প্রশস্ত-উদ্দেশ্য মিলিং মেশিন FU450MRApUG লৌহঘটিত এবং অ লৌহঘটিত ধাতু এবং সিরিয়াল এবং ছোট-স্কেল উত্পাদনে তাদের অ্যালো দিয়ে তৈরি বিভিন্ন অংশের মিলিং অপারেশন করার জন্য ডিজাইন করা হয়েছে।
কনসোল মিলিং মেশিনের উপরের মডেলটি একটি জার্মান কোম্পানির লাইসেন্সের অধীনে উত্পাদিত হয় "হেকার্ট". তাদের প্রযুক্তিগত বৈশিষ্ট্য অনুসারে, তারা উদ্ভিদের রাশিয়ান মিলিং মেশিনের সাথে মিলে যায় "ZEFS"(নিঝনি নোভগোরড), তবে, তারা প্রযুক্তিগত ক্ষমতা এবং গুণমানের বৈশিষ্ট্যের ক্ষেত্রে তাদের ছাড়িয়ে গেছে।
FU450MRApUG মিলিং মেশিনের প্রধান সুবিধা:
- প্রধান ইউনিটগুলি SCH25 ঢালাই লোহা দিয়ে তৈরি, একটি সর্বোত্তম আকৃতি এবং উচ্চ দৃঢ়তা আছে।
- টেবিল এবং র্যাক গাইডগুলির ফ্লুরোপ্লাস্টিক আবরণে ভাল অ্যান্টি-ঘর্ষণ বৈশিষ্ট্য এবং অ্যান্টি-সিজ ক্ষমতা রয়েছে, যা দীর্ঘ সময়ের জন্য নির্ভুলতার পরামিতিগুলির স্থায়িত্ব নিশ্চিত করে।
- স্বয়ংক্রিয় প্রক্রিয়াকরণ চক্রের উপস্থিতি (পেন্ডুলাম মিলিং, দ্রুত লাফ দিয়ে মিলিং, তিনটি প্লেনে একটি আয়তক্ষেত্রাকার চক্রে মিলিং) কেবলমাত্র ছোট আকারে নয়, বড় আকারের উত্পাদনেও মেশিনের ব্যবহারের অনুমতি দেয়।
- কনসোল লোয়ারিং মেকানিজমের উপস্থিতি টেবিলের বিপরীত ত্বরিত গতির সময় টুলটিকে মেশিনযুক্ত পৃষ্ঠ স্পর্শ করতে বাধা দেয়।
- অনুদৈর্ঘ্য স্থানাঙ্কে একটি পাসিং ফিড সহ টেবিলের ক্ল্যাম্পিং প্রক্রিয়ার উপস্থিতি প্রয়োজনীয় অনমনীয়তা প্রদান করে এবং কম্পন দূর করে। ক্লাইম্ব মিলিং গভীর স্লট এবং উচ্চ-শক্তির উপকরণ দিয়ে তৈরি অংশগুলির দক্ষ মেশিনিং সক্ষম করে।
- মেশিনের উচ্চ নির্ভুলতা বৈশিষ্ট্যগুলি সর্বোচ্চ মানের অংশগুলি উত্পাদন করতে দেয়; উদাহরণস্বরূপ, সমগ্র দৈর্ঘ্যের উপর টেবিল পৃষ্ঠের অ-সমতলতা 16 µm এর বেশি নয়।
- মডুলার ডিজাইন প্রয়োজনে মেশিনটি মেরামত করা যতটা সম্ভব সহজ করে তোলে।
| কনসোল মিলিং মেশিন FU450MRApUG (6Т83Ш) এর প্রযুক্তিগত বৈশিষ্ট্য | |
|---|---|
| চারিত্রিক | অর্থ |
| ওয়ার্কপিস ওজন, কেজি। | 1500|
কনসোল মিলিং মেশিন 6Р81Ш প্রস্তুতকারকের সম্পর্কে তথ্য
মিলিং মেশিন 6P11, 6P81, 6P81G, 6P81Sh সিরিজের প্রস্তুতকারক মিলিং মেশিনের দিমিত্রোভস্কি প্ল্যান্ট 1940 সালে প্রতিষ্ঠিত।
প্ল্যান্টের প্রধান পণ্য হল 250 x 630 মিমি থেকে 400 x 1600 মিমি পর্যন্ত ওয়ার্কিং টেবিলের আকার সহ সার্বজনীন কনসোল মিলিং মেশিনের বিস্তৃত পরিসর।
কনসোল-মিলিং মেশিন। সাধারণ জ্ঞাতব্য
অনুভূমিক ক্যান্টিলিভার পেশাই কল একটি অনুভূমিকভাবে অবস্থিত টাকু আছে যা তার স্থান পরিবর্তন করে না। টেবিলটি স্পিন্ডল অক্ষের অনুভূমিক এবং উল্লম্ব দিকে এবং এটির সমান্তরাল একটি অক্ষ বরাবর লম্বভাবে সরাতে পারে।
সর্বজনীন কনসোল মিলিং মেশিন অনুভূমিকগুলির থেকে আলাদা যে তাদের একটি টেবিল রয়েছে যা প্রয়োজনীয় কোণে ঘোরানো যেতে পারে।
উল্লম্ব কনসোল মিলিং মেশিনএকটি উল্লম্বভাবে অবস্থিত টাকু আছে, উল্লম্বভাবে চলন্ত এবং কিছু মডেল বাঁক. টেবিলটি স্পিন্ডেল অক্ষের লম্ব অনুভূমিক দিকে এবং উল্লম্ব দিকে যেতে পারে।
ওয়াইড ইউনিভার্সাল কনসোল মিলিং মেশিনসার্বজনীনের বিপরীতে, প্রধান অনুভূমিক টাকু ছাড়াও, তাদের একটি টাকু সহ একটি সংযুক্ত মাথা থাকে যা উল্লম্ব এবং অনুভূমিক অক্ষের চারপাশে ঘোরে।
কনসোলহীন মিলিং মেশিনএকটি টাকু উল্লম্বভাবে অবস্থিত এবং এই দিকে চলন্ত আছে. টেবিলটি শুধুমাত্র অনুদৈর্ঘ্য এবং অনুপ্রস্থ দিকগুলিতে চলে।
কনসোল মিলিং মেশিনগুলি অনুভূমিক এবং উল্লম্ব - এটি সবচেয়ে সাধারণ ধরণের মেশিনগুলির জন্য ব্যবহৃত হয় মিলিং কাজ. কনসোল মিলিং মেশিনগুলি কনসোল বন্ধনী (কনসোল) থেকে তাদের নাম পেয়েছে, যা মেশিনের বিছানার উল্লম্ব গাইড বরাবর চলে এবং টেবিলের অনুভূমিক নড়াচড়ার জন্য সমর্থন হিসাবে কাজ করে।
কনসোল মিলিং মেশিনের মান মাপটেবিলের কার্যকারী (ফিক্সিং) পৃষ্ঠের আকার দ্বারা চিহ্নিত করা প্রথাগত। কনসোল মিলিং মেশিন থাকতে পারে অনুভূমিক, সর্বজনীন (বিস্তৃত সর্বজনীন)এবং উল্লম্বটেবিলের কাজের পৃষ্ঠের একই আকারের সাথে মৃত্যুদন্ড। টেবিলের একই মৌলিক মাত্রিক বৈশিষ্ট্যের সাথে মেশিনের বিভিন্ন সংস্করণের সমন্বয়কে বলা হয় মেশিনের আকার পরিসীমা.
ইউএসএসআর-এ, পাঁচটি আকারের কনসোল মিলিং মেশিনের উত্পাদন আয়ত্ত করা হয়েছিল:
নং 0; নং 1; নং 2; নং 3 এবং নং 4, এবং প্রতিটি আকারের জন্য মেশিনের একটি সম্পূর্ণ পরিসীমা উত্পাদিত হয়েছিল - অনুভূমিক, সর্বজনীন এবং উল্লম্ব। একই আকারের পরিসরের প্রতিটি মেশিনের সাইফারে একই পদবি ছিল, টেবিলের কার্যকারী পৃষ্ঠের আকারের সাথে মিল রেখে।
টেবিলের কাজের পৃষ্ঠের আকারের উপর নির্ভর করে, কনসোল মিলিং মেশিনগুলির নিম্নলিখিত আকারগুলি আলাদা করা হয়:
| আকার | মেশিনের পরিসীমা | টেবিলের আকার, মিমি |
|---|---|---|
| 0 | 6R10, 6R80, 6R80G, 6R80Sh | 200 x 800 |
| 1 | 6N11, 6N81, 6N81G; 6R11, 6R81, 6R81G, 6R81Sh | 250 x 1000 |
| 2 | 6M12P, 6M82, 6M82G; 6P12, 6P82, 6P82Sh; 6T12, 6T82, 6T82G, 6T82Sh | 320 x 1250 |
| 3 | 6M13P, 6M83, 6M83G; 6P13, 6P83; 6T13, 6T83, 6T83G | 400 x 1600 |
| 4 | 6M14P, 6M84, 6M84G | 500 x 2000 |
টেবিলের আকার অনুযায়ী পরিবর্তন করুন মাত্রামেশিন নিজেই এবং এর প্রধান উপাদান (বিছানা, টেবিল, স্লেজ, কনসোল, ট্রাঙ্ক), বৈদ্যুতিক মোটরের শক্তি এবং অনুদৈর্ঘ্য দিকে টেবিলের সর্বশ্রেষ্ঠ নড়াচড়ার (স্ট্রোক) মাত্রা, অনুপ্রস্থ দিকের স্লেজ এবং উল্লম্ব দিকনির্দেশে কনসোল।
কনসোল মিলিং মেশিনের উপাধি
6 - মিলিং মেশিন (ENIMS শ্রেণীবিভাগ অনুযায়ী গ্রুপ নম্বর)
আর- মেশিনের সিরিজ (প্রজন্ম) (বি, কে, এন, এম, আর, টি)
8 - উপগোষ্ঠী সংখ্যা (1, 2, 3, 4, 5, 6, 7, 8, 9) ENIMS শ্রেণীবিভাগ অনুযায়ী (8 - অনুভূমিক মিলিং)
1 - মেশিন সংস্করণ - আদর্শ আকার (0, 1, 2, 3, 4) (1 - ডেস্কটপ আকার - 250 x 1000)
মডেল উপাধি শেষে চিঠি:
জি- একটি নন-ঘূর্ণমান টেবিল সহ অনুভূমিক কনসোল-মিলিং মেশিন
প্রতি- বাঁকা পৃষ্ঠতল প্রক্রিয়াকরণের জন্য একটি কপিয়ার সহ মেশিন
খ- বর্ধিত উত্পাদনশীলতা সহ একটি মেশিন (স্পিন্ডেল গতির বর্ধিত পরিসীমা, টেবিল ফিড এবং প্রধান মুভমেন্ট ইঞ্জিনের বর্ধিত শক্তি)।
পৃ- মেশিনের সঠিকতা - (n, p, c, a, c) GOST 8-XX অনুযায়ী
ডব্লিউ- প্রশস্ত সার্বজনীন মেশিন
F1- একটি ডিজিটাল ইঙ্গিত ডিভাইস DRO এবং স্থানাঙ্কের একটি পূর্ব সেট সহ একটি মেশিন টুল
F2- পজিশনিং সিস্টেম সহ মেশিন সংখ্যাগত নিয়ন্ত্রণসিএনসি
F3- কনট্যুর সহ মেশিন টুল (একটানা) CNC সিস্টেম
F4- সিএনসি কনট্যুরিং সিস্টেম এবং টুল ম্যাগাজিন সহ বহুমুখী মেশিন
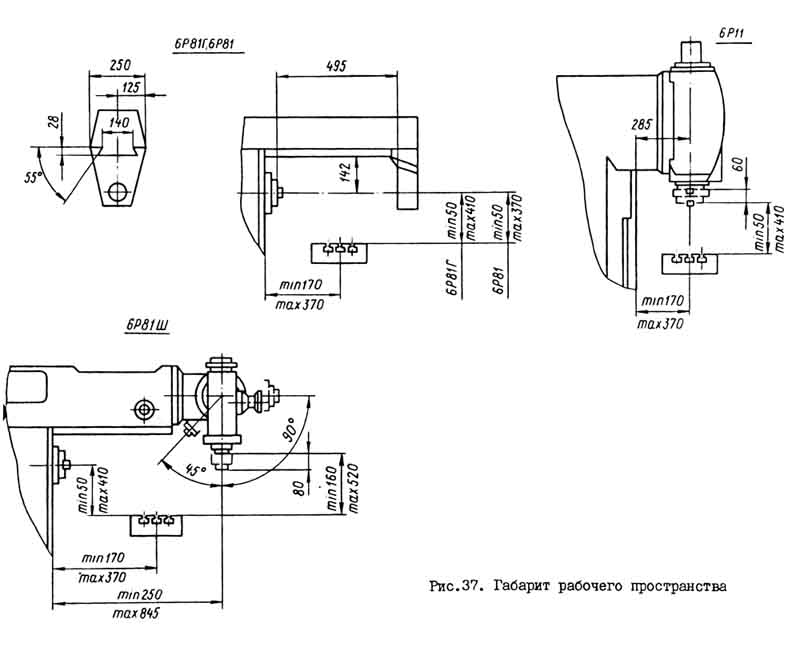
6R81Sh প্রশস্ত-সর্বজনীন ক্যান্টিলিভার মিলিং মেশিন। উদ্দেশ্য এবং সুযোগ
6P81Sh চওড়া ইউনিভার্সাল কনসোল মিলিং মেশিনটি নলাকার, মুখ, ডিস্ক, কৌণিক এবং বিশেষ কাটার সহ ইস্পাত, ঢালাই, লোহা, নন-লৌহঘটিত ধাতু এবং প্লাস্টিকের তৈরি বিভিন্ন পণ্য প্রক্রিয়াকরণের জন্য ডিজাইন করা হয়েছে।
একটি উল্লম্ব টাকু সহ একটি সুইভেল হেড মেশিনের চলমান স্লাইডারে মাউন্ট করা হয়। উল্লম্ব এবং অনুভূমিক টাকুগুলির ঘূর্ণন, পাশাপাশি টেবিলের চলাচল পৃথক বৈদ্যুতিক মোটর থেকে সঞ্চালিত হয়।
টেবিলে একটি যান্ত্রিক ফিড এবং অনুদৈর্ঘ্য, অনুপ্রস্থ এবং উল্লম্ব দিকগুলিতে দ্রুত গতিবিধি রয়েছে। ম্যানুয়াল এবং যান্ত্রিক গতিবিধি পরস্পর সংযুক্ত। টেবিল স্টপ এবং ম্যানুয়ালি দ্বারা বন্ধ করা যেতে পারে। বর্ধিত ড্রাইভ শক্তি এবং মেশিনের দৃঢ়তা উচ্চ-গতির মিলিং মোডে অপারেশন নিশ্চিত করে।
স্পিন্ডেল গতি এবং টেবিল ফিডের বিস্তৃত পরিসর সর্বোত্তম কাটিয়া অবস্থায় পণ্য প্রক্রিয়াকরণের সম্ভাবনা প্রদান করে।
টাকু ঘূর্ণন এবং টেবিলের যান্ত্রিক ফিডের জন্য, পৃথক বৈদ্যুতিক মোটর থেকে ড্রাইভ সরবরাহ করা হয়। মেশিন টেবিল তিনটি দিক দ্রুত আন্দোলন করতে পারেন.
