প্রতিবিভাগ:
কাঠের তৈরি যন্ত্রপাতি
চতুর্পক্ষীয় অনুদৈর্ঘ্য মিলিং মেশিন
চার-পার্শ্বযুক্ত অনুদৈর্ঘ্য মিলিং মেশিনগুলি ওয়ার্কপিস বা বোর্ডের চারটি পৃষ্ঠের একটি পাসে ফ্ল্যাট এবং প্রোফাইল প্রক্রিয়াকরণের জন্য ডিজাইন করা হয়েছে। কখনও কখনও করাত একই মেশিনে প্রস্থ বা বেধে ওয়ার্কপিস আলাদা করতে ইনস্টল করা হয়।
ভাত। 1: ক্যান্টিলিভার উল্লম্ব মিলিং মেশিন
টাকু এর গঠন এবং স্টোরেজ অনুযায়ী, আমরা তাদের মধ্যে বিভক্ত। উল্লম্ব - তারা একটি মিলিং মেশিন স্ট্যান্ড উপর মাউন্ট একটি উল্লম্ব মাথা একটি কাজ টাকু আছে। তারা প্রধানত মিলিং কাটার, মিলিং হেড এবং মিলিং কাটার সহ সমতল পৃষ্ঠ এবং খাঁজগুলি নিয়ে কাজ করে। অনুভূমিক - টাকুটি ডেস্কটপের সমতলের সমান্তরালে অনুভূমিকভাবে অবস্থিত। বিশেষ করে, খাঁজগুলি ডিস্ক বা আকৃতির কাটার বা জটিল কাটার দিয়ে প্রক্রিয়া করা হয়। এগুলি খাঁজ বা সমতল পৃষ্ঠগুলিতেও মেশিন করা যেতে পারে মিলিং কাটারএবং মিলিং হেডগুলি মিলিং স্পিন্ডেলে আটকে থাকে।
ভাত। 2: কনসোল অনুভূমিক মিলিং মেশিন
সার্বজনীন - এগুলি অনুভূমিকগুলির মতো, তবে তাদের প্রায় 45° একটি ঘূর্ণায়মান টেবিল রয়েছে৷ এই সমন্বয় আপনাকে একটি সার্বজনীন স্পেসার দিয়ে হেলিকাল স্লট, স্ক্রু, দাঁত মিল করতে দেয়। আনুষঙ্গিক একটি উল্লম্ব বা সর্বজনীন মিলিং হেড যা মিলিং মেশিনের উল্লম্ব রেলের সাথে সংযুক্ত করা যেতে পারে। টুল - আপনাকে বিভিন্ন কোণে ঝুঁকে থাকা বিভাগগুলিকে মিল করার অনুমতি দেয় - জটিল ওয়ার্কপিসগুলির উত্পাদন। এই মিলিং মেশিনের টেবিলটি স্বাভাবিক নড়াচড়া ছাড়াও উল্লম্ব এবং অনুভূমিক অক্ষের চারপাশে ঘুরতে পারে। টুল ক্ল্যাম্পিং এবং বিভিন্ন আনুষাঙ্গিক জন্য একটি সমৃদ্ধ আনুষঙ্গিক সরবরাহ করা হয়. অনুলিপি করা - একটি প্রাক-প্রস্তুত মডেল অনুযায়ী জটিল স্থানিক পরিসংখ্যান প্রক্রিয়াকরণের জন্য।ক্যান্টিলিভার মিলিং মেশিনের প্রধান অংশ
ভাত। 7: মিলিং মেশিনের প্রধান অংশ। বুরুজটি ±45° দ্বারা ঘোরানো যেতে পারে। . মিলিং মেশিন এই ধরনের প্রধান অংশ হয়.ডিজাইন
একটি চার-পার্শ্বযুক্ত অনুদৈর্ঘ্য মিলিং মেশিনের কার্যকারী সংস্থাগুলি (চিত্র 1) দুটি অনুভূমিক টাকু নিয়ে গঠিত - উপরের এবং নীচে - এবং দুটি উল্লম্ব স্পিন্ডল - ডান এবং বাম। কিছু মডেলের মেশিনে, একটি পঞ্চম নিম্ন অনুভূমিক টাকু অতিরিক্তভাবে ইনস্টল করা হয়। উপাদান সরবরাহ রোলার-শুঁয়োপোকা বা বেলন. মেশিন গাইড লাইন এবং clamps সঙ্গে সজ্জিত করা হয়. সমস্ত উপাদান একটি ঢালাই ফ্রেমে সংশোধন করা হয়.
ভাত। 8: রাউটার টেবিলে টি-স্লট
বেস প্লেট, ধূসর ঢালাই লোহা, মেশিনের অন্যান্য অংশ বহন করে এবং একই সাথে কাটিং ফ্লুইডের জন্য একটি জলাধার হিসেবে কাজ করে। মিলিং মেশিনের অন্যান্য সমস্ত অংশ এবং প্রক্রিয়াগুলির সমর্থনকারী অংশ। এটি উল্লম্ব রেলে একটি স্ক্রু এবং বাদাম দিয়ে উল্লম্বভাবে সামঞ্জস্যযোগ্য। ম্যানুয়াল এবং মেশিন ফিড জন্য গিয়ার আছে. ট্রান্সভার্স স্লাইড - আপনাকে ওয়ার্কপিসটিকে তির্যকভাবে প্রক্রিয়া করতে দেয় এবং ওয়ার্কপিসের উপরের অংশটি - টেবিলের অনুদৈর্ঘ্য গাইড। অনুদৈর্ঘ্য টেবিল - অনুপ্রস্থ শেল্ফের অনুদৈর্ঘ্য ডোভেটেলে চলে এবং ওয়ার্কপিসের অনুদৈর্ঘ্য সমন্বয় প্রদান করে। টেবিলের কাজের পৃষ্ঠটি সরাসরি কাজের পৃষ্ঠে ওয়ার্কপিস ক্ল্যাম্প করার জন্য বা ক্ল্যাম্পিং সরঞ্জাম, সংযুক্তিগুলির জন্য খাঁজ টি দিয়ে সজ্জিত। টেবিল একটি স্ক্রু প্রক্রিয়া দ্বারা খাওয়ানো হয়। এটি একটি গিয়ারবক্স যা প্রধান বৈদ্যুতিক মোটর দ্বারা চালিত হয় এবং আপনাকে মিলিং স্পিন্ডেলের সর্বোত্তম গতি সেট করতে দেয়। সাপোর্ট আর্ম - স্ট্রটের ডোভেটেলে মাউন্ট করা হয় এবং লম্বা মিলিং পিনগুলিকে সমর্থন করার জন্য একটি, দুটি সাপোর্ট বিয়ারিং বহন করে। একটি মিলিং মেশিনের টাকু সরানোর জন্য, আপনি টেবিলের গতিবিধি এবং অবস্থান নিশ্চিত করতে ঘূর্ণনের দিক এবং এর ঘূর্ণন সংখ্যা পরিবর্তন করতে পারেন। আনুষঙ্গিক - মেশিনটিকে উল্লেখযোগ্যভাবে কাজ করতে দেয়। আনুষাঙ্গিক অন্তর্ভুক্ত: vices, বিভাজক, উল্লম্ব মিলিং মাথা, সর্বজনীন মিলিং মাথা, মিলিং মাথা, ঘূর্ণমান টেবিল.
- এই ঢালাই লোহা.
- আলনাতে দাদি আছে। কনসোল - খালি ঢালাই।
- বন্ধনীর শীর্ষে একটি তির্যক স্লাইড রয়েছে।
- প্রধান ড্রাইভ।
কাজের প্রক্রিয়ায়, খালি (বোর্ড) ক্রমাগত ফিডিং মেকানিজমের মধ্যে ম্যানুয়ালি বা ফিডিং ডিভাইসের সাহায্যে খাওয়ানো হয়। ফিডার দ্বারা বন্দী ওয়ার্কপিস নিম্ন অনুভূমিক কর্তনকারী মাথার ছুরিগুলিতে প্রবেশ করে। নীচের কাটার মাথাটি নীচের মুখটি কেটে দেয়, প্রথম বেস পৃষ্ঠ তৈরি করে, তারপরে ওয়ার্কপিসটি ডান উল্লম্ব টাকুটির কাটার মাথায় প্রবেশ করে, যা প্রান্তটি প্রক্রিয়া করার সময়, দ্বিতীয় ভিত্তি পৃষ্ঠ তৈরি করে। এই দুটি পৃষ্ঠের উপর ভিত্তি করে, ওয়ার্কপিসটি বাম উল্লম্ব টাকুটির কাটার মাথার দিকে চলে যায়, দ্বিতীয় প্রান্তটি পরিকল্পনা করে এবং অবশেষে, উপরের অনুভূমিক মাথাটি উপরের মুখটি কেটে দেয়।
এটি উল্লম্ব এবং অনুভূমিক মধ্যে বিভক্ত করা হয়। একটি স্ট্যান্ড উপর অনুভূমিক মাথা. বড় উত্পাদনশীলতা প্রদান করে যে র্যাক কঠোর. এই মিলিং মেশিনগুলি কনসোলগুলির থেকে পৃথক এই কারণে যে ওয়ার্কটেবল কেবলমাত্র নির্দিষ্ট বিছানার অনুদৈর্ঘ্য দিকে চলে। এগুলি সবচেয়ে বড় আকারের ওয়ার্কপিসগুলি প্রক্রিয়া করার জন্য ডিজাইন করা হয়েছে। সমতল পৃষ্ঠগুলি মিলিং হেড, মিলিং কাটার এবং মিলিং কাটার এবং মিলিং কাটার দিয়ে প্রক্রিয়া করা হয়।
গ্যান্ট্রি মিলিং মেশিনগুলি হল ফ্ল্যাট মিলিং মেশিন যার দুটি কলাম, একটি ক্রসবার এবং বেশ কয়েকটি মাথা সহ একটি খুব কঠোর নকশা। তারা ভারী ওয়ার্কপিসগুলিতে অনুভূমিক, উল্লম্ব এবং ঝোঁকযুক্ত পৃষ্ঠগুলিতে কাজ করে। এই ধরণের মেশিনে বিভিন্ন মিলিং ক্রিয়াকলাপের জন্য ডিজাইন করা বিভিন্ন ধরণের বিস্তৃত পরিসর রয়েছে, কাঠামোটি এতে যে ধরণের কাজ করা হয় তার সাথে খাপ খাইয়ে নেওয়া হয়।
স্পিন্ডলগুলি সাধারণত ক্যালিপারগুলিতে মাউন্ট করা হয় যা আপনাকে উল্লম্ব এবং অনুভূমিক সমতলগুলিতে সামঞ্জস্য করার সময় তাদের অবস্থান পরিবর্তন করতে দেয়। এটি অত্যন্ত গুরুত্বপূর্ণ, যেহেতু চার-পার্শ্বযুক্ত অনুদৈর্ঘ্য মিলিং মেশিনগুলি প্রস্থ এবং বেধ উভয় ক্ষেত্রেই বিভিন্ন আকারের ওয়ার্কপিস (বোর্ড) প্রক্রিয়া করার জন্য ডিজাইন করা হয়েছে। উল্লম্ব মেশিন স্পিন্ডেলগুলি ফিডের দিকে লম্বভাবে একটি সমতলে কাত হতে পারে।
থ্রেড, দাঁত, খাঁজ, ক্যাম, প্যান্টোগ্রাফ সহ মিলিং মেশিন। . তারা কি মেশিনিং সেন্টার বা অনুভূমিক বিরক্তিকর মেশিন. কাজ তুরপুন এবং মিলিং কাজ. এই মেশিনগুলির জন্য, টুলের কাজের চক্রটি প্রোগ্রাম করা প্রোগ্রাম অনুসারে সঞ্চালিত হয়। বর্তমানে, প্রক্রিয়াকরণের বহুমুখিতা, জটিল ফর্ম এবং জ্যামিতিকভাবে সঠিক পণ্য প্রক্রিয়াকরণের জন্য এই মেশিনগুলি ব্যবহার করা পছন্দনীয়।
