Работа 1
Токарные резцы
1. Части и элементы резца
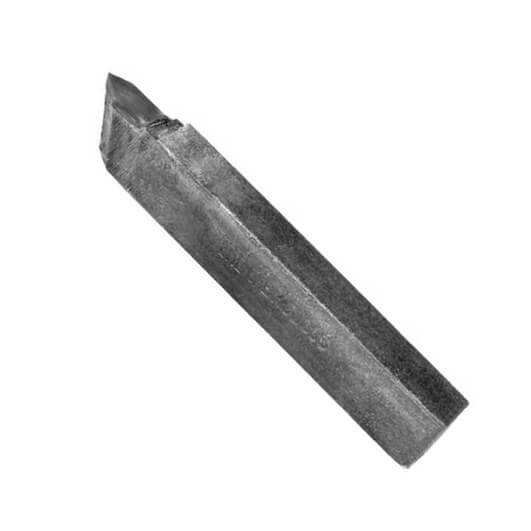
При обработке резанием применяют режущие инструменты разнообразных форм и конструкций. Простейшей формой режущего инструмента является токарный резец (рис. 1). Резец имеет рабочую часть – головку Б, на которой расположены режущие элементы, и державку А, предназначенную для установки и закрепления резца на станке (в резцедержателе).
Рис. 1. Элементы режущих инструментов
Заточкой создаются клинообразная форма головки резца для лучшего внедрения в обрабатываемый материал. На головке резца расположены ее рабочие элементы (см. рис. 1): 1 –передняя поверхность; 3 –главная и 4 –вспомогательная задние поверхности 2 –главная и 6 –вспомогательная режущие кромки; 5 –вершина резца.
2. Поверхности на обрабатываемой детали, координатные
и секущие плоскости
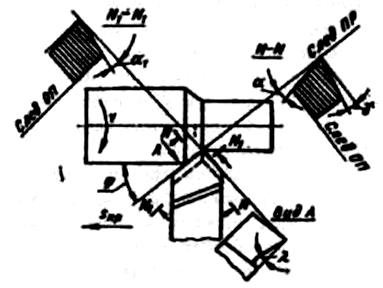
На обрабатываемой детали (заготовке) различают следующие поверхности (рис. 2, а ): 1 –обрабатываемая, 2 –обработанная и 3 –поверхность резания. Для определения углов резца рассматривают следующие координатные плоскости:
Основная плоскость (ОП) – плоскость, проходящая через основание державки резца (рис. 2, а ).
Плоскость резания (ПР) – проходит через главное режущее лезвие резца, касательно к поверхности резания заготовки.
Главная секущая плоскость (N – N ) – плоскость, перпендикулярная к проекции главного режущего лезвия на основную плоскость (рис. 2, б ).
![]()
Рис. 2. Координатные и секущие плоскости
Вспомогательная секущая плоскость (N 1 – N 1) – плоскость, перпендикулярная к проекции вспомогательного режущего лезвия на основную плоскость. На рис. 2, б показаны следы плоскости N – N и N 1 – N 1 .
3. Углы токарного резца
Углы резца определяют положение в пространстве элементов его рабочей части. Эти углы называют углами резца в статике и показаны на рис. 3. Совокупность углов резца составляет его геометрию .
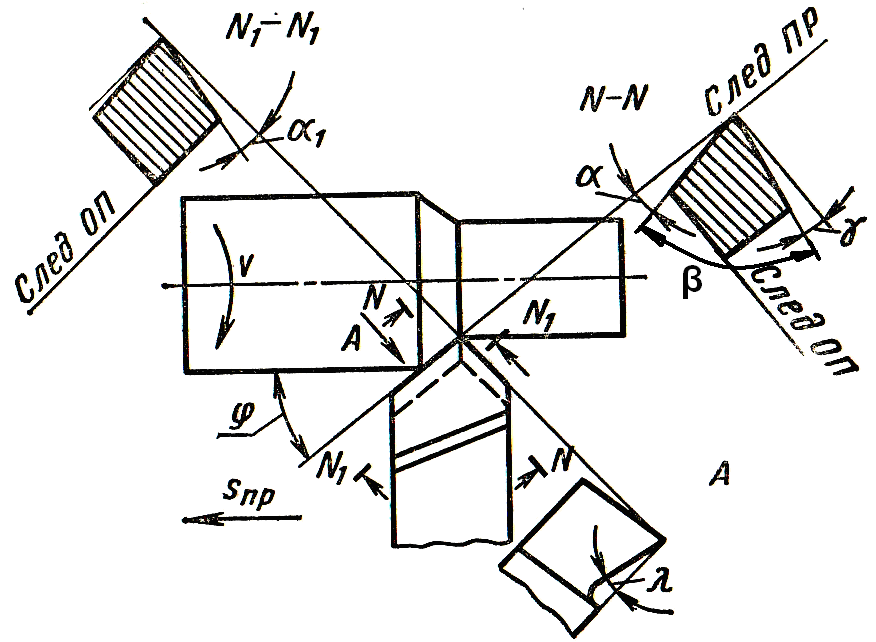
Рис. 3. Углы резца в статике
В главной секущей плоскости измеряют главный передний угол γ, главный задний угол α, угол заострения β и угол резания δ (рис. 3).Главный передний угол - угол, заключенный между передней поверхностьюрезца и плоскостью перпендикулярной к плоскости резания, проведенной через главную режущую кромку. На рис. 3 он положительный, но может быть равным нулю или иметь отрицательное значение.
Главный задний угол α - это угол, заключенный между главной задней поверхностью резца и плоскостью резания.
Углом заострения β называют угол, заключенный между передней иглавной задней поверхностями.
Углыγ, α и βназывают главными углами , так как они определяют геометрию режущего клина. Сумма этих углов составляет 90˚, т.е.γ + α + β = 90˚.
Величины углов γи α находятся в пределах: γ = –10…+15˚; α = 6–12˚.
Положение вспомогательной задней поверхности определяется вспомогательным задним углом α 1 (в сечении N 1 – N 1).
Углы в плане измеряются в основной плоскости.
Главный угол в плане φ – угол между проекцией главной режущей кромки на основную плоскость и направлением подачи.
Вспомогательный угол в плане φ 1 – угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи.
Угол при вершине ε– угол между проекциями режущих кромок на основную плоскость. Сумма углов φ + φ 1 + ε = 180˚. Для проходных резцов φ = 30–90˚; φ 1 = 10–45˚.
