শহরগুলি মধ্যযুগীয় ইউরোপপ্রাচীনদের থেকে স্পষ্টতই আলাদা। প্রাক্তন, একটি নিয়ম হিসাবে, একটি কৃষি সমষ্টি ছিল না, বার্গারদের গুরুত্বপূর্ণ কার্যকলাপের জায়গা ছিল. সামন্ত প্রভুদের নিজস্ব সম্পত্তি-দুর্গ ছিল; শহরগুলিতে, তাদের সুযোগগুলি স্থানীয় স্ব-সরকার দ্বারা সীমিত ছিল। বেশিরভাগ প্রাচীন রাশিয়ান শহর রাজকুমারদের, তাদের পোসাদনিক এবং স্থানীয় জমির মালিকদের অধীনে ছিল, যারা স্বেচ্ছায় এখানে অর্থনৈতিক ও আর্থিক কর্মকাণ্ডে নিয়োজিত ছিল; একমাত্র ব্যতিক্রম ছিল নোভগোরড এবং পসকভ, 12 শতকের মাঝামাঝি থেকে শুরু হয়েছিল। অতএব, মুক্ত প্রভুদের সাথে, সেখানে আশ্রিতরা ছিল যারা রাজকুমার এবং বোয়ারদের সম্পত্তিতে কাজ করত। সামন্ত নৈপুণ্য ছিল আরও কর্পোরেট, কাঁচামাল এবং অর্থের সাথে ভাল সরবরাহ করা হয়েছিল; বিদেশী প্রভুরা প্রায়ই এতে অংশ নেন। "সামন্ত সেক্টর" দ্বারা উত্পাদিত পণ্যগুলি কখনও কখনও রুরিকের নিজস্ব চিহ্নগুলির সাথে লাগানো হত। প্রাচীন রাশিয়ান কারুশিল্পের বিকাশ একটি সাধারণ মধ্যযুগীয় প্রবণতা দ্বারা চিহ্নিত করা হয় যা 12 শতকের মধ্যে বিশেষীকরণ এবং বাজার অভিমুখীকরণে রূপান্তরিত হয়।
অন্যদের তুলনায় আগে, ছুতার কারুকাজ আউট দাঁড়িয়ে, কারণ. শহর, গ্রাম ও গ্রামের অধিকাংশ ভবন ছিল কাঠের; তার সরঞ্জামগুলির মধ্যে উল্লেখ করা হয়েছে: একটি কুড়াল, একটি ছেনি, একটি ড্রিল, একটি অ্যাডজে এবং খুব কমই একটি করাত। সেতু, গির্জা, দুর্গ ইত্যাদি নির্মাণের জন্য, আর্টেল তৈরি করা হয়েছিল। এই ফর্মটি বিনামূল্যের চেয়ে দেশপ্রেমিক নৈপুণ্যের কাছাকাছি ছিল। একাদশ শতাব্দীর শেষে কিয়েভের নির্মাণ শিল্পের প্রধান ইয়ারোস্লাভিচদের "প্রভদা" এর কাজে অংশ নিয়েছিলেন। কাঠের দুর্গের নির্মাতাকে বলা হত - gorodnik. শহরের প্রাচীরটি পৃথক লগ কেবিন থেকে তৈরি করা হয়েছিল ( gorodnitsy), একে অপরের সাথে শক্তভাবে সংযুক্ত এবং পৃথিবীর সাথে শীর্ষে আবৃত। উপরে বাইরে থেকে লগ কেবিন সাজানো ছিল zaborolaযিনি সৈন্যদের তীর থেকে রক্ষা করেছিলেন। অন্তত ত্রয়োদশ শতাব্দী থেকে শহর পরিষেবা বাধ্যতামূলক। অর্থ ব্রিজম্যানরাশিয়ান প্রাভদার সংক্ষিপ্ত সংস্করণের চার্টারে প্রতিফলিত হয়েছে: তার সহকারীকে ডাকা হয়েছিল ছেলে, এবং কাজের জন্য তিনি পছন্দ করেন gorodnikট্রেজারি থেকে পেমেন্ট পেয়েছি nogatahএবং কুনাহ. গুরুত্বপূর্ণ সড়কের ব্রিজগুলো নিষ্পত্তিতে ছিল মিটনিকভযারা তাদের উপর শুল্ক আদায় করেছিল ( ধৃত).
সবচেয়ে প্রাচীনগুলির মধ্যে রয়েছে: খনি, বয়ন, সহযোগিতা, চামড়া এবং লিনেন কারুশিল্প। কামার ও বন্দুকধারীদের বিশেষ গুরুত্ব ছিল। কারিগররা তৈরি করেছেন: লাঙ্গল, কাস্তে, কুড়াল, তলোয়ার, তীর, ঢাল, চেইন ডাক, তালা, চাবি, ব্রেসলেট এবং সোনা ও রূপার আংটি।
পোসাডাস ছিল মুক্ত নৈপুণ্যের ঘনত্বের স্থান। XII-এর শেষে - XIII শতাব্দীর শুরুতে। কিয়েভ হেম পৌঁছায় বৃহত্তম মাপএবং সর্বোচ্চ উন্নয়ন। XII শতাব্দীতে। চেরনিগভ, পেরেয়াস্লাভ, গালিচ, সুজডাল, স্মোলেনস্ক, পোলোটস্ক, ভ্লাদিমির এবং নোভগোরোডে বসতিগুলির আকার বৃদ্ধির পাশাপাশি হস্তশিল্পের উত্পাদনে লক্ষণীয় বৃদ্ধি রয়েছে। কিয়েভে প্রায় 50টি কারুশিল্প উপস্থাপন করা হয়েছিল।
শহুরে কারিগররা তাদের পেশা অনুযায়ী দলে দলে বসতি স্থাপন করেছিল এবং শহরের রাস্তা বা কোয়ার্টার দখল করেছিল, উদাহরণস্বরূপ, নোভগোরোদের গনচারস্কি প্রান্ত বা শিতনায়া রাস্তা, কিয়েভের কোজেমিয়াকি কোয়ার্টার। নোভগোরোডে চামড়ার কর্মশালাগুলির খননগুলি সাক্ষ্য দেয় যে হস্তশিল্পের উত্পাদন শহর এবং শহরের বৃদ্ধির সাথে বৃদ্ধি পেয়েছে: 11 শতকের মাঝামাঝি থেকে 12 শতকের শেষ পর্যন্ত স্তরগুলিতে, চামড়ার জুতাগুলির সন্ধানের সংখ্যা 5 গুণ বেড়েছে।
9 ম-দ্বাদশ শতাব্দীতে রাশিয়ার বিরাজমান প্রাকৃতিক অর্থনীতির পরিস্থিতিতে। বাড়িতে উত্পাদন, গ্রামীণ কারুশিল্প, পণ্য প্রক্রিয়াকরণ দ্বারা একটি গুরুত্বপূর্ণ ভূমিকা পালন করা হয়েছিল কৃষিএবং কারুশিল্প। তারা প্রায়ই মধ্যে অনুশীলন করা হয় শীতের সময়কৃষি সমস্যা থেকে মুক্ত। বেশ কয়েকটি গ্রামীণ সম্প্রদায়ের মধ্যে শিল্প ধাতুবিদ্যার সুবিধা ছিল - কাঁচা চুল্লি। এগুলি বসতিগুলির উপকণ্ঠে বা তাদের বাইরে, কাঁচামাল এবং জ্বালানীর উত্সগুলির কাছাকাছি যা স্থানীয় কামারদের দ্বারা ব্যবহৃত হত। ডোমনিকি পনির তৈরির প্রক্রিয়ার একটি নির্দিষ্ট প্রযুক্তির মালিক ছিলেন, তারা ইস্পাত উৎপাদনের সহজ পদ্ধতিগুলি জানত। সম্প্রদায়ের কামাররা তামা, ব্রোঞ্জ এবং নিম্ন-গ্রেডের রৌপ্য দিয়ে তৈরি গয়না তৈরি করত, যা জনগণের মধ্যে চাহিদা ছিল। X শতাব্দীতে কুমারের চাকা ব্যবহার। ঢালাই বৃত্তাকার থালা - বাসন স্থানচ্যুতি নেতৃত্বে. বাড়ির ওভেনে এবং বিশেষ মৃৎপাত্রের ভাটিতে মৃৎপাত্র নিক্ষেপ করা হত।
কাপড় লিনেন, উল এবং শণ থেকে তৈরি করা হয়েছিল। তারা জটিল প্যাটার্ন বুনন এবং সূচিকর্ম জানত। পুরুষ এবং মহিলাদের পোশাক লিনেন এবং শণ থেকে তৈরি করা হয়েছিল। জামাকাপড় তৈরির পাশাপাশি কারিগরি প্রয়োজনে লিনেন এবং শণের সুতা প্রয়োজন ছিল - দড়ি এবং দড়ি। ক্যানভাস এবং ক্যানভাস থেকে সামরিক তাঁবু এবং পাল তৈরি করা হয়েছিল। সুতা এবং কাপড়, যা প্রধানত শীতকালে এবং বাইরের পোশাকে ব্যবহৃত হত, উল দিয়ে তৈরি করা হত। টুপি তৈরীর জন্য এবং শীতের জুতাঅনুভূত ব্যবহার করা হয়েছিল।
প্রাথমিকভাবে, বেশিরভাগ ক্যানভাস এবং লিনেন ছিল হোমস্পন, এবং পশমী কাপড় হোম ফেল্টেড ছিল; এগুলি গ্রামীণ এবং শহুরে কারিগরদের দ্বারা এবং মঠগুলিতে উত্পাদিত হয়েছিল। মহিলারা কাত এবং বোনা, যখন পুরুষরা কাপড় এবং পেঁচানো দড়ি অনুভব করত। XII এবং XIII শতাব্দীর মোড়কে। নোভগোরোডে, একটি অনুভূমিক তাঁত প্রদর্শিত হয়, যা আরও প্রাচীন - উল্লম্ব প্রতিস্থাপন করে; যা আপনাকে তাঁতশিল্পের উত্পাদনশীলতা উল্লেখযোগ্যভাবে বৃদ্ধি করতে দেয়, যার পরে সহজ এবং সস্তা প্লেইন বুনন কাপড়ের উত্পাদন বৃদ্ধি পায়।