- ডিজিটাল শিক্ষা উপকরণ- মিলিং প্রযুক্তি।
- ছবিগুলিও উদ্ধৃত ডিজিটাল উপকরণের অংশ হতে পারে।
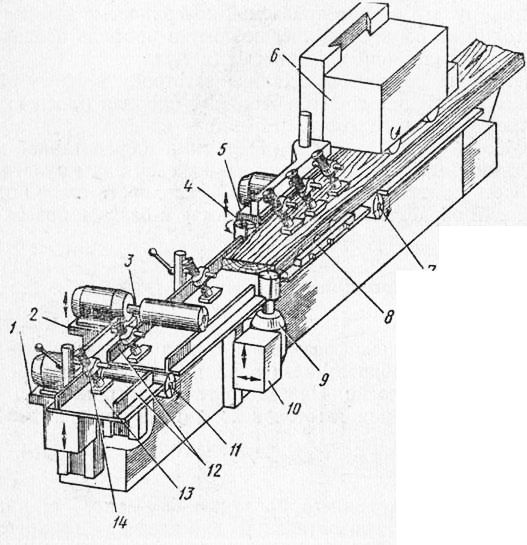
ভাত। 1. একটি চার-পার্শ্বযুক্ত অনুদৈর্ঘ্য মিলিং মেশিনের স্কিম: 1 - পঞ্চম (ছাঁচনির্মাণ) স্পিন্ডেলের সমর্থন, 2 - উপরের অনুভূমিক টাকুটির সমর্থন, 3 - উপরের অনুভূমিক টাকু, 4 - ডান উল্লম্ব টাকু, 5 - নীচের সমর্থন অনুভূমিক টাকু, 6 - ফিড মেকানিজমের সমর্থন, 7 - নিম্ন অনুভূমিক টাকু, 8 - অনুভূমিক বাতা, 9 - বাম উল্লম্ব টাকু, 10 - বাম উল্লম্ব টাকু সমর্থন, 11 - মোল্ডিং স্পিন্ডেল, 12 - শাসক গাইড, 13 - বেস প্লেট, 14 - উল্লম্ব বাতা
একটি বিশেষ, অত্যন্ত লোডযোগ্য সিন্থেটিক উপাদান দ্বারা ভাঁজ করা অংশগুলির ব্যবহারে অত্যন্ত সহজতা এবং দীর্ঘ পরিষেবা জীবন নিশ্চিত করা হয়। বৈদ্যুতিকভাবে ভারসাম্যযুক্ত ডাবল রোলার করাত শ্যাফ্ট একটি মাল্টি-সেকশন ফ্ল্যাট বেল্ট দ্বারা চালিত হয়। এটি করাত ব্লেডের ক্ষতি ছাড়াই ইঞ্জিন শক্তির সর্বাধিক সংক্রমণ নিশ্চিত করে।
700 সিরিজের ব্লেডগুলিও খাঁজকাটা কাজের জন্য অনুমতি দেয়। আপনি ব্লেডের উচ্চতা এবং কোণ এক মিলিমিটারের দশমাংশে সেট করতে পারেন। ভারী প্রলিপ্ত উপকরণ পরিষ্কার কাট জন্য. যে ডিভাইসের উপর নির্ভর করে করাতএবং স্বাধীন কাট, উভয় পাশে এবং উল্লম্বভাবে সামঞ্জস্য করা যেতে পারে।
অতিরিক্ত নিম্ন পঞ্চম টাকু এবং প্রায়শই এটিকে মোল্ডার বলা হয়, এটি ওয়ার্কপিসের নীচের দিকে একটি প্রোফাইল নির্বাচন করার জন্য এবং সেগুলিকে প্রস্থ বা বেধে পৃথক বারে আলাদা করার জন্য ডিজাইন করা হয়েছে। প্রথম ক্ষেত্রে, প্রোফাইল কাটারগুলি টাকুতে সংযুক্ত থাকে, দ্বিতীয়টিতে - বৃত্তাকার করাতব্যাস 350 মিমি পর্যন্ত। C16-4A মেশিনে, ওয়ার্কপিস (বোর্ড) এর উপরের দিকে একটি গভীর প্রোফাইলের নমুনা নেওয়ার জন্য ছাঁচনির্মাণ সমর্থন নিম্ন অবস্থান থেকে উপরের অবস্থানে পুনর্বিন্যাস করা যেতে পারে। উপরন্তু, এই মেশিনগুলি 90 ° দ্বারা একটি অতিরিক্ত টাকু ঘোরানোর ক্ষমতা প্রদান করে, যা এটিকে বেধ দ্বারা ওয়ার্কপিস ভাগ করার জন্য ব্যবহার করার অনুমতি দেয়।
টেবিলের হ্যান্ডেল থেকে বৈদ্যুতিক মোটর নিয়ন্ত্রণ
X-আকৃতির গাইড রোলারগুলি শক্ত গাইড পৃষ্ঠের উপর ঘর্ষণ ছাড়াই চলে। অনুরোধের ভিত্তিতে, আমরা আপনার 700 কে ফরম্যাটিং টেবিল রেলের বাইরে মোটর দিয়ে সজ্জিত করতে পারি - এই সুবিধা উপভোগ করুন! বিশাল বুম টেবিল আপনাকে বড় এবং ভারী অংশগুলি প্রক্রিয়া করতে দেয়। টেলিস্কোপিক বুমে আটটি বল গাইড রোলার দ্বারা সর্বোচ্চ নির্ভুলতা এবং শান্ত অপারেশন নিশ্চিত করা হয়। অনুরোধের উপর, রোলার বুমের শেষ পর্যন্ত একত্রিত করা যেতে পারে।
একটি দৈর্ঘ্য-ক্ষতিপূরণ কোণ গেজ ব্যবহার করে সুনির্দিষ্ট প্রবণতা কোণ সমন্বয়
স্কেল এবং নিয়ন পড়ার সময় আর কোন ত্রুটি নেই। শাসককে সঠিক অবস্থানে সেট করার আর সময় নষ্ট করার দরকার নেই। 100% সঠিক পজিশনিং এবং ক্ল্যাম্পিং সময় নষ্ট না করে এবং বিয়োগ ত্রুটি ছাড়াই মিটারের সুবিধাগুলি 15°, 20°, 25°, 30°, 35°, 40° এবং 45°-এ অতিরিক্ত অবস্থান তৈরি করে রুলার পজিশনিং হিসেবে ব্যবহার করা হয়। প্রতিটি কৌণিক অবস্থান দৈর্ঘ্য ক্ষতিপূরণ অনুমতি দেয়. নিয়মটি একটি উদ্ভট ক্ল্যাম্পিং লিভার দিয়ে সুবিধাজনকভাবে সুরক্ষিত। ঐচ্ছিক: ডিজিটাল সূচক সহ স্লাইড স্টপ, 0.1 মিমি সূক্ষ্ম সমন্বয়ের জন্য।
স্পিন্ডলগুলি পৃথক বৈদ্যুতিক মোটর থেকে 5000-6000 rpm এর ফ্রিকোয়েন্সিতে ঘোরে। প্রায়শই, মেশিনগুলি দীর্ঘায়িত শ্যাফ্ট (চিত্র 141) সহ বৈদ্যুতিক মোটর দিয়ে সজ্জিত থাকে, যা একই সাথে স্পিন্ডেল।
বৈদ্যুতিক মোটর থেকে আলাদাভাবে তৈরি স্পিন্ডলগুলি কাপলিং বা বেল্ট ড্রাইভ দ্বারা তাদের সাথে সংযুক্ত থাকে; এই ক্ষেত্রে, বৈদ্যুতিক মোটরগুলি শিল্প ফ্রিকোয়েন্সি কারেন্টে কাজ করে, অন্য সব ক্ষেত্রে - চালু বিদ্যুত্প্রবাহবর্ধিত ফ্রিকোয়েন্সি (100 Hz)।
মেঝে সমর্থন রোলার সঙ্গে এক্সটেনশন টেবিল
এক হাত দিয়ে, আপনি সহজে এবং সঠিকভাবে সমান্তরাল শাসকের অবস্থান সেট করতে পারেন। সুনির্দিষ্ট সমন্বয় লক করার পরে শাসকের সঠিক অবস্থান নিশ্চিত করতে সহায়তা করে। রিডিং সেন্সরটি বেশ স্বচ্ছ এবং নিখুঁতভাবে ঢালাই আয়রন টেবিলে একত্রিত। খাদ সহ বিশাল ঢালাই লোহার ভারবহন ব্লক প্ল্যানার, ফিড রোলার এবং চাপ বার সর্বাধিক লোড জন্য পরিকল্পিত. কাঠামোগত ইস্পাত সন্নিবেশ এবং microstructured ইস্পাত রোলার নিখুঁত workpiece খাওয়ানো নিশ্চিত. উভয় ইস্পাত সিলিন্ডার চিত্তাকর্ষক আকারের এবং পরিধান-মুক্ত।
চার-পার্শ্বযুক্ত প্ল্যানারগুলির কিছু মডেল ইস্ত্রি করার ছুরি দিয়ে সজ্জিত (চিত্র 3) প্রথম অনুভূমিক নিম্ন টাকুটির পিছনে সরাসরি মাউন্ট করা হয়। তিনটি ইস্ত্রি করা ছুরির মধ্যে দুটি কাজ করে, এবং তৃতীয়টি একটি উদ্ভট দ্বারা গাইডের নীচে পুনরুদ্ধার করা হয়েছে এবং সংরক্ষিত অবস্থায় রয়েছে। ইস্ত্রি করা ছুরিগুলি ওয়ার্কপিসগুলির প্রক্রিয়াকৃত নিম্ন স্তর থেকে ছোট অনিয়মগুলি সরিয়ে দেয়। প্রতিটি ছুরি একটি স্লাইডিং বাক্সে একটি নির্দিষ্ট কোণে ওয়ার্কপিসগুলির গতিবিধির দিকে ইনস্টল করা হয়। ছুরিগুলি উচ্চতায় সরানো যেতে পারে (প্রতিটি আলাদাভাবে) উদ্ভট রোলার দ্বারা। মুছে ফেলা চিপের বেধ পরিবর্তন করার জন্য এটি প্রয়োজনীয়।
এটি আপনাকে বৃহৎ বেধের পার্থক্যগুলির জন্য ক্ষতিপূরণ করতে দেয় এবং আপনাকে একই সাথে ওয়ার্কপিস তৈরি করতে দেয়। বিভিন্ন আকার. প্ল্যানার শ্যাফ্ট, ট্রান্সপোর্ট রোলার এবং কাঠের সমন্বয় চমৎকার প্ল্যানিং ফলাফলের জন্য নির্ধারক। অসহায় ক্ল্যাম্পিং স্ক্রু এবং স্ব-সামঞ্জস্যকারী ব্লেডগুলি দুই মিনিটেরও কম সময়ে প্রতিস্থাপনের অনুমতি দেয়।
বাধ্যতামূলক সমন্বয় এবং অতীতে মূল্যবান সমন্বয় টেমপ্লেটের বিধান। বিজোড় প্রতিস্থাপনের জন্য উচ্চ নির্ভুলতার জন্য 2-মিনিট স্ব-সামঞ্জস্যকারী ব্লেডের অধীনে ব্লেড পরিবর্তন সিলিং স্ক্রু অত্যন্ত শান্তভাবে চলমান সর্বাধিক পরিষেবা জীবন। আপনি ক্রমাগত 4 মিমি পর্যন্ত চিপ সামঞ্জস্য করতে পারেন। ম্যাগনিফাইং গ্লাস সুনির্দিষ্ট সমন্বয় প্রদান করে।
ইস্ত্রি করা ছুরিগুলি দীর্ঘ চিপগুলিকে সরিয়ে দেয় যেগুলি নিষ্কাশনকারীরা অপসারণ করতে পারে না, তাই মেশিনগুলি অতিরিক্ত বৈদ্যুতিক মোটর দ্বারা চালিত একটি চিপ ক্রাশার দিয়ে সজ্জিত করা হয়।
যদি চিপগুলি ইস্ত্রি করার ছুরির নীচে আটকে থাকে, তবে ওয়ার্কপিসের সামনের পৃষ্ঠে ফুসকুড়ি, বাম্প, খাঁজ এবং অবনতি তৈরি হতে পারে। এই ত্রুটি সনাক্ত করা হলে, ছুরি সঠিক ইনস্টলেশন চেক করা হয়। উদ্ভট বাঁক করে, ছুরিটি ডুবিয়ে দেওয়া হয়, ছুরি সহ বাক্সটি মেশিন থেকে পরিদর্শনের জন্য সরানো হয় এবং রিজার্ভ ছুরিটি চালু করা হয়।
