NZMK গ্রুপ ধাতব পণ্য, ধাতব পণ্য উত্পাদন করে এবং যেমন পরিষেবা প্রদান করে ধাতব অংশের মেশিনিং.
মেটাল মেশিনিং পরিষেবা। উদ্ভিদ ক্ষমতা
মেশিনিং উপাদানের অভ্যন্তরীণ কাঠামোর পরিবর্তনকে প্রত্যক্ষ বা পরোক্ষভাবে প্রভাবিত করে না, শুধুমাত্র এর কনফিগারেশন এবং জ্যামিতিক মাত্রার পরিবর্তন প্রদান করে।
গ্রাহকদের কাছে আমাদের সাথে প্রক্রিয়াকরণ অর্ডার দেওয়ার বিকল্প রয়েছে:
- ওয়ার্কপিস কাটা;
- প্লাস্টিকের বিকৃতি:
- o ফরজিং;
- o মুদ্রাঙ্কন;
- o টিপে;
- o থ্রেড রোলিং;
- বিকৃতি কাটা;
- ইলেক্ট্রোফিজিক্যাল প্রসেসিং:
- o ইলেক্ট্রোরোসিভ;
- o ইলেক্ট্রোকেমিক্যাল;
- o বৈদ্যুতিক ঢালাই (চাপ);
- বৈদ্যুতিক প্রক্রিয়াকরণ।
ধাতুর যন্ত্রকাটিং প্রায়ই চাহিদা হয়. নোভোমোসকভস্ক স্টিল স্ট্রাকচার প্ল্যান্টে, নিম্নলিখিত ধরণের দ্বারা কাটিং করা হয়:
- টার্নিং - এমন ক্ষেত্রে সঞ্চালিত হয় যেখানে ওয়ার্কপিসটি পছন্দসই অংশের আকারের সাথে প্রায় মেলে। গ্রাহক দ্বারা প্রয়োজনীয় ধাতু যন্ত্রবিভিন্ন উদ্দেশ্যে মেশিনে সঞ্চালিত:
- o বাঁক;
- o ব্রোচিং এবং মিলিং;
- o ড্রিলিং এবং বিরক্তিকর, ইত্যাদি
- তুরপুন;
- chiselling;
- প্রসারিত;
- মিলিং - বিশেষ মেশিনে বাহিত;
- প্ল্যানিং - মেশিন এবং ট্রান্সভার্স প্ল্যানিং সরঞ্জামগুলিতে সঞ্চালিত হয়;
- নাকাল - grinders উপর সঞ্চালিত
মেটাল মেশিনিং পরিষেবাবলা হয় প্রসেসিং অক্জিলিয়ারী ধরনের একটি সংখ্যা ব্যবহার করে প্রদান করা হয়.
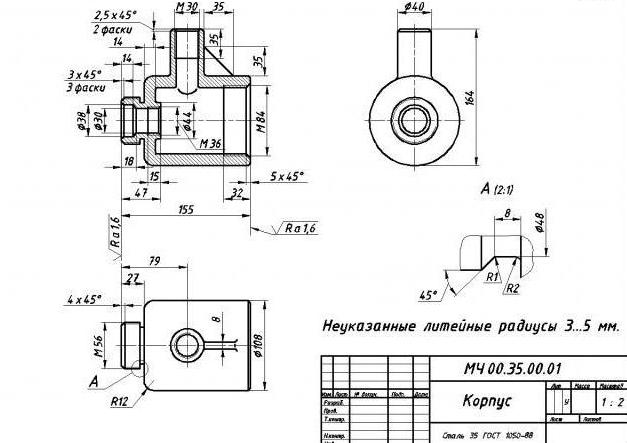
গ্রাহকের অঙ্কন অনুযায়ী ধাতব অংশগুলির যন্ত্রের পর্যায়গুলি
গ্রাহকের কাছ থেকে কাজের ডকুমেন্টেশনের একটি সেট পাওয়ার পরে, NZMK গ্রুপ অফ কোম্পানির প্রযুক্তিবিদরা নির্ধারণ করে:
- বিদ্যমান সরঞ্জামগুলিতে TOR এর সাথে সম্পর্কিত অংশগুলি তৈরি করা সম্ভব কিনা;
- এই জন্য কি মেশিন প্রয়োজন;
- কি মোড প্রক্রিয়া করা উচিত, ইত্যাদি
প্রায়শই, এর পরে, কাটার মাধ্যমে ওয়ার্কপিস মেশিন করার সিদ্ধান্ত নেওয়া হয়। এই অপারেশন চলাকালীন, অতিরিক্ত ধাতু স্তর (ভাতা) সরানো হয়। এর পরে, অংশটি গ্রাহকের অঙ্কন দ্বারা নির্দিষ্ট মাত্রার সাথে মিলে যায়।
ওয়ার্কপিসটি ঘুরিয়ে দেওয়ার সিদ্ধান্তটি সেই ক্ষেত্রে নেওয়া হয় যখন, এর জ্যামিতিক বৈশিষ্ট্যের পরিপ্রেক্ষিতে, এটি সমাপ্ত অংশের থাকা উচিতগুলির থেকে কিছুটা আলাদা।
যান্ত্রিক পুনরুদ্ধারড্রিলিং আপনাকে কাঠামোতে প্রয়োজনীয় গর্ত করতে দেয়। এবং চিসেলিং বা মিলিং হল পণ্যটিকে প্রয়োজনীয় জ্যামিতিক পরামিতি প্রদান করা।
কিছু ক্ষেত্রে, ফাঁকাগুলি চাপ দ্বারা প্রক্রিয়া করা হয়। উদাহরণ স্বরূপ, ধাতু যান্ত্রিক প্রক্রিয়াকরণ(অ লৌহঘটিত) প্রায়ই গরম ফোরজিং ব্যবহার জড়িত। এই ক্ষেত্রে, ফরজিং নিম্নলিখিত বিকল্পগুলির মধ্যে একটি দ্বারা সঞ্চালিত হতে পারে:
- বিনামূল্যে
- একটি কামারের স্ট্যাম্প ব্যবহার করে।
একটি বিকল্প প্রক্রিয়াকরণ বিকল্প প্রেসিং প্রযুক্তি হতে পারে। নভোমোসকভস্ক স্টিল স্ট্রাকচার প্ল্যান্টে বিভিন্ন ক্ষমতা এবং উদ্দেশ্যের বেশ কয়েকটি প্রেস রয়েছে।


শিল্পের অনেক ক্ষেত্রে, ধাতুগুলির যান্ত্রিক প্রক্রিয়াকরণের মতো একটি প্রক্রিয়া অপরিহার্য। মেশিন, মেশিন টুলস এবং টুলস ক্রমাগত উন্নত করা হচ্ছে, অপারেশনগুলি বছরের পর বছর দ্রুত এবং দ্রুত সম্পন্ন করা হয়। উপরে উত্পাদন উদ্যোগকাজের মেশিন বিশেষ এবং সাধারন ক্ষেত্রে. এই জাতীয় মেশিনগুলির সাহায্যে, শীট, প্রোফাইল বা অন্যান্য ধরণের ফাঁকা কাটা সহজ। উপাদান পৃথক করার পদ্ধতিগুলিও ব্যাপকভাবে ব্যবহৃত হয়:, কাটার, ব্যান্ড দেখেছিএবং অন্যদের.