টাকু দিয়ে সুতা কাটা হতো। মহিলারা গয়না পরতে পছন্দ করে: কোকোশনিক, মনিস্তা, ব্রেসলেট, জপমালা থেকে স্থগিত রূপা বা ব্রোঞ্জের অস্থায়ী রিং।
পিস্টন, লেইস, বুট, ইত্যাদি নরম চামড়া থেকে শক্ত সোল ছাড়াই সেলাই করা হয়েছিল; বাস্ট জুতা লিন্ডেন, বার্চ এবং অন্যান্য গাছের প্রজাতির বাস্ট থেকে বোনা হয়েছিল।
প্রাথমিকভাবে, অস্ত্রগুলি কামারদের দ্বারা উত্পাদিত হয়েছিল, এবং তারপরে একটি বিশেষত্ব তৈরি হয়েছিল: ঢাল প্রস্তুতকারী, তীরন্দাজ ইত্যাদি। একবার ধার নেওয়া নমুনাগুলি স্থানীয় বাল্টিক এবং রাশিয়ান জনগণের দ্বারা স্বাধীনভাবে তৈরি করা শুরু হয়েছিল। স্কোয়াডের অস্ত্রশস্ত্র মিশ্রিত হয়েছিল: ভাইকিং, ক্যারোলিংিয়ান তরোয়াল এবং স্ক্র্যামাস্যাক্সের মাধ্যমে, তরোয়াল স্ক্যাবার্ডের উত্তরের টিপস, কিছু ধরণের বিদেশী বর্শা, কুড়াল, তীর, গোলাকার ঢাল এবং ঘোড়ার সরঞ্জামের নমুনা রাশিয়ায় পড়েছিল। পূর্ব থেকে - এসেছে: সাবার, চেইন মেল, শঙ্কু শিরস্ত্রাণ, যাযাবর শিখর, পূর্ব মুদ্রা; স্থানীয় কারিগরদের আসল পণ্যও ছিল।
X শতাব্দীর শেষে। enamels একটি জটিল উত্পাদন আছে. খ XII শতাব্দী। কিয়েভ, নোভগোরড এবং ভ্লাদিমিরে, আইকন-পেইন্টিং ওয়ার্কশপগুলি উপস্থিত হয়েছিল, যার কার্যক্রমগুলি বাইজেন্টাইন ঐতিহ্যকে অব্যাহত রেখেছিল।
14 মে, 2016
লোহা ও ইস্পাত
প্রাচীন রাশিয়ায় শিল্প ক্রিয়াকলাপের প্রধান শাখা ছিল লোহা নিষ্কাশন এবং প্রক্রিয়াকরণ। প্রাচীন রাশিয়ান জনগণের শিল্প, অর্থনীতি এবং জীবনে লোহা এবং ইস্পাত ব্যাপক এবং বিভিন্ন উপায়ে ব্যবহৃত হয়েছিল। কৃষক এবং নির্মাতার প্রধান হাতিয়ারগুলি লোহা এবং ইস্পাত দিয়ে তৈরি। রাশিয়ান সৈন্যদের সমস্ত অস্ত্রের মতো অসংখ্য বিশেষ কারিগরের সমস্ত সরঞ্জাম ইস্পাত এবং লোহা দিয়ে তৈরি ছিল। গৃহজীবনে আয়রন ব্যাপকভাবে অন্তর্ভুক্ত। শুধুমাত্র প্রত্নতাত্ত্বিক সামগ্রীর মধ্যে বর্তমানে 150 টিরও বেশি লোহা ও ইস্পাত পণ্য গণনা করা যেতে পারে ( B. A. Kolchin দেখুন। প্রাচীন রাশিয়ায় লৌহঘটিত ধাতুবিদ্যা এবং ধাতুবিদ্যা। (প্রাক-মঙ্গোল যুগ)। MIA, নং 32. M., 1953, p. 18।).
লৌহঘটিত ধাতু উত্পাদনের প্রযুক্তিগত ভিত্তি ছিল লোহা আকরিককে ধাতব লোহাতে সরাসরি হ্রাস করার প্রযুক্তি। এই কাঁচা লোহা উৎপাদন প্রক্রিয়া প্রায় তিন হাজার বছর আগে ঢালাই লোহার আবির্ভাব ছিল একমাত্র পথলোহা গ্রহণ; এবং রাশিয়ায় ঢালাই লোহা শুধুমাত্র 17 শতকের শুরুতে উত্পাদিত হতে শুরু করে।
কাঁচা লোহা উৎপাদন প্রক্রিয়ায়, সূক্ষ্মভাবে চূর্ণ করা লোহা আকরিক, যা পাথরের সাথে আয়রন অক্সাইডের একটি প্রাকৃতিক মিশ্রণ, প্রচুর পরিমাণে কাঠকয়লা মিশ্রিত একটি বিস্ফোরণ চুল্লিতে লোড করা হয়েছিল। চুল্লির নীচের অংশে কয়লার নিবিড় দহনের ফলে, কার্বন মনোক্সাইড তৈরি হয় এবং উচ্চ তাপমাত্রায় উত্তপ্ত হয়, আকরিক এবং কয়লাকে উত্তপ্ত করে এবং তাদের সাথে প্রবেশ করে রাসায়নিক বিক্রিয়া. এই বিক্রিয়ার শুরুতে আকরিকের আয়রন অক্সাইড লৌহঘটিত অক্সাইডে পরিণত হয়। লৌহঘটিত অক্সাইডের একটি অংশ পুনরুদ্ধার করতে থাকে, ধাতব লোহায় পরিণত হয় এবং অন্য অংশ আকরিক শিলার সাথে বিক্রিয়া করে, এটিকে স্ল্যাগ করে এবং ধাতু থেকে আলাদা করে। ফলস্বরূপ তরল স্ল্যাগ চুল্লির নীচের দিকে প্রবাহিত হয়, সেখান থেকে এটি পর্যায়ক্রমে বাইরের দিকে ছেড়ে দেওয়া হয়, এবং চুল্লির নীচে কয়লা পুড়ে যাওয়ার সাথে সাথে শক্ত অবস্থায় থাকা সূক্ষ্ম দানাগুলি ডুবে যায়, ঝালাই করে এবং একটি পিণ্ড তৈরি করে। of iron - kritsa. চুল্লি থেকে বের করা লোহার ক্র্যাকলের স্পঞ্জি ভর এখনও কিছু পরিমাণে গলিত স্ল্যাগ দ্বারা গর্ভবতী ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ MIA, নং 32, পৃ. 42।).
এটি লক্ষ্য করা আকর্ষণীয় যে প্রাচীন রাশিয়ায় লোহা উৎপাদনের হ্রাস প্রক্রিয়াটিকে "লোহা গন্ধ" বলা হত। ড্যানিল জাটোচনিক, "ওয়ার্ডস টু প্রিন্স ইয়ারোস্লাভ ভ্লাদিমিরোভিচ" এর লেখক বলেছেন:
"দুষ্ট স্ত্রীর সাথে থাকার চেয়ে লোহা রান্না করা আমার পক্ষে ভাল হবে" ( 12 এবং 13 শতকের সংস্করণ অনুসারে "দানিল শার্পেনারের শব্দ"। এবং তাদের পরিবর্তন.. প্রস্তুত. এন. এন. জারুবিন চাপতে। এল., ইউএসএসআরের একাডেমি অফ সায়েন্সেসের পাবলিশিং হাউস, 1932, পৃ. 16।).
ডোমনিটসা, যেখানে লোহা "সিদ্ধ" ছিল, এটি একটি স্থির কাঠামো যা দীর্ঘ সময়ের জন্য তৈরি করা হয়েছিল। "ডমনিটসা" শব্দটি প্রথম লেখকের বইয়ে উল্লেখ করা হয়েছিল শুধুমাত্র 15 শতকের শেষের দিকে, তবে অনুরূপ কাঠামোকে সম্ভবত 13 তম এবং 14 শতকে বলা হয়েছিল। ( B. A. Rybakov দেখুন। প্রাচীন রাশিয়ার কারুকাজ। এম., ইউএসএসআরের একাডেমি অফ সায়েন্সেসের পাবলিশিং হাউস, 1948, পৃ. 130।).
পুরানো রাশিয়ান ডোমনিটসার একটি খাদ-আকৃতির চুল্লি ছিল, পরিকল্পনায় গোলাকার বা সামান্য ডিম্বাকৃতি যার অভ্যন্তরীণ ব্যাস প্রায় 50-60 সেমি, কাদামাটি দিয়ে প্রলেপ দেওয়া পাথরের তৈরি, বা সম্পূর্ণরূপে মাটি দিয়ে ছিটকে পড়েছিল। এর দেয়ালের বেধ 20 সেন্টিমিটার বা তার বেশি পৌঁছেছে। চুলাটি মুচি বা কাদামাটির তৈরি একটি বিশাল ভিত্তির উপর স্থাপন করা হয়েছিল। ফার্নেস শ্যাফ্টের উচ্চতা 0.8 থেকে 1.2 মিটার পর্যন্ত পরিবর্তিত হয়। চুল্লির খাদটি একটি উঁচু ছাঁটা শঙ্কুর আকৃতির মতো ছিল। তার শীর্ষে ভিতরের ব্যাসতারা 15-25 সেন্টিমিটার কম তৈরি করেছে। চুল্লির সামনের দেয়ালে খাদের নীচের স্তরে একটি চুলার গর্ত ছিল, যার মাধ্যমে চুল্লিতে লোড করা কয়লা জ্বালানো হত; এই ছিদ্র দিয়ে, বেলোর অগ্রভাগ ঢোকানো হয়েছিল এবং সমাপ্ত বেলগুলি বের করা হয়েছিল। বাইরে থেকে, চুল্লিটি মাটির ভরাট বা ভিতরে ঘেরা দিয়ে শক্তিশালী করা হয়েছিল কাঠের ফ্রেমএনই আবরণ, মাটি দিয়ে আবৃত ( A. A. Gaiduk দেখুন। ইয়াকুটস্ক অঞ্চলে কাঁচা লোহার উৎপাদন। ZhRMO, সেন্ট পিটার্সবার্গ, 1911, নং 3, পৃ. 293।).