ম্যানুয়াল এবং যান্ত্রিক ড্রাইভগুলি ইন্টারলক করা হয়। টেবিলের যান্ত্রিক গতিবিধি বন্ধ করা স্টপ এবং ম্যানুয়ালি দ্বারা বাহিত হতে পারে। টাকু ভাঙতে একটি ইলেক্ট্রোম্যাগনেটিক ক্লাচ ব্যবহার করা হয়।
বৈদ্যুতিক মোটরের বর্ধিত শক্তি এবং মেশিনের অনমনীয়তা পণ্যগুলির প্রক্রিয়াকরণ নিশ্চিত করে। একটি কার্বাইড টুল দিয়ে উচ্চ-গতির কাটিয়া মোডে।
মেশিনটি একক ছোট আকারের এবং সিরিয়াল উত্পাদনে ব্যবহার করা যেতে পারে।
মেশিনের নির্ভুলতা শ্রেণী P. পৃষ্ঠের রুক্ষতা V4-V5।
কনসোল মিলিং মেশিনের পরিবর্তন 6Р81Ш
6K81, 6K81G
6D81, 6D81G- 1000 x 250 ইউনিভার্সাল কনসোল মিলিং মেশিন
6R81, 6R81G, 6R81Sh- 1000 x 250 ইউনিভার্সাল কনসোল মিলিং মেশিন
6R81GMF3-1- CNC সহ 1000 x 250 কনসোল মিলিং মেশিন
6M81, 6M81G, 6M81A, 6M81Sh- 1000 x 250 ইউনিভার্সাল কনসোল মিলিং মেশিন
6N81, 6N81G, 6N81A, 6N81D, 6N81Sh- 1000 x 250 ইউনিভার্সাল কনসোল মিলিং মেশিন
কনসোল মিলিং মেশিনের অ্যানালগ 6Р81Ш
FU315E- 1250 x 315 ইউনিভার্সাল কনসোল মিলিং মেশিন - প্রস্তুতকারক গোমেল মেশিন টুল প্ল্যান্ট
X6130A, X6130A/L- 1150 x 300 ইউনিভার্সাল কনসোল মিলিং মেশিন - প্রস্তুতকারক Fujian Sanming Machine Tool Co., LTD China
X6132, X6135- 1320 x 320 ইউনিভার্সাল কনসোল মিলিং মেশিন - প্রস্তুতকারক Fujian Sanming Machine Tool Co., LTD China
XW6032B- 1320 x 320 ইউনিভার্সাল কনসোল মিলিং মেশিন - প্রস্তুতকারক Shandong Weida Heavy Industries Co.,Ltd. চীন
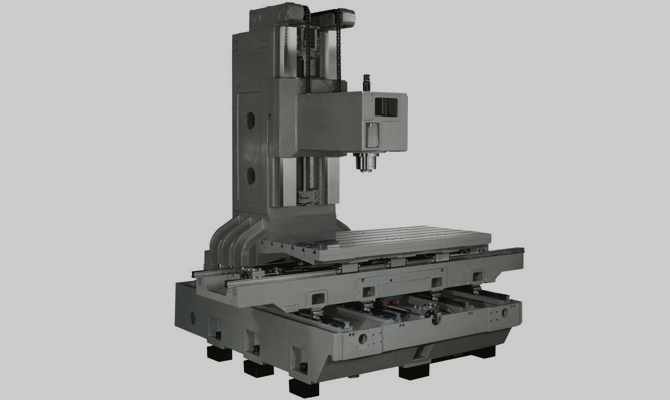
মিলিং মেশিনের সাধারণ দৃশ্য 6Р81Ш
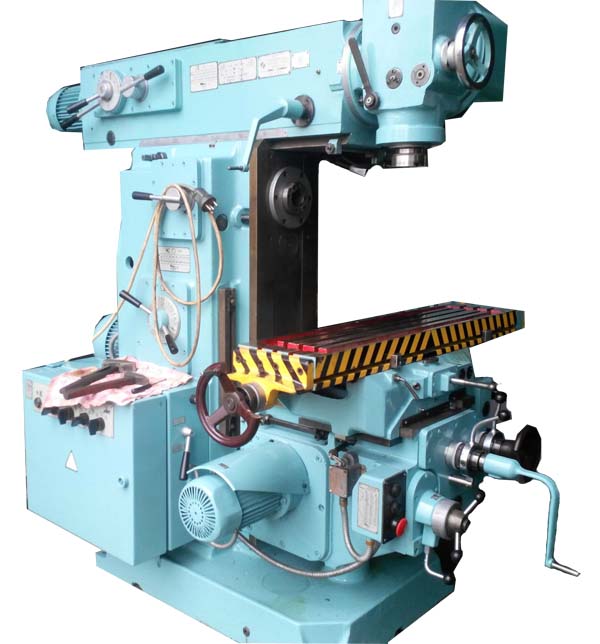
প্রশস্ত-সর্বজনীন কনসোল-মিলিং মেশিন 6Р81Ш এর উপাদানগুলির অবস্থান

একটি প্রশস্ত-সর্বজনীন কনসোল মিলিং মেশিন 6R81Sh এর উপাদান
- বিছানা - 6Р81Г-11.001
- বিছানা - 6Р11-11.000
- কানের দুল - 6Р81Г-11.000
- বেড়া - 6Р11-12.000
- স্পিন্ডেল ড্রাইভ - 6Р81Г-21.01
- স্পিন্ডেল ড্রাইভ - 6Р11-21.01
- গিয়ারবক্স - 6R81G-31.02
- গিয়ারবক্স স্থানান্তর - 6Р81Г-33.01
- ফিড বক্স - 6N81G-51.02A
- রিডুসার - 6N81G-52.01
- বিপরীত বাক্স - 6N81G-53.01A
- ফিড স্যুইচিং - 6N81G-55.02
- কনসোল - 6N81G-60.05
- টেবিল - 6N81G-70.01A
- টেবিল - 6H81-70.01
- টেবিল এবং কনসোল লুব্রিকেশন সিস্টেম - 6N81G-83.02
- টেবিল এবং কনসোল লুব্রিকেশন সিস্টেম - 6H81-83.02
- কুলিং সিস্টেম - 6R81G-84.01
- কুলিং সিস্টেম - 6Р11-84.01
- কুলিং সিস্টেম - 6Р81Ш-84.01
- Zlektroshkaf - 6R81Sh-95.02A
- আনুষাঙ্গিক - 6R81G.OP
- আনুষাঙ্গিক - 6P11.OP
- আনুষাঙ্গিক - 6R81Sh,OP
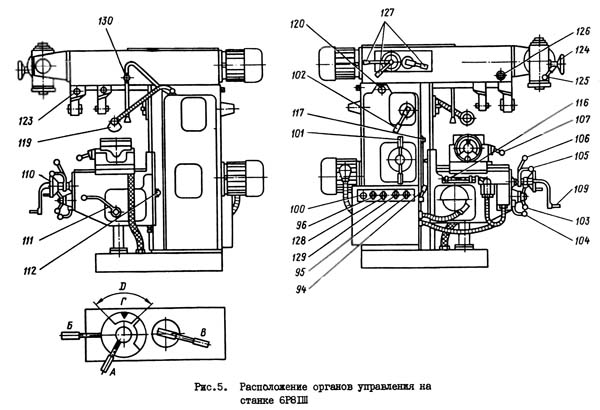
6R81Sh মেশিনের নিয়ন্ত্রণের তালিকা এবং তাদের উদ্দেশ্য
- সার্কিট ব্রেকারবৈদ্যুতিক নেটওয়ার্ক
- কুলিং পাম্প সুইচ
- টাকু দিক সুইচ
- টাকু শুরু বোতাম
- ফিড স্টার্ট বোতাম
- সাধারণ স্টপ বোতাম
- স্পিন্ডল জগ বোতাম
- স্পিন্ডল গিয়ার নব
- স্পিন্ডল ওভাররাইড লিভার
- টেবিল ফিড সুইচ হ্যান্ডেল
- গিয়ার শিফট লিভার
- উল্লম্ব ফিড ব্যস্ততা লিভার
- যান্ত্রিক ক্রস ফিড এনগেজমেন্ট লিভার
- যান্ত্রিক অনুদৈর্ঘ্য প্রদানের অন্তর্ভুক্তির হ্যান্ডেল
- টেবিলের ম্যানুয়াল অনুদৈর্ঘ্য আন্দোলনের জন্য ফ্লাইহুইল
- টেবিলের ম্যানুয়াল উল্লম্ব আন্দোলনের জন্য হ্যান্ডেল
- টেবিলের ম্যানুয়াল পার্শ্বীয় আন্দোলনের জন্য হ্যান্ডহুইল
- সব দিক থেকে দ্রুত ফিড সক্রিয় করার জন্য হ্যান্ডেল
- উল্লম্ব আন্দোলন থেকে টেবিল সুরক্ষিত জন্য হ্যান্ডেল
- অনুদৈর্ঘ্য আন্দোলন থেকে একটি টেবিলের বেঁধে রাখার হ্যান্ডেল
- পার্শ্বীয় আন্দোলন থেকে টেবিল সুরক্ষিত জন্য হ্যান্ডেল
- টেবিলের অনুদৈর্ঘ্য যান্ত্রিক আন্দোলন বন্ধ করার জন্য স্টপ
- টেবিলের ট্রান্সভার্স নড়াচড়া বন্ধ করার জন্য স্টপ
- টেবিলের উল্লম্ব আন্দোলন বন্ধ করার জন্য স্টপ
- হ্যান্ড লুব্রিকেন্ট পাম্প হ্যান্ডেল
- স্থানীয় আলোর সুইচ
- ট্রাঙ্ক ভ্রমণ বর্গক্ষেত্র
- ট্রাঙ্ক ঠিক করার জন্য বর্গক্ষেত্র
- ঘূর্ণন থেকে উপরের স্লাইড সুরক্ষিত করার জন্য স্ক্রু এবং বাদাম (মেশিন 6P81 এর জন্য)
- কানের দুল বাদাম
- কুইল হ্যান্ডহুইল
- কুইল বাতা হ্যান্ডেল
- মাথা বাঁক বর্গক্ষেত্র
- স্লাইডার রোটারি স্পিন্ডল গিয়ার শিফ্ট নব
- টাকু ঘূর্ণন দিক সুইচ
- টাকু নির্বাচন সুইচ (অনুভূমিক, ঘূর্ণমান বা উভয়)
- কুল্যান্টের সরবরাহ চালু এবং নিয়ন্ত্রণের জন্য হ্যান্ডহুইল
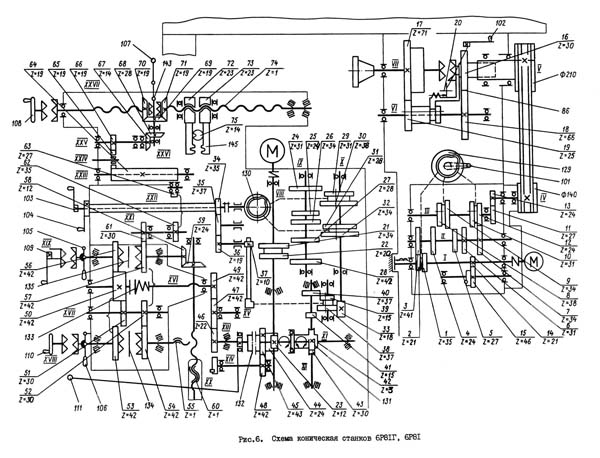
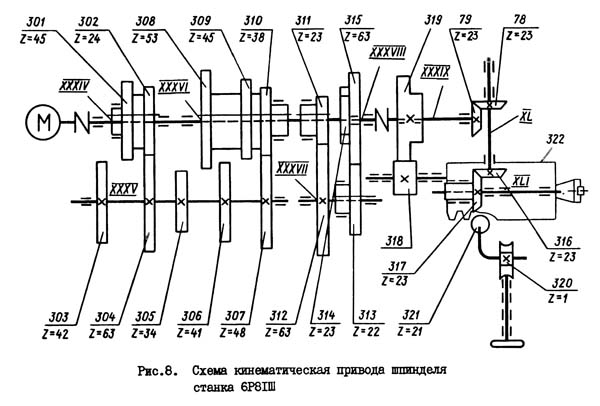
মেশিন স্পিন্ডল ড্রাইভ 6Р81Ш এর কাইনেমেটিক ডায়াগ্রাম
স্লাইডার মেশিন 6R81Sh
স্লাইডারটি ফ্রেমের অনুভূমিক রেলগুলিতে (ট্রাঙ্কের পরিবর্তে) মাউন্ট করা হয়। স্লাইডারের ইনস্টলেশন আন্দোলনটি শাসকের সাথে চলাচলের পরিমাণ পড়ার সাথে খাদের 120 বর্গক্ষেত্রের জন্য র্যাক এবং পিনিয়নের সাহায্যে সঞ্চালিত হয় (চিত্র 5 দেখুন)।
স্লাইডারের শরীরের বোরগুলিতে, রোটারি স্পিন্ডলের গিয়ারবক্সের পাঁচটি শ্যাফ্ট মাউন্ট করা হয়। শ্যাফট XXXIV (চিত্র 8 দেখুন) স্লাইডারের শেষে লাগানো একটি ফ্ল্যাঞ্জযুক্ত বৈদ্যুতিক মোটরের শ্যাফ্টের সাথে একটি ইলাস্টিক কাপলিং দ্বারা সংযুক্ত। শ্যাফ্ট XXXIV থেকে, ঘূর্ণন ক্রমাগতভাবে শ্যাফ্ট XXXV, XXXVI এবং তারপরে XXXVIII (চিত্র 16) তে সরাসরি গিয়ার কাপলিং 3II-3I4 এর ক্লাচ দ্বারা বা গণনা 311-312 এবং 313-314 এর মাধ্যমে প্রেরণ করা হয়।
স্লাইডারের কভারে মাউন্ট করা তিনটি হ্যান্ডেল ব্যবহার করে সুইচিং গতি অর্জন করা হয়।
মেশিন টাকু ড্রাইভ 6Р81Ш
স্পিন্ডলের ঘূর্ণন গিয়ারবক্স থেকে ভি-বেল্ট ট্রান্সমিশন দ্বারা প্রেরণ করা হয়, যা কভারের নীচে বিছানার পিছনের গহ্বরে অবস্থিত। টাকু সহ একটি কপিকল কোঅক্সিয়াল থেকে, তাদের ক্যাম ক্লাচের সরাসরি সংযোগের মাধ্যমে বা দুটি গিয়ার 16-18 এবং 19-17 (চিত্র 9) এর মাধ্যমে ঘূর্ণন করা হয়।
স্পিন্ডলটি রোলিং বিয়ারিং দ্বারা সমর্থিত: সামনে দুটি কৌণিক যোগাযোগ বিয়ারিং এবং পিছনের সমর্থনে একটি বল বিয়ারিং।
সামনের সমর্থনের বিয়ারিংগুলিতে ক্লিয়ারেন্সের সামঞ্জস্য শুধুমাত্র টাকুটির সম্পূর্ণ বিচ্ছিন্নকরণের সাথে সম্ভব - বিভাগ "মেশিনগুলির সামঞ্জস্য")।
মেশিন স্পিড বক্স 6R81Sh
শরীরের উপর একটি বৈদ্যুতিক মোটর সহ গিয়ারবক্সটি একটি ফ্ল্যাঞ্জের সাথে ফ্রেমের সাথে সংযুক্ত থাকে। একই সময়ে, এর শরীরটি লুব্রিকেটিং তেল দিয়ে ভরা ফ্রেমের গহ্বরে প্রবেশ করে। প্লাঞ্জার লুব্রিকেশন পাম্প হাউজিং এর উপর মাউন্ট করা হয়, একটি উদ্ভট দ্বারা চালিত হয়। পাম্পে অ্যাক্সেসের জন্য ডান পাশবিছানা একটি ঢাকনা সঙ্গে একটি জানালা আছে.
বাক্সে গতি পরিবর্তন করা ক্যাম 129 (চিত্র 6 দেখুন) থেকে তৈরি করা হয়েছে যার প্রান্তে বাঁকা খাঁজ রয়েছে। ক্যাম শ্যাফ্ট স্কেলের শ্যাফ্টের সাথে একটি কাপলিং দ্বারা সংযুক্ত থাকে এবং ফ্রেমের বাইরে অবস্থিত 101 হ্যান্ডলগুলি সুইচিং করে। বিছানা থেকে সুইচ কভারটি ছাড়া হলে ক্যাম শ্যাফ্ট থেকে কাপলিংটি অবাধে সরানো হয়।
গিয়ারবক্সটি বিচ্ছিন্ন করার সময়, সমাবেশের সময় তাদের সঠিক সম্পর্ক পুনরুদ্ধার করার জন্য ক্যামের অবস্থান এবং গতি স্কেলের অবস্থান লক্ষ্য করা উচিত।
গিয়ারবক্স। মেশিন রিডুসার 6R81Sh
ফিড বক্স এবং গিয়ারবক্সের কেসগুলি একটি একক ইউনিটে স্ক্রু দ্বারা সংযুক্ত থাকে, তারপরে সেগুলি বামদিকে কনসোল গহ্বরে ইনস্টল করা হয়। কনসোলের ডানদিকে, একটি কভার সহ একটি জানালার মধ্য দিয়ে, একটি গিয়ারবক্স শ্যাফ্ট একটি হ্যান্ডেল সহ প্রসারিত হয় যাতে একটি ত্বরিত ক্লাচ অন্তর্ভুক্ত থাকে।
গিয়ারবক্স 47 (চিত্র 10.11) এর আউটপুট গিয়ারটি বিপরীত বাক্সের গিয়ার 49 এর সাথে নিযুক্ত রয়েছে।
ফিড বক্সে স্লাইডিং গিয়ারের স্যুইচিং ক্যাম 130 এর গিয়ারবক্সের মতো একইভাবে করা হয় (চিত্র 6 দেখুন)।
এর শ্যাফ্টটি স্কেলের সাথে মিলিত হয় এবং কনসোলের সামনে নোড 55 (চিত্র 11 দেখুন) এর সুইচিং হ্যান্ডেল 103 (চিত্র দেখুন)।
ফিক্সিং স্ক্রুগুলি অপসারণের পরে সমাবেশ 55 অবাধে সরানো যেতে পারে। বিচ্ছিন্ন করার সময় ফিড স্কেল এবং বাক্সে ক্যামের অবস্থানের মধ্যে সম্পর্কটি নোট করতে ভুলবেন না, যাতে সুইচটি সঠিকভাবে একত্রিত হয়।
মেশিন বিপরীত বক্স 6Р81Ш
বিপরীত বাক্সের প্রক্রিয়াটি গিয়ারবক্স থেকে ঘূর্ণন গ্রহণ করে এবং সুরক্ষা ক্লাচের মাধ্যমে টেবিলের অনুদৈর্ঘ্য, অনুপ্রস্থ এবং উল্লম্ব নড়াচড়ার সীসা স্ক্রুগুলিতে ঘূর্ণন প্রেরণ করে। এক বা অন্য সীসা স্ক্রুর ঘূর্ণনের অন্তর্ভুক্তি, সামনের দিকে এবং বিপরীত দিকে, হ্যান্ডেলগুলি 105, 106, 107 ব্যবহার করে ক্যামের ক্লাচ দ্বারা তৈরি করা হয় (চিত্র 6 এবং II দেখুন)।
টেবিলের ম্যানুয়াল চলাচলের জন্য, হ্যান্ডেল 109 এবং হ্যান্ডহুইল 110 ব্যবহার করা হয়, যা শ্যাফ্টে অবাধে ইনস্টল করা হয় এবং ব্যবহারের সময় তারা ক্যাম ক্লাচ ব্যবহার করে শ্যাফ্টের সাথে নিযুক্ত থাকে।
বিপরীত বাক্সে, একটি লক দেওয়া আছে যা হ্যান্ডেল 109 এবং হ্যান্ডহুইল 110 শ্যাফ্ট থেকে বিচ্ছিন্ন না হলে যান্ত্রিক ফিডের অন্তর্ভুক্তি রোধ করে।
হ্যান্ডেল 109 এবং হ্যান্ডহুইল 110 এর হাবের নীচে শ্যাফ্টের রেডিয়াল গর্তে এম্বেড করা বল দ্বারা ব্লকিং প্রদান করা হয়।
পরেরটি সরানোর সময়, বলগুলি পড়ে যেতে পারে; জায়গায় একত্রিত হওয়ার সময় এগুলি ইনস্টল করা প্রয়োজন।
কনসোলে বিপরীত বাক্স ইনস্টল করার সময়, নিম্নলিখিত উপাদানগুলি সংযুক্ত করা উচিত:
- একটি বেভেল গিয়ার 58 সহ গর্তে একটি কী দিয়ে শ্যাফ্ট XIX এর শেষ (চিত্র 6 দেখুন) ঢোকান;
- 61 এবং 47 চাকার সাথে 57 এবং 49 গিয়ার চাকার সাথে জড়িত;
- ট্রান্সভার্স আন্দোলনের নাট 55 এ স্ক্রু ХVIII স্ক্রু করুন।
মেশিন কনসোল 6Р81Ш
কনসোলে উপরে বর্ণিত ফিড মেকানিজম অ্যাসেম্বলি রয়েছে।
টেবিলের ট্রান্সভার্স মুভমেন্টের স্ক্রুটি বিপরীত বাক্সে সমর্থন করে এবং গর্তের মধ্য দিয়ে কনসোলটি বাইরের দিকে প্রস্থান করে।
সরাসরি, কনসোল বডির গর্তে, বেভেল গিয়ার এবং টেবিলের উল্লম্ব আন্দোলনের জন্য একটি স্ক্রু ইনস্টল করা আছে।
গিয়ার হুইল 63 একটি বিশেষ প্লাগের উইন্ডোতে স্থাপন করা হয়, কনসোলের উপরে একটি গর্তে লাগানো হয় যাতে দাঁতগুলি গাইডের পৃষ্ঠের উপরে উঠে যায়।
মেশিন টেবিল 6Р81Ш
টেবিল স্লাইডের নীচে, একটি গিয়ার হুইল 64 ইনস্টল করা হয়েছে (চিত্র 6 এবং 13 দেখুন), কনসোল 63-এর গিয়ার হুইলের সাথে মিলিত। গিয়ার হুইল 64-এর বৃহৎ দৈর্ঘ্যের কারণে, সমগ্র জুড়ে এনগেজমেন্ট বজায় রাখা হয়। টেবিলের অনুপ্রস্থ আন্দোলন এবং ঘূর্ণন টেবিলের অনুদৈর্ঘ্য স্ক্রুতে প্রেরণ করা হয়।
অনুদৈর্ঘ্য আন্দোলনের স্ক্রুটির ঘূর্ণন বেভেল গিয়ার 70 এবং 71 এর প্রান্তে ক্যামের সাহায্যে সঞ্চালিত হয়। বেভেল চাকার মধ্যে একটি বুশিং রয়েছে যার ভিতরে একটি চাবি রয়েছে এবং বাইরে একটি কুকুরের ক্লাচ 143 রয়েছে৷ এক দিক বা অন্য দিকে ক্যাম ক্লাচের অন্তর্ভুক্তি হ্যান্ডেল 107 দ্বারা সঞ্চালিত হয়, যা ডান এবং বামে টেবিলের চলাচল নিশ্চিত করে।
টেবিলের অনুদৈর্ঘ্য আন্দোলনের স্ক্রুর বাদাম একটি স্বয়ংক্রিয় ফাঁক নির্বাচন ডিভাইস দিয়ে সজ্জিত করা হয়। বাদাম দুটি অংশ নিয়ে গঠিত যা তাদের বহনকারী বন্ধনীর প্রান্তে কলার (বল বিয়ারিংয়ের মাধ্যমে) দ্বারা সমর্থিত।
উভয় অর্ধ-বাদামের বাইরের নলাকার পৃষ্ঠে, দাঁত কাটা হয়, 145 র্যাকের সাথে নিযুক্ত থাকে।
র্যাকগুলি, পালাক্রমে, একটি গিয়ার হুইল 75 দ্বারা আন্তঃসংযুক্ত এবং স্ক্রু দ্বারা বিছানা থেকে তাদের চলাচলে সীমাবদ্ধ। লকনাট সহ এই স্ক্রুগুলি স্লাইডের সামনে দৃশ্যমান।