ধাতুর যান্ত্রিক প্রক্রিয়াকরণের প্রযুক্তিগত প্রক্রিয়া
ধাতুর যন্ত্র একটি বরং জটিল প্রক্রিয়া, যার ফলস্বরূপ নির্দিষ্ট আকার এবং প্রদত্ত আকৃতির অংশ হয়। উপাদানের উপর যান্ত্রিক কর্মের দুটি উপায় আছে। প্রথম পদ্ধতিটি কাজের পৃষ্ঠ থেকে উপরের স্তরটি অপসারণে প্রকাশ করা হয়। এই ক্ষেত্রে, অংশের মাত্রার প্রয়োজনীয়তার উপর নির্ভর করে গভীরতা ভিন্ন হতে পারে। দ্বিতীয় পদ্ধতিতে, প্রাথমিক প্রভাবের সময় উপাদানটি কোনওভাবেই ক্ষতিগ্রস্ত হয় না, এটি কেবল চাপা, স্ট্যাম্প করা, নকল, ঘূর্ণিত করা যায়। একটি নিয়ম হিসাবে, এক্সপোজার এই পদ্ধতি পর্যায় দ্বারা অনুসরণ করা হয় আরও কাজবিস্তারিত উপরে।
অংশগুলিকে একটি নির্দিষ্ট আকার এবং আকৃতি দেওয়ার জন্য প্রযুক্তিগত ক্রিয়াকলাপের একটি জটিল সরবরাহ করে বিভিন্ন ধরনের মেশিনিংধাতু প্রধানগুলি হল বাঁক, মিলিং, প্ল্যানিং, গ্রাইন্ডিং এবং ড্রিলিং। এখন সমস্ত অপারেশন আধুনিক পদ্ধতিতে পরিচালিত হয় বহুমুখী মেশিন. সুতরাং, একই মেশিন পর্যায়ক্রমে বিভিন্ন ফাংশন সম্পাদন করতে পারে। এটি করার জন্য, আপনাকে সঠিকভাবে প্রোগ্রামগুলি ইনস্টল করতে হবে এবং সময়মতো প্রয়োগ করতে হবে। সঠিক সরঞ্জাম. সরঞ্জামগুলির অনেক নাম তাদের উদ্দেশ্য সম্পর্কে কথা বলে: ড্রিল করার জন্য একটি ড্রিল, মিলিংয়ের জন্য একটি মিলিং কাটার এবং আরও অনেক কিছু।
ধাতুগুলির সমস্ত ধরণের যান্ত্রিক প্রক্রিয়াকরণ বৈচিত্র্যময়, তাদের নিজস্ব পার্থক্য এবং সূক্ষ্মতা রয়েছে। সবচেয়ে আধুনিক উপায় যা উচ্চ-প্রযুক্তির প্রয়োজনীয়তা পূরণ করে তা হল লেদ প্রক্রিয়াকরণ। তারা স্বয়ংক্রিয়, আধা-স্বয়ংক্রিয় এবং CNC হয়। একটি নিয়ম হিসাবে, আকৃতির বা সমতল পৃষ্ঠের প্রক্রিয়াকরণের জন্য, বিভিন্ন ধরণের মিলিং ব্যবহার করা হয়: মুখ, শেষ বা আকৃতির।
এখন অনেক আধুনিক শিল্প ধাতু মেশিনিং পরিষেবা প্রদান করে। এই কাজগুলি চালানোর জন্য অনেকগুলি মেশিনও রয়েছে, তবে সময় তার নিজস্ব শর্তগুলি নির্দেশ করে, তাই মেশিনগুলি ক্রমাগত উন্নত করা হচ্ছে। সুতরাং, আদিম যন্ত্রগুলি প্রায় সর্বত্র প্রতিস্থাপিত হয়েছে স্বয়ংক্রিয় লাইন. গতিশীলভাবে উন্নয়নশীল উদ্যোগগুলি উচ্চ প্রযুক্তির সরঞ্জামগুলির সাহায্যে যতটা সম্ভব উত্পাদন প্রসারিত করার চেষ্টা করছে। এইভাবে, উচ্চ ডিগ্রী সম্ভাব্যতার সাথে, পণ্যগুলির উচ্চ মানের এবং সর্বনিম্ন অর্ডার প্রক্রিয়াকরণের গ্যারান্টি দেওয়া সম্ভব। যেকোন প্রোডাকশন জয়ী হয় যদি এটি গ্রহণ করে অগ্রাধিকারঅর্ডারের পরিমাণ এবং এর জটিলতা নির্বিশেষে মানের পণ্যের ভাল উত্পাদন।
ধাতু যান্ত্রিক প্রক্রিয়াকরণের জন্য সরঞ্জাম
একটি নিয়ম হিসাবে, মেটাল মেশিনিং পরিষেবাগুলি দ্রুত এবং সমস্ত মানগুলির সাথে সম্পূর্ণ সম্মতিতে সঞ্চালিত হয় যখন যোগ্যতাসম্পন্ন কর্মীরা কাজটি গ্রহণ করেন। উপরন্তু, প্রতিটি প্রতিশ্রুতিশীল এন্টারপ্রাইজ কাজের জন্য সর্বোত্তম শর্ত প্রদান করে: উত্পাদন সুবিধার পর্যাপ্ত প্রাপ্যতা, প্রয়োজনীয় সরঞ্জাম. এটি লক্ষ করা উচিত যে অর্ডারটি সফলভাবে এবং দ্রুত সম্পন্ন করার জন্য, কর্মীদের মেশিন টুল, ওয়েল্ডিং এবং প্রযুক্তিগত সরঞ্জাম সরবরাহ করতে হবে।