প্রাক-মঙ্গোলীয় যুগে এবং সম্ভবত XIII এবং XIV শতাব্দীতে। একটি চুলা দিয়ে তৈরি ডমনিটি ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ MIA, নং 32, পৃ. 26।), তবে ধাতুবিদ্যা উৎপাদনের বিকাশের সাথে, সম্ভবত 14 শতকের দ্বিতীয়ার্ধ থেকে। Domnitsa ইতিমধ্যে দুটি চুল্লি সঙ্গে নির্মাণ শুরু. 15 শতকের একেবারে শেষের দিকে সংকলিত নভগোরড লেখকের বই, "পুরানো চিঠি" উল্লেখ করে, প্রায়শই উল্লেখ করা হয় "তাদের একটি ডমনিসা এবং দুটি চুলা আছে", এবং তারপরে আমরা প্রতিবেশীর বাড়ি সম্পর্কে পড়ি: "তাদের একটি ঘর এবং একটি চুলা আছে" (এনপিকে, ভলিউম III, পৃ. 609।) পরবর্তী শতাব্দীতে, ডমনিসা আরও বেশি সংখ্যক চুল্লি দিয়ে তৈরি করা হয়েছিল। উদাহরণস্বরূপ, 17 শতকে সলোভেটস্কি মঠে। ছিল "ডোমনিসা, এতে চারটি চুল্লি আছে, যেখানে আকরিক থেকে প্রস্ফুটিত লোহা ফুটানো হয়" (একটি. পপভ। 17 শতকে সলোভেটস্কি মঠের খনন। (উত্তরে খনির ইতিহাসের উপর)। BS-VOBK, Arkhangelsk, 1926, No. 2, p. 32।).
দুটি চুল্লি সহ একটি ডমনিটসা হল একটি কাঠামো যা জোড়া সাধারণ খাদ-আকৃতির চুল্লিগুলির সমন্বয়ে মাটির ব্যাকফিল সহ একটি সাধারণ কাঠের ফ্রেমে আবদ্ধ থাকে। তারা আরও উত্পাদনশীল ছিল, যেহেতু লোহা দুটি চুল্লিতে সিদ্ধ করা হয়েছিল। উপরন্তু, একটি চুল্লি মেরামতের সময়, অন্য কাজ করতে পারে।
ডোমনিকা, 14 শতক কাজের মডেল (ঘরের ব্যাস 105 সেমি, উচ্চতা 80 সেমি)। নভগোরড। (NAE এর সংগ্রহ)।
চুল্লি ছাড়াও বাড়ির সবচেয়ে গুরুত্বপূর্ণ ইউনিটটিও একটি ব্লোয়ার ছিল। ডোমনিটসা চুল্লিতে লোহা উৎপাদনের জন্য, মোটামুটি উচ্চ তাপমাত্রা বজায় রাখা প্রয়োজন এবং প্রায় 1 মিটার উঁচু আকরিক এবং কয়লার একটি স্তম্ভ ভেঙ্গে যেতে সক্ষম গ্যাসের একটি তীব্র খসড়া বজায় রাখা প্রয়োজন। ধাতব লোহায় আয়রন অক্সাইড হ্রাস করার প্রক্রিয়াটি এগিয়ে যায়। বরং কম তাপমাত্রায়: 400 থেকে 900 ° পর্যন্ত। চুল্লিতে হ্রাস প্রক্রিয়া ছাড়াও, আকরিক শিলা থেকে ধাতুকে আলাদা করা প্রয়োজন, অর্থাৎ, এটিকে স্ল্যাগে পরিণত করুন: এর জন্য উচ্চ তাপমাত্রার প্রয়োজন। লৌহঘটিত অক্সাইড সহ আকরিক শিলার স্ল্যাগিং প্রায় 1200°C তাপমাত্রায় শুরু হয়। এবং যেহেতু পাথরের স্ল্যাগিং বা এর গলে যাওয়া শুধুমাত্র লৌহঘটিত অক্সাইড দ্বারা সঞ্চালিত হয়, তাই এটি প্রয়োজনীয় যে এই ধরনের উচ্চ তাপমাত্রা চুল্লির শ্যাফ্টের পুরো আয়তনে হওয়া উচিত। যদি চুল্লিতে তাপমাত্রা কম হয়, তবে আয়রন অক্সাইড থেকে তৈরি লৌহঘটিত অক্সাইড ধাতব লোহায় পরিণত হবে, যার দানা আকরিকের গলিত শক্ত পাথরের ভিতরে থাকবে। চুল্লির নীচের অংশে, যেখানে লোহার পৃথক দানা জমা হয়, সেগুলিকে ঢালাই অবস্থায় আনতে, তাপমাত্রা আরও বেশি হতে হবে (প্রায় 1300-1400 °)।
এই ধরনের উচ্চ তাপমাত্রা পাওয়ার জন্য, প্রাচীন রাশিয়ান ধাতুবিদরা শক্তিশালী কৃত্রিম বিস্ফোরণ ব্যবহার করেছিলেন। লোহা গলানোর ক্ষেত্রে এটাই ছিল সবচেয়ে সময়সাপেক্ষ কাজ। একই ড্যানিয়েল জাটোচনিক লিখেছেন:
"আগুন নয় যে লোহাকে জ্বালাতন করে, কিন্তু ব্যাগের ফুসফুস" ( 12 এবং 13 শতকের সংস্করণ অনুসারে "দানিল শার্পেনারের শব্দ"। এবং তাদের পরিবর্তন, পৃ. 19।).
ব্লোয়িং ডিভাইসটিতে দুটি ব্লোয়ার বেলোর সমন্বয়ে গঠিত, বাতাসকে জোর করে, তাদের গতিশীল করার জন্য লিভার ডিভাইস এবং অবাধ্য অগ্রভাগ, যা চুল্লিতে বায়ু জেট সরবরাহ করে। ধাতুবিদ্যা প্রযুক্তির স্থিতিশীল ঐতিহ্যগুলিকে চিহ্নিত করার জন্য, এটি লক্ষ্য করা আকর্ষণীয় যে 10-15 শতকের সমস্ত প্রাচীন রাশিয়ান অগ্রভাগের জন্য বিস্ফোরণ চ্যানেলের নকশা এবং মাত্রা। ঠিক একই ছিল। তাদের চ্যানেলের ব্যাস 22 থেকে 25 মিমি পর্যন্ত ছিল ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ MIA, নং 32, পৃ. 33।).
ডোমনিসাতে লোহা উৎপাদনের জন্য উপযুক্ত লোহা আকরিকগুলি রাশিয়ার ভূখণ্ডের প্রায় সর্বত্র বিতরণ করা হয়েছিল ( B. A. Rybakov দেখুন। যুক্তরাজ্য cit., p. 124.) রাসায়নিক গঠনের ক্ষেত্রে, তারা প্রধানত বাদামী লোহা আকরিক (লিমোনাইট) ছিল। উৎপত্তির উপর নির্ভর করে, আকরিক তিনটি প্রধান প্রকারে পাওয়া যায়: বাদামী লোহা আকরিক যথাযথ, জলাভূমি বা মেডো আকরিক এবং লেক আকরিক। সর্বাধিক ব্যাপকভাবে ধাতুবিদরা মার্শ, বা তৃণভূমি, আকরিক ব্যবহার করেছিলেন।
কাঁচা-বিস্ফোরণ প্রক্রিয়ার জন্য, যা উচ্চ-লোহার স্ল্যাগ তৈরি করে, প্রচুর পরিমাণে লোহা সমৃদ্ধ আকরিকের প্রয়োজন হয়, যেহেতু লোহার একটি বৃহৎ রূপান্তর লোহা উৎপাদনের প্রক্রিয়ার কারণেই ঘটে, যেখানে আকরিক শিলার স্ল্যাগিং ছিল। লৌহঘটিত অক্সাইড সঙ্গে বাহিত. একটি উচ্চ ঘনত্ব প্রাপ্ত করার জন্য, "ফুটন্ত" লোহার আকরিকগুলি প্রাচীন রাশিয়ান ধাতুবিদদের দ্বারা সমৃদ্ধ হয়েছিল, অর্থাৎ, তারা তাদের থেকে বর্জ্য শিলা অপসারণ করেছিল।
এই অপারেশন খুবই গুরুত্বপূর্ণ। প্রযুক্তিগত অবস্থাকাঁচা চুল্লিতে লোহা উৎপাদন। আকরিক সমৃদ্ধ করার জন্য নিম্নলিখিত পদ্ধতিগুলি ব্যবহার করা হয়েছিল: শুকানো (আবহাওয়া), রোস্টিং, চূর্ণ করা এবং বাতাস করা।
একটি কাঁচা-রক্ত চুল্লিতে দহনের সময় উচ্চ তাপমাত্রা এবং প্রচুর পরিমাণে কার্বন মনোক্সাইড শুধুমাত্র উচ্চ-ক্যালোরি জ্বালানী দ্বারা উত্পাদিত হতে পারে। একই সময়ে, জ্বালানীও সহজে উত্তোলনযোগ্য হওয়া উচিত। প্রাচীন রাশিয়ায় এই জাতীয় জ্বালানী ছিল কাঠকয়লা। বনের প্রাচুর্য এবং কয়লা পোড়ানোর সহজতা রাশিয়ান ধাতুবিদ্যাকে সস্তা এবং উচ্চ মানের জ্বালানী সরবরাহ করেছিল। কয়লার জন্য কাঠ পোড়ানো কয়লার গর্তে জঙ্গলে চালানো হত।
