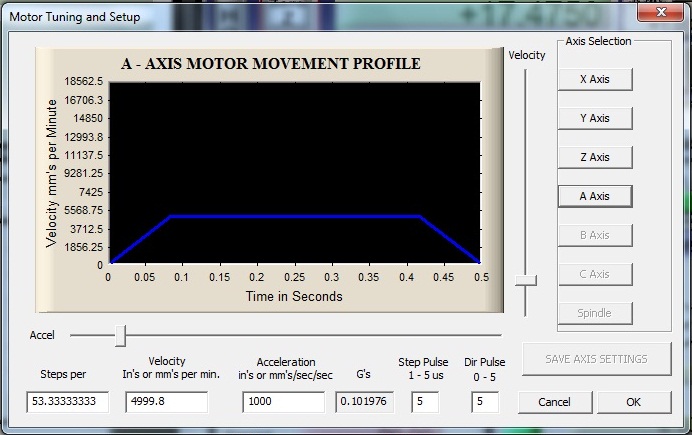
איור 6
איור 7
תוכניות בקרה לעבודה עם עיבוד רב-צדדי זמינות ב-DeskProto, PowerMill וכו'.
איור 8 מציג את התוצאה של עיבוד רב צדדי על 4 צירים כרסום cnc CNC-3040AL2
איור 8. עיבוד שבבי רב-צדדי ב-CNC שולחני בעל 4 צירים באמצעות ציר סיבובי
UDC 621.9.06-529:006.354 Group G8|
תקן ממלכתי של איגוד ה-SSR
מכונות חיתוך מתכת עם ייעוד בקרת תוכנית מספרית של צירי קואורדינאט וכיווני תנועה
(ST SEV 3135-81)
הוראות כלליות
כלי מכונות, מבוקר מספרי ייעוד ציר וכיווני תנועה.
הצהרות כלליות
תאריך היכרות 01.07 80
תקן בינלאומי זה חל על מכונות עם מספרים ניהול תוכנה(CNC) וקובע את ייעודם של צירי הקואורדינטות וכיווני התנועה של גופי העבודה של המכונה הקשורים לחומר העבודה המעובד (להלן מכונה חומר העבודה) והכלי.
התקן יכול לשמש עבור סוגים אחרים של ציוד CNC
התקן תואם באופן מלא ל-ST SEV 3135-81.
התקן תואם באופן מלא תקן בינלאומי ISO 841-74.
(מהדורה שונה, ר' מס' 1, 2).
I. קביעת כיווני תנועות במכונות במערכת הקואורדינאטות הסטנדרטית
1.1. התקן קובע את ייעוד צירי הקואורדינטות ואת כיוון התנועה במכונות באופן הבא. כך שתכנות פעולות העיבוד אינו תלוי אם הכלי או חומר העבודה מוזזים.
הבסיס הוא תנועת הכלי ביחס למערכת הקואורדינטות של חומר העבודה הנייח.
1.2. מערכת הקואורדינטות הסטנדרטית היא מערכת קואורדינטות מלבנית ימנית (ראה שרטוט) הקשורה
עם חומר עבודה שציריו מקבילים למובילים הישרים של המכונה.
1.3. כיוון התנועה החיובי של גוף העבודה של המכונה מתאים לכיוון נסיגת הכלי מחומר העבודה.
1.4. בעת שימוש במכונה לקידוח או לקידוח, באמצעות שלוש תנועות ליניאריות בסיסיות בלבד.
עיבוד יתרחש כאשר הכלי יוזז בכיוון השלילי של ציר Z.
1.5. בציורים הסכמטיים של כלי מכונה, יש לציין את כיווני התנועה של גופי העבודה הנושאים את הכלי באותיות ללא שבץ, ואלו הנושאים את חומר העבודה - באותיות עם מקף; בעוד שכיוון התנועה החיובי, המסומן באות עם קו, מנוגד לתנועה המקבילה, המסומן באותה אות ללא קו.
2. תנועת ציר Z
2.1. ציר Z (למעט המקרה המפורט בסעיף 2.5.) נקבע ביחס לציר התנועה הראשי, כלומר, הציר המסובב את הכלי במכונות של קבוצת קידוח-כרסום-קידוח או הציר המסובב את הציר. חומר עבודה במחרטות של קבוצת המפנה.
2.2. אם יש כמה צירים, יש לבחור אחד מהם כראשי, רצוי בניצב למשטח העבודה של השולחן עליו מותקן חומר העבודה.
2.3. כאשר ציר הציר הראשי קבוע, יש לקחת את אחד משלושת הצירים של מערכת שלוש הקואורדינטות הסטנדרטית, במקביל לציר הציר, כציר Z.
2.4. במקרים בהם ניתן לסובב את הציר של הציר הראשי, עליך:
אם הוא יכול להיות רק במיקום אחד * במקביל לאחד הצירים של מערכת שלוש הקואורדינטות הסטנדרטית - ציר סטנדרטי זה נלקח כציר 7.\
אם הוא יכול להיות בכמה מיקומים, במקביל לצירים שונים של מערכת שלוש הקואורדינטות הסטנדרטית, ציר Z נחשב לציר הסטנדרטי, רצוי בניצב למשטח העבודה של השולחן עליו מותקן חומר העבודה.
2.5. בהיעדר ציר במכונה, רצוי שהציר 7. יהיה בניצב למשטח העבודה של השולחן.