সুতরাং, কাজটি সম্পাদন করার জন্য, আপনার ধাতুগুলির যান্ত্রিক প্রক্রিয়াকরণের জন্য সঠিক সরঞ্জাম নির্বাচন করা উচিত। অবশ্যই, প্রধান কাজের জন্য - চিপ অপসারণ, বাঁক এবং মিলিং দিক দায়ী। এই এলাকায় সবচেয়ে সাধারণ সরঞ্জাম হল CNC বাঁক কেন্দ্র এবং কেন্দ্র। আধুনিক মডেলসর্বোচ্চ প্রয়োজনীয়তা পূরণ করে এমন যন্ত্রাংশ তৈরি করা সম্ভব করুন জ্যামিতিক পরামিতিপণ্য এবং পৃষ্ঠের রুক্ষতা। মেশিনের নতুন মডেলের সুবিধা হল: সঠিকতা, গতি, কাজের ক্ষেত্রগুলির উন্নত পরামিতি।
ধাতুগুলির যান্ত্রিক প্রক্রিয়াকরণের জন্য সরঞ্জামগুলি বর্তমানে বিস্তৃত পরিসরে উপস্থাপিত হয়। বিভিন্ন মডেলের মধ্যে, সর্বাধিক জনপ্রিয় এবং বেশ বিরল উভয়ই রয়েছে (অপেক্ষাকৃত ঘন ঘন অ্যাপ্লিকেশন)। উদাহরণস্বরূপ, একটি ক্যারোসেল মেশিন যা নয় মিটার পর্যন্ত ব্যাস সহ একটি অংশ প্রক্রিয়া করতে পারে। এই জাতীয় মেশিন প্রায়শই ব্যবহৃত হয় না এবং সর্বত্র নয়। জিগ বোরিং মেশিনের বেশ চাহিদা রয়েছে যা যেকোনো কোণে উচ্চ-মানের বোরিং প্রদান করে এবং রোটারি টেবিল সহ বোরিং মেশিন। প্রতিটি এন্টারপ্রাইজ, যার কার্যকলাপের ক্ষেত্র হল ধাতুর যান্ত্রিক প্রক্রিয়াকরণ, তারা মিলিং, গিয়ার-হবিং, রেডিয়াল, অনুভূমিক এবং উল্লম্ব ড্রিলিং মেশিন উপলব্ধ করার চেষ্টা করে।
মেশিনিং এমন একটি প্রক্রিয়া যার সময় ওয়ার্কপিস এবং অংশগুলির মাত্রা এবং কনফিগারেশন পরিবর্তিত হয়। যদি আমরা কথা বলি ধাতু পণ্য, তারপর তাদের প্রক্রিয়াকরণের জন্য বিশেষ কাটিং টুল ব্যবহার করা হয়, যেমন কাটার, ব্রোচ, ড্রিল, ট্যাপ, কাটার ইত্যাদি। প্রযুক্তিগত মানচিত্র অনুযায়ী সমস্ত ক্রিয়াকলাপ ধাতব-কাটিং মেশিনে সঞ্চালিত হয়। এই নিবন্ধে আমরা ধাতুগুলির যান্ত্রিক প্রক্রিয়াকরণের পদ্ধতি এবং প্রকারগুলি কী কী তা শিখব।
প্রক্রিয়াকরণ পদ্ধতি
মেশিনিং দুই ভাগে বিভক্ত বড় দল. প্রথমটি ধাতু অপসারণ ছাড়াই ঘটে এমন অপারেশনগুলিকে অন্তর্ভুক্ত করে। এর মধ্যে রয়েছে ফরজিং, স্ট্যাম্পিং, প্রেসিং, রোলিং। এটি তথাকথিত চাপ বা শক ব্যবহার করে। এটি ওয়ার্কপিসকে পছন্দসই আকার দিতে ব্যবহৃত হয়। অ লৌহঘটিত ধাতুগুলির জন্য, ফোরজিং প্রায়শই ব্যবহৃত হয় এবং লৌহঘটিত ধাতুগুলির জন্য, স্ট্যাম্পিং প্রায়শই ব্যবহৃত হয়।
দ্বিতীয় গ্রুপে এমন ক্রিয়াকলাপ অন্তর্ভুক্ত রয়েছে যার সময় ওয়ার্কপিস থেকে ধাতুর অংশ সরানো হয়। এই তার দিতে প্রয়োজন প্রয়োজনীয় মাপ. ধাতুর এই ধরনের যন্ত্রকে কাটিং বলা হয় এবং সবচেয়ে সাধারণ প্রক্রিয়াকরণ পদ্ধতিগুলি হল টার্নিং, ড্রিলিং, কাউন্টারসিঙ্কিং, গ্রাইন্ডিং, মিলিং, রিমিং, চিসেলিং, প্ল্যানিং এবং ব্রোচিং ব্যবহার করে সঞ্চালিত হয়।
প্রসেসিং এর ধরন কি
ম্যানুফ্যাকচারিং ধাতু অংশএকটি ফাঁকা থেকে একটি শ্রমসাধ্য এবং বরং জটিল প্রক্রিয়া। এটা অনেক বিভিন্ন অপারেশন অন্তর্ভুক্ত. তাদের মধ্যে একটি হল ধাতুর যান্ত্রিক প্রক্রিয়াকরণ। এটি শুরু করার আগে, মেক আপ করুন প্রযুক্তিগত মানচিত্রএবং সমস্ত প্রয়োজনীয় মাত্রা এবং নির্ভুলতা ক্লাস নির্দেশ করে সমাপ্ত অংশের একটি অঙ্কন তৈরি করুন। কিছু ক্ষেত্রে, মধ্যবর্তী ক্রিয়াকলাপের জন্য একটি পৃথক অঙ্কনও প্রস্তুত করা হয়।