প্রাচীন রাশিয়ায় লোহা উৎপাদন সর্বদা গ্রামীণ এবং গ্রামীণ বাসিন্দাদের দ্বারা পরিচালিত হয়েছে। ধাতুবিদ্যা উৎপাদনের বিকাশের জন্য সবচেয়ে অনুকূল পরিস্থিতি, স্বাভাবিকভাবেই, যেখানে কয়লা পোড়ানোর জন্য উপযুক্ত জলাভূমি, বা তৃণভূমি, আকরিক, বনের সমৃদ্ধ এবং সহজলভ্য আমানত ছিল। এই ধরনের জায়গায়, ধাতুবিদ্যা উৎপাদনের বড় কেন্দ্রগুলি গঠিত হয়েছিল, যা শহুরে কামারদের জন্য বিস্তৃত বাজারে লোহা সরবরাহ করেছিল। XV শতাব্দীতে। বেশ কয়েকটি বড় লোহা-কার্যকর অঞ্চল ছিল। তাদের ঘটনার সময় অজানা। ফিনল্যান্ডের উপসাগরের উপকূলে ভোডস্কায়া পাইটিনা, উস্তুজনা-ঝেলেজনোপোলস্কায়া অঞ্চল, বেলোজারস্কি টেরিটরি, জাওনেঝিয়ে এবং টিখভিন এবং ওলোনেটের মধ্যবর্তী অঞ্চলে ধাতুবিদ্যা কেন্দ্রগুলি গঠিত হয়েছিল।
1500 এবং 1504-1505 সালের ভোডস্কায়া পাইটিনার নোভগোরোড লেখকের বই, যা সম্পূর্ণ থেকে অনেক দূরে আমাদের কাছে এসেছে, লুগা উপসাগরের পূর্ব উপকূল থেকে 30-40 কিলোমিটারের একটি সংকীর্ণ স্ট্রিপে প্রবাহিত একটি ছোট অঞ্চলের উল্লেখ রয়েছে। স্থানীয় গ্রামের কৃষকদের 204টি বাড়িঘর বসেছে। ডোমনিটসার মালিকরা - প্রায়শই বেশ কয়েকটি পরিবারের একটি ডোমনিটসার মালিকানা ছিল - যদিও তারা কৃষিকাজের সাথে সম্পর্ক ছিন্ন করেনি (লেখকের বই খুব কমই যে কোনও গজকে আনপ্লাউড বলে), তারা আসলে মূলত লোহা উত্পাদনে নিযুক্ত ছিল। এটি তাদের বকেয়া আয়রনের বড় অনুপাত দ্বারা প্রমাণিত হয়। ডোমনিকি, যেমন কৃষক ধাতুবিদদের লেখকের বই বলা হয়, তারা তাদের নিজস্ব জমিতে আকরিক খনন করতেন, অর্থাৎ সম্প্রদায়ের অন্তর্গত, বা রাজকীয় বা অন্যান্য দেশে ভ্রমণ করেছিলেন। পরবর্তী ক্ষেত্রে, তারা জমির মালিকদের "স্প্ল্যাটার" প্রদান করেছিল - আকরিক খননের অধিকারের জন্য একটি ভাড়া। ডমনিকভের পাওনা লোহার সাথে এবং আংশিকভাবে পণ্যের সাথে গিয়েছিল।
এই অঞ্চলে লোহার বার্ষিক উত্পাদনের আনুমানিক পরিমাণ উপস্থাপন করার জন্য, এটি উল্লেখ করা যথেষ্ট যে "পুরাতন আয়" অনুসারে, অর্থাৎ, 1500 সালের আদমশুমারির আগে quitrent ছাড়া। খাদ্য পণ্য, প্রতিটি বাড়ির ধাতুবিদরাও লোহা দিয়ে অর্থ প্রদান করেন - প্রতি বছর কয়েক ক্রিটজ থেকে 110 ক্রিটজ পর্যন্ত ( NPK, ভলিউম III, pp. 501, 908, 916, ইত্যাদি) যদি শর্তসাপেক্ষে ধরে নেওয়া হয় যে প্রতিটি ব্লাস্ট ফার্নেস বছরে 300টি পর্যন্ত বিস্ফোরণ ঘটাতে পারে (এটি বেশ বাস্তবসম্মত এমনকি যদি চুল্লিটি শুধুমাত্র 3-4 শীতের মাসে লোড করা হয়), তাহলেও ব্লাস্ট ফার্নেসের মোট উত্পাদনশীলতা শুধুমাত্র লুগায় বে প্রায় 60,000 বিস্ফোরণ হবে, বা ওজন দ্বারা অনুবাদে (সে সময়ে প্রায় 3 কেজি তৈরি করা হয়েছিল) 11,000 পাউন্ডের বেশি লোহা।
এই এলাকায় লোহা শিল্প বৃহত্তর পরিমাণে বিকশিত হয়েছিল। প্রারম্ভিক সময়. এটি প্রত্নতাত্ত্বিক উপকরণ দ্বারা প্রমাণিত। উদাহরণস্বরূপ, 1500 সালের ক্যাডাস্ট্রাল বইয়ে উল্লিখিত জাওজারিয়ে গ্রামের কাছে, যার বাসিন্দাদের 5টিরও বেশি বাড়ি ছিল, 1948 সালে প্রত্নতাত্ত্বিক অনুসন্ধানের সময়, ধাতব উত্পাদনের সাথে যুক্ত বেশ কয়েকটি বস্তুর সন্ধান পাওয়া যায়। তাদের মধ্যে, 12 তম থেকে 13 শতকের শুরুতে একটি পনির-ফুঁকানো চুলা সম্পূর্ণরূপে খনন করা হয়েছিল। ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ এমআইএ, নং 32, পৃ. 28।).
14-15 শতকে ভোডস্কায়া পাইটিনার ধাতুবিদদের দ্বারা উত্পাদিত প্রচুর লৌহঘটিত ধাতু, আগের সময়ের মতো, নোভগোরড এবং পসকভ এসেছিল, যেখানে বিশেষ কামাররা গ্রামের জন্য ইস্পাত এবং লোহার সরঞ্জাম, অস্ত্র এবং গৃহস্থালীর সরঞ্জাম তৈরি করেছিল। শহর লোহার কিছু অংশ ইস্পাতে রূপান্তরের জন্য স্ট্যাকারে গিয়েছিল।
লোহার ফাটল, রান্না শেষ হওয়ার পরে বিস্ফোরণ চুল্লি থেকে বের করা হয়েছিল, একটি আলগা স্পঞ্জি গঠন ছিল এবং তরল স্ল্যাগ দ্বারা গর্ভবতী ছিল। এই কৃত্সা অবিলম্বে, যখন এটি এখনও ঢালাই তাপে উত্তপ্ত ছিল, তখন এটিকে স্ল্যাগ থেকে মুক্ত করার জন্য নকল করা হয়েছিল এবং অবশেষে লোহাটিকে একচেটিয়া অংশে ঢালাই করা হয়েছিল। প্রাচীন রাশিয়ান ক্রিটজের ওজন 2 থেকে 6 কেজি পর্যন্ত ছিল। XIII শতাব্দীর দ্বিতীয়ার্ধের স্তরগুলিতে নভগোরোডে পাওয়া গেছে। এবং 14 শতকের শুরুতে। লোহার বারগুলির ওজন ছিল 2.76; 2.65 এবং 2.92 কেজি ( B. A. Kolchin দেখুন। নোভগোরড দ্য গ্রেটের লোহার কারুকাজ। (পণ্য, প্রযুক্তি)। এমআইএ, নং 65. এম, 1959, পৃ. 12।) ধাতুবিদরা পণ্য ক্রিতসাকে একটি গোলাকার, কেকের মতো আকৃতি দিয়েছিলেন। সংকুচিত এবং ঢালাই করা ছানাটি আধা-সমাপ্ত পণ্য বিভাগে চলে গেছে।

লোহা ফাটল (ধূসর এবং গাঢ় দাগ - voids এবং স্ল্যাগ)। নভগোরড। (NAE এর সংগ্রহ)।
গৃহকর্ত্রীর বিশেষ সরঞ্জামগুলি ছিল বরং ছোট এবং সহজ ডিভাইস. শুধুমাত্র চিমটি ধাতু দিয়ে তৈরি - বড়, লম্বা হাতল এবং বৈশিষ্ট্যযুক্ত: চোয়াল আঁকড়ে ধরার জন্য বড় গোলাকার ঠোঁট। চিৎকারকারী মাইটগুলির দৈর্ঘ্য 84 সেন্টিমিটারে পৌঁছেছে। বড় চিৎকারের ঘেরের জন্য বৃত্তাকার ঠোঁটের একটি মুখ ছিল 16.5 সেমি। হাতুড়ি, যা দিয়ে কান্না নকল করা হয়েছিল, সম্পূর্ণভাবে কাঠের বা একটি পাথরের স্ট্রাইকার দিয়ে তৈরি। এ্যাভিল ছিল একটি পাথর বা কাঠের ব্লক ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ MIA, নং 32, পৃ. 43।).