Положение главной режущей кромки относительно основной плоскости определяется углом λ – углом наклона главной режущей кромки . Это угол, заключенный между главной режущей кромкой и линией, проведенной через вершину резца параллельно основой плоскости. Угол λ измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости.
а б в
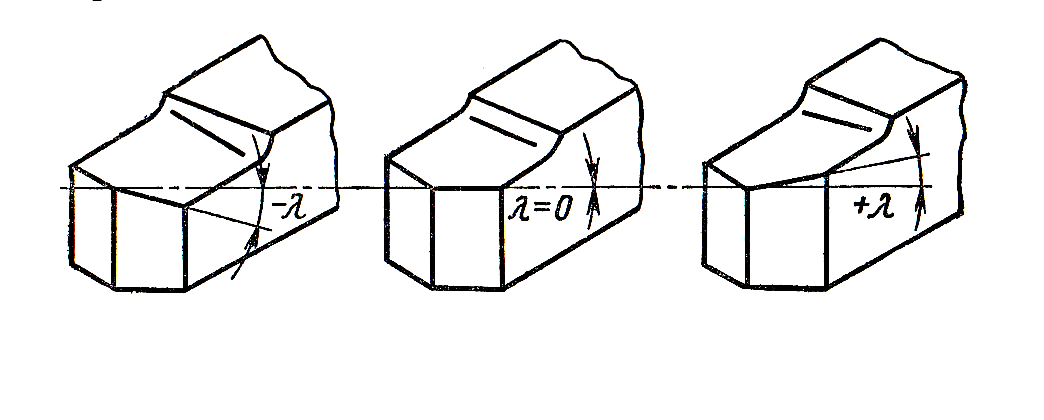 Рис.
4
. Углы наклона
главной режущей кромки
Рис.
4
. Углы наклона
главной режущей кромки
Угол λможет быть отрицательным (рис. 4, а ), равным 0 (рис. 4, б ) и положительным (рис. 4, в ). Для токарных резцов λ = –5…+15˚.
Угол λ влияет на направление схода стружки и прочность режущей кромки.
4. Классификация токарных резцов
На токарных станках выполняют много видов обработки, что привело к созданию большого количества резцов по назначению и конструкции. Типы токарных резцов в основном подразделяют по следующим признакам: виду обработки, характеру обработки, форме головки, направлению подачи, способу изготовления и роду материала режущей части.
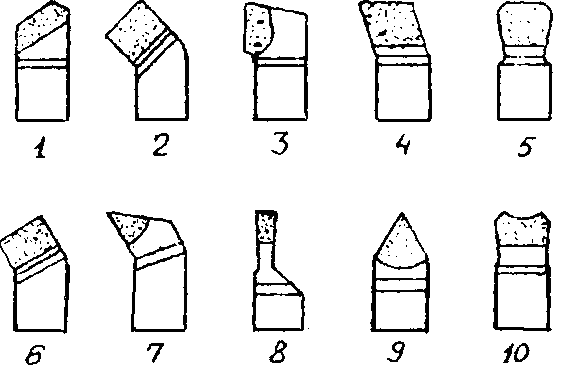
Рис. 5. Основные типы токарных резцов
На рис. 5 приведены типы резцов по виду обработки. Проходные резцы 1,2 и 3 служат для обтачивания гладких цилиндрических и конических поверхностей. Подрезной резец 4 работает с поперечной подачей при обточке плоских торцовых поверхностей. Широкий проходной резец 5 служит для чистового продольного точения. Расточный резец 6 применяется при растачивании сквозных отверстий, а расточной упорный резец 7 - для растачивания глухих отверстий. Отрезной резец 8 применяется для разрезания заготовки и для протачивания кольцевых канавок. Для нарезания резьбы применяют резьбовой резец 9, а для обточки фасонных поверхностей - резец 10.
По характеру обработки резцы подразделяют на черновые (обдирочные) 2, чистовые 5 и для тонкого точения. По форме головки: прямые 1,3, отогнутые 2, оттянутые 8 и изогнутые.
По направлению подачи их подразделяют на правые и левые. Правые работают с подачей справа налево, а левые - слева направо. По способу изготовления резцы бывают целые, с приваренной встык головкой, с припаянной пластинкой, с механическим креплением режущей пластинки. По применяемому материалу резцы бывают из быстрорежущей стали, с пластинками из твердого сплава или минералокерамики, с кристаллами алмазов.
5. ИЗМЕРЕНИЕ УГЛОВ РЕЗЦА И ОФОРМЛЕНИЕ ОТЧЕТА
Углы γ, α, α 1 , φ, φ 1 , λ измеряют с помощью угломера, а углы β, δ и ε определяют вычислением по формулам: β = 90 0 – (α + γ); δ = α + β и ε = 180 0 – (φ + φ 1).
В отчете необходимо описать основные типы токарных резцов, привести рисунок токарного проходного резца cобозначением частей и элементов резца. Измерить и вычислить углы проходного, подрезного и отрезного резцов и данные занести в табл. 1.
Таблица1.
|
Наименование резца |
Углы резца, град. |
|||||||||
Сделать чертеж токарного проходного резца с необходимыми сечениями и проставить все угловые обозначения.
КОНТРОЛЬНЫЕ ВОПРОСЫ
Какие движения различают при обработке резанием?
Что называют главным движением и движением подачи?
Назовите части и элементы токарного проходного резца.
Какую плоскость называют основной и какую плоскостью резания?
Какая плоскость называется главной секущей и какие углы измеряют в этой плоскости?