2.6. תנועה לאורך ציר Z בכיוון החיובי חייבת להתאים לכיוון נסיגת הכלי מחומר העבודה.
3. תנועה על ציר ה-X
3.1. רצוי למקם את ציר ה-X אופקית ומקבילה למשטח ההרכבה של חלק העבודה.
3.2. במכונות בעלות כלי עבודה וחומר שאינו מסתובב, כגון פלחים, ציר ה-X חייב להיות חיובי בכיוון התנועה הראשית ומקביל לה.
3.3. במכונות עם חומר עבודה מסתובב, כגון מחרטות, תנועת ציר ה-X מכוונת לאורך רדיוס חומר העבודה ומקבילה למובילים הרוחביים. תנועה חיובית של ציר X מתרחשת כאשר הכלי המותקן על מחזיק הכלי הראשי של השקופית הצולבת מתרחק מציר הסיבוב של חומר העבודה.
3.4. במכונות עם כלים מסתובבים, למשל כרסום, קידוח:
עם ציר Z אופקי, התנועה החיובית של X מכוונת ימינה, במבט מציר הכלי הראשי למוצר;
עם ציר אנכי של 1, התנועה החיובית בציר ה-X מכוונת ימינה עבור מכונות בעלות עמודה אחת, במבט מציר הכלי הראשי לעמוד, ובמכונות דו-עמודות, במבט מהכלי הראשי. ציר לעמוד השמאלי.
4. תנועת ציר Y
5.1. יש לבחור את כיוון התנועה החיובי לאורך ציר ה-Y באופן הבא. כך שציר Y, יחד עם צירי Z ו-X, יוצר מערכת קואורדינטות מלבנית ימנית (ראה שרטוט).
5. תנועות סיבוביות א' ב' ו-ג'
5.1. האותיות A, B ו-C צריכות לציין תנועות סיבוביות סביב הצירים המקבילים ל-X, Y ו-Z, בהתאמה.
5.2. הכיוונים החיוביים A, B ו-C חייבים להתאים לכיוון הברגת הברגים עם הברגה ימנית בכיוונים החיוביים של צירי X, Y ו-Z בהתאמה (ראה שרטוט).
6. מקור מערכת הקואורדינאטות הסטנדרטית
6.1. מיקום המקור של מערכת הקואורדינטות הסטנדרטית, (X=0, Y-O, Z-0) צריך להיבחר באופן שרירותי.
6.2. יש לבחור את מקור התנועות A, B ו-C באופן שרירותי.
7. צירים נוספים
7.1. תנועה ישר
7.1.1. אם בנוסף לתנועות הליוויניות הראשיות (הראשוניות) X, Y ו-Z קיימות תנועות משניות מקבילות להן, יש לציין אותן U, V ו-W, בהתאמה.
אם ישנן תנועות שלישוניות נוספות במקביל להן, יש לציין אותן P. Q ו-R, בהתאמה.
אם יש תנועות נוספות בקו ישר שאינן מקבילות או לא מקבילות ל-X, Y או Z, יש להגדיר אותן כ-U, V, W, P, Q או R.
הערה. עבור מכונת משעמם אופקית, התנועה של חצי הבורג של התמיכה הרדיאלית צריכה להיות מסומנת באותיות U או P, אם אותיות אלה אינן תפוסות בתנועה המצוינת של הטבלה X, שכן במקרה זה התנועה של ה-X חותך, למרות שהוא קרוב לציר, הוא אלכסוני.
7.1.2. תנועות ראשוניות, משניות ושלישוניות של גופי העבודה של המכונה נקבעות רצוי בהתאם לריחוק של גופים אלה מהציר הראשי.
הערות:
א) עבור ערימה מרותכת רדיאלית, יש לציין את התנועה של שרוול הציר וה-tra-aers בהתאמה באותיות 7 ו-\T
ב) עבור מחרטה, עד למזחלת ה-PC ועד למזחלת הצריח, הממוקמת רחוק יותר מהציר, יש לסמן באותיות Z ו-1Г, בהתאמה.
ג) עבור מכונות עם שני גופי עבודה זהים מבחינה תפקודית הנשלטות משני התקני CNC עצמאיים עם שתי קואורדינטות (מאיירימר, עבור מחרטות עם שני צירים ומחוגה זהים מבחינה תפקודית), o: וקואורדינטות עבור שני הגופים הפועלים באותה מידה (לדוגמה, מחוגה) ייעודו זהה - אותיות 7 ו-X.
7.2. תנועה סיבובית
אם, בנוסף לתנועות הסיבוב הראשוניות, ישנן תנועות סיבוביות משניות, מקבילות או לא מקבילות A, B ו-C, יש לציין אותן O ו-E.
7.3. דוגמאות לייעודים של צירי קואורדינטות ראשיים ונוספים וכיווני תנועה חיוביים בכלי CNC מובאים בנספח ההתייחסות לתקן זה.
נִספָּח
התייחסות
קביעת צירי קואורדינציה וכיווני תנועה חיוביים במכונות CNC לחיתוך מתכת










הפרעת אישיות מעורבת: גורמים, תסמינים, סוגים וטיפולים
הגדרות בקרה של GTA 4
שאלות נפוצות על הברחה ב-GTA Online
LSPDFR - ברוכים הבאים למשטרה
המפה הענקית של Grand Theft Auto San Andreas והסודות שלה