প্রাচীন রাশিয়ায় লোহার পাশাপাশি লোহার ব্যাপক ব্যবহার ছিল কার্বন ইস্পাত. কাটা এবং কাটার সরঞ্জাম, অস্ত্র এবং অসংখ্য সরঞ্জামের কাজের উপাদানগুলি ইস্পাত (লোহা এবং কার্বনের সংকর ধাতু) দিয়ে তৈরি। লোহার সাথে তুলনা করে, ইস্পাত শারীরিক এবং যান্ত্রিক বৈশিষ্ট্য উন্নত করেছে। ইস্পাতে কার্বনের পরিমাণ বৃদ্ধি করলে এর কঠোরতা এবং শক্তি বৃদ্ধি পায়, তবে এর গুণমান বিশেষভাবে উল্লেখযোগ্যভাবে উন্নত হয় তাপ চিকিত্সা. নিভানো এবং নিভিয়ে ফেলা এবং টেম্পারিং কঠোরতা বাড়ায় এবং ইস্পাতের অন্যান্য যান্ত্রিক বৈশিষ্ট্যগুলিকে উন্নত করে।
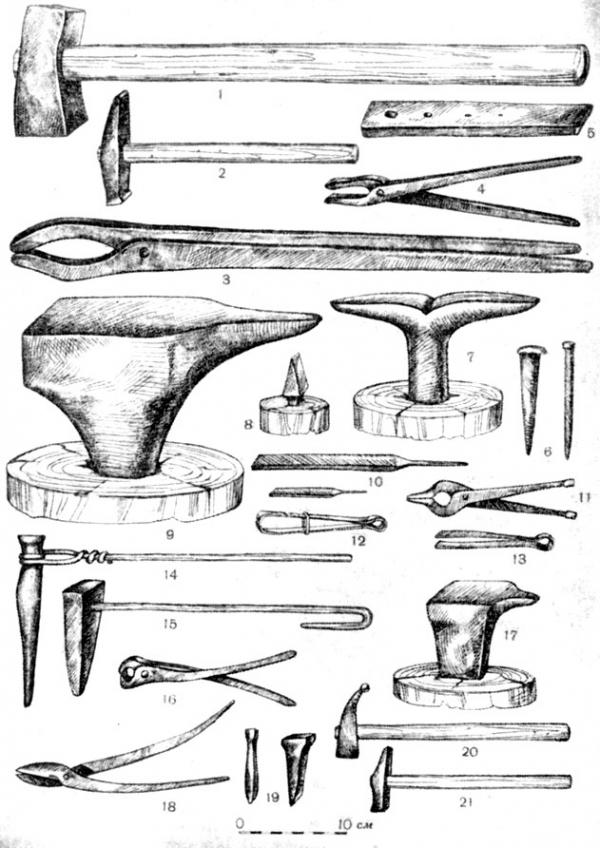
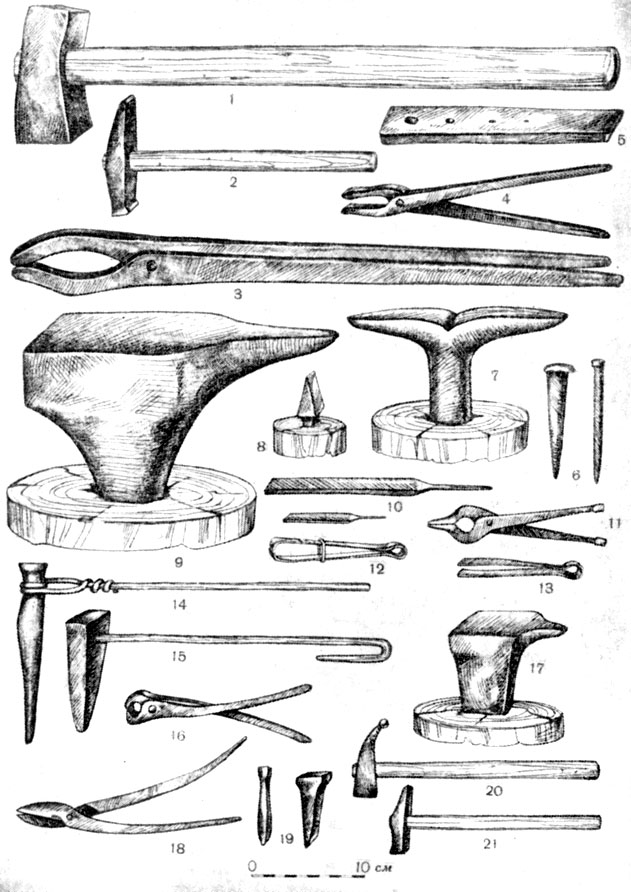
লৌহঘটিত এবং অ লৌহঘটিত ধাতু প্রক্রিয়াকরণের জন্য সরঞ্জাম: 1 - কামার হাতুড়ি, 2 - কামারের হাতুড়ি, 3 - বড় কামারের চিমটি, 4 - ছোট চিমটি, 5 - নেইলার, 6 - কামারের এ্যাভিল, 7 - ফিগারড নেভিল, 8 - আন্ডারকাট, 9 - বার্বস, 10 - ফাইল, 11 - প্লায়ার, 12 - গয়না vise, 13 - গয়না চিমটি, 14 - কামার পাঞ্চ, 15 - সোল্ডারিং লোহা, 16 - তারের কাটার, 17 - গয়না অ্যাভিল, 18 - ধাতব কাঁচি, 19 - ছেনি, 20 - তাড়া হাতুড়ি, 21 - গয়না হাতুড়ি।
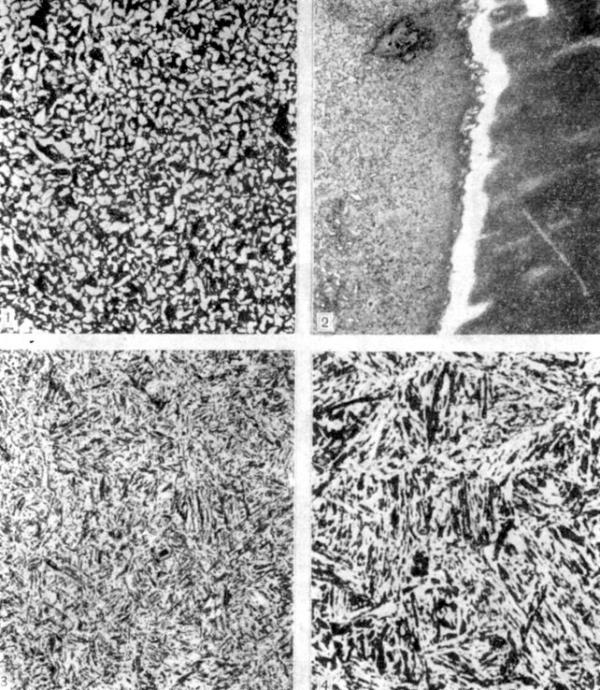
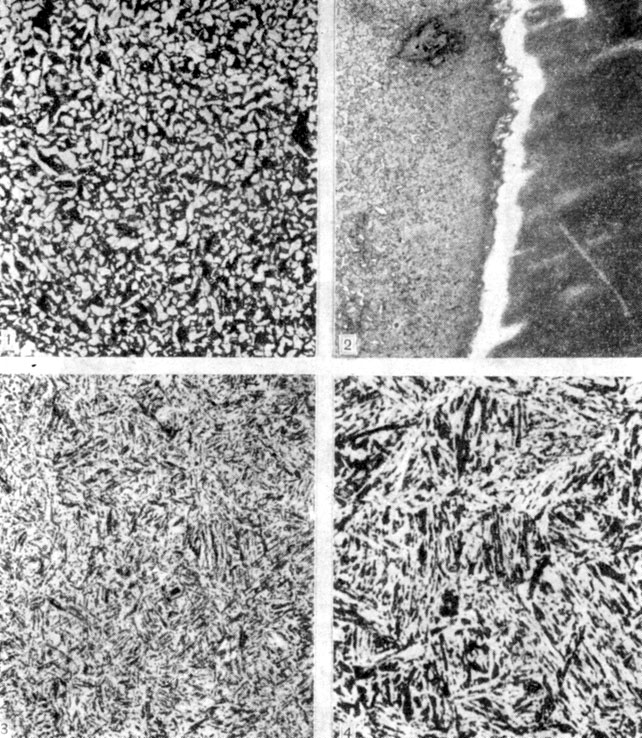
ইস্পাত পণ্যের মাইক্রোস্ট্রাকচার: 1 - টমলেঙ্কা ইস্পাত, মাঝারি কার্বন (C = 0.4%), 2 - ঢালাই সীম (বাম - লোহা, ডান - ইস্পাত), 3 - তাপ-চিকিত্সা করা ইস্পাত, সূক্ষ্ম-অ্যাসিকুলার মার্টেনসাইট, 4 - তাপ-চিকিত্সা ইস্পাত, মোটা-অ্যাসিকুলার মার্টেনসাইট। নভগোরড। (NAE এর সংগ্রহ)।
প্রাচীন রাশিয়ার ইস্পাত পণ্যগুলির একটি ভর কাঠামোগত বিশ্লেষণে দুটি ধরণের ইস্পাত প্রকাশ করা হয়েছিল যা রাশিয়ান কামাররা ব্যবহার করত। প্রথম ধরনের সিমেন্ট করা (স্ট্যুড) ইস্পাত একটি একজাতীয় কাঠামো এবং কার্বন ধাতুর ভর জুড়ে সমানভাবে বিতরণ করা হয়। দ্বিতীয় প্রকার হল ফেরিটিক (বিশুদ্ধভাবে লোহা) ক্ষেত্র এবং কার্বনের বিভিন্ন ঘনত্ব সহ ভিন্ন ভিন্ন কাঠামোর ওয়েল্ডিং ইস্পাত।
দুই ধরনের ইস্পাত কাঠামো দুটি উৎপাদন পদ্ধতি, এর উৎপাদনের জন্য দুটি ভিন্ন প্রযুক্তি।
কার্বারাইজড ইস্পাত উৎপাদনের প্রথম পদ্ধতিটি প্রাচীন রাশিয়ায় সুপরিচিত ছিল। প্রাথমিক প্রস্তুতির পরে, একটি কার্বুরেটর একটি অবাধ্য পাত্রে (মাফল-পাত্র) ঢেলে দেওয়া হয়েছিল, যা মাটির তৈরি, - সাধারণত কোনও সংযোজন (পটাশ, লবণ) সহ সূক্ষ্মভাবে চূর্ণ করা কাঠকয়লা; তারপরে লোহাটিকে ছোট বার, স্ট্রিপ বা অন্যান্য আধা-সমাপ্ত পণ্যের আকারে পাত্রে স্থাপন করা হয়েছিল এবং একই কার্বুরেটর দিয়ে শীর্ষে ভরাট করা হয়েছিল। জাহাজটি বন্ধ করে একটি জাল বা চুল্লিতে স্থাপন করা হয়েছিল যা এই উদ্দেশ্যে বিশেষভাবে তৈরি করা হয়েছিল এবং আগুন বেশ দীর্ঘ সময়ের জন্য বজায় রাখা হয়েছিল। 910° এর সামান্য উপরে তাপমাত্রায়, যখন মাফেল, কয়লা এবং লোহা উত্তপ্ত হয়, তখন কয়লা থেকে কার্বন লোহাতে ছড়িয়ে পড়ে, এটি একটি লোহা-কার্বন সংকর, ইস্পাতে পরিণত হয়। ওয়েল্ডিং ইস্পাত উৎপাদনের দ্বিতীয় পদ্ধতিতে, একটি লোহার কৃতসা একটি প্রচলিত ফোর্জে স্থাপন করা হয়েছিল, কাঠকয়লা দিয়ে আবৃত এবং উত্তপ্ত করা হয়েছিল। 900° এর সামান্য উপরে তাপমাত্রায়, কার্বন লোহার মধ্যে ছড়িয়ে পড়ে। একটি নির্দিষ্ট সময় পরে, মাস্টার ফরজ থেকে কৃতশা বের করে জলে বা তুষারে ঠান্ডা করলেন। দ্রুত শীতল হওয়া মুকুটের ইস্পাত পৃষ্ঠ শক্ত হয়ে যাওয়া এবং ভঙ্গুরতা পেয়েছে। এর পরে, হাতুড়ি বা অন্যান্য সরঞ্জামের আঘাতে হাতুড়ি থেকে ভঙ্গুর ইস্পাতের ভূত্বকটি আলাদা করা হয়েছিল। পুরো ক্রেস্টটি স্টিলের প্লেটে পরিণত না হওয়া পর্যন্ত একই ধরণের অপারেশন করা হয়েছিল, তারপরে এই প্লেটগুলি বারগুলিতে স্থাপন করা হয়েছিল এবং স্বাভাবিক উপায়েঢালাই ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ MIA, নং 32, পৃ. 51।).