বেধ টেবিল উচ্চতা সমন্বয়
লেভেলিং অ্যাডজাস্টার ক্রমাগত 90° থেকে 45° পর্যন্ত কাত হয়। উভয় স্টপ উভয় চরম অবস্থানে অবস্থিত. মেশিন স্ট্যান্ডে নির্মিত একটি খাদ ঢালের পরিবর্তে, ওয়ার্কপিসটি স্থিতিশীল হয়। মিলিমিটারের এক দশমাংশের নির্ভুলতার সাথে, আপনি বিল্ট-ইন ডিজিটাল রিডআউট সহ একটি হ্যান্ডহুইল সহ রিমিং টেবিল সেট করেন। সর্বোচ্চ টান উচ্চতা 230 মিমি।
অনুদৈর্ঘ্য মিলিং মেশিন - প্রক্রিয়াকরণের জন্য একটি চমৎকার হাতিয়ার
স্তন্যপান অগ্রভাগ এমনকি সর্বোচ্চ আউটলেটে উচ্চ নিষ্কাশন দক্ষতার সাথে ডিজাইন এবং তৈরি করা হয়।
অনুদৈর্ঘ্য মিলিং মেশিনের প্রকার এবং তাদের পরিচালনার নিয়ম
অনুদৈর্ঘ্য মিলিং মেশিন - অ্যাপ্লিকেশন. অনুদৈর্ঘ্য মিলিং মেশিনের সুপরিচিত এবং স্বনামধন্য ব্র্যান্ড। প্লাজমা কাটাআপনাকে একটি নির্দিষ্ট আকৃতির শীট মেটাল থেকে অংশ কাটতে দেয়। কাটা একটি সংখ্যা সঙ্গে একটি মেশিন দ্বারা সম্পন্ন করা হয় প্রোগ্রাম ব্যবস্থাপনা. ব্যবহৃত পদ্ধতি উচ্চ অপ্টিমাইজেশান খরচ সঙ্গে উচ্চ কাটিয়া ক্ষমতা দ্বারা চিহ্নিত করা হয়, এবং নির্ভুলতা 0.2-0.5 মিমি মধ্যে, এবং প্রধানত অংশ কাটা, কিছু যন্ত্রপাতি এবং সরঞ্জাম ব্যবহৃত হয়.চিপগুলি ছুরির নীচে চালিত হয় যখন এটি এবং চিপ ব্রেকারের মধ্যে একটি ফাঁক থাকে (স্থানীয় বা পুরো দৈর্ঘ্য বরাবর) বা যদি ছুরিটি চিপ ব্রেকার থেকে 1-2 মিলিমিটারের কম বের হয়ে যায়, এবং এছাড়াও যখন এর পিছনের প্রান্ত। ছুরি চিপ ব্রেকারের স্তরের নীচে। ত্রুটিগুলি দূর করার পরে, ছুরি সহ বাক্সটি স্থাপন করা হয়।

এক ধরণের যন্ত্র যা কাটার সরঞ্জাম দিয়ে একটি অংশের কিছু অংশ অপসারণ করে। মেশিনে প্রক্রিয়াকরণ করা হয়। এই চিকিৎসা যেভাবে প্রয়োগ করা হয় তার কারণে আমরা পার্থক্য করি। এক ধরণের যন্ত্র, যেমন একটি ধাতু, প্রাথমিকভাবে বাহ্যিক পৃষ্ঠ এবং আভ্যন্তরীণ অংশগুলি ঘূর্ণায়মান দেহের আকারে মেশিন করার জন্য ব্যবহৃত হয়। ঘূর্ণন সময়, workpiece তার অক্ষের চারপাশে ঘূর্ণন যখন একটি টুল যেমন বাঁক টুল, একটি ফিড গতি সঞ্চালিত হয়.
মিলিং হয় যান্ত্রিক পুনরুদ্ধারএকটি ঘূর্ণায়মান টুল, সাধারণত একটি মিলিং কাটার বলা হয়। মিলিংয়ের জন্য, মিলিং মেশিনের মিলিং ঘূর্ণন ওয়ার্কপিসের যুগপত আন্দোলন দ্বারা চিহ্নিত করা হয়। যে মেশিনটি মিলিং সঞ্চালন করে তাকে মিলিং মেশিন বলে।
ভাত। 2. একটি শ্যাফ্ট সহ একটি বৈদ্যুতিক মোটর যা একই সাথে একটি অনুদৈর্ঘ্য মিলিং মেশিনের একটি উল্লম্ব টাকু হিসাবে কাজ করে: 1 - বডি, 2 - বাদাম, 3 - কাটার, 4 - স্পিন্ডেল উত্তোলন প্রক্রিয়া, 5 - ক্যালিপার গাইড, 6 - সরানোর জন্য স্ক্রু একটি অনুভূমিক সমতলে টাকু
রোলার-ক্যাটারপিলার ফিডের সাথে, চেইন এবং রোলারগুলি একটি একক ড্রাইভ দ্বারা চালিত হয় (প্রায়শই স্টেপলেস গতি পরিবর্তনের জন্য একটি ভেরিয়েটার সহ)। ফিডের হার 4-42 মি/মিনিটের মধ্যে। উপরের রোলারগুলি উচ্চতায় সামঞ্জস্য করা যেতে পারে।
রোলার ফিড মেকানিজম মেশিনের মাথায় অবস্থিত, তবে, রোলারগুলি মেশিনের সাথে ছড়িয়ে দেওয়া যেতে পারে। তাদের পৃষ্ঠ ঢেউতোলা বা মসৃণ হয়। যদি রোলগুলি উপরের কাটারহেডের পিছনে মাউন্ট করা হয় তবে সেগুলি কখনও কখনও রাবার দিয়ে আবৃত থাকে, যা ওয়ার্কপিসের পৃষ্ঠে আরও ভাল গ্রিপ দেয় এবং একই সাথে এর প্রক্রিয়াকরণের রুক্ষতা শ্রেণী বজায় রাখে।

ভাত। 3. ইস্ত্রি করার ছুরি: 1 - ছুরি, 2 - বাক্স, 3 - স্ক্রু, 4 - উদ্ভট রোলার, 5 - চিপ ক্রাশার
গাইড গঠিত হয় ইস্পাত প্লেটএবং গাইড লাইন। প্লেট workpieces জন্য সমর্থনকারী পৃষ্ঠ গঠন. নীচের অনুভূমিক কাটার হেডের সামনে সামনের টেবিলের বেস প্লেটটি স্ক্রু মেকানিজমের হ্যান্ডহুইলটি ঘুরিয়ে উচ্চতায় সেট করা হয় এবং এটি ওয়ার্কপিস থেকে সরানো চিপগুলির বেধে একটি পরিবর্তন অর্জন করে। এই বেধ workpiece পৃষ্ঠের অনিয়মের উচ্চতা অতিক্রম করা উচিত নয়।
চার-পার্শ্বযুক্ত অনুদৈর্ঘ্য মিলিং মেশিনগুলি একটি কেন্দ্রীভূত নিয়ন্ত্রণ ব্যবস্থার সাথে সজ্জিত, যা একটি ব্লকিং প্রদান করে যা মেশিনের স্বতন্ত্র উপাদানগুলির ভাঙ্গন প্রতিরোধ করে যদি মেশিন অপারেটর মেশিন নিয়ন্ত্রণে ভুল করে।
চার-পার্শ্বযুক্ত অনুদৈর্ঘ্য মিলিং মেশিন C10-2, C16-5, C16-4A, C25-01 ডিজাইনে অনেকটাই মিল রয়েছে এবং প্রধানত আকারে ভিন্ন এবং কিছু ক্ষেত্রে, কার্যকারী সংস্থাগুলি যে ক্রমানুসারে স্থাপন করা হয়, এবং ড্রাইভ মোটর শক্তি.
C10-2 মেশিনটি একই সাথে 100 মিমি চওড়া (মডেল সূচকে নির্দেশিত) এবং 50 মিমি পর্যন্ত পুরু পর্যন্ত ফাঁকা এবং বোর্ডগুলির চারটি পাশ প্রক্রিয়া করার জন্য ডিজাইন করা হয়েছে। সমস্ত C16 মেশিন 160 মিমি চওড়া এবং 80 মিমি পুরু পর্যন্ত ফাঁকা এবং বোর্ড প্রক্রিয়াকরণের জন্য ডিজাইন করা হয়েছে; C25-01 মেশিন - 260 মিমি চওড়া এবং 125 মিমি পুরু পর্যন্ত ফাঁকাগুলির জন্য।
C16-4A মেশিনটি চার-পার্শ্বযুক্ত অনুদৈর্ঘ্য মিলিং মেশিনের গ্রুপে প্রধান। এটি চার দিক থেকে একযোগে বোর্ড, বার এবং তক্তাগুলির প্ল্যানার মিলিংয়ের জন্য ডিজাইন করা হয়েছে।
মেশিনের বিছানা ঢালাই লোহা, বাক্স আকৃতির। বৈদ্যুতিক মোটরগুলি ফ্রেমের সমর্থনে স্থির করা হয়, কাটার হেডগুলি তাদের শ্যাফ্টে ইনস্টল করা হয়। গাইড লাইন এবং স্প্রিং-লোডেড রোলারগুলিও মেশিন টেবিল এবং গাইড লাইনে ওয়ার্কপিস আটকানোর জন্য বিছানায় স্থির করা হয়েছে।
নীচের অনুভূমিক ছুরির মাথার বৈদ্যুতিক মোটর সহ সমর্থন (ফিডের দিক থেকে প্রথমটি) উল্লম্বভাবে চলতে পারে এবং একটি উদ্ভট বাতা দিয়ে স্থির করা হয়েছে। ডান উল্লম্ব মাথার বৈদ্যুতিক মোটর সহ ক্যালিপার (ফিডের দিক থেকে দ্বিতীয়) ট্রান্সভার্স দিকে যেতে পারে এবং একটি বাতা দিয়ে স্থির করা হয়। বাম উল্লম্ব মাথার ক্যালিপার (ফিডের দিক থেকে তৃতীয়) একটি হ্যান্ডহুইল দিয়ে উল্লম্বভাবে চলে এবং একটি বাতা দিয়ে স্থির করা হয়; অক্ষীয় দিকে, ক্যালিপারের অবস্থান পরিবর্তন করা হয় এবং স্ক্রু দিয়ে স্থির করা হয়।
ফিড রোলার, কাটারহেড এবং ক্ল্যাম্পিং উপাদানগুলিকে প্ল্যান করা উপাদানের আকারে সেট করতে, মেশিনটি উপযুক্ত স্কেল সরবরাহ করে। মেশিনে একটি ছাঁচনির্মাণ কাউন্টার ইনস্টল করা হয়েছে, কন্ট্রোল প্যানেলটি বিছানার গ্যাবল অংশে অবস্থিত, মেশিনের বৈদ্যুতিক সরঞ্জামগুলি বৈদ্যুতিক ক্যাবিনেটে স্থাপন করা হয়েছে। খালি জায়গাগুলিকে ম্যানুয়ালি মেশিনে খাওয়ানো হয় এবং একটি ম্যাগাজিনের সাহায্যে, সেগুলিকে ড্রাইভ থেকে ফিড (দুটি নীচের এবং দুটি উপরের) রোলার দ্বারা তোলা হয়, যার মধ্যে একটি বৈদ্যুতিক মোটর, একটি ভেরিয়েটার, একটি গিয়ারবক্স এবং একটি গিয়ার ট্রান্সমিশন রয়েছে। . ফিড হার অসীম পরিবর্তনশীল.