ক্লাইম্ব মিলিংয়ের সময়, স্ক্রুতে থাকা ফিড ফোর্সটি টেবিলের আন্দোলনের বিপরীত দিকে পরিচালিত হয়। এটি বাদামের বাঁকগুলিতে ঘর্ষণ সৃষ্টি করে, যা পরে বন্ধনীর বিরুদ্ধে চাপা হয়। ঘর্ষণ শক্তির কারণে, বাদামটি একটি নির্দিষ্ট কোণ দিয়ে স্ক্রু বরাবর ঘোরে। তাদের আলনা এবং পিনিয়ন সিস্টেমের সংযোগের কারণে একই পালা দ্বিতীয় অর্ধ-বাদাম তৈরি করে, তবে বিপরীত দিকে।
এইভাবে, উভয় অর্ধ-বাদাম স্ক্রুতে স্ক্রু করা হয় এবং থ্রাস্ট বিয়ারিংয়ের বিরুদ্ধে কাঁধের সাথে বিশ্রাম নিয়ে তারা স্ক্রুটি প্রসারিত করে, যেমনটি ছিল, এই সময়ে বাঁকগুলির ফাঁক নির্বাচন করা হয়। ফিডের বিপরীতে মিলিং করার সময়, কয়েলের উপর বলের দিকটি উপরে বর্ণিত প্রভাব সৃষ্টি করে না এবং কয়েলগুলির ফাঁক বজায় থাকে।
মিলিং মেশিনের বৈদ্যুতিক সার্কিট 6Р81Ш

6Р81Ш মেশিন কনসোল-মিলিং সার্বজনীন। ভিডিও।
মেশিনের প্রযুক্তিগত বৈশিষ্ট্য 6Р81Ш
| পরামিতি নাম | 6R81 | 6R81G | 6R81Sh |
|---|---|---|---|
| মেশিনের প্রধান পরামিতি | |||
| GOST 8-71 এবং GOST 8-82 অনুযায়ী নির্ভুলতা শ্রেণী | এইচ | এইচ | পৃ |
| টেবিলের কাজের পৃষ্ঠের মাত্রা (দৈর্ঘ্য x প্রস্থ), মিমি | 1000 x 250 | 1000 x 250 | 1000 x 250 |
| স্পিন্ডেলের শেষ থেকে টেবিলের সবচেয়ে ছোট এবং বৃহত্তম দূরত্ব | - | - | - |
| টাকু অক্ষ থেকে টেবিলের সবচেয়ে ছোট এবং বৃহত্তম দূরত্ব | 50..370 | 50..400 | 50..400 |
| টাকু অক্ষ থেকে ট্রাঙ্কের দূরত্ব, মিমি | 142 | 142 | 142 |
| উল্লম্ব টাকু অক্ষ থেকে আলনা রেলের দূরত্ব, মিমি | - | - | 245..845 |
| ডেস্কটপ | |||
| টি-স্লটের সংখ্যা টি-স্লটের মাত্রা | 3 | 3 | 3 |
| টেবিলের সর্বশ্রেষ্ঠ আন্দোলন হল অনুদৈর্ঘ্য (X অক্ষ), মিমি | 630 | 630 | 630 |
| টেবিলের সর্বশ্রেষ্ঠ নড়াচড়া হল অনুপ্রস্থ (Y অক্ষ), মিমি | 200 | 200 | 200 |
| টেবিলের সর্বশ্রেষ্ঠ আন্দোলন উল্লম্ব (জেড-অক্ষ), মিমি | 320 | 350 | 350 |
| টেবিলের ঘূর্ণনের বৃহত্তম কোণ, শিলাবৃষ্টি | ±45 | না | না |
| টেবিল ঘূর্ণন স্কেলের এক বিভাগের মূল্য, ডিগ্রী | 1 | না | না |
| অঙ্গের এক বিভাগ দ্বারা টেবিলের নড়াচড়া (অনুদৈর্ঘ্য, অনুপ্রস্থ), মিমি | 0,05 | 0,05 | 0,05 |
| অঙ্গের এক বিভাগ দ্বারা টেবিলের নড়াচড়া (উল্লম্ব), মিমি | 0,025 | 0,025 | 0,025 |
| অঙ্গ অনুদৈর্ঘ্য এবং অনুপ্রস্থ, মিমি এক বিপ্লবের জন্য টেবিলের আন্দোলন | 6 | 6 | 6 |
| অঙ্গ উল্লম্ব এক বাঁক জন্য টেবিলের আন্দোলন, মিমি | 3 | 3 | 3 |
| টাকু | |||
| স্পিন্ডেল গতি, আরপিএম | 31,5..1600 | 31,5..1600 | 31,5..1600 |
| স্পিন্ডেল গতির সংখ্যা | 18 | 18 | 18 |
| টাকু শেষ স্কেচ | 45 GOST 836-72 | 45 GOST 836-72 | 45 GOST 836-72 |
| টাকু টেপার | 45 | 45 | 45 |
| টাকু টেপার চালু | - | - | 40 |
| মেশিন মেকানিক্স | |||
| টেবিলের দ্রুত ভ্রমণ অনুদৈর্ঘ্য এবং অনুপ্রস্থ, মিমি/মিনিট | 3150 | 3150 | 3150 |
| দ্রুত ভ্রমণ টেবিল উল্লম্ব, মিমি/মিনিট | 1050 | 1050 | 1050 |
| একটি টেবিল দেওয়ার কাজের ধাপের সংখ্যা | 16 | 16 | 16 |
| কাজ ফিড সীমা. অনুদৈর্ঘ্য এবং অনুপ্রস্থ, মিমি/মিনিট | 25..800 | 25..800 | 25..800 |
| কাজ ফিড সীমা. উল্লম্ব, মিমি/মিনিট | 8,3..266,7 | 8,3..266,7 | 8,3..266,7 |
| স্যুইচিং ফিড স্টপ (অনুদৈর্ঘ্য, অনুপ্রস্থ, উল্লম্ব) | এখানে | এখানে | এখানে |
| ম্যানুয়াল এবং যান্ত্রিক ফিড লক (অনুদৈর্ঘ্য) | না | না | না |
| ম্যানুয়াল এবং যান্ত্রিক ফিড ব্লক করা (ট্রান্সভার্স, উল্লম্ব) | এখানে | এখানে | এখানে |
| স্পিন্ডেল ব্রেকিং (ক্লাচ) | এখানে | এখানে | এখানে |
| ওভারলোড সুরক্ষা (বল জোড়া) | এখানে | এখানে | এখানে |
| ড্রাইভ ইউনিট | |||
| প্রধান ড্রাইভ বৈদ্যুতিক মোটর, kW | 5,5 | 5,5 | 5,5 |
| ফিড ড্রাইভ বৈদ্যুতিক মোটর, কিলোওয়াট | 1,5 | 1,5 | 1,5 |
| বৈদ্যুতিক কুল্যান্ট পাম্পের ধরন | X14-22M | X14-22M | X14-22M |
| বৈদ্যুতিক কুল্যান্ট পাম্প, কিলোওয়াট | 0,12 | 0,12 | 0,12 |
| কুল্যান্ট পাম্প ক্ষমতা, l/মিনিট |
মিলিং মেশিন (এফএস) বিভিন্ন ধাতব কাজের উদ্যোগে খুব সক্রিয়ভাবে ব্যবহৃত হয়। এই ধরনের ইউনিট বিশেষায়িত বা হতে পারে সাধারন ক্ষেত্রে. এই নিবন্ধে, আমরা পর্যালোচনা করব এবং সংক্ষিপ্তভাবে সমস্ত জনপ্রিয় ধরণের মিলিং মেশিন বর্ণনা করব।
1 মিলিং এবং তাদের চিহ্নিতকরণের জন্য সমষ্টির শ্রেণীবিভাগ
সোভিয়েত ইউনিয়নে, প্রতিটি মেশিনকে একটি বিশেষ নম্বর বরাদ্দ করা হয়েছিল। এই প্রথা এখন বজায় রাখা হচ্ছে।
মিলিং ইউনিটগুলি ধাতু-কাটিং মেশিন সরঞ্জামের ষষ্ঠ গ্রুপের অন্তর্ভুক্ত, তাই তাদের চিহ্নিতকরণ কোড সর্বদা 6 নম্বর দিয়ে শুরু হয়।
সংখ্যার পরবর্তী অক্ষরটি একটি চিঠি যা মেশিনের পরিবর্তন বা আধুনিকীকরণ সম্পর্কে তথ্য দেয়। কিছু ক্ষেত্রে, এই অক্ষরটি (বা বেশ কয়েকটি অক্ষরের সংমিশ্রণ) চিহ্নিতকরণের শেষে স্থাপন করা হয়। আপনি যদি সাইফারে Sh অক্ষরটি দেখেন, এর অর্থ হল আমাদের একটি প্রশস্ত-সর্বজনীন ইউনিট রয়েছে, P - বর্ধিত নির্ভুলতার একটি ইনস্টলেশন, F - একটি CNC মেশিন ( প্রোগ্রাম নিয়ন্ত্রণ), পি - উচ্চ-নির্ভুল সরঞ্জাম, এম - আধুনিকীকৃত, আর - নতুন (পরিবর্তিত)।
অক্ষরের পরে বা প্রথম সংখ্যার পরপরই দ্বিতীয় সংখ্যাটি নির্দিষ্ট ধরনের FS নির্দেশ করে। বেশ কিছু আছে। নম্বর 1 এর অধীনে, কনসোল-মিলিং ইনস্টলেশনগুলি "লুকানো"। তারা উল্লম্বভাবে মিলিং এবং অনুভূমিকভাবে দুই ধরনের মিলিং হতে পারে - সার্বজনীন (একটি ঘূর্ণমান টেবিল দিয়ে সজ্জিত), প্রচলিত (অ-ঘূর্ণমান কাজ পৃষ্ঠ)। ব্যাপকভাবে বহুমুখী ক্যান্টিলিভার মেশিন, যা যেকোনো আধুনিক শিল্প প্রতিষ্ঠানে পাওয়া যায়, এছাড়াও বর্ণিত মেশিন সরঞ্জামের প্রথম গ্রুপে অন্তর্ভুক্ত করা হয়েছে।
সংখ্যা 2 নির্দেশ করে যে আমাদের একটি কনসোললেস উল্লম্ব মিলিং ইউনিট আছে, 3 - অনুদৈর্ঘ্য মিলিং মেশিন(নকশাতে এক বা দুটি র্যাক সহ), 4 - ইনস্টলেশন ক্রমাগত কর্ম(ড্রাম বা ক্যারোজেল), 5 - কপি-মিলিং (ইন্ডাস্ট্রিয়াল বা ম্যানুয়াল), 6 এবং 7 - যথাক্রমে কী এবং ফেস মিলিং মেশিন। বিশেষায়িত FS নম্বর 8 দিয়ে চিহ্নিত করা হয়েছে।তাদের উদ্দেশ্য ভিন্ন হতে পারে, এই গ্রুপের মেশিনগুলি কোন বিশেষ কাজ সম্পাদন করতে ব্যবহৃত হয়।
চিহ্নিতকরণের তৃতীয় সংখ্যা (0-4) বর্ণনা করে জ্যামিতিক পরামিতিইউনিট কিছু এফএস মডেলে, একটি চতুর্থ সংখ্যাও রয়েছে, যা সরঞ্জামের মাত্রা নির্দেশ করতেও কাজ করে:
- 0 - ডেস্কটপ 20 বাই 80 সেমি;
- 1 - 25 বাই 100 সেমি;
- 2 - 32 বাই 125 সেমি;
- 3 - 40 বাই 160 সেমি;
- 4 - 50 বাই 200 সেমি।

মিলিং মেশিনের বর্ণিত শ্রেণিবিন্যাস জেনে, একটি নির্দিষ্ট সরঞ্জামের উদ্দেশ্য নির্ধারণ করা কঠিন নয়, এটি একটি সার্বজনীন, অনুভূমিক মিলিং, ম্যানুয়াল বা অন্য ইউনিট যা একটি সিএনসি সিস্টেম আপগ্রেড বা সজ্জিত করা হয়েছে।
2 সবচেয়ে সাধারণ মিলিং মেশিন
কনসোল ইউনিটের সবচেয়ে বেশি চাহিদা রয়েছে। তাদের বৈশিষ্ট্য হল স্লেজের কনসোল এবং কাজের পৃষ্ঠের অবস্থান, যা তিনটি দিক (উল্লম্বভাবে, অনুদৈর্ঘ্যভাবে, ট্রান্সভার্সিভাবে) একটি ধাতব কাজ করার সময় সরাতে সক্ষম। এই জাতীয় মেশিনগুলি বিভিন্ন উত্পাদনের ভিত্তি হিসাবে কাজ করে মিলিং সরঞ্জাম. তাদের উপর ভিত্তি করে, CNC ইনস্টলেশন, খোদাই এবং কপি-মিলিং ইউনিট উত্পাদিত হয়। উল্লেখ্য যে প্রায় যেকোনো প্রশস্ত-সর্বজনীন ইউনিট একটি ক্যান্টিলিভার ইউনিট। এটি বিভিন্ন উপকরণ থেকে পণ্য প্রক্রিয়া করতে ব্যবহৃত হয়:
- শক্ত প্লাস্টিক;
- অ লৌহঘটিত ধাতু এবং সাধারণ লৌহঘটিত;
এই ধরনের কাজ সঞ্চালনের জন্য, কনসোল মিলিং মেশিনটি আকৃতির, শেষ, নলাকার এবং অন্যান্য ডিভাইস দিয়ে সজ্জিত।

একটি ক্যান্টিলিভার ডিজাইন সহ একটি প্রশস্ত-উদ্দেশ্য মেশিন প্রায়শই একটি ঘূর্ণমান টেবিল এবং বিশেষ বিভাজক মাথা দিয়ে সজ্জিত থাকে। এগুলি নলাকার (তির্যক এবং স্পার) গিয়ারগুলিকে মিল করার জন্য এবং রিমার, ড্রিল এবং অন্যান্য কাটিয়া সরঞ্জামগুলিতে (ম্যানুয়াল মোড) খাঁজ (হেলিকাল) তৈরিতে ব্যবহৃত হয়। একটি নিয়ম হিসাবে, একটি বিস্তৃত-সর্বজনীন ইউনিট বড় গাছপালা মেরামত এবং পরীক্ষামূলক বিভাগে একক আইটেম উত্পাদন ব্যবহার করা হয়। এটি CNC দিয়ে সজ্জিত করা যেতে পারে।
কনসোল সরঞ্জামের জনপ্রিয় মডেল:
- (সর্বজনীন);
- 6R81Sh (প্রশস্ত সার্বজনীন);
- 6R81G (অনুভূমিক মিলিং);
- 6P11 (উল্লম্ব)।
এই ধরনের ইউনিটগুলি দিমিত্রোভস্কি প্ল্যান্ট দ্বারা উত্পাদিত হয় (এটি পূর্বে এইচ-সিরিজ সরঞ্জামগুলিও তৈরি করেছিল - 6N11, 6N81)। তাদের ডিজাইন একই, তাদের সকলের প্রায় অভিন্ন গিয়ারবক্স, কনসোল, বিপরীত প্রক্রিয়া এবং অন্যান্য উপাদান রয়েছে।

এম এবং পি সিরিজের ক্যান্টিলিভার মেশিন, যার উৎপাদনে লিথুয়ানিয়ান প্ল্যান্ট জালগিরিস বিশেষজ্ঞ, ছোট আকারের ইস্পাত মিলিং করার উদ্দেশ্যে তৈরি করা হয়েছে এবং ধাতু অংশ. প্রশস্ত-উদ্দেশ্য ইউনিট 6P80Sh, অনুভূমিক মিলিং ইউনিট 6M80G, কপিয়ার (CNC সহ) 6P10K রাশিয়ান উদ্যোগগুলির দ্বারা প্রচুর চাহিদা রয়েছে। অনেক আধুনিক কারখানায় এদের দেখা যায়।
অনুগ্রহ করে মনে রাখবেন যে P-সিরিজ ইউনিভার্সাল ইউনিট অপারেশনে আরও দক্ষ বলে মনে করা হয়। অন্যান্য মডেলের ক্যান্টিলিভার মেশিনের তুলনায়, এটির উত্পাদনশীলতা এবং অপারেশনাল নির্ভরযোগ্যতা বেশি। এটি একটি CNC সিস্টেমের সাথে সজ্জিত এবং স্বয়ংক্রিয় কাজ চক্রের জন্য কনফিগার করা যেতে পারে।
3 কনসোলহীন এবং অনুদৈর্ঘ্য মিলিং সরঞ্জাম
কনসোল ছাড়া উল্লম্ব এবং অনুভূমিক মিলিং মেশিন তাদের উদ্দেশ্য আছে। তারা বড় আকারের workpieces মিলিং করা. এই জাতীয় মেশিনের টেবিল এবং স্লাইডগুলি বিছানার গাইড বরাবর কাজের নড়াচড়া করে, যা একটি শক্ত ভিত্তির উপর মাউন্ট করা হয়। এই কারণে, সরঞ্জামগুলি অনন্য মেশিনিং নির্ভুলতা এবং কাঠামোগত অনমনীয়তার গ্যারান্টি দেয়, যা বড় অংশগুলি প্রক্রিয়া করার সময় গুরুত্বপূর্ণ।
অনুভূমিক এবং উল্লম্ব মিলিং সরঞ্জামগুলিতে যেগুলিতে কনসোল নেই, গিয়ারবক্স এবং স্পিন্ডেল হেড এক ইউনিট। তিনি গাইড র্যাক বরাবর সরানো. এই ক্ষেত্রে, মাথা সহ হাতা অক্ষ বরাবর একটি নির্দিষ্ট দূরত্ব সরানোর অনুমতি দেওয়া হয় যখন একটি প্রদত্ত আকারে কাজের সরঞ্জামটি মাউন্ট করা প্রয়োজন।
বড় ধাতব ফাঁকাগুলির সাথে কাজ করার জন্য, একটি অনুদৈর্ঘ্য মিলিং মেশিন প্রায়শই ব্যবহৃত হয়। এই জাতীয় সরঞ্জামগুলিতে দুটি বা একটি র্যাক এবং বেশ কয়েকটি স্পিন্ডেল থাকতে পারে (প্রায়শই চারটি)। একটি অনুদৈর্ঘ্য মিলিং ইউনিটে সাধারণত দুটি বিম এবং দুটি পোস্ট থাকে। মিলিং ঘূর্ণমান মাথা (তারা অনুভূমিকভাবে অবস্থিত) এবং পরবর্তীগুলির গাইড বরাবর একটি ট্রাভার্স সরানো।
এই ইনস্টলেশনের কাজের অপারেশন বিভিন্ন স্কিম অনুযায়ী সঞ্চালিত হয়:
- যখন মাথা এবং একটি গতিহীন কাজ পৃষ্ঠ প্রদান;
- স্থির মাথা এবং চলন্ত পৃষ্ঠ সঙ্গে;
- যখন মাথা এবং টেবিল একসাথে সরানো।

সাধারণ কনসোললেস এবং অনুদৈর্ঘ্য মিলিং ইউনিটগুলির মধ্যে নিম্নলিখিত সরঞ্জামগুলি অন্তর্ভুক্ত রয়েছে: 6A59 (উল্লম্ব, বোরিং, ড্রিলিং এবং উচ্চ-গতির সরঞ্জামগুলির সাথে স্টিল পণ্য মিলিংয়ের জন্য), 654, 659 এবং 656 (উলিয়ানভস্ক প্ল্যান্টে উত্পাদিত)। এখন তারা DEKA, JET থেকে কনসোল ছাড়া বিদেশী অনুভূমিক মিলিং ইউনিটগুলির সাথে এই সরঞ্জামগুলি প্রতিস্থাপন করার চেষ্টা করছে। যাইহোক, পুরানো ইনস্টলেশন, কয়েক দশক আগে মুক্তি, চমৎকার কর্মক্ষমতা প্রদর্শন.