এছাড়াও, ধাতুর রাফিং, সেমি-ফিনিশিং এবং ফিনিশিং মেশিনিং রয়েছে। তাদের প্রত্যেকের জন্য, গণনা এবং ভাতা সঞ্চালিত হয়। সামগ্রিকভাবে ধাতু প্রক্রিয়াকরণের ধরনটি চিকিত্সা করা হবে এমন পৃষ্ঠের উপর নির্ভর করে, নির্ভুলতার শ্রেণী, রুক্ষতার পরামিতি এবং অংশটির মাত্রা। উদাহরণস্বরূপ, H11 গ্রেড অনুযায়ী একটি গর্ত পেতে, একটি ড্রিল দিয়ে রুক্ষ ড্রিলিং ব্যবহার করা হয় এবং 3য় নির্ভুলতা শ্রেণিতে আধা-পরিষ্কার রিমিংয়ের জন্য, আপনি একটি রিমার বা কাউন্টারসিঙ্ক ব্যবহার করতে পারেন। এর পরে, আমরা আরও বিশদে ধাতুগুলির যান্ত্রিক প্রক্রিয়াকরণের পদ্ধতিগুলি অধ্যয়ন করব।
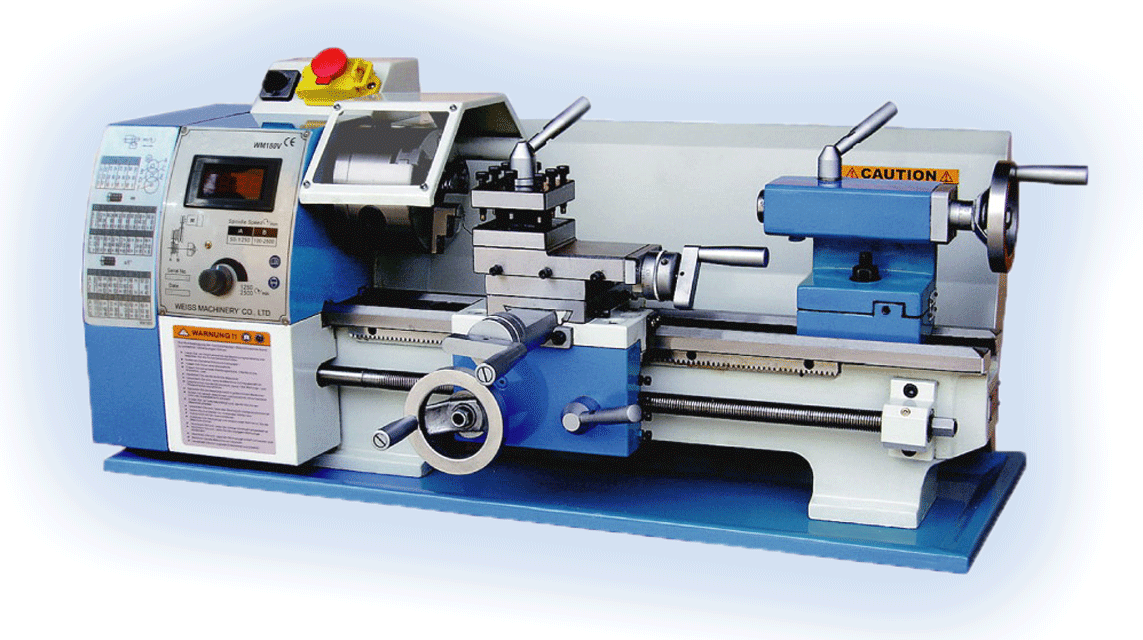
বাঁক এবং তুরপুন
কাটারের সাহায্যে টার্নিং গ্রুপের মেশিনে টার্নিং করা হয়। ওয়ার্কপিসটি টাকুতে সংযুক্ত থাকে, যা একটি নির্দিষ্ট গতিতে ঘোরে। এবং কাটার, ক্যালিপারে স্থির, অনুদৈর্ঘ্য-ট্রান্সভার্স আন্দোলন করে। নতুন সিএনসি মেশিনগুলিতে, এই সমস্ত পরামিতিগুলি কম্পিউটারে প্রবেশ করানো হয় এবং ডিভাইসটি নিজেই সম্পাদন করে প্রয়োজনীয় অপারেশন. পুরানো মডেলগুলিতে, উদাহরণস্বরূপ, 16K20, অনুদৈর্ঘ্য এবং অনুপ্রস্থ আন্দোলনগুলি ম্যানুয়ালি সঞ্চালিত হয়। লেদগুলিতে আকৃতির, শঙ্কুযুক্ত এবং নলাকার পৃষ্ঠগুলি চালু করা সম্ভব।

তুরপুন হল একটি অপারেশন যা গর্ত প্রাপ্ত করার জন্য সঞ্চালিত হয়। প্রধান কাজ টুল একটি ড্রিল হয়। একটি নিয়ম হিসাবে, ড্রিলিং একটি উচ্চ নির্ভুলতা শ্রেণী প্রদান করে না এবং হয় রুক্ষ বা আধা-সমাপ্ত। H8 এর নিচে মানের একটি গর্ত পেতে, রিমিং, রিমিং, বোরিং এবং কাউন্টারসিঙ্কিং ব্যবহার করা হয়। উপরন্তু, তুরপুন পরে, কাটা এছাড়াও সঞ্চালিত করা যেতে পারে অভ্যন্তরীণ থ্রেড. ধাতুর এই ধরনের মেশিনিং ট্যাপ এবং কিছু ধরণের কাটার ব্যবহার করে সঞ্চালিত হয়।
মিলিং এবং নাকাল
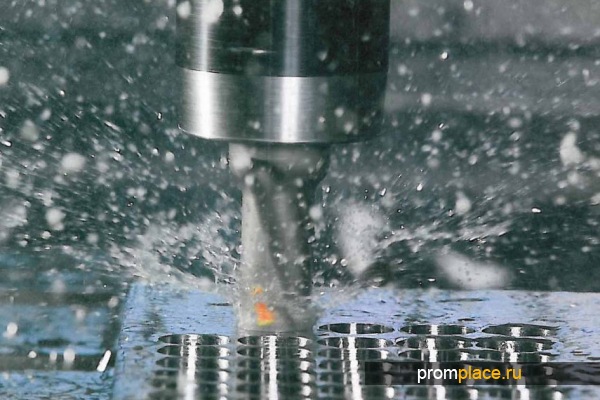
মিলিং ধাতু প্রক্রিয়াকরণের সবচেয়ে আকর্ষণীয় উপায়গুলির মধ্যে একটি। এই অপারেশনটি বিভিন্ন ধরণের মিলিং কাটার ব্যবহার করে সঞ্চালিত হয় পেশাই কল. শেষ, আকৃতির, শেষ এবং পেরিফেরাল প্রক্রিয়াকরণ আছে। মিলিং উভয় রুক্ষ এবং আধা-সমাপ্ত, এবং সমাপ্তি হতে পারে। সমাপ্তির সময় প্রাপ্ত নির্ভুলতার ক্ষুদ্রতম গুণমান হল 6. কাটারের সাহায্যে, বিভিন্ন ডোয়েল, খাঁজ, কূপ, আন্ডারকাট মেশিন করা হয়, প্রোফাইলগুলি মিলিত হয়।
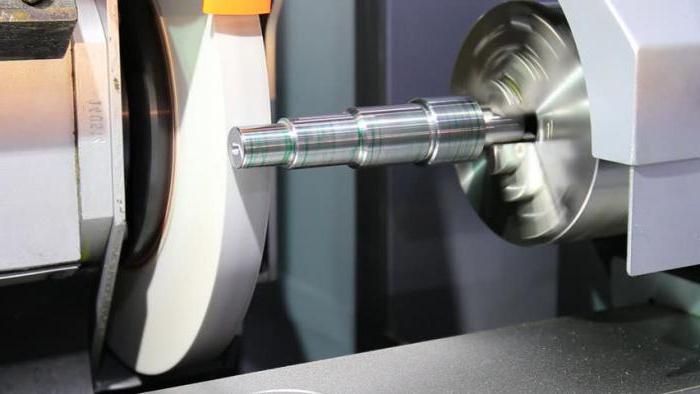
গ্রাইন্ডিং একটি যান্ত্রিক ক্রিয়াকলাপ যা রুক্ষতার গুণমান উন্নত করতে ব্যবহৃত হয়, সেইসাথে একটি মাইক্রন পর্যন্ত ধাতুর একটি অতিরিক্ত স্তর অপসারণ করতে ব্যবহৃত হয়। সাধারণত, এই প্রক্রিয়াকরণযন্ত্রাংশ তৈরির চূড়ান্ত পর্যায়, যার মানে এটি সমাপ্তি। কাটার জন্য, ঘষিয়া তুলিয়া ফেলিতে সক্ষম চাকা ব্যবহার করা হয়, যার পৃষ্ঠে প্রচুর পরিমাণে শস্য রয়েছে বিভিন্ন আকৃতিকাটিয়া প্রান্ত এই প্রক্রিয়াকরণের সময়, অংশটি খুব গরম হয়। যাতে ধাতু বিকৃত না হয় এবং চিপ না হয়, কাটিং ফ্লুইড (LLC) ব্যবহার করা হয়। অ লৌহঘটিত ধাতুর মেশিনিং হীরার সরঞ্জামগুলির সাহায্যে সঞ্চালিত হয়। এটি আপনাকে প্রস্তুতকৃত অংশের সর্বোত্তম গুণমান নিশ্চিত করতে দেয়।