প্রক্রিয়াকরণের সময় চলন্ত ওয়ার্কপিসের অবস্থান সমর্থন টেবিল এবং পার্শ্ব নির্দেশিকা দ্বারা নির্ধারিত হয়।
সমস্ত টাকুতে গার্ড থাকে যা চিপ ফাঁদ হিসাবেও কাজ করে। ফিড মেকানিজমের সামনে একটি বোর্ড বেধ লিমিটার এবং নখর সুরক্ষা ইনস্টল করা আছে।
মেশিন কন্ট্রোল সিস্টেম নিশ্চিত করে যে ফিড মেকানিজম চালু করা যাবে না এবং চালিত করা যাবে না যখন ওয়ার্কিং বডির অন্তত একটি বৈদ্যুতিক মোটর বন্ধ থাকে এবং গার্ড ইনস্টল না থাকলে বৈদ্যুতিক মোটর চালু করা যাবে না।
ভাত। 4. চার-পার্শ্বযুক্ত অনুদৈর্ঘ্য মিলিং মেশিন S25-01: 1 - উপরের ছুরি শ্যাফ্ট সমর্থন, উপরের ছুরি শ্যাফ্ট সেটিং হ্যান্ডহুইল, 3 - ক্ল্যাম্পিং ডিভাইস অ্যাডজাস্টমেন্ট হ্যান্ডহুইল, 4 - ক্ল্যাম্পিং ডিভাইস ব্লক, 5 - ফিড মেকানিজম অ্যাডজাস্টমেন্ট হ্যান্ডহুইল, 6 - কন্ট্রোল প্যানেল, 7 - একটি ফিড মেকানিজম সহ ব্লক, 8 - বাম উল্লম্ব স্পিন্ডেলের নিষ্কাশন রিসিভার
মেশিনের বৈদ্যুতিক মোটরের শক্তি এবং উচ্চ ফিড রেট মেশিনের অপারেশন চলাকালীন উচ্চ-গতির প্রক্রিয়াকরণ মোড ব্যবহার করার অনুমতি দেয়।
C16-4A মেশিনটি ক্রমাগত প্রক্রিয়াকরণ সহ একটি মেশিন হিসাবে, একটি স্টেপলেস ফিড রেট সহ, একটি স্বয়ংক্রিয় লাইনে অন্তর্ভুক্ত করা যেতে পারে।
চার-পার্শ্বযুক্ত অনুদৈর্ঘ্য মিলিং মেশিন C25-01ও মৌলিক মডেল। বেডের সামনের ব্লকে স্টেপলেস গতি পরিবর্তন সহ রোলার ফিড মেকানিজম ইনস্টল করা আছে। মেশিনের নকশা এটিকে একটি স্বয়ংক্রিয় ম্যাগাজিন ফিডারের সাথে পরিপূরক করার অনুমতি দেয়, যার ড্রাইভের জন্য মেশিন ফিড মেকানিজমের একটি শ্যাফ্টে একটি তারকাচিহ্ন দেওয়া হয়। উপাদানের পুরুত্বের জন্য ফিড রোলারগুলির সেটিং হ্যান্ডহুইল দ্বারা করা হয়। উল্লম্ব স্পিন্ডেলের এলাকায় অবস্থিত ক্ল্যাম্পিং উপাদানগুলি একটি সাধারণ ব্লকে মাউন্ট করা হয়। উচ্চতায় ক্ল্যাম্পিং উপাদানগুলিকে সামঞ্জস্য করার সময়, ব্লকটি একটি হ্যান্ডহুইল সহ একটি উল্লম্ব সমতলে চলে। উপরের অনুভূমিক ছুরির খাদটি বিছানার বাম দিকে একটি সমর্থনে মাউন্ট করা হয়। এটিকে উচ্চতায় সামঞ্জস্য করতে, একটি হ্যান্ডহুইল সহ ক্যালিপার সরানোর জন্য একটি স্ক্রু প্রক্রিয়া সরবরাহ করা হয়। মেশিন কন্ট্রোল প্যানেলটি মেশিনের সামনে অবস্থিত যেখানে কর্মক্ষেত্রযন্ত্র চালক.
অপারেটিং মোড নির্বাচন
অপারেটিং মোডটি সর্বাধিক লোড হওয়া বৈদ্যুতিক মোটরের শক্তি এবং চিকিত্সা করা পৃষ্ঠের রুক্ষতা শ্রেণী অনুসারে নির্বাচন করা হয়। এই সূচকগুলি পুরুত্বের মেশিনগুলির মতোই গণনা করা হয়, তবে কার্যকারী সংস্থার সমস্ত বৈদ্যুতিক মোটরের জন্য। তারপরে, ফিডের হার সর্বাধিক লোড করা ইঞ্জিনের শক্তি অনুসারে নির্বাচন করা হয়, তবে শর্ত থাকে যে মেশিনযুক্ত পৃষ্ঠের রুক্ষতার প্রয়োজনীয় শ্রেণী পাওয়া যায়।
যন্ত্র স্থাপন
সেটিংসের পরিপ্রেক্ষিতে চার-পার্শ্বযুক্ত অনুদৈর্ঘ্য মিলিং মেশিনগুলি অনুদৈর্ঘ্য মিলিং মেশিনের সমগ্র গ্রুপের মধ্যে সবচেয়ে জটিল। তারা কাটিং ইউনিট, ক্ল্যাম্পিং উপাদান এবং ফিডার স্থাপন করে।
মেশিনের বাকি কাটার সরঞ্জামের সামনে অবস্থিত নিম্ন অনুভূমিক কাটার মাথার নলাকার কাটিং পৃষ্ঠের উপরের জেনাট্রিক্সটি অবশ্যই পিছনের (স্থির) টেবিলের কাজের পৃষ্ঠের সাথে মিলিত হতে হবে বা 0.02-0.05 মিমি এর চেয়ে বেশি হতে হবে। এটা পিছনের টেবিলের সাপেক্ষে কাটার হেডের অবস্থান সেট আপ করার সময় একইভাবে পরীক্ষা করা হয় প্ল্যানার, অর্থাৎ কন্ট্রোল বার। কাটার সারফেস এবং পিছনের টেবিলের কাজের পৃষ্ঠের সাথে অনুভূমিক স্পর্শকের কাকতালীয়তা নিশ্চিত করা হয় কাটার হেড স্পিন্ডল সাপোর্টের উচ্চতা সরানোর মাধ্যমে, সাপোর্টটি বিশ্রাম দেওয়া এককেন্দ্রিক রোলারটি বাঁকিয়ে বা অন্যান্য ডিভাইসের সাহায্যে সাপোর্ট সরানোর মাধ্যমে।
মেশিনের সামনের (চলমান) টেবিলটি ওয়ার্কপিসের মুখ থেকে কাটা কাঠের স্তরের পরিমাণ দ্বারা পিছনের নীচে ইনস্টল করা হয়। এই আকারটি মেশিনিং ভাতার উপর নির্ভর করে এবং 1 থেকে 3 মিমি পর্যন্ত।
যদি সামনের টেবিলের নকশাটি কেবলমাত্র তার কাটার মাথায় অবস্থিত স্পঞ্জটি উচ্চতায় সরানোর সম্ভাবনা সরবরাহ করে, তবে স্তরটির বেধটি এই স্পঞ্জটির অবস্থান নির্ধারণ করে। টেবিলের এই নকশাটি আপনাকে সহজেই কাঠের সরানো স্তরটির বেধ পরিবর্তন করতে দেয়।
প্রোফাইল মিলিংয়ের জন্য নীচের অনুভূমিক কাটার মাথাটি সামঞ্জস্য করার সময়, এটি উচ্চতায় সেট করার পাশাপাশি, টেবিলের প্রস্থ বরাবর এর অবস্থান সামঞ্জস্য করা প্রয়োজন। সামঞ্জস্যের জন্য, একটি রেফারেন্স অংশ বা পূর্বে প্রক্রিয়াকৃত অংশের একটি অংশ ব্যবহার করা হয়। অংশটি কাটার মাথার উপরে পিছনের টেবিলে রাখা হয় এবং ডান উল্লম্ব শাসকের বিরুদ্ধে চাপানো হয়।
যদি ওয়ার্কপিসের প্রান্তগুলির পরবর্তী মিলিং প্রদান করা হয়, তাহলে ডান কাটার হেড দ্বারা কাটা কাঠের স্তরের বেধের সমান বেধের স্পেসারগুলি রেফারেন্স অংশ এবং শাসকের মধ্যে স্থাপন করা হয়। মাথাটি রেফারেন্স অংশ বরাবর অনুভূমিক এবং উল্লম্ব দিকনির্দেশে ইনস্টল করা হয় এবং স্থির হয়।
নীচেরটির পরে অবস্থিত উপরের অনুভূমিক কাটার মাথাটি সেট করা হয়েছে যাতে ছুরিগুলির কাটিয়া প্রান্ত থেকে মাথার নীচে অবস্থিত টেবিলের দূরত্ব প্রক্রিয়াকৃত ওয়ার্কপিসগুলির বেধের সমান হয়।
যদি উপরের কাটার হেডটি ওয়ার্কপিসের কোর্সে প্রথমে অবস্থিত থাকে, তবে উপরের টেবিলটিও একই সময়ে সেট আপ করা হয়, যার কাজের পৃষ্ঠে ওয়ার্কপিসটি উপরের মুখ দ্বারা চাপ দেওয়া হয় যখন নীচের দিকের সাথে তার নীচের মুখটি মিল করা হয়। অনুভূমিক কর্তনকারী মাথা। এই টেবিলটি নীচের অনুভূমিক কাটার হেডের পিছনের টেবিলের উপরে টেবিলের পৃষ্ঠের সমান্তরালে ইনস্টল করা আছে যা মিলিত করা ওয়ার্কপিসের বেধের সমান। মাথাটি ইনস্টল করা হয়েছে যাতে অনুভূমিক কাটিং প্লেনটি উপরের টেবিলের কাজের পৃষ্ঠের সাথে মিলে যায়।
প্লেটের প্রোফাইল প্রক্রিয়াকরণের জন্য, অনুভূমিক উপরের কাটার মাথাটি প্রোফাইলের নীচেরটির মতো একইভাবে সামঞ্জস্য করা হয়।
ডান উল্লম্ব কাটারহেড (বা কাটার) একটি অনুভূমিক সমতলে ইনস্টল করা হয় যাতে ওয়ার্কপিসের ডান প্রান্ত থেকে প্রদত্ত বেধের কাঠের একটি স্তর অপসারণ করা সম্ভব হয়। এটি করার জন্য, টুলটির কাটিয়া প্রান্ত, যার ঘূর্ণনের সবচেয়ে ছোট ব্যাসার্ধ রয়েছে (প্রান্তের প্রোফাইল মিলিংয়ের জন্য), ডান সামনের উল্লম্ব শাসকের সমতলের বাইরে বাম দিকে প্রসারিত হওয়া উচিত। প্রোফাইলের সবচেয়ে প্রসারিত অংশ থেকে কাঠের স্তর সরানো হচ্ছে। বাম উল্লম্ব মাথা (কাটার) অংশের নির্দিষ্ট প্রস্থের অনুভূমিক দিকে সেট করা হয়।
বাম গাইড শাসকের কার্যকারী পৃষ্ঠটি টুল কাটিয়া প্রান্তের ঘূর্ণনের বৃত্তের একটি সমতল স্পর্শকের মধ্যে ইনস্টল করা হয়েছে, যার সবচেয়ে ছোট ব্যাসার্ধ রয়েছে, ওয়ার্কপিসের ফিড দিকনির্দেশের সমান্তরাল। উল্লম্ব দিকে, কাটার সরঞ্জামটি ইনস্টল করা হয়েছে যাতে এর কাটারগুলি অংশের বেধকে ওভারল্যাপ করে,
প্রান্তগুলি প্রোফাইল করার জন্য, উল্লম্ব টাকুতে কাটারগুলি রেফারেন্স অংশে সামঞ্জস্য করা হয়। কাটারটি উচ্চতায় সরানো হয়, মেশিন টেবিলের বিপরীতে চাপানো রেফারেন্স অংশের প্রোফাইলের সাথে তার প্রোফাইলের কাকতালীয়তা অর্জন করে। যদি, প্রান্তগুলি প্রোফাইল করার পরে, ওয়ার্কপিসের নীচের স্তর থেকে কাঠের স্তরটি অপসারণ করার পরিকল্পনা করা হয়, তবে কাটারগুলি গ্যাসকেটে রাখা রেফারেন্স অংশ অনুসারে সামঞ্জস্য করা হয়। স্পেসারগুলির বেধ কাঠের সরানো স্তরের বেধের সমান হওয়া উচিত। রোলার বা শুঁয়োপোকাগুলির সমর্থনকারী পৃষ্ঠটি টেবিলের পৃষ্ঠের উপরে 0.3-0.5 মিমি প্রসারিত হওয়া উচিত। নিম্ন ফিডার উচ্চতা তাদের সরানো দ্বারা সমন্বয় করা হয়.