4 অন্যান্য ধরণের মিলিং সরঞ্জাম
একটি ড্রাম বা ঘূর্ণমান মিলিং মেশিন একটি "নিরবচ্ছিন্নভাবে অপারেটিং" ইউনিট হিসাবে শ্রেণীবদ্ধ করা হয়। ধারাবাহিকতার মানে হল যে প্রক্রিয়াকরণের জন্য যন্ত্রাংশ ইনস্টলেশন এবং ফিক্সিংয়ের সময়, সেইসাথে মিলিং সম্পন্ন হওয়ার পরে যখন সেগুলি সরানো হয় তখন সরঞ্জামগুলি বন্ধ করার প্রয়োজন হয় না।
ড্রাম কিটটি অন্য যেকোনো থেকে আলাদা করা সহজ, কারণ এতে আট বা চারটি মুখের একটি বিশেষ ড্রাম রয়েছে। এটি শ্যাফ্টের উপর অনুভূমিকভাবে অবস্থিত ঘূর্ণনের অক্ষের সাথে ইনস্টল করা হয়, যা ড্রামের সাথে একত্রে মেশিনের ড্রাইভ দ্বারা প্রেরিত একটি অভিন্ন ঘূর্ণন তৈরি করে। মিলিংয়ের জন্য পণ্যগুলির স্থিরকরণ বেঁধে রাখা ডিভাইসগুলিতে বাহিত হয়। এমন একটি এফএস এবং একটি ফিড বক্সের নকশায় উপস্থিত যা ড্রামটি যে গতিতে ঘোরে তা নিয়ন্ত্রণ করে।

ড্রাম-ক্যারোজেল সরঞ্জামগুলিতে মিলিংয়ের জন্য মাথা রয়েছে (এগুলি র্যাকের উপর মাউন্ট করা হয়)। এগুলি সমস্ত প্রয়োজনীয় অবস্থানে স্থির করা যেতে পারে, যা একবারে দুটি প্লেন থেকে ওয়ার্কপিস প্রক্রিয়া করা সম্ভব করে তোলে। এই জাতীয় মেশিনগুলি ধাতব অংশগুলির ভর এবং বড় আকারের উত্পাদনে অ্যাপ্লিকেশন খুঁজে পেয়েছে।
ক্যারোজেল এফএস একটি নির্ভরযোগ্য ফ্রেম যার উপর র্যাক (উল্লম্ব) ইনস্টল করা হয়, একটি অনুভূমিক প্লেট দ্বারা একে অপরের সাথে সংযুক্ত থাকে। এটি কাঠামোর শীর্ষে স্থাপন করা হয়, যার ফলে একটি ফ্রেম তৈরি হয় বন্ধ সিস্টেম. টাকু মাথা একটি ট্রাভার্স উপর মাউন্ট করা হয়. সে স্ট্যান্ডে দাঁড়িয়ে আছে। ঘূর্ণমান মিলিং সরঞ্জামের সুবিধা হল ওয়ার্কপিসের প্রক্রিয়াকরণ সময়ের সাথে অক্জিলিয়ারী সময়কে একত্রিত করে মিলিং অপারেশনের উত্পাদনশীলতা বৃদ্ধি করা।

টারবাইন ব্লেড, ছাঁচ কার্যকর করা জটিল, এবং অনুরূপ খালি বিশেষ কপি-মিলিং ইউনিটে একটি শেষ টুল দিয়ে মিলিত হয়। এগুলি প্রায়শই সিএনসি দিয়ে সজ্জিত থাকে, কনসোল সহ বা ছাড়াই তৈরি করা যেতে পারে। বাড়িতে এবং ছোট ব্যবসায় কাজের জন্য, আপনি একটি ম্যানুয়াল কিনতে পারেন কপি মেশিন. এটি প্রায়শই একটি সিএনসি সিস্টেম দিয়ে সজ্জিত থাকে যা মিলিং পদ্ধতিকে সহজ করে। এই ধরনের মেশিনে, ভলিউমেট্রিক বা কনট্যুর মিলিং সঞ্চালিত হয়।
ম্যানুয়াল FS বাড়ির কারিগর এবং ছোট দ্বারা ক্রয় করা হয় উত্পাদন সংস্থাগুলিলগগিয়াস এবং ব্যালকনি, ধাতুর জন্য ফ্রেম তৈরিতে নিযুক্ত প্রবেশদ্বার দরজাএবং অন্যান্য "ছোট জিনিস"। এই ধরনের সরঞ্জাম খরচ বেশ গ্রহণযোগ্য। সস্তায় কেনা সহজ ম্যানুয়াল মেশিনআপনার গ্যারেজে স্ট্যান্ডার্ড মিলিং অপারেশন সঞ্চালনের জন্য চীনে তৈরি। এর একটি নোট করা যাক গুরুত্বপূর্ণ সত্য. আধুনিক ম্যানুয়াল এফএস, একটি নিয়ম হিসাবে, একটি সিএনসি কমপ্লেক্স দিয়ে সজ্জিত। এই কারণে, এর ব্যবহারের কার্যকারিতা, এমনকি দুর্বল প্রশিক্ষিত বিশেষজ্ঞদের দ্বারা, খুব বেশি।
আপনার ভাল কাজ পাঠান জ্ঞান ভাণ্ডার সহজ. নীচের ফর্ম ব্যবহার করুন
ছাত্র, স্নাতক ছাত্র, তরুণ বিজ্ঞানী যারা তাদের অধ্যয়ন এবং কাজে জ্ঞানের ভিত্তি ব্যবহার করেন তারা আপনার কাছে খুব কৃতজ্ঞ হবেন।
পোস্ট করা হয়েছে http://www.allbest.ru/
ভূমিকা
1. সাধারণ অংশ
1.1 কর্মশালার উদ্দেশ্য এবং ডিভাইস
2. বিশেষ অংশ
2.1 কনসোল-মিলিং ইউনিভার্সাল মেশিন 6E80Sh এর উদ্দেশ্য এবং ডিভাইস
2.3 কনসোল-মিলিং ইউনিভার্সাল মেশিন মডেল 6E80Sh এর লুব্রিকেশন
3. উৎপাদন সংগঠন
3.1 কনসোল-মিলিং ইউনিভার্সাল মেশিন মডেল 6E80Sh এর ওভারহোলের জন্য প্রযুক্তিগত ডকুমেন্টেশন
3.2 কনসোল-মিলিং ইউনিভার্সাল মেশিন মডেল 6E80Sh এর ওভারহোলের জন্য সহায়ক সরঞ্জাম, ফিক্সচার এবং সরঞ্জামগুলির তালিকা
4. অর্থনৈতিক অংশ
4.1 এর জন্য সময় সীমা ওভারহলকনসোল-মিলিং ইউনিভার্সাল মেশিন মডেল 6E80Sh
4.2 দোকানের ফ্লোর রেট
5. নিরাপত্তা এবং অগ্নিনির্বাপক সরঞ্জামের জন্য ব্যবস্থা
5.1 সাইটে শ্রম সুরক্ষা
5.2 নিরাপত্তা
5.3 শিল্প স্যানিটেশন
5.4 অগ্নি সুরক্ষা
5.5 পরিবেশ সুরক্ষা
গ্রন্থপঞ্জি
ভূমিকা
আর্সেলর মিত্তল হল বিশ্বের বৃহত্তম ইস্পাত কোম্পানি, 2008 সালের শেষের দিকে বিশ্ব ইস্পাত বাজারের 10% নিয়ন্ত্রণ করে। লুক্সেমবার্গে নিবন্ধিত।
এটি 2006 সালে ভারতীয় ব্যবসায়ী লক্ষ্মী মিত্তালের মালিকানাধীন লুক্সেমবার্গ ভিত্তিক আর্সেলর এবং ভারতীয় মিত্তাল স্টিলের একীভূতকরণের মাধ্যমে গঠিত হয়েছিল।
একীভূত হওয়ার পরে, কোম্পানির উৎপাদন ক্ষমতা প্রতি বছর 120 মিলিয়ন টন ছিল। উন্নয়ন লক্ষ্যমাত্রা ঘোষণা করা হয়েছিল আগামী পাঁচ বছরে ধারণক্ষমতা ১৫০ মিলিয়ন টনে উন্নীত করার। অর্থনৈতিক সঙ্কটের কারণে 2011-2012 থেকে 2014 পর্যন্ত চলমান প্রকল্পগুলি স্থগিত করা হয়েছিল।
ArcelorMittal Temirtau জয়েন্ট স্টক কোম্পানি হল কাজাখস্তান প্রজাতন্ত্রের খনি ও ধাতুবিদ্যা সেক্টরের বৃহত্তম উদ্যোগ এবং এটি নিজস্ব কয়লা, লোহা আকরিক এবং শক্তি বেস সহ একটি সমন্বিত খনি ও ধাতববিদ্যা কমপ্লেক্স।
আর্সেলর মিত্তাল তেমিরতাউ JSC এর মধ্যে রয়েছে:
ইস্পাত বিভাগ;
কয়লা বিভাগ;
লোহা আকরিক বিভাগ।
JSC "ArcelorMittal Temirtau" পলিমার, দস্তা এবং অ্যালুমিনিয়াম আবরণ সহ সমতল এবং দীর্ঘ পণ্য উৎপাদনে বিশেষীকরণ করে এবং এছাড়াও সিন্টার, লোহা আকরিক এবং কয়লা ঘনীভূত, কোক, পিগ আয়রন, ইস্পাত সহ ক্রমাগত ঢালাই স্ল্যাব, স্ট্রিপ, স্পার ফালা, ইলেক্ট্রোওয়েল্ড পাইপএবং ব্লাস্ট ফার্নেস এবং কোক শিল্পের সংশ্লিষ্ট পণ্য।
আর্সেলর মিত্তাল তেমিরতাউ জেএসসি একটি সামাজিক ভিত্তিক কোম্পানি। এন্টারপ্রাইজের ব্যালেন্স শীটে রেস্ট হাউস, স্যানিটোরিয়াম, বাচ্চাদের রয়েছে গ্রীস্মকালীন শিবিরবিনোদন, ক্রীড়া কমপ্লেক্স এবং চিকিৎসা প্রতিষ্ঠান। কোম্পানি একটি সরবরাহকারী ইউটিলিটি(গরম এবং ঠান্ডা পানি, হিটিং, ইলেক্ট্রিসিটি) Temirtau এর বাসিন্দাদের জন্য।
ক্যান্টিলিভারযুক্ত প্রযুক্তিগত মিলিং মেশিন
1. সাধারণ অংশ
1.1 কর্মশালার উদ্দেশ্য এবং ব্যবস্থা
দোকান পাসপোর্ট নং 31
কর্মশালাটি 1957 সালে জিপ্রোমেজের কারাগান্ডা শাখা দ্বারা ডিজাইন করা হয়েছিল, 1970 সালের সেপ্টেম্বরে কাজমেটালুর্গস্ট্রয় ট্রাস্ট দ্বারা নির্মিত এবং চালু করা হয়েছিল (প্রশাসনিক ভবন ছাড়াই)।
ওয়ার্কশপের উদ্দেশ্য ছিল সিন্টারিং, স্টিল মেকিং এবং ফাউন্ড্রিগুলির জন্য যন্ত্রপাতি মেরামত করা। 1971 সালের অক্টোবরে, একটি স্বাধীন গঠনের সাথে কর্মশালাটি পুনর্গঠিত হয় কাঠামোগত একক CRMO-1।
TsRMO-2 ইস্পাত-গন্ধযুক্ত দোকানের সরঞ্জাম মেরামত, খুচরা যন্ত্রাংশ উত্পাদন এবং পুনরুদ্ধার, ব্লাস্ট ফার্নেস টিউয়ারস, কনভার্টার ল্যান্স হেড, ইস্পাত-ঢালা ল্যাডেল লকিং রডগুলির উত্পাদন এবং পুনরুদ্ধারের জন্য ডিজাইন করা হয়েছে।
কর্মশালায় দুটি মেরামত বিভাগ (ওপেন-হর্থ এবং কনভার্টার) এবং একটি মেরামত এবং যান্ত্রিক কর্মশালা রয়েছে।
কর্মশালাটি 96 মিটার দীর্ঘ এবং 18 মিটার চওড়া একটি দ্বি-বে বিল্ডিংয়ে অবস্থিত, যার মোট এলাকা 3460 বর্গ মিটার।
5 টন উত্তোলন ক্ষমতা সহ তিনটি বৈদ্যুতিক ওভারহেড ক্রেন, 15/3 টন উত্তোলন ক্ষমতা সহ দুটি ক্রেন, 10 টন উত্তোলন ক্ষমতা সহ একটি বৈদ্যুতিক ট্রলি, দুটি বৈদ্যুতিক গাড়ি এবং দুটি করে পণ্যগুলির আন্তঃ-ওয়ার্কশপ পরিবহন করা হয়। বৈদ্যুতিক লোডার
বাহ্যিক পণ্যসম্ভার টার্নওভার রেল এবং সড়ক পরিবহন দ্বারা সঞ্চালিত হয়।
ওয়ার্কশপের তিনটি রাস্তার প্রবেশপথ এবং 18 মিটার দৈর্ঘ্যের একটি রেলপথ অ্যাক্সেস ট্র্যাক রয়েছে। সমস্ত কর্মশালার প্রবেশপথ বায়ু পর্দা দিয়ে সজ্জিত।
কর্মশালাটি 5 STD-300 ইউনিট দ্বারা উত্তপ্ত হয়।
প্রকল্প প্রদান করে:
1. মোট 1টি ওয়ার্কশপ এলাকা থেকে পণ্য অপসারণ - 0.68 টন/বছর
2. একটি প্রধান মেশিন থেকে পণ্য অপসারণ - 88.5 টন / বছর
3. মেশিন অপারেটর প্রতি পণ্য উৎপাদন - 54.5 টন / বছর
4. কর্মী প্রতি পণ্যের আউটপুট - 22.6 টন / বছর।
উৎপাদন ক্ষমতা
|
নাম |
বার্ষিক রিলিজ |
||||
|
প্রকল্প দ্বারা |
প্রকৃতপক্ষে, 1 জানুয়ারী, 1972 সালের হিসাবে |
||||
|
খুচরা যন্ত্রাংশ মেশিনিং |
|||||
|
পুনরায় মেরামতযোগ্য খুচরা যন্ত্রাংশের মেশিনিং |
|||||
|
মেশিনিং স্টপ রড |
|||||
|
Tuyere মেরামত |
|||||
|
মেরামত এবং ইনস্টলেশন কাজ |
প্রযুক্তিগত প্রক্রিয়া।
খুচরা যন্ত্রাংশ প্রক্রিয়াকরণের প্রযুক্তিগত প্রক্রিয়া স্বতন্ত্র এবং ছোট আকারের। খুচরা যন্ত্রাংশ তৈরির জন্য কাস্টিং, ফোরজিংস এবং বিভাগীয় ধাতু ওটিএসের গুদাম এবং প্রধান মেকানিকের বিভাগের সংগ্রহের কর্মশালা থেকে কর্মশালায় আসে। মেরামত প্রযুক্তি মেরামতের প্রস্তুতির সময় ইউনিটগুলির সমাবেশ এবং সংশোধন, ইউনিট প্রতিস্থাপন, পৃথক অংশ এবং মেরামতের সময়কালে ইউনিটগুলির সংশোধন নিয়ে গঠিত।
কর্মশালাটি দুটি শিফটে কাজ করবে, যার শিফটের সময়কাল 8.25 ঘন্টা পাঁচ দিনের সাথে কাজের সপ্তাহসঙ্গে দুই দিন ছুটি।
1.2 উদ্দেশ্য এবং সারাংশ প্রযুক্তিগত বিবরণপ্রধান সরঞ্জাম
এলাকার বৈশিষ্ট্য এবং মেরামত এবং যান্ত্রিক কর্মশালা।
ওপেন-হার্ট শপের সরঞ্জাম মেরামতের জন্য এলাকা - ওপেন-হার্ট, অবাধ্য এবং কম্পোজিশন প্রস্তুতির দোকানে অনুমোদিত সময়সূচী অনুসারে সরঞ্জামগুলির নির্ধারিত প্রতিরোধমূলক মেরামত করে।
সাইটটি খোলা চুলার দোকানের প্রাঙ্গনে অবস্থিত।
সাইটে 7 টি দল (60 জন) মেরামত ফিটার, বৈদ্যুতিক এবং গ্যাস ওয়েল্ডার এবং কাটার অন্তর্ভুক্ত।
রূপান্তরকারী দোকানের সরঞ্জাম মেরামতের জন্য এলাকা - কনভার্টার এবং পাইল ড্রাইভারের দোকানে অনুমোদিত সময়সূচী অনুসারে সরঞ্জামগুলির নির্ধারিত প্রতিরোধমূলক মেরামত করে।
সাইটটি কনভার্টার শপের মূল বিল্ডিংয়ের অন্তর্নির্মিত ঘরে 60 নম্বর এলাকায়, 23 নম্বরে অবস্থিত।
সাইটে মেরামত ফিটার, বৈদ্যুতিক এবং গ্যাস ওয়েল্ডার এবং কাটারের 7 টি দল (62 জন লোক) অন্তর্ভুক্ত রয়েছে।
মেরামত এবং যান্ত্রিক কর্মশালা।
পোস্ট করা হয়েছে উত্পাদন বিল্ডিংকর্মশালা মেরামত এবং যান্ত্রিক কর্মশালা অন্তর্ভুক্ত:
ক) যান্ত্রিক বিভাগ;
খ) লকস্মিথ এবং সমাবেশ বিভাগ;
গ) ফরজিং এবং ওয়েল্ডিং এবং প্রকিউরমেন্ট বিভাগ;
ঘ) লকিং রড তৈরি ও পুনরুদ্ধারের জন্য বিভাগ;
ঘ) ইলেক্ট্রোমেকানিক্যাল পরিষেবা।
যান্ত্রিক বগি জন্য ডিজাইন করা হয় মেশিনিংখুচরা যন্ত্রাংশ. এটি 48 বর্গ মিটার এলাকায় স্প্যান AB-তে অবস্থিত। এক টন পণ্য প্রক্রিয়াকরণের জটিলতার উপর ভিত্তি করে বিভাগে মেশিন টুলের সংখ্যা ইনস্টল করা হয় - 90 মেশিন ঘন্টা।
লকস্মিথ এবং অ্যাসেম্বলি ডিপার্টমেন্টটি প্ল্যান্টের ইস্পাত-গন্ধযুক্ত দোকানগুলির সরঞ্জাম ইউনিটগুলির সমাবেশ এবং সংশোধনের উদ্দেশ্যে। বিভাগটি 972 এলাকায় স্প্যান এবি এবং বিভিতে অবস্থিত। বিভাগটি 2 টি দল (10 জন) তালাকারদের নিয়ে গঠিত।
ফোরজি-ওয়েল্ডিং এবং প্রকিউরমেন্ট ডিপার্টমেন্ট ছোট ফোরজিংস এবং টুল ব্ল্যাঙ্ক তৈরির জন্য ডিজাইন করা হয়েছে, বিভিন্ন প্রোফাইলের রোলড পণ্য থেকে ফাঁকা কাটা এবং ওপেন-হর্থ এবং কনভার্টার দোকানের তামার টিউয়ার তৈরির জন্য। একটি ধাতব গুদাম সহ বিভাগটি 648 এলাকায় এবি উপসাগরে অবস্থিত।
স্টপ রডগুলির উত্পাদন এবং পুনরুদ্ধারের জন্য বিভাগটি ইস্পাত-ঢালা ল্যাডলের জন্য স্টপ রডগুলির উত্পাদনের উদ্দেশ্যে। প্রতি বছর 1600 টন লকিং রডের ক্ষমতা সহ একটি উত্পাদন লাইনে কাজ করা হয়।
বর্তমানে, স্টপ স্টাবল তৈরির জন্য প্রযুক্তিগত প্রক্রিয়া উন্নত করার জন্য বিভাগের নকশা পর্যালোচনা করা হচ্ছে।