Назовите углы в плане.
Как измерить углы в плане?
Какой угол называют углом наклона главной режущей кромки, и на что он оказывает влияние?
Назовите типы токарных резцов и их назначение.
10. Как определить углы заострения резания и при вершине?
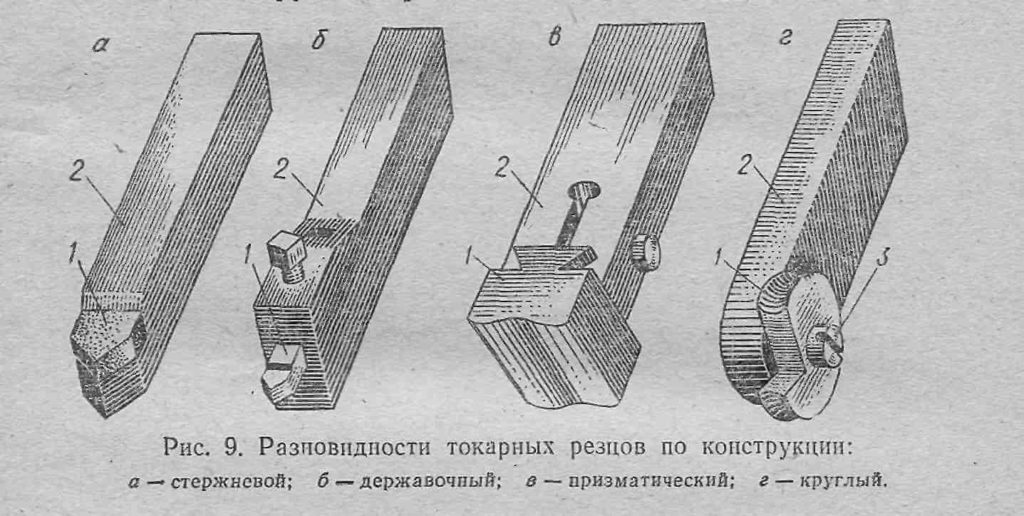
Люди, осуществляющие обрабатывание металлических деталей с помощью резцов для токарного станка по металлу, продавцы инструментов отлично знают, на какие виды они делятся. Те же, кто изредка применяет токарные резцы по металлу, часто испытывают сложности в выборе подходящего варианта. Изучив представленную ниже информацию, вы сможете без особого труда выбрать подходящее для ваших нужд металлорежущее приспособление.
Конструктивные особенности
Каждый токарный резец по металлу состоит из следующих основных частей:
- державка. Предназначается для фиксирования на токарном устройстве;
- рабочая головка. Применяется для обрабатывания детали.
Рабочая головка металлорежущего приспособления заключает в себе различные плоскости, кромки. Их угол затачивания зависим от показателей стали, из которой изготовлена деталь, типа обрабатывания. Державка резца для токарного станка по металлу обычно располагает квадратным либо прямоугольным сечением.
Конструктивно возможно выделить следующие типы резцов:
- Прямые. Державка и головка находятся либо на одной оси, либо на двух осях, которые лежат параллельно.
- Изогнутые. Державка обладает изогнутой формой.
- Отогнутые. Если взглянуть на верхнюю часть подобного инструмента, можно заметить, что его головка отогнута.
- Оттянутые. Головка имеет ширину поменьше, чем державка. Оси либо совпадают, или сдвинуты относительно друг друга.
Разновидности
Классификация токарных резцов регламентирована правилами определенного стандарта. Соответственно с его требованиями, данные приспособления делятся на такие группы:
- Цельные. Сделаны целиком из легированной стали. Бывают приспособления, которые делаются из инструментальной стали, однако они нечасто применяются.
- Приспособления, на рабочий элемент которых напаяны твердосплавные пластины для токарных резцов. Наиболее распространены в настоящее время.
- Токарные резцы со сменными пластинами из твердых сплавов. Пластинки крепятся на головке особыми винтами, прижимными приспособлениями. Применяются они не так часто, как модели иных видов.
Кроме того, приспособления отличаются по направлению подачи. Они могут быть:
- Левыми. Подача идет вправо. Если положить наверх инструмента левую руку, режущая кромка окажется около большого пальца, который отогнут.
- Правыми. Применяются чаще всего, подача идет влево.
Виды и назначение токарных резцов образуют следующую классификацию:
- проведение чистового обрабатывания изделия;
- черновая обработка (обдирка);
- получистовая обработка;
- исполнение операций, которые требуют высокой точности.
Из какой бы категории ни был металлорежущий инструмент, его пластины делаются из твердосплавных материалов: ВК8, Т5К10, Т15К6. Изредка используется Т30К4. Сейчас существует множество видов токарных резцов.
Прямые проходные
Резцы токарные проходные обладают тем же назначением, что и у отогнутого варианта, но срезать фаски лучше иным приспособлением. Обычно ими осуществляют обрабатывание наружных поверхностей деталей из стали.