উপরের ফিড রোলারগুলি নিম্ন রোলার বা শুঁয়োপোকাগুলির পৃষ্ঠ থেকে একটি দূরত্বে উচ্চতায় সেট করা হয়, প্রক্রিয়াকৃত ওয়ার্কপিসের বেধের সমান বা বেধের চেয়ে সামান্য কম (1-1 (5 মিমি) দ্বারা। চাপের মান। ওয়ার্কপিসে উপরের ফিড রোলারগুলির বল বসন্ত কম্প্রেশন দ্বারা নিয়ন্ত্রিত হয়। ফিড প্রতিরোধকে কাটিয়ে উঠতে; একই সময়ে, ওয়ার্কপিসে রোলারগুলির খুব বেশি চাপ তৈরি করা উচিত নয়, কারণ এটি অতিরিক্ত ফিড ফোর্স সৃষ্টি করে।
উল্লম্ব ক্ল্যাম্পগুলি সামঞ্জস্য করার সময়, উচ্চতায় তাদের অবস্থান সামঞ্জস্য করুন এবং ক্ল্যাম্পিং শক্তির মান সেট করুন।
উপরের কাটার হেডের সামনে অবস্থিত সমস্ত উল্লম্ব ক্ল্যাম্পিং উপাদানগুলি মাথার অনুদৈর্ঘ্য মিলিংয়ের অনুভূমিক সমতল থেকে 1.5 মিমি নীচে সেট করা হয়েছে, যাতে তারা ওয়ার্কপিসটিকে চাপতে পারে, এমনকি যদি এর উপরের মুখটি মিল করা না হয় এবং এর স্বাভাবিক ক্রিয়াকলাপ নিশ্চিত করে। মেশিনের অন্যান্য কাটিয়া সরঞ্জাম। উপরের কাটার মাথার পরে উল্লম্ব ক্ল্যাম্পিং ডিভাইসগুলি মাথার অনুভূমিক কাটিং প্লেনের নীচে 0.5 মিমি দ্বারা সেট করা হয়।
অনুভূমিক বাম ক্ল্যাম্পগুলি বাম উল্লম্ব মাথা (কাটার) এর কাটিং প্লেনের স্তরে সেট করা হয়। ক্ল্যাম্পগুলি যা কাটিয়া সরঞ্জামের সামনে চিপগুলিকে সমর্থন করে (অনুভূমিক এবং উল্লম্ব) ফিডের দিকনির্দেশের সমান্তরালে টুলের কাটিং প্লেনের স্তরে ইনস্টল করা হয়।
ক্ল্যাম্পগুলি অবশ্যই ওয়ার্কপিসকে কম্পিত হতে বা বেস পৃষ্ঠ থেকে দূরে সরে যেতে বাধা দেবে। স্প্রিংস শক্ত করে চাপের পরিমাণ সামঞ্জস্য করা হয়।
মেশিন সেটিংস শেষ করার পরে, কাটা সরঞ্জাম এবং মেশিনের অন্যান্য প্রক্রিয়ার অঞ্চল থেকে বিদেশী বস্তুগুলি সরিয়ে ফেলা প্রয়োজন, কাটিং সরঞ্জামগুলির ঘূর্ণন সহজে হাত দিয়ে পরীক্ষা করুন, মেশিনে সমস্ত প্রহরী রাখুন। তারপরে মেশিনটি চালু করুন এবং ওয়ার্কপিসগুলির ট্রায়াল প্রক্রিয়াকরণ চালান। প্রাপ্ত অংশগুলির মাত্রা এবং গুণমান পরীক্ষা করার পরে, প্রয়োজনে মেশিনটি সামঞ্জস্য করা হয়।
একটি সঠিকভাবে কনফিগার করা মেশিনের 1000 মিমি দৈর্ঘ্যের উপর 0.2 মিমি এর বেশি নয় এমন পার্শ্ব প্রান্তের সরলতা থেকে বিচ্যুতি সহ মেশিনযুক্ত অংশগুলির মাত্রা এবং আকৃতির সঠিকতা নিশ্চিত করা উচিত; পাশের প্রান্তগুলির সমান্তরালতা থেকে - 1000 মিমি দৈর্ঘ্যে 0.3 মিমি এর বেশি নয়; প্রান্ত এবং মুখের লম্ব থেকে - 100 মিমি দৈর্ঘ্যের 0.15 মিমি এর বেশি নয়; বেধে অভিন্নতা থেকে - প্রক্রিয়াকরণ নির্ভুলতার 2 য় শ্রেণী অনুসারে।
একটি প্রদত্ত প্রসেসিং আকারের জন্য মেশিনটিকে পূর্ব-সেট করার পরে, দুই বা তিনটি পরীক্ষার ওয়ার্কপিসগুলি প্রক্রিয়া করা হয় এবং পরিমাপের ফলাফলের উপর ভিত্তি করে, সেগুলিকে সম্পূর্ণ হিসাবে সেট আপ করা হয়েছে বা এতে সামঞ্জস্য করা হয়েছে বলে মনে করা হয়।
টিউনিংয়ের জন্য ব্যবহৃত রেফারেন্স অংশটি অংশটির একটি অনুলিপি, অংশটির নির্ভুলতা শ্রেণির চেয়ে এক শ্রেণির নির্ভুলতায় তৈরি। স্ট্যান্ডার্ড হার্ডউড বা, ভাল, lignofoil থেকে তৈরি করা হয়. স্ট্যান্ডার্ডের মাত্রা পর্যায়ক্রমে পরীক্ষা করা আবশ্যক।
এর জন্য মেশিন সেট আপ করার সময় পূর্বে মেশিন করা অংশের একটি অংশ ব্যবহার করা অনুমোদিত রুক্ষ হ্যান্ডলিংনির্ভুলতার 3য় শ্রেণীর বিশদ বিবরণ। পরীক্ষার যন্ত্রাংশ প্রক্রিয়াকরণের শর্তাবলী, যা অনুসারে মেশিনটি সামঞ্জস্য করা হয় এবং অংশগুলি অবশ্যই ওয়ার্কপিসের প্রদত্ত ব্যাচের বৈশিষ্ট্যযুক্ত হতে হবে।
সেট আপ করার সময়, আপনাকে অবশ্যই সঠিক পরিমাপের সরঞ্জাম ব্যবহার করতে হবে।
মেশিনে কাজ করুন
চার-পার্শ্বযুক্ত অনুদৈর্ঘ্য মিলিং মেশিন দুই বা তিনজন শ্রমিক দ্বারা পরিবেশিত হয়। কাজ শুরু করার আগে, আপনার নিশ্চিত হওয়া উচিত যে পর্যাপ্ত সংখ্যক ফাঁকা রয়েছে এবং এক্সহাস্টার সিস্টেমটি ভাল অবস্থায় রয়েছে,
মেশিনটি চালু করার আগে, তারা সমস্ত সুরক্ষামূলক ডিভাইসের পরিষেবাযোগ্যতা এবং সঠিক অবস্থান পরীক্ষা করে এবং সেট আপ করার আগে, মেশিনের ঢালটি বন্ধ করে দেয়, যার উপর পুশ-বোতাম নিয়ন্ত্রণ অবস্থিত, যাতে মেশিনটি চালু করার সম্ভাবনা রোধ করা যায়। ভুল
একটি চার-পার্শ্বযুক্ত অনুদৈর্ঘ্য মিলিং মেশিনে, ডানাযুক্ত বোর্ড, গভীর ঝুঁকি বা বক্ররেখা সহ, সেইসাথে ওভারড্রাইড, বড় ওয়ার্পিং সহ, পাঠানো যাবে না।
কাজের প্রক্রিয়ায়, মেশিন অপারেটর, খাওয়ানোর টেবিলে দাঁড়িয়ে, টেবিলের রোলারের বোর্ডগুলি একটি সারিতে চলে যায় তা নিশ্চিত করে, উল্লেখযোগ্য বিকৃতি ছাড়াই, ভুলভাবে পড়ে থাকা বোর্ডগুলিকে ম্যানুয়ালি সংশোধন করে৷ যদি মেশিনটি খাওয়ানোর টেবিলের সাথে সজ্জিত না হয় , তারপর স্ট্যাক থেকে বোর্ড বা ফাঁকাগুলি সামনের মেশিনে টেবিলে রাখা হয়। উপাদান আন্তঃশেষ বিরতি ছাড়া খাওয়ানো উচিত। ছোট ওয়ার্কপিস প্ল্যান করার সময়, আন্তঃমুখের ফাঁক মেশিনে ওয়ার্কপিস বন্ধ করার দিকে নিয়ে যায়, যা মেশিনের পৃষ্ঠে প্রক্রিয়াকরণ ত্রুটি তৈরি করতে পারে (অংশ জুড়ে ছিঁড়ে যাওয়া, অগ্নিসংযোগ)। যদি প্রদত্ত ফিড হারে এন্ড-টু-এন্ড বিরতি অনিবার্য হয়, তবে ফিডের হার হ্রাস করা উচিত।
অপারেটর অবশ্যই অনুসরণ করবে সঠিক অবস্থানস্টপ যা সরবরাহকৃত ওয়ার্কপিসগুলির আকারকে সীমাবদ্ধ করে, যেহেতু মেশিনে অত্যধিক ভাতা সহ ওয়ার্কপিস প্রবেশের ফলে মেশিনের ভাঙ্গন বা বৈদ্যুতিক মোটর অতিরিক্ত গরম হতে পারে।
মিলিংয়ের পরে ওয়ার্কপিসগুলির মাত্রা গেজ ব্যবহার করে প্রতি 20-30 মিনিটে নিয়ন্ত্রণ করা উচিত। যদি অপারেশন চলাকালীন কাজের সংস্থাগুলির একটির ঘূর্ণন গতি কমে যায় (মেশিনের স্বাভাবিক ক্রিয়াকলাপের জন্য অস্বাভাবিক শব্দের উপস্থিতি দ্বারা সনাক্ত করা হয়), তবে কার্যকারী সংস্থাগুলি প্রয়োজনীয় গতিতে না ঘোরানো পর্যন্ত মেশিন অপারেটরকে অবিলম্বে ফিডটি বন্ধ করতে হবে। . ফিড রোলারগুলি স্লিপ করার সময়, ক্ল্যাম্পগুলির দুর্বলতা নির্দেশ করে, আপনার মেশিনটি বন্ধ করা উচিত এবং এটি পরীক্ষা করার পরে, মেশিনে ওয়ার্কপিসগুলির স্বাভাবিক সরবরাহ ব্যাহত করে এমন কারণটি নির্মূল করা উচিত।