ইলেক্ট্রোমেকানিকাল পরিষেবাটি একটি যান্ত্রিক কর্মশালায় নির্ধারিত প্রতিরোধমূলক মেরামত এবং সমস্যা সমাধানের সরঞ্জামগুলি চালানোর জন্য ডিজাইন করা হয়েছে। পরিষেবাটি বিভি উপসাগরে 180 বর্গ মিটার এলাকা সহ একটি অন্তর্নির্মিত ঘরে অবস্থিত। পরিষেবাটিতে 4 জন ইলেকট্রিশিয়ান এবং 6 জন তালা প্রস্তুতকারক রয়েছে৷
উপাদান গুদামটি বিভি উপসাগরে 24 বর্গ মিটার এলাকা সহ একটি অন্তর্নির্মিত ঘরে অবস্থিত। গুদাম উপাদান এবং প্রযুক্তিগত সম্পদ সঞ্চয় করার উদ্দেশ্যে করা হয়. গুদামে পণ্য পরিবহনের কাজগুলি ম্যানুয়ালি করা হয়।
খুচরা যন্ত্রাংশের গুদামটি 24 নম্বর এলাকায় BV-এর স্প্যানে অবস্থিত, একটি ধাতব জাল দিয়ে বেড়া দেওয়া। গুদামটি 5 টন বহন ক্ষমতা সহ একটি বৈদ্যুতিক ফর্কলিফ্ট দ্বারা পরিসেবা করা হয়।
দোকানের পাওয়ার সাপ্লাই।
কর্মশালায় 10 কেভি তারের সাথে 12টি সাবস্টেশন থেকে বিদ্যুৎ সরবরাহ করা হয়। ওয়ার্কশপে একটি স্টেপ-ডাউন ট্রান্সফরমার 1000 kVA, 10/0.4 kV ইনস্টল করা আছে।
সাধারণ বৈদ্যুতিক শক্তিকর্মশালা - 660 কিলোওয়াট।
শক্তি সহ - 440 কিলোওয়াট;
ক্রেন - 184 কিলোওয়াট;
বৈদ্যুতিক চুল্লি - 8 কিলোওয়াট;
বৈদ্যুতিক ঢালাই - 28 কিলোওয়াট।
ইন্ট্রাশপ নেটওয়ার্কগুলি এনটিপি 0.4 কেভির সাথে সংযুক্ত, ওয়্যারিং এপিআর টাইপ তারের সাথে পাইপে তৈরি করা হয়। সমস্ত বোর্ডে A3124 এবং A3131 ধরণের ShR এবং ShchU স্বয়ংক্রিয় মেশিন ইনস্টল করা আছে।
কর্মশালায় আলোকসজ্জা 87 টি ল্যাম্পের পরিমাণে GE-50 ল্যাম্প দ্বারা তৈরি করা হয়। ফিক্সচারের মোট বৈদ্যুতিক শক্তি হল 43.5 কিলোওয়াট।
ইন্ট্রাশপ নেটওয়ার্ক
|
নাম |
অবস্থান সন্নিবেশ করান |
ইন্ট্রাশপ নেটওয়ার্ক |
||||
|
ব্যাস মিমি |
পরিমাণ |
|||||
|
গ্যাস পাইপলাইন |
সাধারণ উদ্ভিদ মহাসড়ক |
|||||
|
অক্সিজেন পাইপলাইন |
||||||
|
বাষ্প পাইপলাইন |
||||||
|
সংকুচিত এয়ার পাইপলাইন |
||||||
|
গরম পানির পাইপলাইন |
||||||
|
পরিবারের পানীয় জল সরবরাহ |
||||||
|
প্রক্রিয়া জল পাইপলাইন |
অটোমোটো পরিবহন
ইন্ট্রা-শপ এবং ইন্ট্রা-ফ্যাক্টরি পরিবহনের জন্য, ওয়ার্কশপে রয়েছে 2টি বৈদ্যুতিক ফর্কলিফ্ট EP-301 যার লোড ক্ষমতা 3 টন এবং 2 টন লোড ক্ষমতা সহ 2টি ইলেকট্রিক কার EK-2 রয়েছে।
স্যানিটারি এবং গৃহস্থালীর অবস্থা।
দোকানটির প্রশাসনিক ভবন নির্মাণাধীন। মেরামত এবং ইনস্টলেশন টিমের কর্মীরা অস্থায়ীভাবে ওপেন-হার্ট এবং কনভার্টার দোকানগুলির প্রশাসনিক ভবনে অবস্থিত।
সরঞ্জামের প্রযুক্তিগত বৈশিষ্ট্য
|
নাম, প্রকার, মডেল, প্রস্তুতকারক |
প্রযুক্তিগত বিবরণ |
|||
|
যান্ত্রিক কমপার্টমেন্ট |
||||
|
কনসোল মিলিং মেশিন 6M12P (গোর্কি মেশিন টুল প্ল্যান্ট) |
টাকু নাক থেকে টেবিল পর্যন্ত দূরত্ব: সবচেয়ে ছোট - 30 মিমি; বৃহত্তম 400 মিমি। টেবিলের কাজের পৃষ্ঠের আকার হল 1250×320 মিমি। টেবিলের বৃহত্তম আন্দোলন: অনুদৈর্ঘ্য - 700 মিমি; ট্রান্সভার্স - 260 মিমি; উল্লম্ব - 370 মিমি। স্পিন্ডেল ভিতরের টেপার - B 3 টাকু মাথার ঘূর্ণনের বৃহত্তম কোণ হল ±45°। টাকুটির বৃহত্তম অক্ষীয় আন্দোলন 70 মিমি। স্পিন্ডেল গতি সীমা 31.5h1600 rpm। |
|||
|
ওয়াইড-ইউনিভার্সাল কনসোল মিলিং মেশিন 6M82Sh |
টেবিলের কাজের পৃষ্ঠের মাত্রা - 125x320 মিমি। ম্যান্ড্রেল ব্যাস - 32 মিমি; 50 মিমি। স্পিন্ডেলের সংখ্যা - 2। স্পিন্ডেল টেপার: অনুভূমিক - নং 3। ঘূর্ণমান এবং মাথার উপর পাড়া - নং 2। স্পিন্ডেল গতি সীমা: অনুভূমিক 31.5h1600 rpm; সুইভেল হেড 90-1400 আরপিএম। অনুদৈর্ঘ্য এবং ট্রান্সভার্স টেবিল ফিডের সীমা: 25h1250 মিমি/মিনিট। টেবিলের উল্লম্ব ফিডের সীমা 8.3-416.6 মিমি। টেবিলের অনুদৈর্ঘ্য কোর্স 700 মিমি। সারণির অনুপ্রস্থ পথ 240 মি। একটি টেবিলের উল্লম্ব কোর্স - 420 মিমি। টেবিলের ট্রান্সভার্স প্লেনে মিলিং হেডের ঘূর্ণন - 45-90°। প্রক্রিয়াকৃত বিশদটির সর্বাধিক ওজন - 250 কেজি। |
|||
|
হাইড্রোফিকেটেড ক্রস প্ল্যানার 7M37 (গোমেল মেশিন টুল প্ল্যান্ট) |
স্লাইডার ভ্রমণ - 150x100 মিমি। টেবিলের মাত্রা - 560x1000 মিমি টেবিলের সমতল এবং স্লাইডারের মধ্যে সর্বাধিক দূরত্ব হল 500 মিমি। একটি টেবিলের সর্বশ্রেষ্ঠ অনুভূমিক আন্দোলন - 800 মিমি। স্লাইডারের গতি সীমা হল 3h48 মি/মিনিট। কাটিং স্লেজের ঘূর্ণনের বৃহত্তম কোণ হল ±60°। |
|||
|
হাইড্রোফিকেটেড স্লটিং মেশিন 7M430 (গোমেল মেশিন টুল প্ল্যান্ট)। |
কাটার স্ট্রোক - 320 মিমি টেবিল ঘূর্ণন - 360° টেবিলের ব্যাস - 700 মিমি সর্বোচ্চ টেবিল ভ্রমণ: অনুদৈর্ঘ্য - 600 মিমি ক্রস - 300 মিমি। কাটার গতি সীমা হল 3h24 মি/মিনিট। |
|||
|
অনুদৈর্ঘ্য প্ল্যানার 7210 (মিনস্ক মেশিন টুল প্ল্যান্ট) |
টেবিল পৃষ্ঠ এবং ক্রসবারের মধ্যে দূরত্ব 1000 মিমি। র্যাকগুলির মধ্যে দূরত্ব - 1100 মিমি টেবিলের মাত্রা: 3000x900 মিমি। টেবিল ভ্রমণের দৈর্ঘ্য: বৃহত্তম - 3200 মিমি; সবচেয়ে ছোটটি 700 মিমি। ক্যালিপারের সংখ্যা: ক্রসবারে - 2; আলনায় - 1. ক্রসবার বরাবর ক্যালিপারগুলির অনুভূমিক আন্দোলন - 1500 মিমি। একটি আলনা উপর একটি সমর্থন উল্লম্ব আন্দোলন - 900 মিমি। একটি টেবিলের কাজের কোর্সের গতি - 4h90 মি/মিনিট। টেবিল বিপরীত গতি - 12h90 মি/মিনিট। |
|||
|
ক্যারোজেল মেশিন 1531 (ক্র্যাসনোডার মেশিন টুল প্ল্যান্ট)। |
ফেসপ্লেট ব্যাস - 1150 মিমি ফেসপ্লেট বিপ্লব - 6.3h315 rpm। উল্লম্ব ক্যালিপারের কাত কোণ হল ±45°। উল্লম্ব সমর্থন লিফটের উচ্চতা 550 মিমি। ক্রস ক্যালিপার ভ্রমণ - 630 মিমি ক্যালিপার ফিড - 0.05x12.5 মিমি / রেভ। |
|||
|
অনুভূমিক বিরক্তিকর মেশিন 2620V (লেনিনগ্রাদ মেশিন-টুল অ্যাসোসিয়েশন Sverdlov এর নামকরণ করা হয়েছে)। |
টাকু ব্যাস - 90 মিমি। স্পিন্ডেল গতি - 12.5h2000 rpm। ফেসপ্লেট ঘূর্ণন গতি - 8h200 rpm। স্পিন্ডেলের ভিতরের টেপারটি মোর্স নং 5। টেবিলের কাজের পৃষ্ঠের মাত্রা - 1120x1300 মিমি। সর্বাধিক ভ্রমণ: হেডস্টক উল্লম্ব - 1000 মিমি; টাকু দৈর্ঘ্য - 710 মিমি; টেবিল জুড়ে - 1000 মিমি; টেবিল দৈর্ঘ্যের দিকে - 1090 মিমি; ফেসপ্লেট সাপোর্ট রেডিয়াল - 170 মিমি। বিরক্তিকর গর্তের বৃহত্তম ব্যাস: টাকু - 330 মিমি; ক্যালিপার - 600 মিমি। |
|||
|
রেডিয়াল ড্রিলিং মেশিন 2H55 (ওডেসা মেশিন টুল প্ল্যান্ট)। |
বৃহত্তম ড্রিলিং ব্যাস 50 মিমি। মোর্স টেপার - নং 5। টাকুটির বৃহত্তম অক্ষীয় আন্দোলন 350 মিমি। টাকু ওভারহ্যাং - 410h1600 মিমি। স্পিন্ডেল গতি - 20-2000 আরপিএম |
|||
|
স্ক্রু-কাটিং লেদ 1E61M (ইজেভস্ক মেশিন টুল প্ল্যান্ট) |
কেন্দ্রগুলির উচ্চতা 170 মিমি। টাকুতে গর্তটি 32 মিমি। ক্যালিপারের উপরে - 183 মিমি; বিছানার উপরে - 320 মিমি। |
|||
|
স্ক্রু-কাটিং লেদ 1K62 (এফ্রেমভ মেশিন-টুল প্ল্যান্ট, মস্কো) |
কেন্দ্রগুলির উচ্চতা 215 মিমি। টাকু গর্ত - 38 মিমি বৃহত্তম ওয়ার্কপিস ব্যাস: ক্যালিপারের উপরে - 260 মিমি; বিছানার উপরে - 400 মিমি। |
|||
|
স্ক্রু-কাটিং লেদ 1625 (এফ্রেমভ মেশিন-টুল প্ল্যান্ট, মস্কো) |
কেন্দ্রগুলির মধ্যে দূরত্ব - 1400 মিমি। কেন্দ্রগুলির উচ্চতা 215 মিমি। স্পিন্ডেল বোর - 47 মিমি। বৃহত্তম ওয়ার্কপিস ব্যাস: ক্যালিপারের উপরে - 260 মিমি; বিছানার উপরে - 400 মিমি। |
|||
|
স্ক্রু-কাটিং লেদ 1A616 (কুইবিশেভ মেশিন টুল প্ল্যান্ট)। |
কেন্দ্রগুলির মধ্যে দূরত্ব - 710 মিমি। কেন্দ্রগুলির উচ্চতা 170 মিমি। টাকুতে গর্তটি 32 মিমি। বৃহত্তম ওয়ার্কপিস ব্যাস: ক্যালিপারের উপরে - 188 মিমি; বিছানার উপরে - 320 মিমি। |
|||
|
স্ক্রু-কাটিং লেদ 163 (টিবিলিসি মেশিন টুল প্ল্যান্ট) |
কেন্দ্রগুলির মধ্যে দূরত্ব - 1400 মিমি। কেন্দ্রগুলির উচ্চতা 265 মিমি। স্পিন্ডেল বোর - 65 মিমি। বৃহত্তম ওয়ার্কপিস ব্যাস: ক্যালিপারের উপরে - 350 মিমি; বিছানার উপরে - 630 মিমি। |
|||
|
স্ক্রু-কাটিং লেদ 9H14S3 (টিবিলিসি মেশিন টুল প্ল্যান্ট) |
কেন্দ্রগুলির মধ্যে দূরত্ব - 710 মিমি। কেন্দ্রগুলির উচ্চতা 265 মিমি। স্পিন্ডেল বোর - 65 মিমি। বৃহত্তম ওয়ার্কপিস ব্যাস: ক্যালিপারের উপরে - 350 মিমি; বিছানার উপরে - 630 মিমি। |
|||
|
স্ক্রু-কাটিং লেদ 165 (রিয়াজান মেশিন টুল প্ল্যান্ট) |
কেন্দ্রগুলির মধ্যে দূরত্ব - 2800h5000 মিমি। কেন্দ্রগুলির উচ্চতা 500 মিমি। টাকুতে গর্ত 80 মিমি। বৃহত্তম ওয়ার্কপিস ব্যাস: ক্যালিপারের উপরে - 650 মিমি; বিছানার উপরে - 1000 মিমি। স্পিন্ডেল গতি - 5h500 rpm। |
|||
|
সার্কুলার গ্রাইন্ডিং মেশিন ZA164A (কোমমুনার প্লান্ট, লুবনি, পোল্টাভা অঞ্চল) |
কেন্দ্রগুলির মধ্যে দূরত্ব - 2800 মিমি। পণ্যের বৃহত্তম ব্যাস 400 মিমি। পণ্যের সর্বোচ্চ ওজন 250 কেজি। বৃহত্তম বৃত্তের মাত্রা: বাইরের ব্যাস - 750 মিমি; অভ্যন্তরীণ ব্যাস - 40 মিমি; প্রস্থ - 70 মিমি। |
|||
|
ফিটিং ও অ্যাসেম্বলি বিভাগ। |
||||
|
অনুভূমিক হাইড্রোলিক প্রেস P983 (প্রেসের ওডেসা প্ল্যান্ট)। |
বল - 315 টি। নেটওয়ার্কে তরল চাপ - 200 কেজি/সেমি²। প্লাঞ্জারের বৃহত্তম স্ট্রোক 850 মিমি। চাপা পণ্যের সর্বোচ্চ ব্যাস 1500 মিমি। কাজের তরল হল তেল। প্লাঞ্জারের শেষ থেকে চলমান থ্রাস্ট বিমের শেষ পর্যন্ত দূরত্ব: সর্বাধিক - 2900 মিমি; সর্বনিম্ন - 900 মিমি; কাজ - 2500 মিমি। |
|||
|
একক-কলাম হাইড্রোলিক প্রেস P6320 (ওরেনবার্গ মেটালিস্ট প্ল্যান্ট)। |
বল - 10 টি। নেটওয়ার্কে তরল চাপ - 160 কেজি/সেমি²। স্ট্রোক - 400 মিমি। টেবিলের মাত্রা - 380x500 মিমি। |
|||
|
পিলিং এবং গ্রাইন্ডিং মেশিন ZM-634 (জালাল-আবাদ মেরামত প্ল্যান্ট) |
ল্যাপ সংখ্যা - 2 বৃত্তের আকার - 400x40x203 মিমি স্পিন্ডেল গতি - 1420 আরপিএম। কেন্দ্রগুলির মধ্যে দূরত্ব - 700 মিমি কেন্দ্রের উচ্চতা - 830 মিমি |
|||
|
উল্লম্ব ড্রিলিং মেশিন 2A135 (লেনিন, স্টারলিটোম্যাকের নামানুসারে উদ্ভিদ)। |
সর্বাধিক ড্রিলিং ব্যাস 35 মিমি। স্পিন্ডল টেপার - মোর্স নং 4। একটি টাকু একটি অক্ষ প্রস্থান - 300 মিমি। টাকু ভ্রমণ - 225 মিমি। হেডস্টক স্ট্রোক - 200 মিমি। স্পিন্ডেল গতি - 68-1100 আরপিএম। ফিড পরিসীমা - 0.12h1.6 মিমি / রেভ। |
|||
|
ফরজিং এবং ওয়েল্ডিং এবং সংগ্রহ বিভাগ। |
||||
|
বায়ুসংক্রান্ত ফোরজিং হাতুড়ি М415А (ভোরোনেজ প্ল্যান্ট কেপিও)। |
খাওয়ানোর অংশগুলির ওজন 400 কেজি। প্রতি মিনিটে বিটের সংখ্যা - 130 খাওয়ানোর অংশগুলির কার্যকর গতিশক্তি হল 950 গ্রাম। মহিলার একটি অক্ষ থেকে একটি বিছানা পর্যন্ত দূরত্ব - 520 মিমি। স্ট্রাইকারের আয়না থেকে নারীর দূরত্ব ৫৩০। স্ট্রাইকার মিররের মাত্রা - 265x100 মিমি। ওয়ার্কপিসের সর্বোত্তম নকল বিভাগ: বর্গক্ষেত্র - 100 মিমি; বৃত্তাকার - 115 মিমি। |
|||
|
বিচ্ছিন্ন করা যায় হ্যাকস 872 (ক্যালিনিনের নামানুসারে ক্রাসনোডার পরীক্ষামূলক উদ্ভিদ)। |
স ফ্রেম ভ্রমণের দৈর্ঘ্য - 140x180 মিমি। ফলকের দৈর্ঘ্য - 450 মিমি প্রতি মিনিটে করাত ফ্রেমের স্ট্রোকের সংখ্যা - 85-110। |
|||
|
মিলিং এবং কাটিং মেশিন 8V66 (মিনস্ক মেশিন টুল প্ল্যান্ট) |
দ্রুততা করাতমিনিটে - 3.3h25.5 ব্লেডের ব্যাস - 710 মিমি। কাটার গতি - 7.4h57 মি/মিনিট। কাটা হচ্ছে ওয়ার্কপিসের বৃহত্তম ব্যাস 230 মিমি। |
|||
|
ঢালাই রূপান্তরকারী PSO-300 |
বর্তমান প্রবিধান সীমা: |
|||
|
ওয়েল্ডিং ট্রান্সফরমার TD-500 (ফ্যাক্টরি মেইলবক্স M-5293) |
||||
|
ফরজ ফরজ |
কর্মশালা দ্বারা তৈরি. |
|||
|
গরম করার চেম্বার চুল্লি |
চুলার ক্ষেত্রফল 0.66 m²। জ্বালানী: কোক ওভেন গ্যাস। |
|||
|
ইলেকট্রো-মেকানিকাল সার্ভিস। |