কোনো আবরণ ছাড়াই সূক্ষ্ম দানাদার হার্ড গ্রেড টাইটানিয়াম যন্ত্রের জন্য নিজেদেরকে বেশ ভালো প্রমাণ করেছে।মেশিন-বিল্ডিং, ধাতু তৈরির শিল্পে, নির্মাণে তারা ব্যবহার করে বিভিন্ন উপায়েধাতু প্রক্রিয়াকরণ, কাটা - তাদের জাতগুলির মধ্যে একটি।

যেহেতু ধাতব অংশগুলির একটি বিশাল বৈচিত্র্য রয়েছে, সেগুলি আকৃতি, আকার, ওজন, খাদ সংমিশ্রণে পৃথক, তাই ধাতব কাটাও বিভিন্ন উপায়ে করা হয়। প্রধানগুলি আলাদা করা যেতে পারে:
- বাঁক
- তুরপুন;
- মিলিং;
- পরিকল্পনা
- নাকাল
প্রতিটি ধরণের বিশেষ সরঞ্জাম ব্যবহার জড়িত - প্রায়শই এগুলি স্থির মেশিন।
ধাতু অংশ বাঁক
এই পদ্ধতিটি ব্যবহার করা হয় যখন মূল ওয়ার্কপিসটি সামান্য আনার প্রয়োজন হয় সঠিক মাপএবং কনফিগারেশন। এটি করার জন্য, বিশেষজ্ঞরা ব্যবহার করেন লেদ, ড্রিল বা কাটারের একটি সেট। প্রক্রিয়াকরণের অংশটি একটি বিশেষ ঘূর্ণমান ডিভাইসে স্থাপন করা হয়, যার চারপাশে কাটার প্রক্রিয়া চলে।
বল প্রয়োগের কারণে, ড্রিল টিপের প্রান্তটি অংশে কেটে যায় এবং অতিরিক্ত স্তরটি সরিয়ে দেয়, যা পরিণত হয় ভিন্ন রকমশেভিং কি ধরণের কাটিং করা হয় তার উপর নির্ভর করে, চিপগুলি হতে পারে:

- মৌলিক - টাইটানিয়ামের মতো একটি সুপারহার্ড ধাতু প্রক্রিয়াকরণ করে প্রাপ্ত, প্রক্রিয়াগুলি কম গতিতে সঞ্চালিত হয়;
- একত্রিত - নন-হার্ড স্টিল, তামা, টিন, প্লাস্টিকের তৈরি অংশগুলির উচ্চ-গতির বাঁক চলাকালীন গঠিত;
- ফ্র্যাকচার - ধাতব-প্লাস্টিকের অংশ কাটার ফলে ঘটে;
- স্টেপড চিপগুলি মাঝারি কঠোরতার ধাতু প্রক্রিয়াকরণের ফলে প্রাপ্ত হয়।
বিভিন্ন ধরণের ধাতুর জন্য, একটি উপযুক্ত গতি নির্বাচন করা হয়, তাই অবাধ্য এবং সুপারহার্ড ধাতুগুলিকে ন্যূনতম গতিতে তীক্ষ্ণ করতে হবে। এটি কাজ শুরু করার আগে গণনা করা হয় এবং পরামিতিগুলিতে সেট করা হয় পেষকদন্ত, তারপর গতি স্বয়ংক্রিয়ভাবে বজায় রাখা হয়.

এটা বুঝতে হবে যে আরো সঠিক এবং পরিষ্কার কাজএকটি কম গতিতে প্রদান করা হয়, এবং roughing সর্বাধিক অনুমোদিত এ বাহিত করা যেতে পারে.
একটি গুরুত্বপূর্ণ বিন্দু হল ধাতুর মিশ্রণ যা থেকে কাটারগুলি তৈরি করা হয়। শার্পনারটি কাটা অংশের চেয়ে একটি শক্তিশালী খাদ দিয়ে তৈরি করা উচিত। প্রায়শই, টাইটানিয়াম, টংস্টেন, ট্যানটালাম কাটার জন্য ব্যবহৃত হয়।
বাঁক প্রয়োজনীয় কি ধরনের উপর নির্ভর করে, কাটার আছে বিভিন্ন রূপএবং মাত্রা, বিভিন্ন কাটিয়া উপাদান আপনাকে উচ্চ নির্ভুলতা এবং কম চিপগুলির সাথে কাজ করার অনুমতি দেবে, অর্থাৎ উল্লেখযোগ্য বর্জ্য ছাড়াই।
কর্তনকারী প্রধান ধরনের প্রক্রিয়াকরণ অনুযায়ী শ্রেণীবদ্ধ করা যেতে পারে:
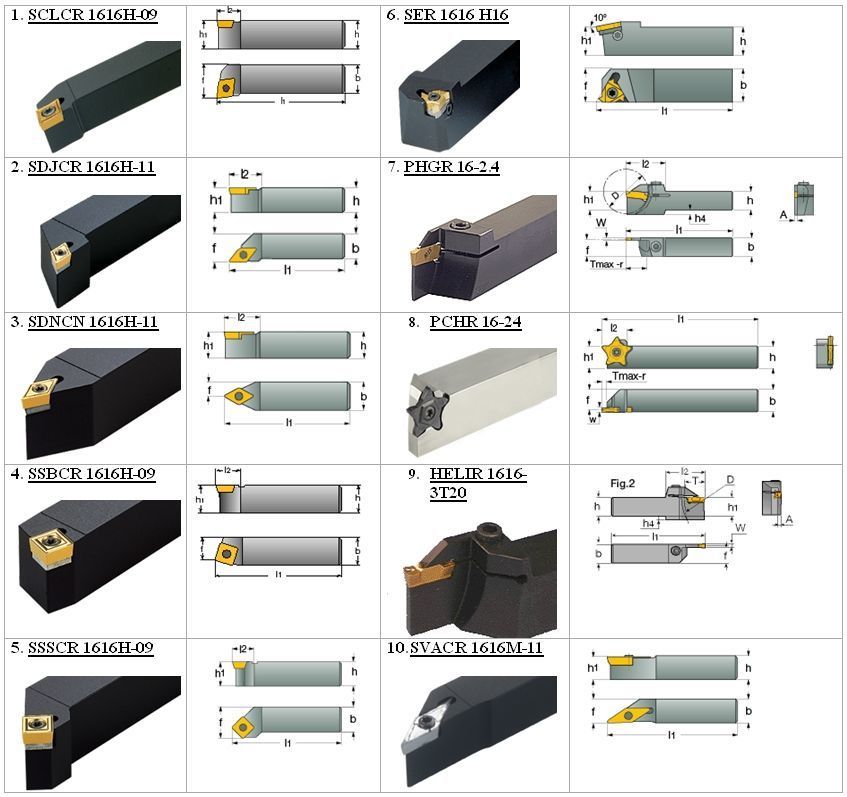
- বিরক্তিকর;
- থ্রেডেড;
- খাঁজ;
- চেকপয়েন্ট
- কাটা
- আন্ডারকাট
- আকৃতির.