মেশিন বন্ধ করার সময়, বৈদ্যুতিক মোটর এবং বেল্ট ড্রাইভের অবস্থা পরীক্ষা করুন। কমপক্ষে একটি বৈদ্যুতিক মোটরের অগ্রহণযোগ্য গরম সনাক্ত করা হলে, মেশিনটি বন্ধ করতে হবে এবং গরম করার কারণটি অবশ্যই বাদ দিতে হবে। 1.5-2 ঘন্টা কাজ করার পরে, ছুরিগুলি যৌথ এবং শেষ করা প্রয়োজন।
নোংরা হলে টেবিল বা রোলার পরিষ্কার করতে হবে। চিকিত্সা করা পৃষ্ঠে চিপস, অশ্রু, শ্যাওলা এবং লোমশ চেহারার কারণ কাঠের সরানো স্তরের একটি বড় বেধ হতে পারে। একটি কাটা পৃষ্ঠ বা তরঙ্গদৈর্ঘ্যের একটি বড় পার্থক্য বিয়ারিং এর শিথিলতার কারণে হতে পারে।
মেশিন নির্মাণ। 100X50 মিমি (S10-3), 160X80 মিমি (S16-2A, S16F-1A) এবং 250X125 মিমি (S26-2) প্রস্থ এবং বেধে ওয়ার্কপিসের বৃহত্তম ক্রস-সেকশনের সাথে প্রক্রিয়াকরণের জন্য চার-পার্শ্বযুক্ত অনুদৈর্ঘ্য মিলিং মেশিন তৈরি করা হয় S25-1A, S25- 2A)। কাঠের বোর্ডের প্রক্রিয়াকরণের জন্য, 70 মিমি (PARK7) এবং 100 মিমি (PARK9) এর বৃহত্তম মিলিং প্রস্থ সহ মেশিন রয়েছে।
লোড করার যান্ত্রিকীকরণের জন্য, স্টোর লোডিং ডিভাইসগুলি ব্যবহার করা হয়, মেশিনের সাথে সংযুক্ত, বা বিশেষ খাওয়ানো টেবিল। আনলোডিং অপারেশনের জন্য, মেশিনগুলি পোস্ট-মেশিন কনভেয়র এবং সমাপ্ত অংশগুলির স্বয়ংক্রিয় স্ট্যাকার দিয়ে সজ্জিত।
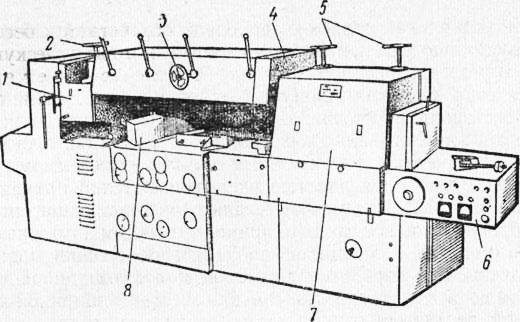
C26-2M চার-পার্শ্বযুক্ত অনুদৈর্ঘ্য মিলিং মেশিনটি প্রক্রিয়াকরণ বোর্ড এবং বর্গাকার অংশগুলির জন্য ডিজাইন করা হয়েছে। বক্স-আকৃতির বিছানায়, অনুভূমিক নীচের টাকু, উল্লম্ব ডান এবং বাম টাকু এবং উপরের অনুভূমিক টাকুটির ক্যালিপারগুলি সিরিজে স্থাপন করা হয়। মেশিনটিকে একটি অতিরিক্ত ছাঁচনির্মাণ সমর্থন দিয়ে সজ্জিত করা যেতে পারে, যা অংশে খাঁজ তৈরি করার জন্য বা মেশিনটি ছেড়ে যাওয়ার সময় এটিকে টুকরো টুকরো করার জন্য ডিজাইন করা হয়েছে।

ভাত। 1. চার-পার্শ্বযুক্ত অনুদৈর্ঘ্য মিলিং মেশিন S26-2M: 1 - বিছানা, 2,3,5 - স্পিন্ডেল, 4 - ছাঁচনির্মাণ সমর্থন, 6 - টেবিল, 7 - চাপ রোলার, 8 - চাপ সমর্থন, 9 - হাতের চাকা, 10, 14 - রোলার, এইচ - নখর সুরক্ষা, 12 - সাইড ক্ল্যাম্প, 13 - গাইড শাসক
কাটার সরঞ্জামগুলি স্পিন্ডলে মাউন্ট করা হয়, যা একটি বেল্ট ড্রাইভের মাধ্যমে পৃথক বৈদ্যুতিক মোটর দ্বারা চালিত হয়। মেশিনটি একটি নখর সুরক্ষা দিয়ে সজ্জিত যা মেশিন থেকে ওয়ার্কপিসের পিছনের ইজেকশনকে বাধা দেয়। কাছাকাছি একটি বার যা একটি অগ্রহণযোগ্যভাবে বড় ভাতা সঙ্গে খালি সরবরাহের জন্য একটি সীমাবদ্ধ হিসাবে কাজ করে।
মেশিনের ফিড মেকানিজম ওয়ার্কিং স্পিন্ডেলের সামনে অবস্থিত এবং এতে দুটি নিম্ন চালিত এবং দুটি উপরের চালিত রোলার রয়েছে। ওয়ার্কপিসের সাথে আরও ভাল খপ্পরের জন্য, উপরের রোলারগুলি ঢেউখেলান করা হয়। রোলারগুলি ভি-বেল্ট (ভেরিয়েটার) এবং গিয়ার চাকার একটি সিস্টেমের মাধ্যমে একটি সামঞ্জস্যযোগ্য কপিকল সহ একটি পৃথক বৈদ্যুতিক মোটর দ্বারা চালিত হয়। ভেরিয়েটার আপনাকে 7.5 থেকে 42 মি/মিনিট পর্যন্ত মসৃণভাবে ফিড রেট পরিবর্তন করতে দেয়। স্প্রিং-লোডেড রোলার 7 সমর্থনের উপর মাউন্ট করা হয়, অংশটিকে টেবিলে টিপে। পাশ থেকে, ওয়ার্কপিসটি একটি স্প্রিং ক্ল্যাম্প দ্বারা গাইড শাসকের কাছে চাপা হয়।
কাঠের বোর্ড প্রক্রিয়াকরণের জন্য মেশিনগুলি ডিজাইনে একই রকম। স্বাতন্ত্র্যসূচক বৈশিষ্ট্যমেশিন টুলস - সংক্ষিপ্ত ওয়ার্কপিস প্রক্রিয়াকরণের জন্য একটি পরিবাহক ফিড প্রক্রিয়ার উপস্থিতি। এটি স্প্রিং-লোড গ্রিপস (কাঁটা) সহ একটি দুই-চেইন চালিত পরিবাহক। স্পাইকগুলি নির্ভরযোগ্য গ্রিপ এবং ওয়ার্কপিসগুলির ফিড প্রদান করে যা 2 ... 3 মিমি পর্যন্ত মেশিনিং ভাতার আকারে আলাদা।
অপারেটিং মোড নির্বাচন করা হচ্ছে। প্রস্থ এবং বেধের পরিপ্রেক্ষিতে অংশের নামমাত্র মাত্রা, ফলাফলের প্রোফাইলের জটিলতা এবং প্রক্রিয়াকরণের প্রয়োজনীয় মানের উপর নির্ভর করে মেশিনের অপারেশনের মোড নির্বাচন করা হয়।
অংশের প্রদত্ত মাত্রা এবং প্রক্রিয়াকরণের জন্য পরিচিত ভাতা অনুসারে, প্রতিটি কাটিয়া টুল দ্বারা মুছে ফেলার স্তরটির বেধ এবং প্রস্থ গণনা করা হয়। কাটিং মেকানিজমের বৈদ্যুতিক মোটরগুলিতে সর্বাধিক লোডের শর্ত থেকে অনুমোদিত ফিড হার নির্বাচন করতে এই ডেটা ব্যবহার করা হয়। পছন্দটি মেশিন ম্যানুয়ালে প্রদত্ত গ্রাফ অনুসারে বা সূত্র ব্যবহার করে গণনা করে তৈরি করা হয়। প্রায়শই উপরের কাটার মাথা বা বাম কাটার সবচেয়ে ব্যস্ত থাকে, গভীর, জটিল প্রোফাইল তৈরি করে। যদি ফলিত পৃষ্ঠের বিশুদ্ধতার জন্য বর্ধিত প্রয়োজনীয়তাগুলি সেট করা হয়, তবে ওয়ার্কপিসের সীমিত গতি প্রতি এক কর্তনকারীর জন্য অনুমোদিত ফিডের শর্ত থেকে বরাদ্দ করা উচিত।
মেশিন সেট আপ. চার-পার্শ্বযুক্ত অনুদৈর্ঘ্য মিলিং মেশিন সেট আপ করা একটি জটিল এবং সময়সাপেক্ষ অপারেশন। পুনরায় কনফিগারেশনের সংখ্যা কমাতে, একই স্ট্যান্ডার্ড আকারের ওয়ার্কপিসগুলি ব্যাচগুলিতে প্রক্রিয়া করা উচিত। ক্ষুদ্রতম ব্যাচের আকারটি বেছে নেওয়া হয়েছে যাতে এর প্রক্রিয়াকরণের শেষ, যদি সম্ভব হয়, ভোঁতা কাটিয়া সরঞ্জামগুলির প্রতিস্থাপনের সাথে মিলে যায়। উপরন্তু, ফাঁকাগুলির পরবর্তী ব্যাচটি এমন একটি ধরণের প্রক্রিয়াকরণের সাথে হওয়া উচিত যে প্রথম ব্যাচটি এড়িয়ে যাওয়ার পরে, মেশিনটি পরিবর্তন করতে একটি ন্যূনতম সময় প্রয়োজন। এটি আপনাকে উত্পাদনশীলতা বাড়াতে দেয়।
মেশিন সেট আপ করার জন্য নির্দিষ্ট প্রসেসিং মাত্রায় টুল সেট করা, চলমান টেবিল এবং গাইড লাইন সামঞ্জস্য করা, সেইসাথে ফিড এবং ক্ল্যাম্পিং উপাদানগুলি সামঞ্জস্য করা অন্তর্ভুক্ত। টিউনিং অপারেশনের ক্রম প্রক্রিয়াকরণের ধরন, মেশিন ডিজাইন, টিউনিং পদ্ধতি এবং টিউনিং সরঞ্জাম দ্বারা নির্ধারিত হয়।