||||
|
উল্লম্ব ড্রিলিং মেশিন 2A125 (যান্ত্রিক উদ্ভিদ, কাবানে গ্রাম, লুহানস্ক অঞ্চল)। |
বৃহত্তম ড্রিলিং ব্যাস 25 মিমি। টাকু ভ্রমণ - 200 মিমি। স্পিন্ডেল আরপিএম - 165h2130। একটি টেবিলের সর্বশ্রেষ্ঠ আন্দোলন - 400 মিমি। টেবিলের মাত্রা - 350x400 মিমি। |
|||
|
পিলিং এবং গ্রাইন্ডিং মেশিন 3M-634 (কিরভের নামে নামকরণ করা মুকাচেভো প্ল্যান্ট) |
বৃত্তের সংখ্যা - 2। বৃত্তের মাপ - 400×40×203 মিমি। স্পিন্ডল বিপ্লব মিনিটে। - 700h1400। |
|||
|
সারফেস গ্রাইন্ডিং মেশিন 372B (মস্কো মেশিন টুল প্ল্যান্ট)। |
ওয়ার্কপিসের মাত্রা - 1000x300x400 মিমি। টেবিলের মাত্রা - 1000×300 মিমি। বৃত্তের উচ্চতা - 40 মিমি। বৃত্তের ব্যাস: বাইরের - 250h350 মিমি; অভ্যন্তরীণ - 127 মি। |
|||
|
ইউনিভার্সাল গ্রাইন্ডিং মেশিন 3659A (গ্রাইন্ডিং মেশিনের ভিটেবস্ক প্ল্যান্ট)। |
তীক্ষ্ণ ড্রিলস, জিঙ্কারের ব্যাস 80 মিমি। তীক্ষ্ণ কোণ - 70°h140°। ধারালো টুলের পালকের সংখ্যা 12 পর্যন্ত। নাকাল চাকা: বাইরের ব্যাস - 200 মিমি; অভ্যন্তরীণ - 32 মি; উচ্চতা - 70 মিমি পর্যন্ত। বৃত্তের আবর্তনের সংখ্যা মিনিটে। - 1850 |
হ্যান্ডলিং যন্ত্রপাতি
|
নাম, নং, প্রস্তুতকারক |
ইনস্টলেশন অবস্থান |
প্রযুক্তিগত বিবরণ |
|||
|
সেতুর বৈদ্যুতিক ক্রেন নং-১ (যান্ত্রিক উদ্ভিদ, বসতি Novobureisk, Khabarovsk অঞ্চল)। |
ফরজিং বিভাগ যান্ত্রিক বিভাগ। স্টপার রড উত্পাদন বিভাগ |
লোড ক্ষমতা - 5 টন। সেতুটির দৈর্ঘ্য 16.5 মিটার। চলার গতি: কপিকল - 73.5 মি / মিনিট; কার্ট - 38 মি/মিনিট; উত্তোলন - 10 মি/মিনিট। উত্তোলন উচ্চতা - 8 মি। |
|||
|
সেতুর বৈদ্যুতিক ক্রেন নং 3 (মেশিন-বিল্ডিং প্ল্যান্ট, উজলোভায়া স্টেশন, তুলা অঞ্চল)। |
ফিটিং এবং সমাবেশ বিভাগ |
লোড ক্ষমতা - 15/3 টি। সেতুটির দৈর্ঘ্য 16.5 মিটার। চলার গতি: ক্রেন - 49 মি/মিনিট; কার্ট - 18 মি/মিনিট; প্রধান লিফট - 2.2 মি/মিনিট; সহায়ক উত্তোলন - 9.7 মি / মিনিট। উত্তোলন উচ্চতা: প্রধান - 8.5 মি; সহায়ক - 8.5 মি। |
|||
|
সেতু বৈদ্যুতিক ক্রেন নং 4 (PTO প্ল্যান্ট, আলেকজান্দ্রিয়া, কিরোভোগ্রাদ অঞ্চল)। |
ফিটিং এবং সমাবেশ বিভাগ |
লোড ক্ষমতা - 15/3 টি। সেতুটির দৈর্ঘ্য 16.5 মিটার। চলার গতি: কপিকল - 75.3 মি / মিনিট; কার্ট - 34.5 মি / মিনিট; প্রধান লিফট - 8 মি/মিনিট; সহায়ক উত্তোলন - 19.2 মি / মিনিট। উত্তোলন উচ্চতা: প্রধান - 8 মি; সহায়ক - 8 মি. |
|||
|
বৈদ্যুতিক ট্রলি (ধাতুবিদ্যা সরঞ্জামের Dnepropetrovsk উদ্ভিদ)। |
অক্ষ 4-5 মধ্যে স্প্যান মধ্যে |
লোড ক্ষমতা - 10t; রেল ট্র্যাক - 1000 মিমি; ট্রলি বেস - 1600 মিমি। প্ল্যাটফর্মের আকার - 2630×1650 মিমি। ভ্রমণের গতি - 40 মি/মিনিট। MTK-11-V বৈদ্যুতিক মোটর থেকে ড্রাইভ করুন, পাওয়ার 2.2 কিলোওয়াট, 885 আরপিএম। বোতাম নিয়ন্ত্রণ। |
2. বিশেষ অংশ
2.1 কনসোল-মিলিং ইউনিভার্সাল মেশিন মডেল 6E80Sh এর উদ্দেশ্য এবং ডিভাইস
চিত্র 2.1.1 কনসোল-মিলিং ইউনিভার্সাল মেশিন মডেল 6E80Sh
Shirokouniversalny ক্যান্টিলিভার-মিলিং অনুভূমিক মেশিন 6E80SH অংশে মিলিং এবং কিছু ধরণের বিরক্তিকর কাজ করার জন্য ডিজাইন করা হয়েছে ছোট মাপলৌহঘটিত এবং অ লৌহঘটিত ধাতু এবং প্লাস্টিক থেকে।
একক এবং ভর উত্পাদন শর্তাবলী প্রয়োগ করা হয়. মেশিনগুলির প্রযুক্তিগত বৈশিষ্ট্যগুলি উচ্চ-গতির ইস্পাত সরঞ্জামগুলির পাশাপাশি কার্বাইড সন্নিবেশে সজ্জিত সরঞ্জামগুলির ক্ষমতা সম্পূর্ণরূপে ব্যবহার করা সম্ভব করে তোলে।
প্রত্যাহারযোগ্য কুইল সহ সুইভেল মিলিং হেড ওয়ার্কপিসের বাঁকযুক্ত পৃষ্ঠগুলিকে মিলিং করতে দেয়। একটি বিভাজক মাথা, একটি ঘূর্ণমান টেবিল, একটি ভাইস ব্যবহার মেশিনের প্রযুক্তিগত ক্ষমতা প্রসারিত করে।
মেশিনগুলি অনুভূমিক বা উল্লম্ব টাকুতে স্থির একটি ঘূর্ণায়মান স্থির কাটার দিয়ে মিলিংয়ের নীতিতে কাজ করে। টেবিলের নড়াচড়া (এক্স-সমন্বয়), স্লাইড (ওয়াই-সমন্বয়), কনসোল (জেড-সমন্বয়) কাজ বা ইনস্টলেশন আন্দোলন হিসাবে ব্যবহৃত হয়।
সিএনসি সরঞ্জামের ব্যবহার আপনাকে স্বয়ংক্রিয় মোডে প্রোগ্রাম অনুসারে অংশগুলি প্রক্রিয়া করতে দেয়।
নকশা বৈশিষ্ট্য:
র্যাক হল বেস ইউনিট যার উপর অন্যান্য সমস্ত ইউনিট এবং প্রক্রিয়া মাউন্ট করা হয়। র্যাকটি প্লেট (বেস) এর সাথে কঠোরভাবে সংযুক্ত। মেশিনের ট্রাঙ্কে একটি উল্লম্ব স্পিন্ডেল হেড মাউন্ট করা হয় এবং লম্বা ম্যান্ড্রেলের সাথে কাজ করার জন্য ট্রাঙ্ক গাইডের সাথে সাসপেনশন বন্ধনী সংযুক্ত থাকে।
অনুভূমিক টাকুটির গিয়ারবক্সটি র্যাক মাউন্ট করা হয়েছে। উল্লম্ব টাকুটি মাথার উপরে স্থাপিত একটি বৈদ্যুতিক মোটর দ্বারা চালিত হয়।
কনসোলের পিছনের প্রাচীরটি ডোভেটেল গাইডের আকারে তৈরি করা হয়েছে। স্লেজটি কনসোলে ট্রান্সভার্সিভাবে চলে এবং টেবিলের জন্য গাইড রয়েছে। একটি অনুদৈর্ঘ্য ফিড স্ক্রু টেবিলের সাথে সংযুক্ত। সংযুক্ত পদ্ধতি এবং পাল্টা মিলিং পদ্ধতি দ্বারা কাজ উভয়ই সম্ভব।
মেশিন রচনা:
টেবিল উল্লম্ব আন্দোলন স্যুইচিং প্রক্রিয়া, স্লাইড, টেবিল, কুলিং সিস্টেম, বৈদ্যুতিক ক্যাবিনেট, টেবিল ট্রান্সভার্স মুভমেন্ট সুইচিং মেকানিজম, বিছানা, ফিড বক্স, ফিড সুইচিং মেকানিজম, অনুভূমিক স্পিন্ডল স্পিড সুইচিং মেকানিজম, গিয়ারবক্স এবং স্পিন্ডল, ট্রাঙ্ক, হেড ডিভাইস, নিরাপত্তা ব্যবস্থা সহ উল্লম্ব টাকু, সাসপেনশন, কনসোলের ঘূর্ণন গতি স্যুইচ করার জন্য।
মেশিন এবং এর প্রধান অংশগুলির ডিভাইস এবং অপারেশন।
নিয়ন্ত্রণ এবং তাদের উদ্দেশ্য:
ম্যানুয়াল উল্লম্ব আলোড়িত টেবিলের হ্যান্ডেল
স্লেজের ম্যানুয়াল ক্রস চলাচলের জন্য ফ্লাইহুইল
উল্লম্ব ফিড সক্রিয় লিভার
একটি অনুদৈর্ঘ্য স্ক্রু নেভিগেশন ব্যাকল্যাশ নমুনা জন্য কীট
টেবিলের ম্যানুয়াল চলাচলের জন্য হ্যান্ডহুইল
টেবিল ক্ল্যাম্প
"আলো" স্যুইচ করুন
টাকু হাতা বাতা হ্যান্ডেল
কুলিং ভালভ
পাওয়ার সুইচ হ্যান্ডেল
টেবিল দ্রুত সরানো বোতাম
শুরু বোতাম
"স্টপ" জরুরী বোতাম
স্লাইডার বাতা হ্যান্ডেল
ক্রস ফিড সক্রিয় লিভার
কনসোল বাতা হ্যান্ডেল
ফিড মোটর সুইচ
কুলিং পাম্প সুইচ
অনুভূমিক টাকু ঘূর্ণন দিক সুইচ
বোতাম চাপা
উল্লম্ব টাকু ঘূর্ণন দিক সুইচ
অনুভূমিক টাকু ওভাররাইড লিভার
অনুভূমিক টাকু গিয়ার লিভার
ট্রাঙ্ক ম্যানুয়াল আন্দোলন
ফ্রেমে ট্রাঙ্ক বাতা
ট্রাঙ্ক থেকে মিলিং মাথা clamping
কৃমি টেবিলের অনুদৈর্ঘ্য সমতলে মিলিং মাথা বাঁক
টেবিলের তির্যক সমতল মধ্যে কৃমি বাঁক মাথা milling
উল্লম্ব টাকু ওভাররাইড হ্যান্ডেল
উল্লম্ব টাকু পুলি সুইচিং গাঁট
উল্লম্ব টাকু গিয়ার নির্বাচক
উল্লম্ব টাকু এর হাতা সরানোর জন্য হ্যান্ডেল
অনুদৈর্ঘ্য ফিড জন্য লিভার
গিয়ার শিফট হ্যান্ডেল
ফিড শিফট লিভার
মেশিন 6T80 এর স্লেজ ক্ল্যাম্প করার জন্য স্ক্রু
স্টপ বোতাম
কাইনেমেটিক স্কিম।
স্পিন্ডলগুলি একটি ভি-বেল্ট ট্রান্সমিশনের মাধ্যমে বৈদ্যুতিক মোটর দ্বারা চালিত হয়।
স্পিন্ডলগুলির 12টি ভিন্ন গতি রয়েছে যা স্প্লিনড শ্যাফ্ট বরাবর গিয়ার ব্লকগুলি সরানোর মাধ্যমে পাওয়া যায়। ফিড তারের মাধ্যমে বৈদ্যুতিক মোটর থেকে বাহিত হয় কাপলিং, খাদ IX থেকে ফিড বক্সে। গিয়ার ব্লকগুলি সরানোর মাধ্যমে, ফিড বক্সটি 18টি ভিন্ন ফিড সরবরাহ করে, যা কনসোলের XUI শ্যাফ্টে প্রেরণ করা হয় এবং তারপরে, যখন সংশ্লিষ্ট ক্যাম ক্লাচটি চালু করা হয়, অনুদৈর্ঘ্য, অনুপ্রস্থ এবং উল্লম্ব আন্দোলনের স্ক্রুগুলিতে প্রেরণ করা হয়।
বৈদ্যুতিক মোটর থেকে শাফ্ট IX, X, KhP, XU, ইলেক্ট্রোম্যাগনেটিক এবং ওভাররানিং ক্লাচের মাধ্যমে কনসোলের শ্যাফ্ট CL পর্যন্ত ত্বরিত গতিবিধি সঞ্চালিত হয়।
অনুদৈর্ঘ্য, ট্রান্সভার্স, উল্লম্ব ফিডগুলির অন্তর্ভুক্তি এবং উলটপালট ডাবল-পার্শ্বযুক্ত ক্যামের ক্লাচ দ্বারা সঞ্চালিত হয়।
বিছানা মেশিনের মৌলিক অংশ, যার উপর অন্যান্য সমস্ত উপাদান এবং প্রক্রিয়া মাউন্ট করা হয়। বিছানার স্ট্যান্ডটি প্লেটের (বেস) সাথে কঠোরভাবে সংযুক্ত, যা কুল্যান্টের জলাধার।
6E80Sh মেশিনের ট্রাঙ্কে একটি উল্লম্ব স্পিন্ডেল হেড মাউন্ট করা হয় এবং লম্বা ম্যান্ড্রেলের সাথে কাজ করার জন্য ট্রাঙ্ক গাইডের সাথে সাসপেনশন বন্ধনী সংযুক্ত থাকে। সাসপেনশনের একটি রোলিং বিয়ারিং এবং একটি স্লাইডিং বিয়ারিং থাকে। মেশিনের হ্যাঙ্গারগুলি বিনিময়যোগ্য নয়; হ্যাঙ্গারগুলি ইনস্টল করতে, মাথাটি উপরে করুন।
অনুভূমিক টাকুটির গিয়ারবক্সটি ফ্রেমে মাউন্ট করা হয়েছে। বৈদ্যুতিক মোটরের সাথে সংযোগটি একটি ভি-বেল্ট ট্রান্সমিশনের মাধ্যমে সঞ্চালিত হয়। পরিদর্শন এবং গিয়ারবক্সে অ্যাক্সেস - বিছানার কুমারী পাশে গিয়ারশিফ্ট ইউনিটের জানালা দিয়ে। মেশিনের উল্লম্ব স্পিন্ডেলের ড্রাইভটি একটি ভি-বেল্ট ড্রাইভ, একটি রোলার ক্লাচ এবং একটি গিয়ারবক্সের মাধ্যমে মাথার উপরে রাখা একটি বৈদ্যুতিক মোটর থেকে সঞ্চালিত হয়।
টাকু একটি স্লাইডিং হাতা মধ্যে মাউন্ট করা হয়. 6E80Sh মেশিনের স্পিন্ডেল হেড একটি ক্ল্যাম্পের মাধ্যমে ট্রাঙ্কের সাথে সংযুক্ত থাকে এবং টেবিলের অনুপ্রস্থ এবং অনুদৈর্ঘ্য দিকগুলিতে ঘোরানো যায়। ফিড ড্রাইভটি কনসোলে অবস্থিত। সামনে, কনসোলের নীচের অংশে একটি ফ্ল্যাঞ্জযুক্ত বৈদ্যুতিক মোটর তৈরি করা হয়েছে, একটি ফিড সুইচিং প্রক্রিয়া সহ একটি ফিড বক্স এবং টেবিলের উল্লম্ব আন্দোলন চালু করার জন্য একটি প্রক্রিয়া কনসোলের বাম দিকে, ডানদিকে মাউন্ট করা হয়েছে। - টেবিলের তির্যক আন্দোলন চালু করার জন্য একটি প্রক্রিয়া। আঠার গতির ফিড বক্সে একটি সুরক্ষা ক্লাচ সহ একটি দ্রুত ভ্রমণের চেইন রয়েছে যা ওভারলোডের সময় ফিড ড্রাইভের ক্ষতি হওয়ার সম্ভাবনাকে দূর করে।
একটি ইলেক্ট্রোম্যাগনেটিক ক্লাচ এবং একটি ওভাররানিং ক্লাচ একই শ্যাফটে একটি নিরাপত্তা ক্লাচ সহ মাউন্ট করা হয়। টেবিলের দ্রুত গতিবিধি চালু করা বোতাম দ্বারা বাহিত হয়। ফিড স্যুইচিং মেকানিজমের মধ্যে রয়েছে প্রোফাইল গ্রুভ সহ ক্যামের হ্যান্ডেল, গিয়ার স্যুইচ করার জন্য একটি অঙ্গ এবং লিভার।
ফিড বক্সের গিয়ারগুলি পরিবর্তন করা হয় যখন অঙ্গটি অক্ষের চারপাশে ঘোরে এবং যখন অক্ষটি হ্যান্ডেলের সাথে ঘোরে।
টেবিলের উল্লম্ব এবং তির্যক যান্ত্রিক আন্দোলনের অন্তর্ভুক্তি হ্যান্ডলগুলি দ্বারা সঞ্চালিত হয়। হ্যান্ডলগুলির চলাচলের দিকটি স্মৃতিগতভাবে টেবিলের চলাচলের দিকের সাথে সংযুক্ত।
টেবিলের ম্যানুয়াল উল্লম্ব আন্দোলন একটি হ্যান্ডেল, ট্রান্সভার্স - একটি ফ্লাইওয়াইল দ্বারা সঞ্চালিত হয়।
কনসোলের পিছনের প্রাচীরটি ডোভেটেল গাইডের আকারে তৈরি করা হয়েছে।
কনসোলের উপরের অংশে আয়তক্ষেত্রাকার রেল রয়েছে যার সাথে স্লেজ চলে।
স্লেজটি কনসোলে ট্রান্সভার্সিভাবে চলে এবং টেবিলের জন্য গাইড রয়েছে।
একটি অনুদৈর্ঘ্য ফিড স্ক্রু টেবিলের সাথে সংযুক্ত। স্লেজে বেভেল গিয়ার রয়েছে যা স্ক্রু, হ্যান্ডলগুলি এবং অনুদৈর্ঘ্য ফিড চালু করার জন্য একটি প্রক্রিয়া ঘোরায়।
ক্লাইম্ব মিলিংয়ের মাধ্যমে কাজ করার সময়, সীসা স্ক্রু এবং বাদামের থ্রেডের মধ্যে ফাঁকের একটি নির্বাচন কীট ঘুরিয়ে দেওয়া হয়।
কাউন্টার মিলিং পদ্ধতির সাথে কাজ করার সময়, সীসা স্ক্রু অনেক বেশি পরে যায়। অতএব, যদি দীর্ঘ সময়ের জন্য মেশিনে একটি কাজ সঞ্চালিত হয়, স্ক্রু কাজের এলাকা পরিবর্তন করা উচিত।
ক্রস ফিডটি চালানোর জন্য, একটি বাদাম সহ একটি বন্ধনী ব্যবহার করা হয়, যা স্লাইডের শরীরের উপর স্থির করা হয় এবং কনসোল স্ক্রুর সাথে সংযুক্ত থাকে।
মৌলিক প্রযুক্তিগত তথ্য এবং মেশিনের বৈশিষ্ট্য.
