Чтобы определить требуемый диаметр отверстия для нарезания резьбы, таблица является наиболее удобным инструментом. Можно с этой целью произвести математические расчёты, но если таблица составлена по ГОСТ, потребность в лишних манипуляциях отсутствует.
- Резьбовое отверстие служит для создания разъемных соединений. Но если с наружной нарезкой проблем не возникает, поскольку любой необходимый крепеж, изготовленный по ГОСТ, можно приобрести в магазинах, то внутренняя резьба требует более тщательного подхода;
- Для нарезания внутренней метрической резьбы размеров М4, М5, М6, М8, М10, М12 применяют ручные инструменты или специализированные станки;
- Для получения метрической внутренней резьбы требуется выполнить соответствующее отверстие под будущую резьбу в заготовке;
- Выполняемые отверстия под метрическую нарезку должны соответствовать диаметру инструмента, который служит для нарезки;
- Каждое выполняемое отверстие предусматривает необходимость использовать инструмент определенного размера;
- Для этих целей мастер обязан грамотно подобрать диаметр сверла под нарезку резьбы;
- Нарезание крупных отверстий большого диаметра используются специализированные станки. В них сверла отличаются конусным типом хвостовика;
- Обычные сверла оснащаются хвостовиком цилиндрической формы;
- Размер конуса непосредственно зависит от размера сверла. Чем больше диаметр сверла, тем больше его конус;
- При необходимости выполнить нарезание внутренней резьбы типа М4, М5, М6, М8, М10, М12, диаметр требуемого отверстия выбирается на основе диаметра резьбы и шага резьбы;
- Чтобы определить, какой размер должен иметь диаметр, требует определиться с размерами отверстий. Для упрощения данной задачи используется специальная таблица, составленная по ГОСТ. Это означает, что таблица предусматривает выполнение стандартизированных операций. За счет этого удается получить однотипную продукцию, которая подходит для различного рода резьбовых соединений.
Ориентируясь по таблице и следуя строго ее параметрам, вы сможете выполнить своими руками внутреннюю нарезку нужного диаметра, и метизы, болты приобрести в специализированном магазине. При этом соединение окажется идеально подобранным.
Виды нарезки

Резьба внешне напоминает винтовые канавки с постоянным сечением. При этом резьба делится на два типа:
- Внутренняя;
- Наружная.
Резьбовое соединение имеет широкую сферу применения. Проблематично отыскать места, где ее не используют. За счет резьбы деталям придается вращение, поступательное движение, крепление. Практически все механизмы, машины и узлы обязательно включают в себя резьбовое соединение.
При этом нарезку делят на две большие группы:
- Однозаходная нарезка;
- Многозаходное резьбовое соединение.
В зависимости от направления движения винтов по резьбе, ее делят на:
- Левостороннюю;
- Правостороннюю.
Если брать во внимание стандартизированные по ГОСТ системы размеров, нарезку можно разделить еще на три вида.
- Трубная. Ее отличительная особенность — это изначальный диаметр, который ориентируется на размер трубного отверстия. В этой ситуации осуществляется только наружная нарезка.
- Метрическая. Она характеризуется профилем, выполненным в виде треугольника. Угол профиля может составлять 60 градусов. Размеры определяются в миллиметрах. Если шаг большой, маркировка включает цифры и буквенные значения. Цифра — это величина наружного диаметра. Если метрическая резьба имеет нестандартный небольшой шаг, тогда к буквенному обозначению типа М4, М5, М6, М8, М12 добавляют число, которое указывает на шаг. В этой ситуации маркировка представлена как М6х0,6.
- Дюймовая. У дюймовых видов резьбы отличительной особенностью выступает величина угла профиля. Для дюймовых типов она обычно составляет до 55 градусов. Величина отверстия обозначается в дюймах, а от количества нитей зависит шаг.
Метчики
- Метчик — это основной инструмент, предназначенный для нарезания резьбы. При этом метчики могут быть ручными или станочными. По данной характеристике определяют, применяется ли метчик на ручном инструменте или используется как рабочий инструмент специализированного станка;
- Метчики ручного типа выпускают комплектами;
- Обычно комплект включает три метчика;
- Первые два метчика из набора выполняют предварительные мероприятия, а последний доводит резьбу до требуемого чистового состояния;
- С помощью метчика-доводчика удается получить оптимальную по размеру и форме нарезку;
- Каждый метчик имеет свой номер, указанный на хвостовике;
- В некоторых случаях метчиков в комплекте только два, где первый — предварительный, а второй — чистовой;
- Метчики изготавливаются на основе высоколегированной стали, что позволяет им работать с твердыми сортами металла;
- Чтобы выполнить наружную резьбу, используется специальная плашка;
- Плашка бывает круглой или призматической.