লেদ নিজেই যান্ত্রিক এবং একটি সফ্টওয়্যার নিয়ন্ত্রণ প্যানেল সহ স্বয়ংক্রিয় হতে পারে। পরেরটি কাজের সর্বাধিক নির্ভুলতা এবং গতি দেয়, এই ধরণের মেশিন টুল যান্ত্রিকটিকে প্রতিস্থাপন করেছে এবং ধীরে ধীরে তাদের উত্পাদন থেকে প্রতিস্থাপন করছে।
সমস্ত গণনা - গতি, প্রয়োজনীয় কোণ, থ্রেড দিকনির্দেশগুলি গণনা করা হয় সফ্টওয়্যার প্যাকেজ, এটি অ-মানক অংশ উৎপাদনের জন্য বিস্তৃত সুযোগ উন্মুক্ত করে। যদি তাদের জন্য একটি যান্ত্রিক ব্যবহার করা হয় তবে এটি সেট আপ করতে যথেষ্ট সময় লাগবে এবং প্রত্যাখ্যানের একটি বড় শতাংশ উড়িয়ে দেওয়া হয় না।
তুরপুন ধাতু workpieces
ধাতব অংশগুলির কাটার আরেকটি প্রকার হল ড্রিলিং, এটি উপযুক্ত সরঞ্জামগুলিতে সঞ্চালিত হয় এবং কাটারকে নিজেই একটি ড্রিল বলা হয়। পদ্ধতির সারমর্ম হল যে ড্রিল বা কাউন্টারসিঙ্ক চালিত হয় যান্ত্রিকভাবেএবং তার নিজের অক্ষের চারদিকে ঘোরে।
ড্রিলিং মেশিন। কাস্টমাইজেশন এবং অন্যান্য কৌশল
এই ধরনের আন্দোলনের কারণে, টুলটি একটি ধাতব অংশে বিধ্বস্ত হয়, এতে একটি গর্ত তৈরি হয়। ড্রিলটি ম্যানুয়াল ফিক্সচার, যান্ত্রিক এবং স্বয়ংক্রিয় মেশিন দ্বারা চালিত হয়। একটি ড্রিল ব্যবহার করে, আপনি একটি ধাতু workpiece মধ্যে গর্ত করতে পারেন ভিন্ন রকম, আকার এবং গভীরতা:
- পালক;
- সর্পিল
- কেন্দ্রীভূত
সর্বাধিক সাধারণ সর্পিল ধরণের ড্রিল, এটি তিনটি অংশ নিয়ে গঠিত: কাজের অংশ, ঘাড় এবং শ্যাঙ্ক। কাটিং টুকরাটির দুটি প্রান্ত একে অপরের সাথে একটি নির্দিষ্ট কোণে অবস্থিত, উদাহরণস্বরূপ, একটি ঢালাই লোহার অংশ কাটার জন্য, 118 o কোণ প্রয়োজন।
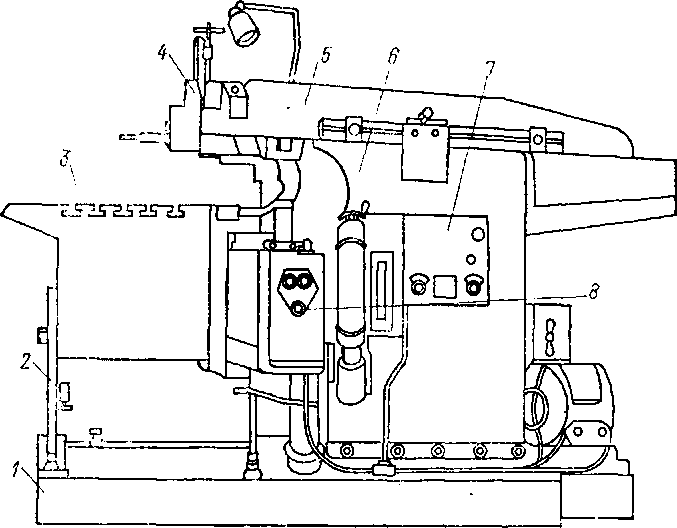
স্টিয়ারিং র্যাক ড্রিলিং মেশিন
মেশিন বা ড্রিলের চাকে ড্রিল ঠিক করার জন্য শ্যাঙ্কের প্রয়োজন হয়। এটি দুটি আকার থাকতে পারে: নলাকার বা শঙ্কুযুক্ত। শ্যাঙ্কের শেষে একটি পা ইনস্টল করা হয়, যা ব্যবহারের পরে সকেট থেকে ড্রিলটি ধাক্কা দেওয়ার জন্য প্রয়োজন।
ড্রিলের ঘাড় একটি ট্রানজিশনাল লিঙ্ক যা ঘষিয়া তুলিয়া ফেলিতে সক্ষম চাকা নাকাল প্রক্রিয়া চলাকালীন প্রস্থান নিশ্চিত করার জন্য প্রয়োজনীয়। ড্রিলটি ঘাড়ে চিহ্নিত করা হয়েছে।
ড্রিলিং শুরু করার আগে, আপনাকে অংশটি চিহ্নিত করতে হবে, একটি কেন্দ্র পাঞ্চ দিয়ে কেন্দ্রটিকে গভীরভাবে তৈরি করা ভাল যাতে কাজের শুরুতে ড্রিলটি উদ্দেশ্যযুক্ত বিন্দু থেকে উড়ে না যায়।
ধাতব অংশগুলি ড্রিল করতে বিভিন্ন সরঞ্জাম ব্যবহার করা যেতে পারে:

ধাতু অংশ মিলিং
একটি মিলিং কাটার দিয়ে ধাতু কাটা সবচেয়ে সাধারণ পদ্ধতিগুলির মধ্যে একটি। মেশিনের নকশায় প্রধান কাটিয়া উপাদান হল একটি কাটার - জ্যাগড প্রান্ত সহ একটি বৃত্তাকার চাকা। বৈদ্যুতিক মোটর কাটার প্রক্রিয়াটি চালায়, উচ্চ গতিতে কাটারটি ধাতব ওয়ার্কপিসে কাটে এবং সঠিক জায়গায় স্তরগুলি সরিয়ে দেয়।
টার্নিং এবং মিলিং মেশিন ডিএমজি সিটিএক্স গামা 2000
ফলাফল হল বর্জ্য পদার্থের অংশ এবং চিপগুলিতে কাটা। পূর্বে, মিলিং মেশিনগুলি শুধুমাত্র একজন বিশেষজ্ঞ দ্বারা পরিচালিত হয়েছিল, উচ্চ গতি এবং চাকার ব্যাসের কারণে, প্রচুর বর্জ্য এবং ত্রুটিপূর্ণ অংশ প্রাপ্ত হয়েছিল। আধুনিক মেশিন নিয়ন্ত্রিত হয় সফটওয়্যার, যার জন্য ধন্যবাদ উচ্চস্তরনির্ভুলতা কাটা।
ধাতু কর্ভেট জন্য মিলিং মেশিন 416 Enkor
কাটার হতে পারে বিভিন্ন মাপেরএবং আকার এবং কাটা প্রয়োজনীয় আকারের উপর নির্ভর করে ব্যবহার করা হয়, প্রক্রিয়া করা হচ্ছে ধাতু ধরনের.