Размеры, точнее, их державки, могут быть такими:
- 25×16 мм – прямоугольник;
- 25×25 – квадрат (данные модели применяются для проведения особых операций).
Отогнутые проходные
Эти виды токарных резцов, рабочая головка которых может являться отогнутой влево/вправо, применяют для обрабатывания торцов деталей. Кроме того, посредством их возможно срезать фаски.
Державки обладают типоразмерами:
- 16×10 – учебные устройства;
- 20×12 – нестандартный типоразмер;
- 25×16 – самый часто используемый размер;
- 32×20;
- 40×25 – с державкой этого типоразмера производятся обыкновенно под заказ, их почти нереально купить в магазине.

Все требования к токарным механическим резцам прописаны в государственном стандарте 18877-73.
Упорные проходные
Данные типы токарных резцов могут располагать прямой либо отогнутой головкой, однако эта особенность конструкции не учитывается в маркировке. Их называют просто упорными проходными.
Это приспособление, с помощью которого на станке проводится обрабатывание поверхности цилиндрических металлических деталей, является самым популярным видом режущего оснащения. Конструкция дает возможность за 1 проход убирать с заготовки большое количество металлических излишков. Обрабатывание осуществляется вдоль оси вращения детали.

Державки упорных токарных проходных резцов располагают типоразмерами:
- 16×10;
- 20×12;
- 25×16;
- 32×20;
- 40×25
Отогнутые подрезные
По виду похож на проходной, однако имеет иную форму режущей пластинки (треугольник). Посредством подобных инструментов выполняют обработку деталей по направлению, которое является перпендикулярным оси вращения. Кроме отогнутых, существуют упорные подрезные приспособления, но они применяются редко.

Типоразмеры державок таковы:
- 16×10;
- 25×16;
- 32×20
Отрезные
Резец токарный отрезной весьма распространен в настоящее время. Соответственно с собственным наименованием, он применяется для того, чтобы отрезать детали под углом в 90 градусов. Также посредством его делают канавки разной глубины. Понять, что перед вами отрезной инструмент, довольно легко. Он имеет тонкую ножку с напаянной на нее твердосплавной пластинкой.

В зависимости от конструкции, выделяют лево- и правосторонние отрезные приспособления. Различать их несложно. Нужно перевернуть инструмент режущей пластинкой вниз и взглянуть, с какой стороны находится ножка.
Типоразмеры державки следующие:
- 16×10 – учебное оборудование;
- 20×12;
- 20×16 – наиболее распространен;
- 40×25
Резьбонарезные для внешней резьбы
Предназначение этих приспособлений – нарезать резьбу на внешней стороне детали. Обычно делают метрическую резьбу, однако если поменять заточку, возможно создать резьбу иного типа.
Режущая пластинка, которая устанавливается на данном инструменте, обладает формой копья. Материалы токарных резцов – твердые сплавы.
Резьбонарезные для внутренней резьбы
Данным инструментом возможно сделать резьбу лишь в крупном отверстии. Связано это с особенностями конструкции. По виду он похож на расточное приспособление для обрабатывания глухих отверстий. Однако путать эти инструменты нельзя. Они значительно различаются.
Размеры державки:
- 16x16x150;
- 20x20x200;
- 25x25x300
Державка обладает сечением в форме квадрата. Типоразмеры возможно установить по первым двум числам в маркировке. 3 число – величина державки. От нее зависима глубина, на которую возможно выполнить нарезку резьбы во внутреннем отверстии.
Эти инструменты возможно применять лишь на устройствах, оборудованных гитарой (специальное приспособление).
Расточные для глухих отверстий
Пластинка обладает формой треугольника. Предназначение – обрабатывание глухих отверстий. Рабочая головка отогнута.
Типоразмеры:
- 16x16x170;
- 20x20x200;
- 25x25x300

Наибольший радиус отверстия, которое возможно обработать посредством расточного резца, зависим от величины державки.
Расточные для сквозных отверстий
Инструменты предназначаются для обрабатывания сквозных отверстий, которые созданы при просверливании. Глубина отверстия, которое возможно создать на устройстве, зависит от величины державки. Слой материала, снимаемый во время проведения операции, примерно равняется отгибу головки.

Сегодня в магазинах есть расточные инструменты таких размеров:
- 16x16x170;
- 20x20x200;
- 25x25x300
Сборные
Когда речь идет об основных видах токарных инструментов, нужно обязательно упомянуть о сборных. Они считаются универсальными, потому как могут быть оборудованы режущими пластинками разного предназначения. К примеру, фиксируя на одной державке режущие пластинки разного вида, возможно получить инструменты для обрабатывания на устройстве металлических деталей под разнообразными углами.