XIV-XV শতাব্দীতে ইস্পাত উৎপাদন। বিশেষ কারিগর দ্বারা পরিচালিত। এই পেশার নাম "ওয়ে" শব্দটি থেকে এসেছে (যেমন কিছু ইস্পাত গ্রেড সেই সময়ে বলা হত)। আমরা স্ট্যাকারদের কর্মশালাও জানি। একাদশ, XII এবং XV শতাব্দীর স্তরে নভগোরোডে। স্তরগুলির ধ্বংসপ্রাপ্ত উত্পাদন কর্মশালাগুলি খোলা হয়েছিল, যেখানে, উত্পাদন প্রকৃতির স্বাভাবিক সন্ধানের পাশাপাশি (স্ল্যাগ, কয়লা, ধাতুর টুকরো ইত্যাদি), অবাধ্য মাফলগুলিও পাওয়া গেছে। সে সময়ের সাধারণ রান্নাঘরের পাত্রের কাছাকাছি তাদের আকৃতি ছিল ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ MIA, নং 65, পৃ. 13।).
14-15 শতকের ইস্পাত সহ পুরানো রাশিয়ান ইস্পাত, বেশিরভাগই হাইপোইউটেক্টয়েড ছিল, অর্থাৎ কার্বনের পরিমাণ 0.9% এর বেশি ছিল না। সর্বাধিক সাধারণ ছিল 0.5-0.7% কার্বন সামগ্রী সহ মাঝারি কার্বন ইস্পাত।
লৌহঘটিত ধাতুর একটি বিশাল ভর প্রধানত বিশেষায়িত শহুরে কামারদের দ্বারা পণ্যগুলিতে নকল করা হয়েছিল। গ্রামীণ কামারদের অংশ, যার মধ্যে রাশিয়ার গ্রাম ও গ্রামে প্রচুর পরিমাণে ছিল, "যেকোনো কামার" (16-17 শতকের পরিভাষা)-এর জন্য দায়ী - সমস্ত ধরণের লোহা কৃষিকাজের উত্পাদন, মেরামত এবং পরিবর্তন। পরিবারের যন্ত্রপাতি।
আমরা কামারের সরঞ্জাম এবং সরঞ্জামগুলির পর্যালোচনা দিয়ে লোহার কাজের নৈপুণ্যের বর্ণনা শুরু করব।
ফোরজের প্রধান সরঞ্জামগুলি একটি ফরজ এবং বেলো নিয়ে গঠিত। মধ্য XV এর সূত্র! ভিতরে. উল্লেখ: "তারা একটি জাল স্থাপন করেছে এবং একটি জাল তৈরি করেছে" (এন কে নিকোলস্কি। কিরিলো-বেলোজারস্কি মঠ এবং এর কাঠামো 17 শতকের দ্বিতীয় চতুর্থাংশ পর্যন্ত। (1397-1625), না। 2. সেন্ট পিটার্সবার্গ, 1910, পৃ. 97।) শিংটি ছিল একটি ব্রেজিয়ার যা একটি প্রান্তে একটি প্রাচীর সহ একটি অ্যাডোব বা পাথরের উচ্চতায় অবস্থিত। চুলার দেয়ালের কাছে কয়লা এবং উত্তপ্ত ফোরজিংসের জন্য একটি ছোট অবকাশ ছিল। এই অবকাশের মধ্যে, প্রাচীরের মধ্য দিয়ে যাওয়ার সময়, একটি কাদামাটির অগ্রভাগ বেরিয়ে এসেছিল, যার মাধ্যমে কয়লায় বাতাস আনা হয়েছিল। অগ্রভাগগুলি দ্রুত পুড়ে যায় এবং প্রায়শই পরিবর্তিত হয়। XVI শতাব্দীর সূত্রে। বলেছেন: "এক ডজনের নকল করে স্নট কিনেছি, 3টি আলটিন 2 ডেঙ্গি দেওয়া হয়েছে" (RIB, vol. XXXVII, p. 119।).
কামারের হাতিয়ারের মধ্যে থাকত একটি অ্যাভিল, একটি হাতুড়ি, একটি হাতুড়ি, চিমটি, ছেনি এবং বার্বস। এছাড়াও, কামারদের নেইলার, আন্ডারকাট, ক্রিম্প, লাইনিং, ডাইস, ফাইল, ভিস এবং বৃত্তাকার গ্রিন্ডস্টোন ছিল।
এ্যাভিল হল একটি শক্ত সাপোর্ট যার উপর দিয়ে পণ্যের জাল করা হয়। কামার এ্যাভিলবেশ ছিল আধুনিক চেহারা- একটি সমতল শীর্ষ এবং একটি বহির্গামী প্রসারিত শিং সহ দীর্ঘায়িত আকারের একটি বিশাল বার। অ্যাভিলের নীচের অংশে, কীলক-আকৃতির প্রক্রিয়াটি একটি কাঠের ব্লকে চালিত হয়েছিল। অ্যাভিলের ওজন 15 কেজি পৌঁছেছে ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ MIA, নং 32, পৃ. 59।) লকস্মিথরা, সেইসাথে জুয়েলার্স, ছোট আকার এবং ওজনের অ্যাভিলগুলিতে কাজ করত।
হাতুড়ি - forging সময় আঘাত করার জন্য একটি হাতিয়ার। হাতুড়িগুলিকে 1 কেজি পর্যন্ত হাতুড়ি-হ্যান্ডব্রেকে এবং 1 কেজির বেশি হাতুড়ি-স্লেজহ্যামারগুলিতে ওজন দ্বারা আলাদা করা হয়েছিল।
কামারের চিমটি, যেগুলি দিয়ে কামার তার হাতে লাল-গরম লোহা ধরেছিল, তাকে একটি বৃহৎ (বড় নকলের জন্য) এবং মাঝারি এবং ছোট জিনিসগুলির জন্য ভালভাবে লাগানো ঠোঁটের সাথে ছোট এক হাতের চিমটিগুলির একটি গ্রুপে ভাগ করা যেতে পারে। আকার এবং আকার পরিপ্রেক্ষিতে। বড় টিক্সের গড় দৈর্ঘ্য 40 থেকে 55 সেমি পর্যন্ত। গড় আকারছোট টিক্স - প্রায় 20 সেমি।
সমস্ত পিন্সার, সেইসাথে হাতুড়ি এবং অ্যাভিলগুলি সাধারণ ব্লুমরি লোহা থেকে তৈরি করা হয়েছিল।
একটি ছেনি একটি কীলক আকৃতির কাটিয়া টুল। একটি ছেনি দিয়ে কাজ করার সময়, একটি হাতুড়ি দিয়ে এটিতে একাধিক আঘাত প্রয়োগ করা হয়; দুই ধরনের চিসেল ছিল: ধাতুর গরম কাটার জন্য একটি ছেনি এবং ঠান্ডা কাটার জন্য একটি ছেনি। ছেনিটির কাটা ফলকটি স্টিলের তৈরি ছিল।
বার্বস - ফোরজিংসের গর্তগুলিতে খোঁচা দেওয়ার জন্য সরঞ্জামগুলির একটি সূক্ষ্ম প্রান্ত সহ একটি দীর্ঘায়িত রডের আকার ছিল, যা ইস্পাত দিয়ে তৈরি এবং তাপ চিকিত্সা করা হয়েছিল।
কামারদের বিশেষ সরঞ্জাম থেকে, আমরা পেরেক মেশিন এবং ফাইল বর্ণনা করব। পেরেক কারিগররা পেরেকের মাথা এবং রিভেট তৈরি করতে কামারদের ব্যবহার করত। এগুলি হল এক বা একাধিক বৃত্তাকার এবং বর্গাকার ছিদ্র সহ পুরু তক্তা প্লেট, যার উপর পেরেকের মাথাগুলি বিপর্যস্ত এবং riveted ছিল। 14 শতকের একেবারে শেষের দিকে নভগোরোডে একটি ভালভাবে সংরক্ষিত পেরেক-ঘর পাওয়া গেছে। কামারের বাড়িতে এটি একটি পুরু প্লেট 215 মিমি লম্বা, 34 মিমি চওড়া এবং 19 মিমি পুরু। এতে বিভিন্ন আকারের ৪টি ছিদ্র ছিল।
মেটালওয়ার্কিং কারিগরদের জন্য সবচেয়ে জটিল বিশেষ হাতিয়ার ছিল একটি ফাইল। এটি একটি ঠান্ডা অবস্থায় ধাতু ফাইল করার জন্য পরিবেশিত হয় এবং ব্যাপকভাবে নদীর গভীরতানির্ণয় ব্যবহৃত হয়। এটি তার পৃষ্ঠের উপর দাঁত কাটা এবং হ্যান্ডেলের জন্য একটি হাতল সহ বিভিন্ন বিভাগের একটি দীর্ঘ বার আকারে একটি সরঞ্জাম। ফাইল ব্লেডের দৈর্ঘ্য 68 থেকে 135 মিমি পর্যন্ত। আমাদের পরিচিত সমস্ত ফাইলের দাঁতের খাঁজটি ম্যানুয়াল, একক-সারি - উভয়ই সোজা, এবং তির্যক এবং ক্রস। বর্তমানে, 40 টিরও বেশি প্রাচীন রাশিয়ান ফাইল পরিচিত। ফাইলগুলি ইস্পাত দিয়ে তৈরি এবং তাপ চিকিত্সার বিষয় ছিল - শক্ত হয়ে যাওয়া। উদাহরণস্বরূপ, 14 শতকের দ্বিতীয়ার্ধের সাংস্কৃতিক স্তরে নভগোরোডে পাওয়া একটি ফাইল তিনটি ইস্পাত স্ট্রিপ দিয়ে তৈরি - বাইরেরগুলি তৈরি উচ্চ কার্বন যুক্ত ইস্পাত(কার্বনের পরিমাণ প্রায় 0.8%) এবং হালকা ইস্পাত ভিতরের। ধাতুটির কাঠামোগত অবস্থা ট্রোস্টাইটের সাথে মার্টেনসাইট, অর্থাৎ, ফাইলটিকে শক্ত করা হয়েছিল এবং তারপরে একটি ছোট ছুটি দেওয়া হয়েছিল ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ এমআইএ, নং 65, পৃ. 18।).