সর্বশেষ প্রজন্মের মেশিনগুলি একটি লেজার দিয়ে সজ্জিত, যা কেবলমাত্র সর্বাধিক নির্ভুলতা অর্জন করতে দেয় না, তবে জটিল চিত্রিত কাটাতেও কাজ করতে দেয়। তাপীয় লেজারটি সঠিক জায়গায় প্রান্তটি পোড়ায়, এবং গ্রাইন্ডিং লেজারটি প্রান্ত বরাবর বেশ কয়েকবার পাস করে, ধাতু কাটা, এই পদ্ধতিটি নিশ্চিত করে যে ওয়ার্কপিস উপাদানের ন্যূনতম স্তরটি সরানো হয়েছে। আউটপুট একটি পরিষ্কার কাটা, burrs এবং চিপ ছাড়া, যেমন একটি অংশ আরও পরিষ্কারের প্রয়োজন হবে না।
ধাতুর প্ল্যানার কাটিং
একটি planing উপায়ে কাটা দ্বারা ধাতু প্রক্রিয়াকরণ অপসারণ জড়িত উপরের স্তরমেশিন করা হচ্ছে অংশ পৃষ্ঠ. এই ধরনের প্রক্রিয়াকরণে বিশেষ মেশিনের ব্যবহার জড়িত:
- প্ল্যানিং এবং স্লটিং;
- ক্রস এবং অনুদৈর্ঘ্য বিভাগ;
- প্রান্ত কাটা
মেশিনগুলি কাটার প্রক্রিয়া, উত্পাদনশীলতা, ধাতব প্রক্রিয়াকরণের মানের চলাচলের উপায়ে আলাদা।
প্ল্যানিং মেশিনগুলির একটি বৈশিষ্ট্য হ'ল কেবলমাত্র সোজা প্ল্যানিং কাটারগুলির ব্যবহার, এগুলি সংক্ষিপ্ত ওভারহ্যাংগুলিতে ইনস্টল করা হয়, যেহেতু তারা কম্পন প্রতিরোধের মধ্যে আলাদা নয়, তবে পরিচালনা করা বেশ সহজ।
এই ধরনের কাটারগুলির অসুবিধা হল সবচেয়ে সঠিক কাটিয়া ফলাফল প্রাপ্ত করার অসম্ভবতা। এই ত্রুটি দূর করার জন্য, কিছু মেশিনে বেশ কয়েকটি কাটার মাউন্ট করার ক্ষমতা রয়েছে।
সাথে কাজ করছে পরিকল্পনাকারীএটি বিবেচনা করা গুরুত্বপূর্ণ যে কাটিয়া অংশগুলি বেশ শক্তিশালী এবং প্রথম প্রেস থেকে প্রচুর গভীরতায় ধাতুতে ডুবে যেতে সক্ষম, যা পণ্যটিকে নষ্ট করতে পারে।
ধাতু কাটা একটি উপায় হিসাবে নাকাল
ধাতব অংশ কাটার জন্য নাকাল পদ্ধতিতে বিভিন্ন ঘষিয়া তুলিয়া ফেলিতে সক্ষম চাকার ব্যবহার জড়িত। এগুলি খনিজ উত্সের ছোট শস্য নিয়ে গঠিত, যা একটি গুচ্ছ দ্বারা একে অপরের সাথে সংযুক্ত থাকে।

কাটার কৌশলটি নিম্নলিখিত প্রক্রিয়ায় হ্রাস করা হয়: যখন ঘষিয়া তুলিয়া ফেলিতে সক্ষম অগ্রভাগগুলি সরে যায়, তখন ধারালো প্রান্তগুলি ধাতুর উপরের স্তরগুলিকে কেটে দেয় এবং তাদের পিছনে একটি মসৃণ অবকাশ রেখে যায়। সমস্ত আন্দোলন খুব উচ্চ গতিতে সঞ্চালিত হয়, কখনও কখনও এটি এক মিনিটে 3000 মিটারে পৌঁছায়, তুলনা করার জন্য, বাঁক নেওয়ার সময়, সর্বাধিক গতি 30 মিটার।
উচ্চ গতি এবং শস্যের বিশৃঙ্খল বিন্যাসের কারণে, খুব ছোট চিপগুলি পাওয়া যায়, যা সমস্ত দিকে এবং কয়েক মিটার পর্যন্ত ছড়িয়ে পড়ে। সংগঠিত করার সময় এই বৈশিষ্ট্যটি বিবেচনায় নেওয়া উচিত নিরাপদ অবস্থাকর্মী
গ্রাইন্ডিং আপনাকে সুনির্দিষ্ট কাটিং ফলাফল অর্জন করতে দেয়, তবে, মেশিনটি প্রচুর বিদ্যুৎ খরচ করে, উদাহরণস্বরূপ, একটি লেদ থেকে 10 গুণ বেশি। নাকাল আরেকটি বৈশিষ্ট্য হল ধাতু অংশ নিজেই গরম করার উচ্চ ডিগ্রী, কিছু ক্ষেত্রে 1000 o পর্যন্ত। তামা, টিন, ঢালাই লোহা এবং অন্যান্যগুলির মতো নরম ধাতুগুলি প্রক্রিয়া করার সময় এটি অবশ্যই বিবেচনায় নেওয়া উচিত, তারা কেবল গ্রাইন্ডিং চাকার ক্রিয়া থেকে গলে যেতে পারে।
ভিডিও: সিএনসি মেশিনের আশ্চর্যজনক সম্ভাবনা
বেশিরভাগ মেশিনের যন্ত্রাংশ মেশিনিং দ্বারা তৈরি করা হয়। এই ধরনের অংশগুলির ফাঁকাগুলি হল ঘূর্ণিত পণ্য, কাস্টিং, ফোরজিংস, স্ট্যাম্পিং ইত্যাদি।
কাটার মাধ্যমে যন্ত্রাংশের প্রক্রিয়াটি বিকৃতির মাধ্যমে নতুন পৃষ্ঠের গঠন এবং চিপস গঠনের সাথে উপাদানের পৃষ্ঠ স্তরগুলির পরবর্তী বিভাজনের উপর ভিত্তি করে। প্রক্রিয়াকরণের সময় ধাতুর যে অংশটি সরানো হয় তাকে ভাতা বলে। অথবা, অন্য কথায়, ভাতা হল ওয়ার্কপিসের একটি অতিরিক্ত (ড্রয়িং আকারের বেশি) স্তর যা কাটার ক্রিয়াকলাপের সময় একটি কাটিয়া টুল দ্বারা অপসারণের জন্য রেখে দেওয়া হয়।
ধাতব-কাটিং মেশিনে ভাতা অপসারণের পরে, ওয়ার্কপিসটি অংশের কাজের অঙ্কনের সাথে সম্পর্কিত আকার এবং মাত্রা অর্জন করে। শ্রমের তীব্রতা এবং একটি অংশ তৈরির খরচ কমাতে, সেইসাথে ধাতু সংরক্ষণের জন্য, ভাতার আকার ন্যূনতম হওয়া উচিত, কিন্তু একই সময়ে প্রাপ্ত করার জন্য যথেষ্ট। ভাল মানেরঅংশ এবং প্রয়োজনীয় পৃষ্ঠ রুক্ষতা সঙ্গে.