টেবিলের কাজের পৃষ্ঠের মাত্রা (দৈর্ঘ্য x প্রস্থ), মিমি 200 x 800
টেবিল টি-স্লটের সংখ্যা 3
টেবিলের সর্বশ্রেষ্ঠ আন্দোলন, মিমি
অনুদৈর্ঘ্য 560
ট্রান্সভার্স 220
অনুভূমিক টাকুটির অক্ষ থেকে টেবিলের কার্যকারী পৃষ্ঠের দূরত্ব, মিমি
কমপক্ষে 0
সর্বোচ্চ 400
উল্লম্ব টাকুটির শেষ থেকে টেবিলের কার্যকারী পৃষ্ঠের দূরত্ব, মিমি
কমপক্ষে 15
সর্বোচ্চ 400
টাকু মাথার ঘূর্ণন কোণ, শিলাবৃষ্টি
টেবিলের অনুদৈর্ঘ্য সমতলে ± 45
টেবিলের অনুপ্রস্থ সমতলে (ফ্রেমে) 30
টেবিলের অনুপ্রস্থ সমতলে (বিছানা থেকে) 45
স্পিন্ডেল হেড স্লিভ স্ট্রোক, মিমি 70
স্পিন্ডেল গতির সংখ্যা (অনুভূমিক/উল্লম্ব) 12
স্পিন্ডেল গতি সীমা, ন্যূনতম -1
অনুভূমিক 50-2240
উল্লম্ব 56-2500
টেবিলের ইনিংসের সংখ্যা 18
টেবিল ফিড সীমা, মিমি/মিনিট
অনুদৈর্ঘ্য এবং অনুপ্রস্থ 20-1000
উল্লম্ব 10-500
একটি টেবিলের দ্রুত চলাচলের গতি, মি/মিনিট
অনুদৈর্ঘ্য এবং অনুপ্রস্থ 3.35
উল্লম্ব 1.7
টেবিল আন্দোলনের অঙ্গ বিভাজনের মূল্য, মিমি
অনুদৈর্ঘ্য এবং অনুপ্রস্থ 0.05
উল্লম্ব 0.02
একটি উল্লম্ব টাকু, মিমি 0,05 একটি হাতা আন্দোলনের একটি অঙ্গ বিভাজনের মূল্য
মেশিনের সামগ্রিক মাত্রা (দৈর্ঘ্য x প্রস্থ x উচ্চতা), মিমি 1600x1875x2080
মেশিনের ওজন (বৈদ্যুতিক সরঞ্জাম সহ), কেজি 1430
মেশিনে ব্যবহৃত একটি টুল।
অনুভূমিক মিলিং কনসোল মেশিন 6T80Sh একটি কনসোলের উপস্থিতি এবং স্পিন্ডলের অনুভূমিক অবস্থান দ্বারা আলাদা করা হয় যখন তৈরি করা ওয়ার্কপিসগুলির সমতল এবং আকৃতির পৃষ্ঠের নলাকার, কৌণিক এবং আকৃতির কাটার প্রক্রিয়াকরণ করা হয়। বিভিন্ন উপকরণ. শেষ মিল এবং শেষ মিলগুলিও ব্যবহার করা যেতে পারে।
নলাকার কাটার প্লেন প্রক্রিয়াকরণে ব্যবহৃত হয়। এই কাটার সোজা এবং হেলিকাল দাঁত সঙ্গে হতে পারে. হেলিকাল দাঁত সহ মিলিং কাটারগুলি মসৃণভাবে চলে; তারা ব্যাপকভাবে উত্পাদন ব্যবহৃত হয়. স্ট্রেইট কাটারগুলি শুধুমাত্র সরু পৃষ্ঠের জন্য ব্যবহার করা হয় যেখানে হেলিকাল কাটারগুলির সুবিধাগুলি কার্যকর হয় না৷ মহান প্রভাবকাটার প্রক্রিয়ায়। হেলিকাল দাঁতের সাথে নলাকার কাটারগুলির অপারেশনের সময়, অক্ষীয় বাহিনী ঘটে, যা, একটি দাঁতের প্রবণতা কোণ ওমেগা = 30 -: - 45 * সহ, একটি উল্লেখযোগ্য মান পৌঁছায়। অতএব, নলাকার ডবল কাটার ব্যবহার করা হয়, যার মধ্যে হেলিকাল দাঁত কাটাপ্রবণতার বিভিন্ন দিক আছে। এটি আপনাকে কাটার প্রক্রিয়া চলাকালীন কাটারগুলিতে কাজ করে এমন অক্ষীয় শক্তিগুলির ভারসাম্য বজায় রাখতে দেয়। কাটারগুলির সংযোগস্থলে, একটি কাটারের কাটিং প্রান্তগুলি অন্যটির কাটিয়া প্রান্ত দ্বারা ওভারল্যাপ করা হয়। নলাকার কাটারগুলি উচ্চ গতির ইস্পাত দিয়ে তৈরি, এবং কার্বাইড সন্নিবেশ, ফ্ল্যাট এবং হেলিকাল দিয়ে সজ্জিত।
কোণ কাটার কোণার স্লট এবং আনত প্লেন মিলিং জন্য ব্যবহার করা হয়. একক-কোণ কাটারগুলির কাটিং প্রান্ত রয়েছে শঙ্কুযুক্ত পৃষ্ঠএবং বাট ডাবল-অ্যাঙ্গেল কাটারগুলির কাটিং প্রান্ত রয়েছে দুটি সংলগ্ন শঙ্কুযুক্ত পৃষ্ঠে অবস্থিত।
কোণ কাটারগুলি চিপ গ্রুভ মিলিংয়ের জন্য সরঞ্জাম তৈরিতে ব্যাপকভাবে ব্যবহৃত হয়। বিভিন্ন সরঞ্জাম. একক-কোণ কাটারগুলির সাথে কাজ করার প্রক্রিয়াতে, অক্ষীয় কাটিয়া শক্তির উদ্ভব হয়, যেহেতু ওয়ার্কপিস ধাতুর কাটা প্রধানত একটি শঙ্কুযুক্ত পৃষ্ঠে অবস্থিত প্রান্তগুলি কাটার মাধ্যমে সঞ্চালিত হয়। দ্বি-কোণ কাটারগুলিতে, দাঁতের দুটি সংলগ্ন কৌণিক প্রান্তের অপারেশন থেকে উদ্ভূত অক্ষীয় শক্তিগুলি একে অপরকে কিছুটা ক্ষতিপূরণ দেয় এবং যখন প্রতিসম দ্বি-কোণ কাটার কাজ করে, তখন তারা পারস্পরিক ভারসাম্যপূর্ণ হয়। অতএব, ডাবল-কোণ কাটারগুলি আরও মসৃণভাবে কাজ করে। ছোট আকারের অ্যাঙ্গেল কাটারগুলি একটি নলাকার বা টেপারড শ্যাঙ্ক দিয়ে শেষ মিল তৈরি করা হয়।
আকৃতির কাটারগুলি বিভিন্ন আকৃতির পৃষ্ঠের প্রক্রিয়াকরণে ব্যাপকভাবে ব্যবহৃত হয়। আকৃতির মিলিং কাটার ব্যবহার করার সুবিধাগুলি বিশেষভাবে উচ্চারিত হয় যখন মিল করার জন্য পৃষ্ঠের দৈর্ঘ্য এবং প্রস্থের একটি বড় অনুপাত সহ ওয়ার্কপিস মেশিন করা হয়। বড় আকারের উত্পাদনে ছোট আকারের পৃষ্ঠগুলি ব্রোচিং দ্বারা সর্বোত্তম প্রক্রিয়া করা হয়। দাঁতের নকশা অনুসারে, আকৃতির কাটারগুলি পিঠযুক্ত দাঁত সহ কাটার এবং সূক্ষ্ম (তীক্ষ্ণ) দাঁত সহ কাটারগুলিতে বিভক্ত।
শেষ মিলগুলি উল্লম্ব মিলিং মেশিনে প্লেনগুলির প্রক্রিয়াকরণে ব্যাপকভাবে ব্যবহৃত হয়। তাদের অক্ষ অংশটির মেশিনযুক্ত সমতলে লম্বভাবে সেট করা হয়েছে। নলাকার কাটারগুলির বিপরীতে, যেখানে কাটিয়া প্রান্তের সমস্ত বিন্দু প্রোফাইলিং করা হয় এবং মেশিনযুক্ত পৃষ্ঠ তৈরি করে, ফেস মিলগুলিতে, শুধুমাত্র দাঁতের কাটা প্রান্তের উপরের অংশগুলি প্রোফাইলিং করা হয়। শেষ কাটিয়া প্রান্ত অক্জিলিয়ারী হয়. প্রধান কাজকাটিং বাইরের পৃষ্ঠে অবস্থিত পার্শ্ব কাটিয়া প্রান্ত দ্বারা সঞ্চালিত হয়.
শেষ মিলগুলি কনট্যুর রিসেস, লেজ, পারস্পরিক লম্ব সমতলগুলির শরীরের অংশগুলিতে গভীর খাঁজ প্রক্রিয়াকরণের জন্য ব্যবহৃত হয়। মেশিনের টাকুতে শেষ মিলগুলি একটি শঙ্কুযুক্ত বা নলাকার শ্যাঙ্ক দিয়ে মাউন্ট করা হয়। এই কাটারগুলিতে, প্রধান কাটিয়া কাজটি নলাকার পৃষ্ঠে অবস্থিত প্রধান কাটিয়া প্রান্ত দ্বারা সঞ্চালিত হয় এবং অক্জিলিয়ারী শেষ কাটিয়া প্রান্তগুলি কেবল খাঁজের নীচে পরিষ্কার করে। এই ধরনের কাটার সাধারণত হেলিকাল বা বেভেলড দাঁত দিয়ে তৈরি করা হয়। দাঁতের প্রবণতার কোণ 30--45 * এ পৌঁছায়। শেষ মিলগুলির ব্যাস খাঁজের প্রস্থের থেকে ছোট (0.1 মিমি পর্যন্ত) হতে বেছে নেওয়া হয়, যেহেতু মিলিংয়ের সময় খাঁজ ভেঙে যায়।
শেষ মিলগুলি একটি অ্যাডাপ্টার ফ্ল্যাঞ্জের সাথে মাউন্ট করা হয়। স্পিন্ডল টেপারের ম্যান্ড্রেল একটি রামরড দিয়ে বেঁধে দেওয়া হয়। একটি অ্যাডাপ্টার ফ্ল্যাঞ্জ ম্যান্ড্রেল এবং একটি কর্তনকারীর ঘাড়ে লাগানো হয়, যা একটি স্ক্রু দিয়ে বেঁধে দেওয়া হয়। গর্ত মধ্যে চাবি জন্য একটি খাঁজ সঙ্গে মিলিং কাটার একটি কাঁধের সঙ্গে একটি mandrel উপর মাউন্ট করা হয়, যা টাকু spikes জন্য grooves আছে।
মোর্স টেপার শ্যাঙ্ক সহ ফেস এবং এন্ড মিলগুলি অ্যাডাপ্টারের হাতা দিয়ে স্পিন্ডল টেপারে মাউন্ট করা হয়।
কাটার বড় ব্যাসশেষে একটি নলাকার অবকাশ থাকার, grooves এবং চার গর্ত মাধ্যমে, টাকু মাথায় সরাসরি রাখা হয় এবং screws সঙ্গে fastened.
সরঞ্জামটি ইনস্টল করার সময়, এটি মনে রাখা উচিত যে প্রক্রিয়াকরণের নির্ভুলতা এবং সরঞ্জামটির স্থায়িত্ব নেতিবাচকভাবে এর রানআউট দ্বারা প্রভাবিত হয়। অতএব, কাটিয়া টুল, mandrels এবং মধ্যবর্তী রিং গুণমান নিরীক্ষণ করা প্রয়োজন।
2.2 ক্যান্টিলিভার-মিলিং ইউনিভার্সাল মেশিন মডেল 6E80Sh এর ওভারহল করার প্রযুক্তিগত প্রক্রিয়া
মেশিন পরিদর্শন:
1. মেশিনের বাহ্যিক পরিদর্শন (ত্রুটি চিহ্নিত করার জন্য বিচ্ছিন্ন না করে) এবং সম্পূর্ণরূপে এবং নোড দ্বারা মেশিনের অপারেশন;
2. প্রধান আন্দোলন এবং ফিডগুলির ড্রাইভ প্রক্রিয়াগুলির অবস্থার পরিদর্শন এবং যাচাইকরণ;
3. টেবিলের সীসা স্ক্রুগুলির ফাঁকগুলির নিয়ন্ত্রণ;
4. টাকু bearings নিয়ন্ত্রণ;
5. গতি এবং ফিড স্যুইচ করার জন্য প্রক্রিয়াগুলির অপারেশন পরীক্ষা করা;
6. ক্যাম ক্লাচ এবং ফিড এবং একটি ত্বরিত কোর্সের একটি ঘর্ষণ ক্লাচ চালু করার জন্য প্রক্রিয়াগুলির নিয়ন্ত্রণ;
7. টেবিল, স্লেজ, কনসোল এবং ট্রাঙ্ক এর wedges নিয়ন্ত্রণ;
8. গাইড পরিদর্শন, নিক এবং scuffs পরিষ্কার;
9. আলগা ফাস্টেনার শক্ত করা;
10. সীমাবদ্ধ ক্যামের সঠিক অপারেশন চেক করা;
11. স্থিতি পরীক্ষা করা এবং ছোটখাট মেরামতকুলিং এবং লুব্রিকেশন সিস্টেম;
12. প্রতিরক্ষামূলক ডিভাইসগুলির অবস্থা এবং মেরামত পরীক্ষা করা;
13. পরবর্তী মেরামতের সময় প্রতিস্থাপনের প্রয়োজনীয় অংশগুলির সনাক্তকরণ (দ্বিতীয় ছোট মেরামত থেকে শুরু করে);
ছোট মেশিন মেরামত:
1. নোডের আংশিক বিচ্ছিন্নকরণ;
2. সমস্ত নোডের ফ্লাশিং;
3. রোলিং বিয়ারিংগুলির নিয়ন্ত্রণ বা প্রতিস্থাপন;
4. গিয়ার দাঁত, ক্র্যাকার এবং শিফট কাঁটাগুলির উপর burrs এবং নিক পরিষ্কার করা;
5. দ্রুত ক্লাচের ঘর্ষণ ডিস্কের প্রতিস্থাপন এবং সংযোজন (দ্বিতীয় মেরামত থেকে শুরু);
6. শার্পনিং এবং wedges এবং slats পরিষ্কার;
7. সীসা স্ক্রু পরিষ্কার করা এবং জীর্ণ বাদাম প্রতিস্থাপন;
8. গাইডের নিক এবং scuffs এবং টেবিলের কাজ পৃষ্ঠ পরিষ্কার করা;
9. জীর্ণ এবং ভাঙ্গা ফাস্টেনার প্রতিস্থাপন
10. গতি এবং ফিড চালু করার জন্য প্রক্রিয়াগুলি পরীক্ষা করা এবং নিয়ন্ত্রণ করা;
11. তৈলাক্তকরণ এবং কুলিং সিস্টেমের মেরামত;
12. নিষ্ক্রিয় অবস্থায় মেশিনটি পরীক্ষা করা, ওয়ার্কপিসের শব্দ, গরম করা এবং নির্ভুলতা পরীক্ষা করা।
মাঝারি মেশিন মেরামত:
1. মেশিনের নোডাল বিচ্ছিন্নকরণ;
2. সমস্ত নোডের ফ্লাশিং;
3. বিচ্ছিন্ন ইউনিটের অংশ পরিদর্শন;
4. বিবৃতিতে ত্রুটির সংকলন;
5. টাকু বিয়ারিং এর সামঞ্জস্য বা প্রতিস্থাপন;
6. স্প্লিনড শ্যাফটের প্রতিস্থাপন বা পুনরুদ্ধার;
7. জীর্ণ বুশিং এবং বিয়ারিং এর প্রতিস্থাপন;
8. দ্রুত ভ্রমণ ঘর্ষণ ক্লাচ রিটেনারের ডিস্ক এবং অংশগুলির প্রতিস্থাপন;
9. জীর্ণ গিয়ারের প্রতিস্থাপন;
10. জীর্ণ সীসা স্ক্রু এবং বাদাম পুনরুদ্ধার বা প্রতিস্থাপন;
11. তীক্ষ্ণ করা বা সামঞ্জস্য করা wedges প্রতিস্থাপন;
12. পাম্প মেরামত এবং তৈলাক্তকরণ এবং কুলিং সিস্টেমের ফিটিং;
13. গাইডের উপরিভাগ স্ক্র্যাপিং বা গ্রাইন্ডিং দ্বারা সংশোধন, যদি তাদের পরিধান অনুমোদিত মাত্রা ছাড়িয়ে যায়;
14. মেশিনের বাইরের পৃষ্ঠের রঙ;
15. গোলমাল এবং গরম করার জন্য একটি চেক সহ নিষ্ক্রিয় অবস্থায় (সমস্ত গতি এবং ফিডে) মেশিনের রান-ইন;
16. GOST 17734--72 অনুযায়ী নির্ভুলতা এবং অনমনীয়তার জন্য মেশিনটি পরীক্ষা করা হচ্ছে।
মেশিন ওভারহল:
ওভারহল সমস্ত মেশিনের উপাদানগুলির সম্পূর্ণ বিচ্ছিন্নকরণের সাথে করা হয়, যার ফলাফলের ভিত্তিতে একটি ত্রুটিপূর্ণ অনুমান শীট ব্যর্থ ছাড়াই সংকলিত হয়। মেরামতের ফলস্বরূপ, মেশিনের সমস্ত জীর্ণ উপাদান এবং অংশগুলিকে পুনরুদ্ধার বা প্রতিস্থাপন করতে হবে, সেইসাথে এর আসল নির্ভুলতা, দৃঢ়তা এবং শক্তি পুনরুদ্ধার করতে হবে। এই ধরনের মেরামতের জন্য কাজের প্রকৃতি এবং সুযোগ নির্দিষ্ট অপারেটিং অবস্থার জন্য নির্ধারিত হয় ইউনিফাইড সিস্টেমনির্ধারিত প্রতিরোধমূলক রক্ষণাবেক্ষণ।
2.3 মিলিং এর তৈলাক্তকরণ উল্লম্ব মেশিনক্রস টেবিল এবং DRO মডেল 65A80F13 সহ
তৈলাক্তকরন পদ্ধতি.