Внутренняя нарезка
- Чтобы оснастить заготовку отверстием под резьбу внутреннего типа, первый делом следует грамотно подобрать размер сверла для М4 или другого размера резьбы согласно ГОСТ.
- Выбрав сверло, мастер приступает к выполнению отверстий под резьбу.
- Чтобы перейти к использованию специального метчика для нарезки М4, сначала выполненное отверстие обрабатывается инструментом — зенкером. Это позволяет добиться нужной чистоты отверстия.
- В процессе нарезки канавок в металлической заготовке материал немного выдавливается. Из-за этого важно правильно подобрать размер сверла. Сверло используется несколько больше, чем внутренний резьбовой диаметр используемого инструмента.
- При работе с металлом повышенной твердости существенно изменить величину отверстия при формировании канавок не удастся из-за характеристик материала.
- Если выполняется обработка металла средней или небольшой твердости, размеры сделанного отверстия сильно меняются. При совпадении величины отверстия с внутренним резьбовым диаметром начнется активное выдавливание в процессе обработки. Излишки будут негативно воздействовать на метчик. Инструмент начнет перегреваться, стружка прилипнет к внутренним поверхностям. В результате вы получите резьбу с неправильными канавками, плюс сильно рискуете сломать свой метчик.
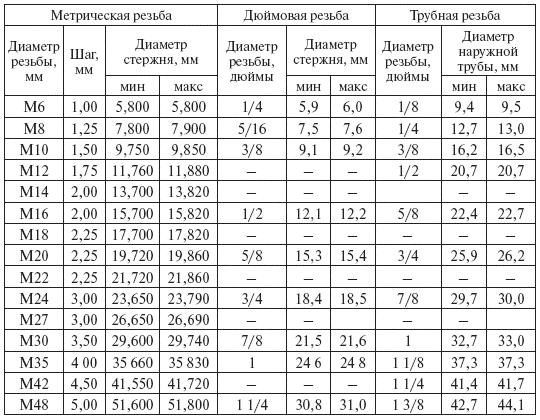
- Для определения диаметра подходящего сверла используется специализированная таблица. В ней четко указаны все основные параметры, что позволяет новичку быстро разобраться во всех нюансах.
Таблица
Таблица состоит из нескольких основных столбиков.
- В первом указываются размеры метрической резьбы. Она бывает от М2 до максимального значения М48;
- Второй столбец — это место, где указывается крупный шаг. Он используется для каждого размера метрической резьбы. Причем в зависимости от диаметра, шаг отличается, постепенно увеличиваясь по мере роста диаметра резьбы. Когда вы нарезаете канавки, ориентируйтесь именно на эти параметры;
- Третий столбец указывает на диаметр сверла (отверстия) под выполняемую метрическую нарезку с крупным шагом.
Иногда может требоваться использовать мелкий шаг, что случается достаточно редко. Но и на этот случай в таблице предусмотрен отдельный столбец, на показатели которого следует ориентироваться в подобных ситуациях.
Таблица 1.
| Диаметры | Допуски на диаметр стержня | Диаметры | Допуски на диаметр стержня |
||
| резьбы | стержня | резьбы | стержня | ||
| Резьба с крупным шагом | |||||
| 3 | 2,94 | -0,06 | 12 | 11,88 | -0,12 |
| 3,5 | 3,42 | -0,08 | 16 | 15,88 | -0,12 |
| 4 | 3,92 | -0,08 | 18 | 17,88 | -0,12 |
| 4,5 | 4,42 | -0,08 | 20 | 19,86 | -0,14 |
| 5 | 4,92 | -0,08 | 22 | 21,86 | -0,14 |
| 6 | 5,92 | -0,08 | 24 | 23,86 | -0,14 |
| 7 | 6,90 | -0,10 | 27 | 26,86 | -0,14 |
| 8 | 7,90 | -0,10 | 30 | 29,86 | -0,14 |
| 9 | 8,90 | -0,10 | 33 | 32,83 | -0,17 |
| 10 | 9,90 | -0,10 | 36 | 35,83 | -0,17 |
| 11 | 10,88 | -0,12 | 39 | 38,83 | -0,17 |
| Резьба с мелким шагом | |||||
| 4 | 3,96 | -0,08 | 24 | 23,93 | -0,14 |
| 4,5 | 4,46 | -0,08 | 25 | 24,93 | -0,14 |
| 5 | 4,96 | -0,08 | 26 | 25,93 | -0,14 |
| 6 | 5,96 | -0,08 | 27 | 26,93 | -0,14 |
| 7 | 6,95 | -0,10 | 28 | 27,93 | -0,14 |
| 8 | 7,95 | -0,10 | 30 | 29,93 | -0,14 |
| 9 | 8,95 | -0,10 | 32 | 31,92 | -0,17 |
| 10 | 9,95 | -0,10 | 33 | 32,92 | -0,17 |
| 11 | 10,94 | -0,12 | 35 | 34,92 | -0,17 |
| 12 | 11,94 | -0,12 | 36 | 35,92 | -0,17 |
| 14 | 13,94 | -0,12 | 38 | 37,92 | -0,17 |
| 15 | 14,94 | -0,12 | 39 | 38,92 | -0,17 |
| 16 | 15,94 | -0,12 | 40 | 39,92 | -0,17 |
| 17 | 16,94 | -0,12 | 42 | 41,92 | -0,17 |
| 18 | 17,94 | -0,12 | 45 | 44,92 | -0,17 |
| 20 | 19,93 | -0,14 | 48 | 47,92 | -0,17 |
| 22 | 21,93 | -0,14 | 50 | 49,92 | -0,17 |
- Внутренняя резьба: нарезают с помощью метчиков. Метчик - металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные (вращаются при помощи воротка) и станочные, гаечные и инструментальные (маточные и плашечные).При нарезании глубокой резьбы обычно применяют комплект из трех метчиков: первый метчик (обозначение - одна риска) - предварительный, второй (две риски) нарезает резьбу и третий (три риски или без низ) ее калибрует. Гаечные метчики пригодны для нарезания короткой резьбы (как в гайке) и имеют последовательно расположенные режущие кромки; после прохождения всей длины получают полную резьбу.