Обычно сборные резцы используются на устройствах с числовым программным управлением либо на особом оборудовании. Они предназначаются для точения контуров, растачивания глухих и сквозных отверстий, иных токарных работ.
Выбирая инструмент, с помощью которого будет осуществляться обработка металлических деталей на специальном устройстве, нужно особое внимание обращать на элементы токарного резца. Державка и рабочая головка – важнейшие части режущего приспособления. От них зависит, насколько качественно будет выполнено обрабатывание стальной заготовки, отверстия какого размера получится сделать. Если неправильно выбрать рабочий инструмент, можно столкнуться с различными сложностями при обработке металлической детали. Рекомендуется изучить классификацию, понять, для чего предназначается то или иное изделие. На основе полученных знаний вы сможете сделать правильный выбор металлорежущего приспособления.
Скачать ГОСТ
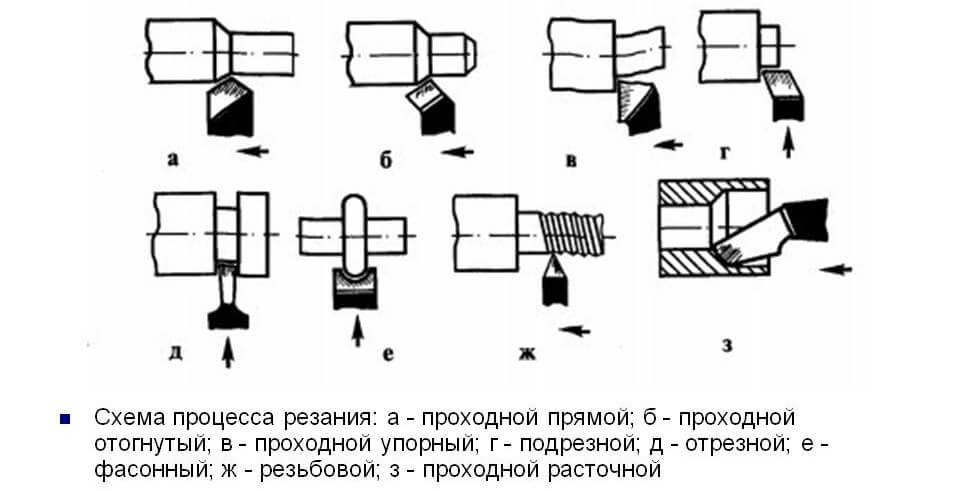
Резцы можно разделить на:
Проходные
1-3 для обтачивания наружных цилиндрических и конических поверхностей;
подрезные
4 для обтачивания плоских торцовых поверхностей;
расточные
5 для растачивания сквозных и 6 для глухих отверстий;
отрезные
7 для разрезания заготовок;
резьбовые
8 для нарезания наружных и внутренних резьб;
лопаточные
9 для чистовой обработки;
фасонные
круглые 10 и призматические 11 для обтачивания фасонных поверхностей,
прорезные
для обтачивания кольцевых канавок,
галтельные
для обтачивания переходных поверхностей по радиусу и др.
По характеру обработки
- черновые, получистовые, чистовые и чистовые лопаточные.
По форме рабочей части
- прямые, отогнутые, оттянутые и изогнутые.
По способу изготовления
- целые, с приваренной или припаянной пластиной; со сменными пластинами.
По РОДУ материала
- из быстрореза, с пластинками из твердого сплава, минера-локерамики, с кристаллом алмаза. Широко применяются резцы с многогранными неперетачиваемыми пластинами.
По направлению подачи
- левые и правые.
По размеру крепежной части
.
Токарный прямой проходной резец: I-рабочая часть, II-стержень. Стержень может иметь квадратную или прямоугольную форму Рабочая часть резца выполняет работу резания.
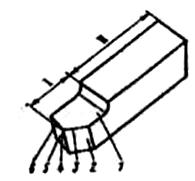
1. Передняя поверхность - поверхность, по которой сходит стружка.
2. Задние поверхности - обращенные к обрабатываемой заготовке.
3. Главная режущая кромка образуются пересечением главной задней и передней поверхностей.
4. Вершина резца - место сопряжения главной и вспомогательных режущих кромок Вершина может быть острой, закругленной или в виде небольшой прямой.
5. Вспомогательная задняя поверхность обращена к обработанной поверхности
6. Вспомогательная режущая кромка .
Плоскость резания ПР плоскость, касательная к поверхности резания и проходящая через главную режущую кромку резца, основная плоскость ОП - плоскость параллельная продольной и поперечной подачам; главная секущая плоскость NN ;Вспомогательная секущая плоскость
Главные углы в главной секущей плоскости .
Главный угол α
– угол между главной задней поверхностью и плоскостью резания.
Угол заострения β
- передней и главной задней поверхностью.
Передний угол γ
- передней поверхностью и плоскостью, перпендикулярной к плоскости резания.
Угол резания δ
- угол между передней поверхностью и плоскостью резания;δ90-γ отрицательный.
Вспомогательные углы
измеряются в вспомогательной плоскости.
Вспомогательный задний угод α1
– вспомогательной задней поверхности и плоскостью, проходящей через, вспомогательную режущую кромку перпендикулярно к основной.
Вспомогательный передний угол γ1
- угол измеряется во вспомогательной плоскости.
Главный угол в плане φ
- проекцией главной режущей кромки на основную плоскость и направлением подачи.
Вспомогательный угол в плане φ1
- формирует шероховатость поверхности –проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи.
Угол наклона главной режущей кромки λ
– главной режущей кромкой и плоскостью проведенной через вершину резца параллельно основной плоскости.
Угол при вершине в плане ε
- проекциями главной и вспомогательной режущими кромками на основную плоскость.
Очень часто у нас в магазине покупают токарные резцы по металлу и если снабженцы, которые в них разбираются, называют каждый вид резца правильно, то рядовые граждане частенько путают резцы. В этой статье предлагаю вам ознакомиться с основными видами токарных резцов — посмотрите фото, узнаете размерный ряд и область применения каждого вида.
Все модели — Канашского завода, их продукция одна из самых качественных на этом рынке.
Важно! Все модели резцов выполняются с пластинами разной марки — чаще всего это ВК8, Т5К10 и Т15К6. Другие твердые сплавы используются достаточно редко (например Т30К4 и им подобные).
Отрезной
Один из самых востребованных резцов. Применяется для отрезки заготовки. Его ни с чем другим не спутать — тонкая ножка с напаенной твердосплавной пластиной. Область применения — отрезка по прямым углом, также ими вырезают тонкие канавки.
Бывают право и левосторонние. На фото четко можно отличить правый от левого — слева как раз-таки левосторонний. Все другие — стандартные правые, в 90 процентах случаях для работы требуются именно они. Отличить весьма просто — берете резец пластиной вниз(как нож) и если ножка справа — то значит и резец правый. Слева — значит левый (менее распространенный). Гляньте фото, там все видно.
Размерный ряд державок:
— 16*10 мм — для маленьких «школьных» станков
— 20*12 мм
— 25*16 мм — самый популярный
— 40*25 мм — большие резцы, редко можно найти в продаже, только под заказ.
Проходной отогнутый
Само название говорит о его области применения — им обрабатывают торцы заготовок, а также снимают фаски. Отогнутая часть как бы огибает заготовку сбоку. Фото:

Размерный ряд также очень приличный:
— 16*10 мм — маленькие для школьных станков
— 20*12 — нестандартный размер
— 25*16 мм — самый востребованный
— 32*20 мм
— 40*25 мм — редко можно найти в продаже, только под заказ как правило
Проходной упорный отогнутый
Приставку «отогнутый» как правило не используется в обиходе, резцы называют просто проходными упорными. Но изгиб можно видеть, бывают и без него.
Область применения — одни из самых нужных резцов. Используются для обработки цилиндрических заготовок. Изгиб как раз-таки позволяет обтачивать круглые детали, снимая максимально много металла за один проход резца. Обработка детали идет вдоль её вращения!

Размерный ряд также широк:
— 16*10 мм
— 20*12
— 25*16
— 32*20
— 40*25
Также бывают левосторонние и право. В подавляющем большинстве случаев используются правые модели.
Проходной прямой
Область применения такая же, как у проходного отогнутого, однако тем удобнее снимать фаски. А прямым чаще всего обрабатывают поверхности металла. Используется на производстве нечасто.

Размерный ряд:
— 25 на 16 мм — стандартный с прямоугольной державкой
— 25 на 25 мм — нестандартная державка, для каких-то специальных работ
Подрезной отогнутый
Чаще всего его путают с проходным упорным. У подрезного треугольная пластина, обратите внимание! Фото:

Область применения: обрабатывают заготовки поперек оси вращения (перпендикулярно). Кроме отогнутых моделей могут быть и упорные (но они не востребованы как правило).
— 16*10 мм
— 25 на 16 мм
— 32 на 20 мм
Для нарезания наружной резьбы
Область применения: название говорит само за себя — такими резцами нарезают резьбу. Какую? Если берете резец с завода, то он, как правило, «заточен» под метрическую резьбу. Для других видов резьб его нужно будет перетачивать.
Пластина установлена «копьевидная» (правильное её название — отрезная, продаются отдельно), может быть разного сплава (марки указаны в начале статьи). Получаемая резьба на заготовке внешняя (так называемый «папа») — болт, шпилька и т.п.

Наиболее востребованные размеры:
16*10 мм
25*16 мм
32*20 мм — используется не так часто
Для нарезания внутренней резьбы
Если наружным можно нарезать и мелкую резьбу, то внутренним режут только резьбу большого диаметра. Это можно понять по размерам самих резцов. Фото:

Важно! Не путайте этот резец с расточными для глухих отверстий, они внешне похожи, но принципиально разные! Расточные ниже в статье, сравните.
— 16*16*150
— 20*20*200
— 25*25*300 мм
Первая и вторая цифры — размер державки (она квадратная по сечению), а третья цифра — длина державки. Чем длиннее — тем глубже можно нарезать резьбу внутри заготовки.
Обратите внимание — чтобы использовать такой резец, необходимо, чтобы ваш станок был оснащен приспособой под названием «гитара».
Расточной для глухих отверстий
Область применения — для расточки глухих отверстий. Работают ими как бы с торца, для чего и нужен этакий «изгиб» головки. Тогда как «внутренний»(смотрите ниже) полностью заходит державкой в заготовку.
- Пластина этого резца треугольная, такая же, как у подрезного (смотрите выше).
Фото:
— 16*16*170 мм
— 20*20*200 мм
— 25*25*300 мм
Чем больше размер резца, тем большего диаметра можно растачивать отверстия!
Расточной для сквозных отверстий
Область применения — ими растачивают детали «внутри» по всей длине. Чем длиннее державка — тем больше внутри можно расточить. Чаще всего деталь растачивают после сверления её большим сверлом, также можно работать и по существующим размерам.