একটি টেমপ্লেট বা একটি রেফারেন্স অংশ অনুযায়ী মেশিন সেট আপ করার স্কিম চিত্রে দেখানো হয়েছে। 86. টেমপ্লেটটি মেশিনে ইনস্টল করা হয়েছে, পূর্বে ক্যালিপার, ফিড এবং ক্ল্যাম্পিং উপাদানগুলিকে সেটিং আকারের চেয়ে কিছুটা বেশি দূরত্বে সরানো হয়েছে। টেমপ্লেটটি টেবিলের কাজের পৃষ্ঠ এবং পিছনের গাইড লাইনের বিরুদ্ধে চাপানো হয়। প্রথমত, গাইড শাসকগুলিকে সামঞ্জস্য করা হয় যাতে তাদের কাজের পৃষ্ঠগুলি একে অপরের সমান্তরাল হয়। তদুপরি, পিছনের শাসকটি কাটার বৃত্তের স্পর্শকভাবে অবস্থিত হওয়া উচিত এবং স্তরটি সরানো (2 ... 3 মিমি) বেধের দ্বারা সামনের শাসকের তুলনায় প্রসারিত হওয়া উচিত। সামনের লাইনটি gaskets এর সাহায্যে সারিবদ্ধ করা হয়, যার পুরুত্বটি মুছে ফেলার স্তরটির বেধের সমান।

ভাত। 2. একটি টেমপ্লেট অনুযায়ী একটি চার-পার্শ্বযুক্ত অনুদৈর্ঘ্য মিলিং মেশিন স্থাপনের পরিকল্পনা: 1 - পিছনের টেবিল, 2 - টেমপ্লেট, 3 - পিছনের শাসক, 4 - সামনের শাসক, 5 - gaskets
কাটিং টুলের ডাইমেনশনাল অ্যাডজাস্টমেন্ট মেটেরিয়াল ফিড সাইড থেকে নিম্নলিখিত ক্রমানুসারে করা হয়: নিম্ন অনুভূমিক কাটার হেড, বাম এবং ডান উল্লম্ব কাটার মাথা, উপরের অনুভূমিক কাটার মাথা এবং মোল্ডার (যদি প্রয়োজন হয়)।
সমস্ত কাটিয়া সরঞ্জামের জন্য মাত্রিক সেটিং একই রকম এবং নিম্নলিখিত ক্রিয়াকলাপগুলি অন্তর্ভুক্ত করে: ক্যালিপার ছেড়ে দেওয়া, টেমপ্লেটের সাপেক্ষে কাটিয়া সরঞ্জামের অবস্থান সামঞ্জস্য করা, ক্যালিপার ঠিক করা। ক্যালিপার একটি অপসারণযোগ্য হ্যান্ডেল বা হ্যান্ডহুইল দিয়ে সরানো হয়। কর্তনকারীর মাথাটি ম্যানুয়ালি ঘুরানোর সময় ছুরিটির কাটিং প্রান্তটি টেমপ্লেটের কাজের পৃষ্ঠকে স্পর্শ করার জন্য আনা হয়।
কাটিয়া সরঞ্জাম সেট আপ করার অন্য উপায় সহ, অন্তর্নির্মিত পরিমাপ সরঞ্জাম ব্যবহার করা হয়: স্কেল এবং ডায়াল। ডুমুর উপর. 3 একটি চার-পার্শ্বযুক্ত প্ল্যানারের উপরের অনুভূমিক কাটারহেডের সেটিং দেখায়। স্কেলে চলাচলের পরিমাণ গণনা করার সময় ক্যালিপার একটি হ্যান্ডহুইল দিয়ে সরানো হয়। ক্যালিপারটিকে একটি পূর্বনির্ধারিত অবস্থানে সেট করার পরে, ক্ল্যাম্পিং উপাদানগুলির আস্তরণের দিকে এগিয়ে যান। উপরের কাটার হেডে পিছনের ক্ল্যাম্পিং প্যাড 9 বাদাম দিয়ে উচ্চতায় সামঞ্জস্য করা হয় যাতে টেবিল থেকে প্যাডগুলির কার্যকারী পৃষ্ঠের দূরত্ব 2 ... সেটিং সাইজ X থেকে 3 মিমি কম। প্যাডগুলির ক্ল্যাম্পিং বল বাদাম দিয়ে বসন্তের টান পরিবর্তন করে সামঞ্জস্য করা হয়। সামনের ক্ল্যাম্প (চিপব্রেকার) বাদাম ঘুরিয়ে উচ্চতায় সামঞ্জস্য করা হয়। টেবিল থেকে চিপব্রেকারের কাজের প্রান্তের দূরত্ব সেটিং আকারের সমান না হওয়া পর্যন্ত সমন্বয়টি করা হয়। চিপব্রেকারের প্রসেসিং ফোর্সকে হ্যান্ডহুইল দিয়ে অ্যাডজাস্ট করা হয়, স্প্রিংকে সংকুচিত বা দুর্বল করে।
রোলার ক্ল্যাম্পিং উপাদানগুলি নিম্নরূপ কনফিগার করা হয়েছে। ওয়ার্কপিস খাওয়ানোর সময় ধারাবাহিকভাবে সমস্ত ক্ল্যাম্পগুলি বন্ধ করুন এবং টেবিল এবং গাইড শাসকের সাথে সম্পর্কিত তাদের অবস্থান সামঞ্জস্য করুন। সেট আপ করার সময়, সামঞ্জস্যযোগ্য উপাদানের কাছাকাছি স্থির পরিমাপ স্কেল ব্যবহার করুন। স্প্রিংসের টান পরিবর্তন করে রোলারের ক্ল্যাম্পিং বল সামঞ্জস্য করা হয়। ক্ল্যাম্পিং ফোর্স কাঠের ধরন এবং প্রক্রিয়াজাত করা উপাদানের আকারের উপর নির্ভর করে নির্বাচন করা হয়। টেবিলের বিপরীতে অতিরিক্তভাবে ওয়ার্কপিসটি চাপবেন না, কারণ চাপের রোলারগুলির চিহ্নগুলি সমাপ্ত অংশের পৃষ্ঠে থাকবে।
নিম্ন ফিড রোলারগুলি প্রক্রিয়াজাত করা উপাদানের বংশ, আকার এবং অবস্থার উপর নির্ভর করে টেবিলের সাপেক্ষে সেট করা হয়। শক্ত কাঠ এবং পুরু খালি জন্য, প্রোট্রুশন মান 0.2 ... 0.3 মিমি, নরম কাঠ এবং পাতলা কাঠের জন্য - 0.3 ... 0.5 মিমি।
অ্যাডজাস্টমেন্ট মেকানিজমের হ্যান্ডেলের সাহায্যে অদ্ভুত রোলার ঘোরানোর মাধ্যমে সামনের টেবিলের কাজের প্রান্তটি উচ্চতায় সামঞ্জস্য করা হয়। নীচের স্তর থেকে সরানো স্তরের পরিমাণ দ্বারা টেবিলটিকে পিছনের টেবিলের তুলনায় কমিয়ে আনতে হবে, যা সমন্বয় প্রক্রিয়ার রিডিং ডিভাইস ব্যবহার করে সেট করা হয়েছে।
তারপরে উপরের ফিড রোলারগুলি উচ্চতায় সামঞ্জস্য করা হয় এবং প্রক্রিয়াজাত করা ওয়ার্কপিসের বেধের উপর নির্ভর করে একটি সীমাবদ্ধ বার এবং নখর সুরক্ষাও ইনস্টল করা হয়। উপরের রোলারগুলি একটি স্ক্রু গিয়ার এবং রডগুলির মাধ্যমে একটি হ্যান্ডহুইল দিয়ে সামঞ্জস্য করা হয়।

ভাত। 3. একটি চার-পার্শ্বযুক্ত অনুদৈর্ঘ্য মিলিং মেশিনের উপরের অনুভূমিক কাটারহেডের সামঞ্জস্য: 1 - হ্যান্ডহুইল, 2 - চিপব্রেকার সমন্বয় হ্যান্ডহুইল, 3, 6, 7 - বাদাম, 4 - সমর্থন, 5 - বসন্ত, 8 - চিপ ব্রেকার, 9 - ক্ল্যাম্পিং ব্লক, 10 - স্কেল
উপাদানের বিরুদ্ধে উপরের রোলারগুলি এবং স্প্রিংগুলির মাধ্যমে নীচের রোলারগুলিকে টিপে ফিড বল তৈরি করা হয়। বসন্ত টান বাদাম সঙ্গে সমন্বয় করা হয়।
মেশিনের মাত্রিক সমন্বয় শেষ করার পরে, আপনার চলমান অংশগুলি সাবধানে পরিদর্শন করা এবং গার্ড ইনস্টল করা উচিত। এক্সহাস্টার নেটওয়ার্কের পাইপলাইনগুলি চিপ সংগ্রাহকদের সাথে সংযুক্ত থাকে এবং চিপ সাকশন সিস্টেমে বাতাসের বিরলতা চালু হয়। বোতাম টিপে, কাটার সরঞ্জামগুলির ঘূর্ণন চালু করুন। পূর্ববর্তী টাকুটি সম্পূর্ণ গতি সেট করার পরে, পরবর্তীটি চালু হয়।
এটি নিশ্চিত করা প্রয়োজন যে সমস্ত কাটিয়া সরঞ্জাম নিষ্ক্রিয় অবস্থায় সমস্যা ছাড়াই কাজ করে, ফিড চালু করুন এবং পরীক্ষার টুকরোগুলি প্রক্রিয়া করুন। কাঠের ধরন, ভাতার আকার এবং প্রক্রিয়াকরণের প্রয়োজনীয় গুণমানের উপর নির্ভর করে ফিডের হার বেছে নেওয়া হয়।
প্রক্রিয়াকরণের পরে, পরীক্ষার অংশগুলি একটি পরিমাপ সরঞ্জাম দিয়ে পরিমাপ করা উচিত: একটি ভার্নিয়ার ক্যালিপার, একটি সূচক বেধ গেজ বা একটি ক্যালিবার। একটি কন্ট্রোল রুলার এবং ফিলার গেজ দিয়ে মেশিনযুক্ত পৃষ্ঠের সোজাতা পরীক্ষা করা হয়। পৃষ্ঠের রুক্ষতা একটি স্ট্যান্ডার্ডের সাথে তুলনা করে বা একটি TSP-4 যন্ত্র দিয়ে পরিমাপ করে দৃশ্যতভাবে নির্ধারণ করা হয়।