তৈলাক্তকরণ সিস্টেম 2টি স্বাধীন সিস্টেম নিয়ে গঠিত:
কেন্দ্রীভূত তৈলাক্তকরণ;
পর্যায়ক্রমিক তৈলাক্তকরণ সিস্টেম।
মেশিনের কেন্দ্রীভূত তৈলাক্তকরণ সিস্টেম।
কেন্দ্রীভূত তৈলাক্তকরণ সিস্টেমটি মূল ড্রাইভকে লুব্রিকেট করার জন্য, সামনের স্পিন্ডেল বিয়ারিংগুলিকে ঠান্ডা করার জন্য এবং পর্যায়ক্রমিক তৈলাক্তকরণ সিস্টেমকে শক্তি দেওয়ার জন্য ডিজাইন করা হয়েছে।
মেশিনের হাইড্রোলিক স্টেশনের তৈলাক্তকরণ বগিতে অবস্থিত NP পাম্পিং ইউনিট থেকে তৈলাক্তকরণ, স্পিন্ডেলকে ঠান্ডা করার জন্য একটি জাল ফিল্টার F2 এর মাধ্যমে খাওয়ানো হয়। আসল চোক DR1 স্পিন্ডল থেকে আউটলেট স্ট্রীমের সাথে সমান্তরালভাবে সংযুক্ত থাকে, যা মূল ড্রাইভের তৈলাক্তকরণে সরবরাহ করা লুব্রিকেন্টের পরিমাণ এবং সিরিজে চোক DR2,
স্টেশনে অবস্থিত, স্পিন্ডেল কুলিংয়ের জন্য লুব্রিকেন্ট প্রবাহের হার নিয়ন্ত্রণ করে।
তৈলাক্তকরণ সিস্টেম নিম্নরূপ সমন্বয় করা হয়:
স্ক্রু সরান নিরাপত্তা ভালভকেপি;
বন্ধ থ্রটল DR2;
পাম্পিং স্টেশন চালু করুন;
0.2 MPa চাপ সেট করুন;
এই চাপে চাপ সুইচ RD সেট করুন;
চাপ 0.35 এ সেট করুন ... 0.4 MPa;
স্টেশনে 0.3 MPa চাপ প্রদান করে থ্রোটল DR2 খুলুন।
সমাবেশ এবং অপারেশনের সময় থ্রটল DR1 নিয়ন্ত্রিত হয় না।
পর্যায়ক্রমিক তৈলাক্তকরণ সিস্টেম।
পর্যায়ক্রমিক লুব্রিকেশন সিস্টেমটি গাইড, সমর্থন সহ বল স্ক্রু, সমস্ত 3টি স্থানাঙ্ক (টেবিল, স্লাইড, হেডস্টক) লুব্রিকেট করার জন্য ডিজাইন করা হয়েছে।
সিস্টেম অন্তর্ভুক্ত:
একক লাইন পাম্প পর্যায়ক্রমিক কর্মহাইড্রোলিক ড্রাইভ এইচ সহ;
ফিডার P1, P2, P3, P4, পয়েন্টে লুব্রিকেন্টের মিটারযুক্ত বিতরণের জন্য ব্যবহৃত;
নিরাপত্তা ভালভ KP1;
লিমিট সুইচ VK, যা ফিডারের অপারেশন নিয়ন্ত্রণ করতে কাজ করে;
কন্ট্রোল ডিভাইস PU, যা পূর্বনির্ধারিত বিরতিতে চালু করতে ব্যবহৃত হয় পরিবেশক P4, যা পাম্প H নিয়ন্ত্রণ করে।
তৈলাক্তকরণ সিস্টেম নিম্নরূপ কাজ করে।
পূর্বনির্ধারিত সময়ের ব্যবধানে, কন্ট্রোল এবং মনিটরিং ডিভাইস সাইকেল স্পুল P4 কে একটি কমান্ড জারি করে যা পাম্প H নিয়ন্ত্রণ করে এবং তৈলাক্তকরণ চক্রের সময়কাল গণনা শুরু করে।
সাদা বাতি "তৈলাক্তকরণ" ইন্সট্রুমেন্ট প্যানেলে জ্বলছে। পাম্প থেকে লুব্রিকেন্টকেন্দ্রীয় ফিডার P1 এবং এটি থেকে পরবর্তী ফিডার P2, P3, P4 এবং তৈলাক্তকরণ পয়েন্টে যায়।
P1 ফিডার সম্পূর্ণ চক্র সম্পূর্ণ করার পরে, নিয়ন্ত্রণ ডিভাইস সার্কিট VK সীমা সুইচ থেকে একটি সংকেত পায়। এই সময়ে, ভিকে রড 1টি পারস্পরিক আন্দোলন করে। কন্ট্রোল ডিভাইস, ভিসি থেকে একটি সংকেত পাওয়ার পরে, P4 স্পুল এবং পাম্প এইচ বন্ধ করার জন্য একটি আদেশ জারি করে। তৈলাক্তকরণ চক্র শেষ হয়েছে, সবুজ পজ বাতি জ্বলছে। নিয়ন্ত্রণ ডিভাইসটি সেট করা নিয়ন্ত্রণের সময়, চক্রের সমাপ্তি সম্পর্কে সংকেত না পাওয়া গেলে, ডিভাইসের নিয়ন্ত্রণ প্যানেলে লাল বাতি "জরুরী" আলো জ্বলে।
তৈলাক্তকরণ সিস্টেমের অপারেশন।
মেশিনের প্রাথমিক স্টার্ট-আপে বা কাজের দীর্ঘ বিরতির পরে, সিস্টেমে রক্তপাত করা প্রয়োজন।
কন্ট্রোল ডিভাইসের জন্য অপারেটিং নির্দেশাবলী ব্যবহার করে, নিয়ন্ত্রণের সময়টি কমপক্ষে 30 সেকেন্ডে সেট করুন, বিরতির সময়টি 8-10 সেকেন্ডে।
প্রায় তিন ঘন্টা উত্পাদন পাম্পিং.
তেল তৈলাক্তকরণ পয়েন্টে পৌঁছেছে কিনা তা পরীক্ষা করুন।
পাম্প করার পরে, পাম্প চালু করার মধ্যে বিরতির সময় 20 মিনিটে সেট করুন।
অতিরিক্ত বা অপর্যাপ্ত তৈলাক্তকরণের ক্ষেত্রে, কন্ট্রোল ডিভাইস ব্যবহার করে বিরতির সময় পরিবর্তন করা যেতে পারে।
সিস্টেমের অপারেশনে রক্ষণাবেক্ষণ এবং সম্ভাব্য ত্রুটিগুলির জন্য, "তৈলাক্তকরণ সিস্টেম, নিয়ন্ত্রণ ডিভাইস, একক-লাইন পাম্প এবং মেশিনের সাথে সরবরাহ করা একক-লাইন ফিডারগুলির জন্য পাসপোর্টগুলি দেখুন।
অপারেশন চলাকালীন এটি প্রতিদিন পরীক্ষা করা প্রয়োজন:
তৈলাক্তকরণ স্টেশনের ট্যাঙ্কে তেলের স্তর;
অনুরূপ নথি
একটি প্রশস্ত-উদ্দেশ্য কনসোল-মিলিং মেশিনের অপারেশন 6M82Sh, 6M83Sh. সাধারণ জ্ঞাতব্য, মৌলিক প্রযুক্তিগত তথ্য এবং বৈশিষ্ট্য, অপারেশন এবং রক্ষণাবেক্ষণের সময় নিরাপত্তা ব্যবস্থা। মেশিনের গঠন, এটির ইনস্টলেশন, প্রস্তুতি এবং প্রাথমিক স্টার্ট-আপের পদ্ধতি।
নিয়ন্ত্রণ কাজ, যোগ করা হয়েছে 01/08/2010
টারেট লেদ 1V340F30 এর অপারেশনের ডিভাইস এবং নীতি। একটি মেরামতের সময়সূচী বিকাশ, মেশিনের প্রক্রিয়াগুলিকে বিচ্ছিন্ন করার জন্য প্রযুক্তিগত প্রক্রিয়া এবং এর অংশগুলি মেরামত করা, সরঞ্জাম একত্রিত করা। হিসাব উপাদান খরচসরঞ্জাম ওভারহল জন্য.
থিসিস, যোগ করা হয়েছে 03/26/2010
স্পিন্ডেলের ঘূর্ণনশীল আন্দোলনের জন্য একটি ড্রাইভের বিকাশ এবং একটি ক্যান্টিলিভার-উল্লম্ব মিলিং মেশিনের টাকু সমাবেশের গঠন। মেশিনের মূল আন্দোলনের ড্রাইভের গতি এবং শক্তি গণনা। সমাবেশ ইউনিটের উন্নয়নের প্রকল্প এবং টাকু সমাবেশের নকশা।
টার্ম পেপার, 05/16/2014 যোগ করা হয়েছে
একটি প্রশস্ত উদ্দেশ্য মিলিং মেশিন অপারেশন নীতি. স্পিন্ডেল, গিয়ার, শ্যাফ্টের গিয়ারবক্সের গতিগত গণনা। লোড এবং চাপ নির্ধারণ. একটি কীট তৈরির জন্য একটি প্রযুক্তিগত প্রক্রিয়ার বিকাশ। কাটিয়া মোড গণনা.
থিসিস, 04/14/2013 যোগ করা হয়েছে
অনুভূমিক মিলিং মেশিন মডেল 6P80G এর প্রযুক্তিগত বৈশিষ্ট্য এবং এর সুযোগ। মেশিনের প্রধান উপাদান, প্রক্রিয়া এবং নিয়ন্ত্রণ নিয়োগ। মেশিনের গতিবিদ্যা এবং এর অপারেশনের নীতি। ড্রাইভের গতিশীল গণনার নির্ভুলতার মূল্যায়ন।
টার্ম পেপার, 01/26/2013 যোগ করা হয়েছে
একটি অনুভূমিক মিলিং মেশিনের উদ্দেশ্য এবং প্রযুক্তিগত বৈশিষ্ট্য। ঘূর্ণন ফ্রিকোয়েন্সি প্লট করা. ইঞ্জিনের পছন্দ এবং ড্রাইভের শক্তি গণনা। শ্যাফটে গিয়ার এবং টর্কের দাঁতের সংখ্যা নির্ধারণ। সমাবেশ তৈলাক্তকরণ সিস্টেমের বর্ণনা।
টার্ম পেপার, 07/14/2012 যোগ করা হয়েছে
একটি প্রশস্ত-উদ্দেশ্য মিলিং মেশিনের মৌলিক মডেলের বিশ্লেষণ, আধুনিকীকরণের যুক্তি। মূল আন্দোলনের ড্রাইভের Kinematic গণনা। CNC এর কার্যকরী চিত্র। একটি পজিশনিং চক্রের বিকাশ। শক্তি এবং অংশ এবং ড্রাইভ প্রক্রিয়া অন্যান্য গণনা.
থিসিস, যোগ করা হয়েছে 05/19/2011
একটি যান্ত্রিক দোকানের ইলেক্ট্রোমেকানিক্যাল সরঞ্জাম। মিলিং মেশিনের প্রযুক্তিগত প্রক্রিয়া। কাইনেমেটিক স্কিম এবং তার বিবরণ। ফিক্সচারের গণনা এবং নির্বাচন। নিয়ন্ত্রণ ব্যবস্থার বৈদ্যুতিক সরঞ্জাম। VFD-B সংযোগ চিত্র, এর প্রযুক্তিগত অপারেশন।
টার্ম পেপার, 06/01/2012 যোগ করা হয়েছে
রোলিং মেশিনের উদ্দেশ্য, সুযোগ এবং শ্রেণীবিভাগ। রাবারাইজড রোল সহ পিলার, কাজের প্রযুক্তিগত সূচক। সাসপেনশন ডায়াগ্রাম ডিসে. মেশিন ডিভাইস: প্রযুক্তিগত প্রক্রিয়াগাড়িতে, সরঞ্জামের প্রযুক্তিগত বৈশিষ্ট্য।
টার্ম পেপার, 06/05/2015 যোগ করা হয়েছে
প্রশস্ত-উদ্দেশ্য মিলিং মেশিনের ডিজাইনের ওভারভিউ। উদ্দেশ্য, নোডের বিন্যাস এবং মেশিন মডেল 6P82Sh এর লেআউট বৈশিষ্ট্য। প্রযুক্তিগত অপারেশন এটি সঞ্চালিত. সাধারণ মেশিনিং অপারেশনের জন্য কাটিং মোড পরামিতিগুলির গণনা।
বন্ধু এবং সহকর্মীদের সাথে পরামর্শ করুন:
Shirokouniversalny কনসোল মিলিং মেশিন মোড. 6M82Sh
মূলের সাথে মিলিয়ে ফিড ড্রাইভে ফ্রিকোয়েন্সি স্টেপলেস রেগুলেশন সহ একটি সার্ভো মোটর ব্যবহার গঠনমূলক সমাধাননিয়ন্ত্রিত অক্ষগুলিতে আন্দোলনের স্বয়ংক্রিয় বিতরণ, প্রক্রিয়াকরণের পরামিতিগুলি এবং অপারেটরের কনসোল থেকে সরাসরি মেশিনের কার্যকারী সংস্থাগুলির নড়াচড়ার ক্রম সেট করা সম্ভব করেছে।
মেশিনের ডিজাইনের বৈশিষ্ট্য এবং নেতৃস্থানীয় বিদেশী কোম্পানির উপাদানগুলির ব্যবহার, যেমন "মারলিন জেরিন", "লেনজে", "মিতসুবিশি ইলেকট্রিক", অপারেশনে সর্বাধিক সুবিধা প্রদান করা সম্ভব করেছে, প্রক্রিয়াকরণ মোডগুলির একটি বিস্তৃত পরিসর কভার করেছে, মেশিনের নির্ভরযোগ্যতা এবং উত্পাদনশীলতা বৃদ্ধি করুন এবং সর্বোচ্চ নির্ভুলতা এবং প্রক্রিয়াকরণের গুণমান অর্জন করুন।
একটি অনুভূমিক একের সাথে একটি উল্লম্ব ঘূর্ণন স্পিন্ডলের উপস্থিতি, যা দুটি পারস্পরিক লম্ব প্লেনে বিভিন্ন কোণে ইনস্টল করা যেতে পারে, একটি টুল ক্ল্যাম্পিং মেকানিজম এবং বেশ কয়েকটি অতিরিক্ত ডিভাইস এবং আনুষাঙ্গিক, মেশিনগুলির প্রযুক্তিগত ক্ষমতাকে উল্লেখযোগ্যভাবে প্রসারিত করতে পারে।
সংযুক্তি এবং ডিভাইসগুলি ফি দিয়ে সরবরাহ করা হয়েছে:
- মেশিন ভাইস;
- টেবিল ঘূর্ণমান বৃত্তাকার;
- ওভারহেড মিলিং মাথা;
- slotting মাথার উপর শুয়ে.
স্পেসিফিকেশন
| প্যারামিটার | অর্থ |
|---|---|
| টেবিলের কাজের পৃষ্ঠের মাত্রা, মিমি | 320 x 1250 |
| টেবিলের সর্বশ্রেষ্ঠ আন্দোলন, মিমি | |
| অনুদৈর্ঘ্য | 850 |
| অনুপ্রস্থ | 250 |
| উল্লম্ব | 400 |
| উল্লম্ব টাকু এর হাতা সর্বশ্রেষ্ঠ আন্দোলন, মিমি | 80 |
| টেবিল ফিড সীমা, মিমি/মিনিট (স্টেপলেস রেগুলেশন) | |
| অনুদৈর্ঘ্য | 10-3000 |
| অনুপ্রস্থ | 10-3000 |
| উল্লম্ব | 10-1000 |
| স্পিন্ডেল গতির সংখ্যা, ন্যূনতম | |
| অনুভূমিক | 21 |
| উল্লম্ব | 12 |
| স্পিন্ডেল গতি সীমা, ন্যূনতম -1 | |
| অনুভূমিক | 16-1600 |
| উল্লম্ব | 31,5-1400 |
| টাকু টেপার | |
| অনুভূমিক | ISO 50 |
| উল্লম্ব | ISO 40 |
| উল্লম্ব টাকুটির অক্ষের ঘূর্ণনের কোণ, ডিগ্রি | |
| বিছানায় | 45 |
| বিছানা থেকে | 90 |
| অনুদৈর্ঘ্য সমতলে | 90 |
| ড্রাইভ বৈদ্যুতিক মোটর শক্তি, kW | |
| ইনিংস | 2,2 |
| উল্লম্ব টাকু | 2,2 |
| অনুভূমিক টাকু | 5,5 |
| মেশিনের সামগ্রিক মাত্রা, মিমি | 2135x1865x2015 |
| মেশিনের ওজন, কেজি | 2560 |
| সঠিকতা শ্রেণী | পৃ |
এছাড়াও সাইট ভিজিটর তাকান
পণ্যটির প্রযুক্তিগত বিবরণ উত্পাদনকারী সংস্থাগুলির অফিসিয়াল প্রতিনিধি অফিস দ্বারা সরবরাহ করা হয় এবং আমাদের ক্যাটালগে পণ্যটি প্রদর্শিত হওয়ার তারিখ থেকে প্রাসঙ্গিক। স্পেসিফিকেশন আমাদের অজান্তে পরিবর্তন সাপেক্ষে. স্পষ্টীকরণের জন্য, অনুগ্রহ করে CJSC "Gigant" এর পরিচালকদের সাথে যোগাযোগ করুন।
সাইটে নির্দেশিত মূল্য তথ্যগত উদ্দেশ্যে এবং একটি পাবলিক অফার নয় (রাশিয়ান ফেডারেশনের সিভিল কোডের ধারা 435)।
এই পণ্যগুলির প্রাপ্যতা এবং মূল্য সম্পর্কে বিস্তারিত তথ্যের জন্য, অনুগ্রহ করে একটি বিশেষ যোগাযোগ ফর্ম ব্যবহার করে বা ফোনে কোম্পানির পরিচালকদের সাথে যোগাযোগ করুন৷
মেশিন 6m82sh লিজে কেনা যাবে। এবং এছাড়াও আমরা মস্কো, সেন্ট পিটার্সবার্গ, নোভোসিবিরস্ক, ইয়েকাটেরিনবার্গ, নিঝনি নভগোরড, সামারা, ওমস্ক, কাজান, চেলিয়াবিনস্ক, রোস্তভ-অন-ডন, উফা, ভলগোগ্রাদ...এবং রাশিয়ার যেকোনো শহরেও 6m82sh মেশিন সরবরাহ করব, বেলারুশ এবং কাজাখস্তান। কোম্পানির বিশেষজ্ঞদের সাথে যোগাযোগ করুন।









সকাল-সন্ধ্যা কি কি দোয়া পড়তে হবে
হেগুমেন ডায়োনিসিয়াস (শ্লেনভ)
জন থিওলজিয়ার রিভিলেশনের স্প্যারো হিলস অন লাইফ-গিভিং ট্রিনিটির মন্দির অভিযোজিত হয়েছে
প্রার্থনার অলৌকিক ঘটনা "আমাদের ভার্জিন লেডি, আনন্দ করুন ঈশ্বরের মায়ের প্রার্থনা 150 বার পড়া হয়
একজন স্বামী এবং স্ত্রী কি একটি সন্তানের গডপ্যারেন্ট হতে পারে?