Пластинка прямая, выступа нет, а значит резец легко заходит внутрь получившейся в результате сверления «трубки» и растачивает её изнутри, проходя насквозь. Слой снимаемой стружки примерно равен изгибу головки резца
— 16*16*170 мм
— 20*20*200 мм
— 25*25*300 мм
Сборные
Одни из самых редко встречающихся резцов. Их еще называют универсальными, ибо они оснащаются разными пластинами, благодаря чему можно обрабатывать заготовки различной формы под разными углами. Различаются между собой как по размеру державки, так и по форме пластины, которую можно зажать.
На фото ниже представлены 3 разные модели:

Самый маленький резец имеет державку 20 на 20 мм и оснащен 4-гранной квадратной пластиной.
Чуть побольше имеет державку уже 25 мм и пластина также квадратная, но размером побольше.
Ну и третий резец по параметрам схож со вторым, в нем по умолчанию установлена 5-гранная пластина, но можно её достать и поставить такую же, как на втором — квадратную большую.
По деньгам такие стоят в районе 300 рублей за штуку, но найти в продаже сложно, даже под заказ привезти порой проблематично.
Токарный станок - гениальное изобретение человечества. Сейчас без него трудно, и даже невозможно, обойтись практически в любой отрасли. Взять, например, автомобильную промышленность. В одном только двигателе сколько круглых деталей, которые необходимо сначала обработать на токарном станке, а затем поставить на своё место в «сердце» автомобиля. И колёса у него круглые, а отлитым дискам нужно придать идеально круглую форму.
Оборудование для изготовления или обработки чего-либо без специальных приспособлений - это бесполезная груда металла. Не исключение и токарный станок. Чтобы на нём работать, нужны инструменты и, в первую очередь, резцы.
Конструкция резца
![]() Резец состоит из стержня (державки) и головки.
Резец состоит из стержня (державки) и головки.
Державка крепится в резцедержателе токарного станка. Она имеет квадратную или прямоугольную форму. Головка - это рабочая часть резца с кромками и плоскостями , которые заточены под определёнными углами, что необходимо для обработки металлических заготовок различными способами.
Головки подразделяются на:
- цельные;
- с припаянными или приварными пластинами;
- с механическим креплением пластины.
Цельная головка представляет собой одно целое с державкой (стержнем). Такие резцы изготавливаются из специальной стали, называемой инструментальной, с высоким содержанием углерода, или из быстрорежущей стали. Однако такой токарный инструмент применяется крайне редко.
Чаще всего для обработки металлических заготовок на токарных станках применяются резцы с припаянными или приварными пластинами. Они изготавливаются из твёрдого сплава или из быстрорежущей стали , в состав которых входят металлы: вольфрам, титан, тантал и другие, отличающиеся высокой прочностью и ценой, конечно. Такой обрабатывающий токарный инструмент используется, в зависимости от его марки, для обработки деталей из чугуна, цветных металлов, неметаллических материалов, а также заготовок из любых сталей.
Пластины из твёрдых сплавов очень хрупкие и при работе с ними нужно обращаться осторожно , соблюдая все технологические требования.
Применяются в токарной обработке головки с механическим креплением пластины. В отличие от припаянной или приваренной, она закрепляется в головке механическим способом. Удобен он в том случае, если основа материала, из которого изготовлена пластина, составляет минералокерамика.
Таким образом, материалы рабочей части любого токарного резца составляют:
- углеродистая сталь высокого качества;
- быстрорежущая сталь;
- твёрдые сплавы.
Виды токарных резцов
Они бывают следующих видов:
- отрезные;
- проходные;
- подрезные;
- резьбовые;
- расточные;
- универсальные.
Отрезные
 Любому токарю невозможно обойтись без отрезного резца. Он предназначен для того, чтобы отрезать заготовку нужного размера от металлических болванок, прутьев, труб , шестигранников и т.д., длина которых больше требуемых параметров будущей детали. Его трудно перепутать с другими
, так как у него тонкая ножка, на конце которой припаяна пластинка из твёрдого сплава. Чем она уже, тем меньше рез и, соответственно, получается меньше отходов в виде стружки. Отрезка производится под прямым углом. Отрезным резцом можно вырезать тонкие канавки.
Любому токарю невозможно обойтись без отрезного резца. Он предназначен для того, чтобы отрезать заготовку нужного размера от металлических болванок, прутьев, труб , шестигранников и т.д., длина которых больше требуемых параметров будущей детали. Его трудно перепутать с другими
, так как у него тонкая ножка, на конце которой припаяна пластинка из твёрдого сплава. Чем она уже, тем меньше рез и, соответственно, получается меньше отходов в виде стружки. Отрезка производится под прямым углом. Отрезным резцом можно вырезать тонкие канавки.
Проходные
 Проходные резцы подразделяются на:
Проходные резцы подразделяются на:
- отогнутые;
- упорные отогнутые;
- прямые.
Отогнутый проходной предназначен для обработки торцов у заготовки, а также снятия фасок. Получил он такое название потому, что во время обработки детали резец как бы огибает её сбоку.
Ещё один вид проходного резца для токарного станка - упорный отогнутый. Он из самых нужных при токарной обработке детали из цилиндрической заготовки. Его изгиб позволяет при обтачивании круглой детали за один проход снимать много лишнего металла. Резец при обработке двигается вдоль вращения детали. Проходные отогнутые бывают правосторонние и левосторонние. Чаще всего на практике используются правосторонние.