- Большое значение имеет правильный выбор диаметров отверстия. Если диаметр больше, чем следует, то внутренняя резьба не будет иметь полного профиля и получится непрочное соединение. При меньшем диаметре отверстия вход метчика в него затруднителен, что ведет к срыву первых витков резьбы или к заклиниванию и поломке метчика. Диаметр отверстия под метрическую резьбу можно приближенно определить, умножив размер резьбы на 0,8 (например, для резьбы М2 сверло должно иметь диаметр 1,6 мм, для М3 - 2,4-2,5 мм и т.д. (см.. таблицу).
- Необходимо смазать режущую часть метчика густым маслом (напр. солидол), животным жиром (салом) или растительным маслом - жидкое моторное масло лучше не использовать, так как оно зачастую портит резьбу - и вставить в отверстие.
- Затем необходимо внимательно следить за тем, чтобы метчик шел точно по оси отверстия во избежание поломки. После нарезки 4-5 витков, метчик извлекается из отверстия и очищается от стружки. После этого его еще раз смазывают и вновь ввертывают в отверстие, нарезают еще 4-5 витков, продолжая операцию до упора (при глухом отверстии или до выхода метчика (при сквозном отверстии).
- Затем очищают первый метчик, кладут его на место и берут метчик с двумя рисками, смазывают его, вручную ввертывают его в отверстие и, как только он начнет врезаться в металл, надевают на него вороток. После нарезания каждых 5-6 витков метчик очищают от стружки и смазывают до полного прохода отверстия.
- Затем очищают второй метчик, кладут его на место, берут последний метчик с тремя рисками, также смазывают жиром, рукой ввертывают в отверстие до зацепления, надевают вороток и осторожно калибруют резьбу. Очистку от стружки и смазывание повторяют, как и ранее.
- Дюймовыми метчиками резьба нарезается также как и метрическими. Для нарезания резьбы на трубах применяют клуппы, обычно с регулируемыми режущими элементами в диапазоне резьб для труб с внутренним диаметром от 1/4 до 4 дюймов. Резьбы на трубах и стернях большого диаметра лучше нарезать на токарно-винторезных станках.
- Диаметр верл для высверливания отверстий под метрическую резьбу следует подбирать по таблице 2.
| Наружный диаметр резьбы, мм | Диаметр сверла (мм) для | |
| Чугуна, бронзы | Стали, латуни | |
| 1 | 0,75 | 0,75 |
| 1,2 | 0,95 | 0,95 |
| 1,6 | 1,3 | 1,3 |
| 2 | 1,6 | 1,6 |
| 2,5 | 2,2 | 2,2 |
| 3 | 2,5 | 2,5 |
| 3,5 | 2,9 | 2,9 |
| 4 | 3,3 | 3,3 |
| 5 | 4,1 | 4,2 |
| 6 | 4,9 | 5 |
| 7 | 5,9 | 6 |
| 8 | 6,6 | 6,7 |
| 9 | 7,7 | 7,7 |
| 10 | 8,3 | 8,4 |








Конспект дидактической игры «Загадки о космосе Загадки о космосе и космонавтов
Славянский тотемный гороскоп по дате рождения Что такое чертог
Заговоры и ритуалы на святочные дни Заговоры и ритуалы в святки раст луна
Выписать рецепт на латыни витамин к филлохинон
Спортивный клуб " NAISS": Питание юного дзюдоиста