চার-পার্শ্বযুক্ত মেশিনগুলির যথাযথ সমন্বয়ের সাথে, মেশিনযুক্ত অংশগুলির নির্ভুলতায় নিম্নলিখিত বিচ্যুতিগুলি অনুমোদিত: অংশটির সম্পূর্ণ দৈর্ঘ্য বরাবর বেধ এবং প্রস্থে অভিন্নতা - 12 তম গ্রেড অনুসারে; পাশের প্রান্তগুলির অ-সরলতা - 1000 মিমি দৈর্ঘ্যের 0.2 মিমি এর বেশি নয়; পাশের প্রান্তগুলির অ-সমান্তরালতা - 1000 মিমি দৈর্ঘ্যের উপর 0.3 মিমি এর বেশি নয়; পার্শ্ববর্তী পৃষ্ঠতলগুলির অ-লম্বত্ব - 100 মিমি দৈর্ঘ্যের উপর 0.15 মিমি এর বেশি নয়।
পরীক্ষার অংশগুলি পরীক্ষা করার ফলাফলের উপর নির্ভর করে, মেশিনটি সামঞ্জস্য এবং সামঞ্জস্য করা হয়।
মেশিনে কাজ করুন। যে মেশিনগুলি লোডিং এবং আনলোডিং ডিভাইসগুলির সাথে সজ্জিত নয় সেগুলি সাধারণত দুইজন শ্রমিক দ্বারা পরিবেশিত হয়। মেশিনটি শুরু করার পরে, মেশিন অপারেটর টেবিলের উপর পরবর্তী ওয়ার্কপিসটি রাখে, এটিকে গাইড শাসকের সাথে তার প্রান্ত দিয়ে বেস করে। ওয়ার্কপিস ফিড রোলার দ্বারা বন্দী হওয়ার পরে, মেশিন অপারেটর পরবর্তীটি প্রস্তুত করে।
মেশিনের অবিচ্ছিন্ন এবং অভিন্ন ক্রিয়াকলাপ নিশ্চিত করার জন্য, উপাদানগুলিকে আন্তঃমুখের ফাঁক ছাড়া খাওয়ানো উচিত, এর জন্য, ছোট ওয়ার্কপিস খাওয়ানোর সময়, গতি হ্রাস করা যেতে পারে।
দ্বিতীয় কর্মীকে অবশ্যই সমাপ্ত অংশগুলি গ্রহণ করতে হবে, দৃশ্যত তাদের প্রক্রিয়াকরণের গুণমান পরীক্ষা করুন এবং তাদের স্ট্যাক করুন।
মেশিনের যান্ত্রিক লোডিং এবং আনলোড করার সময়, মেশিন অপারেটরকে অবশ্যই পর্যবেক্ষণ করতে হবে সঠিক কাজমেশিনের সমস্ত উপাদান এবং কাছাকাছি-মেশিন প্রক্রিয়া। কাটিং মোটর লোড করার ডিগ্রি মেশিনের কন্ট্রোল প্যানেলে নির্মিত একটি অ্যামিটার দ্বারা নিয়ন্ত্রিত হয়।
যদি মোটরগুলি ওভারলোড হয়, ক্রমবর্ধমান শব্দ এবং ঠক্ঠক শব্দ বা সরঞ্জামগুলির গতি হ্রাস পায়, তবে মেশিনটি বন্ধ করা এবং সমস্যার কারণ খুঁজে বের করা প্রয়োজন। একটি মেশিন বন্ধ করার একটি সাধারণ কারণ হল অনুপযুক্ত ব্যবহার। অগ্রহণযোগ্যভাবে বড় ভাতা বা খুব পাতলা, বিকৃত এবং সঙ্গে workpieces অনিয়মিত আকৃতি. ওয়ার্কপিস জ্যাম বা বন্ধ করার সময়, আপনাকে অবশ্যই বিপরীত ফিড চালু করতে হবে এবং মেশিন থেকে ওয়ার্কপিসটি সরিয়ে ফেলতে হবে। যখন চিকিত্সা করা পৃষ্ঠগুলিতে শ্যাওলা এবং চুলচেরা উপস্থিত হয়, তখন নিস্তেজ কাটারগুলি প্রতিস্থাপন করা উচিত।
অনুদৈর্ঘ্য মিলিং মেশিনবৃহত্তম মাত্রা আছে. এই সরঞ্জামটি মূলত রুক্ষ, আধা-ফিনিশিং এবং বড় অংশের মিলিং যেমন বডি, ট্রাভার্স, লৌহঘটিত, অ লৌহঘটিত ধাতু এবং সংকর ধাতু দিয়ে তৈরি গাইডের জন্য উদ্দিষ্ট। অনুদৈর্ঘ্য ধরণের মিলিং মেশিনে প্রক্রিয়াকরণ সমতল এবং আকৃতির উভয় পৃষ্ঠকে প্রভাবিত করে এবং এটি করা হয় বিভিন্ন ধরনেরকাটার প্রায়শই, শেষ, আকৃতির, ডিস্ক, শেষ এবং নলাকার ধরণের উচ্চ-গতির ইস্পাত দিয়ে তৈরি কার্বাইড কাটার এবং কাটার ব্যবহার করা হয়।
অনুদৈর্ঘ্য মিলিং মেশিনের বিন্যাসের প্রকার:
অনুদৈর্ঘ্য মিলিং সরঞ্জামসাধারণত দুটি সংস্করণে পাওয়া যায় - একক-কলাম এবং দুই-কলাম।
আধুনিক বৃহৎ আকারের উত্পাদনে, দুই-কলামের ধরণের চার-স্পিন্ডেল অনুদৈর্ঘ্য মিলিং মেশিন সাধারণত ব্যবহৃত হয়। যন্ত্রটি একটি পোর্টাল দ্বারা আন্তঃসংযুক্ত দুটি উল্লম্ব র্যাকের (নামটি বোঝায়) গঠিত (একটি অনুভূমিক দিকে চলমান)। পোর্টালের অধীনে, সাধারণত একটি টার্নটেবল থাকে যা এক বা একাধিক ওয়ার্কপিস প্রক্রিয়াকরণের সময় নির্ভরযোগ্য বন্ধন সরবরাহ করে।
অনুদৈর্ঘ্য মিলিং মেশিনের কাজের টেবিলটি স্বাভাবিক গতিতে (ওয়ার্কিং ফিড) এবং ত্বরিত মোডে উভয়ই অনুদৈর্ঘ্য দিকে আদান-প্রদান করতে সক্ষম। মেশিনের দুটি উল্লম্ব পায়ের প্রতিটি একটি অনুভূমিক টাকু সহ একটি মিলিং হেডস্টক দিয়ে সজ্জিত। পোর্টাল (উভয়টি উল্লম্ব পোস্টের সাথে সংযোগকারী অনুভূমিকভাবে অবস্থিত ট্রাভার্স) দুটি উল্লম্ব ভিত্তিক স্পিন্ডেল এবং দুটি মিলিং হেডস্টক দিয়ে সজ্জিত। এছাড়া আধুনিক অনুদৈর্ঘ্য মিলিং মেশিন আছেকার্যকারী (ঘূর্ণমান) টেবিলের সমতলের সাপেক্ষে টাকু অক্ষের প্রবণতার কোণগুলি পরিবর্তন করার সম্ভাবনা।
অনুদৈর্ঘ্য মিলিং ধরণের মেশিনের কাজের বৈশিষ্ট্য
অন্যদের মতো পেশাই কল, মেশিনের প্রধান আন্দোলন কাটার ঘূর্ণন হয়. অনুদৈর্ঘ্য, ট্রান্সভার্স এবং উল্লম্ব অবস্থানে কাজের সরঞ্জামের চলাচল সেকেন্ডারি আন্দোলনের অন্তর্গত। মেশিন টেবিলটি ওয়ার্কপিসকে অনুদৈর্ঘ্য দিকে একটি পারস্পরিক গতি দেয়। টাকুতে স্থির কাটার সরঞ্জাম (কাটার) উল্লম্ব এবং তির্যক দিকে যেতে পারে।
অনুদৈর্ঘ্য মিলিং মেশিনে চারটি স্পিন্ডেল এবং একটি সাধারণ ফিডের জন্য একটি পৃথক ড্রাইভ রয়েছে। টাকুতে বিশেষ প্রত্যাহারযোগ্য হাতা ইনস্টল করা আপনাকে এটিতে একটি প্রদত্ত আকারের একটি সরঞ্জাম দ্রুত সরাতে এবং ইনস্টল করতে দেয়। শক লোডিংয়ের সাথে ঘূর্ণনের সংমিশ্রণের কারণে এই ধরণের মিলিং মেশিনে মেশিন করা জটিল। অপারেশনের এই ধরনের বৈশিষ্ট্যগুলি বিকাশকারীদেরকে বেশ কয়েকটি নোডের (স্পিন্ডল, মিলিং হেড, পোর্টাল, টার্নটেবল) জোরপূর্বক তৈলাক্তকরণ প্রয়োগ করতে বাধ্য করে। বাধ্যতামূলক তৈলাক্তকরণ সিস্টেমটি ম্যানুয়ালি বা স্বয়ংক্রিয়ভাবে নিয়ন্ত্রিত হয় এবং এতে একটি স্থানান্তর (সরবরাহ) পাম্প, তেল লাইন এবং একটি জলাধার থাকে।
কাটিং টুলটি শঙ্কু টাইপের বিশেষ টুল হোল্ডারগুলির মাধ্যমে মাথায় স্থির করা হয়। ওয়ার্কপিসটি সার্বজনীন বা এর সাহায্যে ডেস্কটপে স্থির করা হয় বিশেষ ডিভাইস, একক এবং মাল্টি-সিটে বিভক্ত। ফাস্টেনারগুলির ক্ল্যাম্পিং বোল্টগুলির মাথাগুলি টার্নটেবলের পৃষ্ঠে উপলব্ধ বিশেষ স্লটে ঢোকানো হয়।
মেশিনের পরামিতি অনুদৈর্ঘ্য মিলিং টাইপ:
- টার্নটেবলের সামগ্রিক মাত্রা;
- প্রক্রিয়াকৃত ওয়ার্কপিসের সর্বাধিক অনুমোদিত ওজন;
- টাকু সংখ্যা;
- একটি কাজের সরঞ্জাম সহ পোর্টাল, টেবিল, টাকু হাতা এবং মাথার সর্বাধিক নড়াচড়ার মাত্রা;
- টাকু গতির সংখ্যা;
- চালনার শক্তি;
- কাজের পরিসীমা এবং ত্বরিত ফিড, টাকু গতি।










মিশ্র ব্যক্তিত্বের ব্যাধি: কারণ, লক্ষণ, প্রকার ও চিকিৎসা
GTA 4 নিয়ন্ত্রণ সেটিংস
জিটিএ অনলাইনে চোরাচালান সম্পর্কিত প্রায়শই জিজ্ঞাসিত প্রশ্নাবলী
LSPDFR - পুলিশে স্বাগতম
গ্র্যান্ড থেফট অটো সান আন্দ্রেয়াসের বিশাল মানচিত্র এবং এর গোপনীয়তা