Проходной прямой применяется в тех же случаях, что и проходной упорный отогнутый. Им чаще всего обрабатывается поверхность металла , однако токари в своей работе используют его редко.
Подрезные
 Следующий вид токарного резца - подрезной отогнутый. Не следует его путать с проходным упорным. У подрезного, в отличие от проходного упорного, рабочая часть - это, конечно же, тоже пластина из твёрдых сплавов, но треугольной формы, одна из сторон которых закруглённая, в то время как у проходного она прямоугольная. Подрезным отогнутым обрабатываются заготовки поперек оси её вращения
, выставляя инструмент перпендикулярно. Есть ещё подрезные упорные резцы, но они не востребованы.
Следующий вид токарного резца - подрезной отогнутый. Не следует его путать с проходным упорным. У подрезного, в отличие от проходного упорного, рабочая часть - это, конечно же, тоже пластина из твёрдых сплавов, но треугольной формы, одна из сторон которых закруглённая, в то время как у проходного она прямоугольная. Подрезным отогнутым обрабатываются заготовки поперек оси её вращения
, выставляя инструмент перпендикулярно. Есть ещё подрезные упорные резцы, но они не востребованы.
Резьбовые
 Комплект инструментов для токарного станка будет неполным, если там отсутствуют резьбовые резцы. Они бывают двух видов:
Комплект инструментов для токарного станка будет неполным, если там отсутствуют резьбовые резцы. Они бывают двух видов:
- для нарезания наружной резьбы;
- для нарезания внутренней резьбы.
Первый тип предназначается для нарезания наружной резьбы на заготовках таких деталей, как болты, шпильки и т.д. Пластина резца напоминает форму наконечника копья. Нарезаемая резьба может быть двух видов: метрической или дюймовой, в зависимости от конструкции резца.
Второй тип используется для нарезания внутренней резьбы в заготовке. Такой резец имеет иной вид, хотя форма режущей пластины остаётся такой же, как у инструмента для нарезания наружной резьбы.
Расточные
Они бывают двух типов:
- для расточки глухих отверстий;
- для расточки сквозных отверстий.
 В первом случае резец используется тогда, когда в заготовке нет отверстия. Отверстие, конечно, можно просверлить заранее поочередно свёрлами разного диаметра, но на токарном станке эту операцию будет сделать проще и быстрее. Для этого и применяется расточной резец, у которого пластина такая же треугольная
, как и подрезного, но, в отличие от него, у расточного головка имеет изгиб. Нужен он для того, чтобы можно было подвести его с торца заготовки и начать растачивать её от центра, углубляясь внутрь, делая отверстие нужного диаметра. Можно растачивать отверстия любого диаметра, но для этого нужны и резцы больших размеров.
В первом случае резец используется тогда, когда в заготовке нет отверстия. Отверстие, конечно, можно просверлить заранее поочередно свёрлами разного диаметра, но на токарном станке эту операцию будет сделать проще и быстрее. Для этого и применяется расточной резец, у которого пластина такая же треугольная
, как и подрезного, но, в отличие от него, у расточного головка имеет изгиб. Нужен он для того, чтобы можно было подвести его с торца заготовки и начать растачивать её от центра, углубляясь внутрь, делая отверстие нужного диаметра. Можно растачивать отверстия любого диаметра, но для этого нужны и резцы больших размеров.
Для растачивания сквозных отверстий на токарном станке используется другой тип резца. Предварительно в заготовке сверлом большого диаметра просверливается отверстие, а затем оно растачивается до нужного размера. Однако при этом большую роль играет державка , чем она длиннее, тем больше можно расточить отверстие в заготовке. Прямая пластинка, не имеющая выступа, позволяет инструменту легко заходить внутрь просверленной заранее в заготовке трубки и растачивать её, проходя насквозь.
Универсальные резцы ещё называют сборными, потому как на одну державку можно крепить разные пластины и, таким образом, обрабатывать заготовки различных форм под разными углами. Державки инструмента бывают разных размеров. Такой вид токарного инструмента используется редко, поэтому и производят его мало. Если он и встречается в продаже, то цена достаточно высокая, в отличие от остальных типов.
Стоимость инструмента
 Цена каждого токарного резца по металлу зависит от того, из какого материала он изготовлен, вида инструмента, то есть для чего он предназначен при обработке металлических деталей и других факторов.
Цена каждого токарного резца по металлу зависит от того, из какого материала он изготовлен, вида инструмента, то есть для чего он предназначен при обработке металлических деталей и других факторов.
Например, конструкция отрезного резца проще, чем для нарезания резьбы, соответственно и цена его будет ниже. Однако, если в состав материала, из которого изготовлена головка, входит дорогостоящий металл, то и цена инструмента будет намного выше.
Не стоит приобретать обрабатывающий инструмент для токарных станков по металлу подешевле. Уже давно доказано, что скупой платит дважды. Лучше купить инструмент по более высокой цене, но качественный, который прослужит дольше, а не будет одноразовым.










Салат коул слоу рецепт от ивлева
Потрясающий капустный салат коул слоу на праздники и каждый день
Солянка из капусты с грибами на зиму
К чему снится дорога — значение сновидения
«Абрикос к чему снится во сне?