আধুনিক যান্ত্রিক প্রকৌশলে, মূল ওয়ার্কপিসগুলির নির্ভুলতা বাড়িয়ে ধাতু কাটার পরিমাণ হ্রাস করার প্রবণতা রয়েছে।
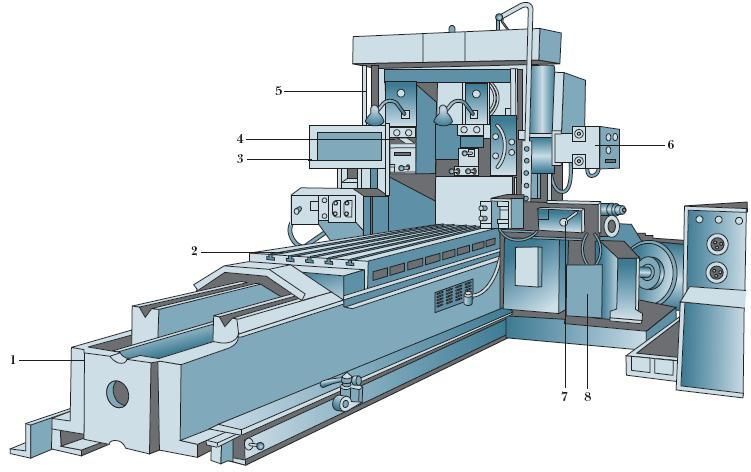
ধাতু কাটার প্রাথমিক পদ্ধতি। সম্পাদিত কাজের প্রকৃতি এবং কাটিয়া টুলের প্রকারের উপর নির্ভর করে, নিম্নলিখিত ধাতু প্রক্রিয়াকরণ পদ্ধতিগুলি কাটার দ্বারা আলাদা করা হয়: টার্নিং, মিলিং, ড্রিলিং, কাউন্টারসিঙ্কিং, স্লটিং, ব্রোচিং, রিমিং ইত্যাদি (চিত্র 12)।
বাঁক- টার্নিং গ্রুপের মেশিনে কাটার দিয়ে কাটার মাধ্যমে বিপ্লব, হেলিকাল এবং সর্পিল পৃষ্ঠতলের প্রক্রিয়াকরণের কাজ। যখন বাঁক (চিত্র 12.1), ওয়ার্কপিসকে একটি ঘূর্ণনশীল আন্দোলন (প্রধান আন্দোলন) দেওয়া হয় এবং কাটিয়া টুল (কাটার) অনুদৈর্ঘ্য বা অনুপ্রস্থ দিক (ফিড আন্দোলন) একটি ধীর অনুবাদমূলক আন্দোলন দেওয়া হয়।
মিলিং- একটি উচ্চ-পারফরম্যান্স এবং বিস্তৃত প্রক্রিয়া কাটিয়া উপকরণ প্রক্রিয়াকরণ, মিলিং মেশিনে সঞ্চালিত. কর্তনকারী প্রধান (ঘূর্ণনশীল) আন্দোলন গ্রহণ করে, এবং ওয়ার্কপিস অনুদৈর্ঘ্য দিক (চিত্র 12.2) ফিড আন্দোলন গ্রহণ করে।
তুরপুন- একটি গর্ত প্রাপ্ত করার জন্য কাটা দ্বারা উপাদান প্রক্রিয়াকরণ অপারেশন. কাটিং টুল হল একটি ড্রিল যা কাটার একটি ঘূর্ণনশীল আন্দোলন (প্রধান আন্দোলন) এবং ফিডের একটি অক্ষীয় আন্দোলন করে। ড্রিলিং করা হয় তুরপুন মেশিন(চিত্র 12.3)।
প্ল্যানিং- প্লেন বা শাসিত পৃষ্ঠতল মেশিন করার একটি পদ্ধতি। প্রধান আন্দোলন (রেক্টিলিনিয়ার রেসিপ্রোকেটিং) একটি বাঁকা প্লেনার দ্বারা সঞ্চালিত হয়, এবং ফিড আন্দোলন (রেক্টিলিনিয়ার, প্রধান আন্দোলনের লম্ব, বিরতিহীন) হল ওয়ার্কপিস। প্ল্যানিং মেশিনে বাহিত হয় (চিত্র 12.4)।
চিসেলিং- একটি কাটার দিয়ে প্লেন বা আকৃতির পৃষ্ঠতল প্রক্রিয়াকরণের একটি পদ্ধতি। প্রধান আন্দোলন (রেক্টিলিনিয়ার রেসিপ্রোকেটিং) কাটার দ্বারা সঞ্চালিত হয়, এবং ফিড আন্দোলন (রেক্টিলিনিয়ার, প্রধান আন্দোলনের লম্ব, বিরতিহীন) ওয়ার্কপিস দ্বারা সঞ্চালিত হয়। স্লটিং স্লটিং মেশিনে বাহিত হয় (চিত্র 12.5)।
নাকাল- মেশিনের যন্ত্রাংশ এবং সরঞ্জামগুলিকে গ্রাইন্ডিং চাকার সাহায্যে তাদের পৃষ্ঠ থেকে ধাতুর একটি পাতলা স্তর অপসারণ করে সমাপ্তি এবং সমাপ্ত করার প্রক্রিয়া, যার পৃষ্ঠে ঘষিয়া তুলিয়া ফেলিতে সক্ষম দানা অবস্থিত।
ভাত। 12
প্রধান আন্দোলন ঘূর্ণনশীল, যা একটি নাকাল চাকা দ্বারা বাহিত হয়। বৃত্তাকার নাকাল (চিত্র 12.6), ওয়ার্কপিস একই সময়ে ঘোরে। সমতল নাকাল সঙ্গে, অনুদৈর্ঘ্য ফিড সাধারণত একটি workpiece দ্বারা বাহিত হয়, এবং তির্যক ফিড একটি নাকাল চাকা বা একটি workpiece (চিত্র 12.7) দ্বারা বাহিত হয়।
স্ট্রেচিং- একটি প্রক্রিয়া, যার উত্পাদনশীলতা প্ল্যানিং এবং এমনকি মিলিংয়ের চেয়ে কয়েকগুণ বেশি। প্রধান নড়াচড়াটি রেকটিলিনিয়ার এবং কম প্রায়ই ঘূর্ণনশীল (চিত্র 12.8)।










কিশটোভকার মার্টেনস পরিবার জার্মানিতে "এখন সবার কাছ থেকে লুকিয়ে আছে" জার্মান মার্টেন পরিবার
বিশ্ববিদ্যালয় প্রবেশিকা পরীক্ষা প্রবেশিকা পরীক্ষা ছাড়া নথিভুক্ত করা মানে কি
RSU এ দূরত্ব শিক্ষা
কিভাবে একটি মেয়ের হৃদয় জয় এবং অর্জন কিভাবে একটি প্রিয়জনের মন জয় করা যায়
নেপোলিয়ন বোনাপার্ট - জীবনী, ফটো, কমান্ডারের ব্যক্তিগত জীবন