এক প্রকার মেশিনিংধাতু এমরি পাথর চালু ছিল. বেশিরভাগ মানের পণ্যগুলির জন্য, জাল করার পরে, পৃষ্ঠটি পাথরের উপর চিকিত্সা করা হয়েছিল এবং কিছু পণ্যের জন্যও কাঠামগত উপাদানফর্মগুলি একটি সাধারণ বা চিত্রিত পাথর দিয়ে খোদাই করা হয়েছিল। ফাইল প্রসেসিং ছাড়াও লৌহঘটিত ধাতুর ঠান্ডা কাজ করার জন্য এটিই একমাত্র প্রযুক্তিগত অপারেশন। অতএব, একটি ম্যানুয়াল বা ফুট ড্রাইভ সহ একটি নাকাল চাকা কামারের কর্মশালায় একটি খুব গুরুত্বপূর্ণ ডিভাইস হয়ে উঠেছে। প্রত্নতাত্ত্বিক উপাদানের মধ্যে, বেশ কয়েকটি বিশাল বৃত্তাকার সন্ধান পাওয়া যায় grindstones. উদাহরণস্বরূপ, 14 শতকের স্তরগুলিতে নভগোরোডে পাওয়া পাথরগুলির মধ্যে একটির ব্যাস ছিল 270 মিমি এবং পুরুত্ব 60 মিমি। অক্ষের জন্য আয়তক্ষেত্রাকার গর্তের আকার হল 50 × 60 মিমি ( আইআইএমকে এএস ইউএসএসআর। ল্যাবরেটরি। NAE কালেকশন, নং 57-7625।).
লোহা-কার্যকর কারুশিল্পের প্রযুক্তি অধ্যয়নের একমাত্র উত্স হল প্রত্নতাত্ত্বিক আবিষ্কার - বিভিন্ন ধরণের লোহা এবং ইস্পাত পণ্যের আকারে কারুশিল্পের পণ্যগুলি।
একটি বাহ্যিক, একটি বস্তুর morphological অধ্যয়ন, একটি নিয়ম হিসাবে, শুধুমাত্র একটি তার ফর্ম স্থাপন করতে অনুমতি দেয়, কিন্তু উত্পাদন কৌশল প্রকাশ করে না। লোহা ও ইস্পাত প্রক্রিয়াকরণের প্রযুক্তি অধ্যয়ন করা সেরা পদ্ধতিগবেষণা একটি ব্যাপক ধাতুবিদ্যা বিশ্লেষণে পরিণত হয়েছে, যা সরঞ্জাম এবং অস্ত্র উত্পাদন প্রযুক্তির বেশিরভাগ সমস্যা সমাধান করা সম্ভব করেছে।
X-XV শতাব্দীর প্রাচীন রাশিয়ান কামারদের পণ্যগুলির মধ্যে 730 টিরও বেশি আইটেম। মাইক্রোস্ট্রাকচারাল বিশ্লেষণের শিকার হয়েছিল। এই আইটেমগুলির মধ্যে, XIII, XIV এবং XV শতাব্দীর দ্বিতীয়ার্ধে। 225টি নমুনা অন্তর্ভুক্ত ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ MIA, নং 65, পৃ. 9।).
একটি ব্যাপক গবেষণার ফলে একটি বড় সংখ্যাসরঞ্জাম, অস্ত্র, হস্তশিল্পের সরঞ্জাম, পাত্র এবং অন্যান্য ধাতু পণ্যব্যক্তিকে সাধারণীকরণ করা সম্ভব হয়েছে স্পেসিফিকেশনএবং প্রাচীন রাশিয়ায় ধাতু প্রক্রিয়াকরণের বিভিন্ন প্রযুক্তিগত পদ্ধতি প্রকাশ করা। XIV এবং XV শতাব্দীতে প্রক্রিয়াকরণের প্রধান ধরন, পূর্ববর্তী শতাব্দীগুলির মতো, চাপ দ্বারা ধাতু প্রক্রিয়াকরণ (ফরজিং এবং স্ট্যাম্পিং দ্বারা একটি গরম অবস্থায়)। উপরন্তু, ধাতু কাটা অপারেশন ছিল (ফাইল ফাইলিং, একটি নাকাল চাকা চালু, একটি ছেনি দিয়ে কাটা, ইত্যাদি)।
লৌহঘটিত ধাতু প্রক্রিয়াকরণের জন্য একটি বৈচিত্র্যময় এবং জটিল প্রযুক্তির ভিত্তি ছিল: 1 - সমস্ত ধরণের বিনামূল্যে ফোরজিং কৌশল; 2 - লোহা এবং ইস্পাত ঢালাই; 3 - লোহা এবং ইস্পাত সিমেন্টেশন; 4 - ইস্পাত তাপ চিকিত্সা; 5 - নাকাল চাকার উপর ধাতু কাটা এবং একটি ফাইল; 6 - লোহা এবং ইস্পাত সোল্ডারিং; 7 - অ লৌহঘটিত এবং মহৎ ধাতু সঙ্গে লোহা এবং ইস্পাত আবরণ এবং ইনলে; 8 - লোহা এবং ইস্পাত মসৃণতা; 9 - শৈল্পিক কামার forging.
আমরা কেবলমাত্র কিছু প্রযুক্তিগত ক্রিয়াকলাপ বর্ণনা করব - ঢালাই, তাপ চিকিত্সা, সোল্ডারিং এবং শৈল্পিক forging- সবচেয়ে প্রযুক্তিগতভাবে জটিল বা শৈল্পিকভাবে আকর্ষণীয়।
ফরজ ওয়েল্ডিং, অর্থাৎ, দুটি ধাতুর একটি অবিচ্ছেদ্য সংযোগ পাওয়ার প্রক্রিয়া, বিশেষ করে লোহা এবং ইস্পাত ঢালাই, প্রাচীন রাশিয়ায় একটি ব্যাপক প্রযুক্তিগত কৌশল ছিল। একটি কাটিং ব্লেড তৈরির জন্য প্রাচীন রাশিয়ান প্রযুক্তির ভিত্তি, যা প্রধান ছিল কাজের অংশবেশিরভাগ সরঞ্জাম এবং অস্ত্রগুলিতে, দুটি উপকরণের সংমিশ্রণ ছিল - লোহা এবং ইস্পাত - ঢালাই দ্বারা। ধাতুটিকে একটি প্লাস্টিকের অবস্থায় আনতে, যেখানে ঢালাই ঘটতে পারে, যেমনটি জানা যায়, উচ্চ তাপমাত্রায় গরম করা প্রয়োজন। বিভিন্ন কার্বন সামগ্রী সহ লোহা এবং ইস্পাত জন্য, গরম করার তাপমাত্রা ভিন্ন। বিশুদ্ধ লোহার জন্য, এই তাপমাত্রা প্রায় 1425-1475° ওঠানামা করে; স্টিলের জন্য, কার্বন সামগ্রী অনুযায়ী তাপমাত্রা হ্রাস পায়। ধাতুর অপর্যাপ্ত গরম বা গুরুতর অতিরিক্ত উত্তাপের ক্ষেত্রে, ঢালাই ঘটবে না, তাই ধাতব গরম করা ঢালাইয়ের সবচেয়ে গুরুত্বপূর্ণ কাজ; সামান্যতম বাদ, গরম করার সময় তদারকি তার গুণমানকে প্রভাবিত করে।
ওয়েল্ডগুলির মাইক্রোস্ট্রাকচার দেখায়, প্রাচীন রাশিয়ান পণ্যগুলিতে তাদের বেশিরভাগ ভরের একটি খুব পরিষ্কার এবং সূক্ষ্ম কাঠামো রয়েছে এবং ফলস্বরূপ, শক্তিশালী সংযোগ. ঢালাই লোহা এবং উচ্চ-কার্বন ইস্পাত যখন seams টেকসই এবং পরিষ্কার; অধিকাংশ seams প্রায় কোন স্ল্যাগ অন্তর্ভুক্তি আছে. এটি পরামর্শ দেয় যে প্রাচীন রাশিয়ান কামাররা ধাতুর উত্তাপের ডিগ্রি খুব সঠিকভাবে নির্ধারণ করতে সক্ষম হয়েছিল: প্রাচীন রাশিয়ার পরিস্থিতিতে এটি কেবল তাপের রঙ দ্বারা সম্ভব হয়েছিল এবং লোহা এবং প্রতিটি গ্রেডের ইস্পাতের জন্য এই রঙটি আলাদা। . ঢালাই করা ধাতুগুলির বৈশিষ্ট্য এবং গঠন (লোহা বা ইস্পাত এবং কী ধরনের ইস্পাত) তাদের জন্য প্রয়োজনীয় তাপের রঙ নির্ধারণ করার জন্য খুব ভালভাবে জানা দরকার ছিল।
প্রাচীন রাশিয়ার ঢালাই কৌশলে, কামারদের খুব অল্প পরিমাণে ধাতু দিয়ে কাজ করার ক্ষমতা আকর্ষণীয়। উদাহরণস্বরূপ, চাবি স্প্রিংসে লোহা এবং ইস্পাতের ঢালাই করা খুব কঠিন ছিল। 0.8 থেকে 2 মিমি বেধের স্প্রিংগুলি দুটি স্ট্রিপ থেকে ঢালাই করা হয়েছিল - লোহা এবং ইস্পাত: তাই, প্রতিটি অর্ধেক 0.4 থেকে 1 মিমি পুরুত্ব ছিল। যদি আমরা অনুমান করি যে কামার একটি ঘন অংশের স্প্রিং ব্ল্যাঙ্কগুলিকে ঢালাই করে এবং তারপরে সেগুলিকে টেনে বের করে আনে, তবে সমস্ত লোহা এবং ইস্পাত খালি পুরুত্ব 2-5 মিমি অতিক্রম করতে পারে না। ঢালাইয়ের তাপ থেকে 2-5 মিমি পুরু লোহা এবং ইস্পাতের স্ট্রিপগুলিকে একই সাথে গরম করা এবং ধাতুকে না পোড়ানো (এবং এটি দ্রুত স্ফুলিঙ্গ হতে শুরু করে, অর্থাৎ পোড়া) একটি দুর্দান্ত প্রযুক্তিগত অসুবিধা। প্রাচীন রাশিয়ান কামারদের ঢালাই সরঞ্জাম দাঁড়িয়েছিল উচ্চস্তর. লোহা এবং ইস্পাত ঢালাইয়ের সুনিপুণ এবং সূক্ষ্মভাবে উন্নত প্রযুক্তি প্রাচীন রাশিয়ান কারিগরদের জন্য উচ্চমানের সরঞ্জাম, অস্ত্র এবং সরঞ্জাম তৈরি করা সম্ভব করেছিল।
ইস্পাতের অনেক বৈশিষ্ট্য এবং এই বৈশিষ্ট্যগুলির উপর গরম এবং শীতল করার বিভিন্ন পদ্ধতির প্রভাবকে অভিজ্ঞতামূলকভাবে বোঝার পরে, কারিগররা ইস্পাতের তাপ চিকিত্সার জন্য একটি ব্যবহারিক, সূক্ষ্মভাবে উন্নত প্রযুক্তি তৈরি করেছিলেন। ইস্পাত বা ইস্পাত ব্লেড দিয়ে তৈরি 600 টিরও বেশি পুরানো রাশিয়ান আইটেমগুলির মধ্যে 90% এর বেশি তাদের তাপ চিকিত্সা বজায় রেখেছে। এই পণ্যগুলিতে মার্টেনসাইট, মার্টেনসাইট এবং ট্রোস্টাইট, ট্রোস্টাইট এবং সরবাইটের কাঠামো পাওয়া গেছে ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ এমআইএ, নং 32, পৃ. 171।).
তাপ-চিকিত্সা করা ইস্পাত পণ্যগুলির অপ্রতিরোধ্য ভরের মাইক্রোস্ট্রাকচার দেখায় যে তারা 800-950° রেঞ্জের মধ্যে গরম করার শিকার হয়েছিল। শুধুমাত্র কিছু নমুনায় মোটা-অ্যাসিকুলার মার্টেনসাইট পরিলক্ষিত হয়, যা ইঙ্গিত করে যে নির্গমন তাপমাত্রা নির্দেশিত থেকে বেশি ছিল; অসম্পূর্ণ শক্তকরণের একক কাঠামোও রয়েছে, যা অপর্যাপ্ত উচ্চ তাপমাত্রায় শক্ত করা হলে প্রাপ্ত হয়।
মার্টেনসাইটের গঠন একটি দ্রুত কুল্যান্টের ব্যবহার নির্দেশ করে, যা স্বাভাবিক তাপমাত্রায় জল হতে পারে। ট্রুস্টাইট এবং সরবিটলের গঠনটি জলের চেয়ে ধীর শীতল করার যন্ত্রের ব্যবহারকে ইঙ্গিত করে। এই ধরনের মিডিয়া গরম জল এবং উদ্ভিজ্জ এবং পশু তেলের বিভিন্ন মিশ্রণ হতে পারে। কামাররা ব্যবহৃত এবং বিভিন্ন কৌশলবস্তু শীতল অনেক পণ্য সামগ্রিকভাবে শক্ত করা হয়েছিল, অর্থাৎ, তারা সম্পূর্ণরূপে জল বা তরলে নিমজ্জিত ছিল। অন্যান্য পণ্যগুলি আংশিকভাবে শক্ত করা হয়েছিল - শুধুমাত্র কাজের অংশ।
ট্রোস্টাইট এবং টেম্পারিং সরবাইটের গঠন একটি দুই-পর্যায়ের তাপ চিকিত্সা নির্দেশ করে। উদাহরণস্বরূপ, টেম্পারড ট্রুস্টাইটের গঠন দেখায় যে পণ্যটিকে প্রথমে শক্ত করা হয়েছিল, অর্থাৎ, 800-950° এ উত্তপ্ত করা হয়েছিল এবং জলে ঠান্ডা করা হয়েছিল, এবং তারপরে অতিরিক্তভাবে 500-600° পর্যন্ত উত্তপ্ত করা হয়েছিল। এই ধরনের প্রক্রিয়াকরণ পণ্যের ধাতুকে অতিরিক্ত সান্দ্রতা দিয়েছে। হার্ডনিং-টেম্পারিং মোডে, গরম করার তাপমাত্রা নিয়ন্ত্রণ করা গুরুত্বপূর্ণ। 800-950° এ, নিভানোর মতো, তাপ তাপের রঙ দ্বারা বন্দী হয়।
মাধ্যমিক, নিম্ন গরম করার তাপমাত্রার জন্য, আভা রঙগুলি নিয়ন্ত্রণ হিসাবে কাজ করে।
খুব গুরুত্বপূর্ণ উপাদানতাপ চিকিত্সা প্রযুক্তি, যা পুরানো রাশিয়ান কামারের উচ্চ প্রযুক্তিগত সংস্কৃতির কথা বলে, পণ্যটির উদ্দেশ্যের উপর নির্ভর করে শক্ত এবং টেম্পারিং মোড পছন্দ করার জন্য একটি পৃথক পদ্ধতি। অক্ষের মতো প্রভাব লোডের শিকার পণ্যগুলির জন্য, উচ্চ টেম্পারিং ব্যবহার করা হয়েছিল। কাস্তে, কাঁচি এবং কাঁচি মাঝারি টেম্পারিংয়ের শিকার হয়েছিল। টেম্পারিং মার্টেনসাইটের জন্য বেশিরভাগ ছুরি শক্ত করা হয়েছিল। ফাইলগুলিকে পরবর্তী টেম্পারিং ছাড়াই শুধুমাত্র মার্টেনসাইট বা মার্টেনসাইট এবং ট্রোস্টাইটের জন্য শক্ত করা হয়েছিল। তদনুসারে, টেম্পারিং পণ্য এবং নরম শক্ত হওয়ার ক্ষেত্রে পার্থক্য করা হয়েছিল। উপরের সমস্ত মোডগুলি পণ্যগুলির অপারেটিং শর্তগুলিকে সম্পূর্ণরূপে সন্তুষ্ট করেছে।
প্রাচীন রাশিয়ায়, সোল্ডারিং লোহা এবং ইস্পাত প্রযুক্তি একটি উচ্চ প্রযুক্তিগত স্তরে ছিল। সোল্ডারিং হল দুটি বা ততোধিক ধাতব বস্তুকে যুক্ত করার প্রক্রিয়া যা তাদের মধ্যে একটি ফিউসিবল ধাতু বা সোল্ডার অ্যালয় প্রবর্তন করে) ধাতুগুলিকে যুক্ত করার চেয়ে। অংশগুলি যোগ করার প্রধান পদ্ধতি হিসাবে সোল্ডারিং প্রাথমিকভাবে তালাকারদের দ্বারা ব্যবহৃত হত।
তালা এবং চাবিতে সোল্ডার করা সিম (বর্ণালী বিশ্লেষণ) গবেষণায় দেখা গেছে যে লকমেকার লোহা এবং ইস্পাত সোল্ডার করার জন্য তামা-ভিত্তিক শক্ত সোল্ডার ব্যবহার করেছিল। কিছু ক্ষেত্রে এটি খাঁটি তামা ছিল, যেখানে কেবল টিন এবং সীসার চিহ্ন ছিল এবং অন্যান্য ক্ষেত্রে এটি টিন এবং সীসার সাথে তামার সংকর ধাতু ছিল।
লকগুলির সিমগুলির একটি কাঠামোগত গবেষণায় দেখা গেছে যে লকমেকার একটি বিশেষ চুল্লিতে সোল্ডার গলে যাওয়ার তাপমাত্রায় সোল্ডারিংয়ের জায়গাটিকে গরম করে। এটি পণ্যের উপর একযোগে সোল্ডারযুক্ত সিমগুলিকে সোল্ডার করা সম্ভব করেছে। হর্ন সোল্ডারিং - প্রাচীন রাশিয়ান প্রযুক্তির একটি প্রধান প্রযুক্তিগত অর্জন - লকমেকারকে লোহা এবং ইস্পাত দিয়ে তৈরি অংশগুলির শক্তিশালী এবং টেকসই জয়েন্টগুলি পেতে দেয়।
ফরজ সোল্ডারিং সহ, অংশগুলি বিভিন্ন seams সঙ্গে লাগানো. XIII-XIV শতাব্দীর কিছু দুর্গে। সেখানে 50টি পর্যন্ত ছিল এবং সোল্ডারিং পয়েন্টে পরিষ্কার করা হয়, সীম বরাবর সোল্ডার পাউডার দিয়ে লেপা বা তাদের মধ্যে সোল্ডারের একটি পাতলা প্লেট স্থাপন করা হয়। সোল্ডারের সাথে একসাথে, গরম করার সময় উত্থিত অক্সাইডগুলি অপসারণের জন্য সিমে একটি ফ্লাক্সও স্থাপন করা হয়েছিল। সোল্ডার করা অংশগুলিকে সাময়িকভাবে একত্রে বেঁধে রাখা হয়েছিল (কাদামাটির ম্যাট্রিসে ঢোকানো হয়েছিল বা লোহার ক্লিপ দিয়ে আটকানো হয়েছিল) এবং চুল্লিতে স্থাপন করা হয়েছিল। চুলার উপযুক্ত তাপমাত্রায়, সোল্ডার গলে যায় এবং উত্তপ্ত লোহা বা ইস্পাতে ছড়িয়ে পড়ে। অংশগুলি ঠান্ডা হওয়ার পরে, একটি অবিচ্ছেদ্য সীম প্রাপ্ত হয়েছিল ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ এমআইএ, নং 32, পৃ. 180।).
লকস্মিথ, সেইসাথে জুয়েলার্স, কখনও কখনও সোল্ডারিং লোহা বা সোল্ডারিং পাইপ দিয়ে সোল্ডার করা হয়।
শৈল্পিক ফোরজিংয়ের অপারেশন, অন্যান্য প্রযুক্তিগত ক্রিয়াকলাপগুলির বিপরীতে, জটিল ছিল - মাস্টার ব্যবহৃত এবং কামার জাল, এবং ঢালাই, এবং একটি ছেনি এবং একটি ফাইল দিয়ে ধাতু কাটা, এবং অ লৌহঘটিত ধাতু দিয়ে ইনলে; উপরন্তু, তার সৃজনশীল চাতুর্য এবং শৈল্পিক স্বাদ থাকতে হবে। এই অপারেশনটি ছিল মূলত শোভাময় প্রকৃতির। এটি প্রায়শই গৃহস্থালীর জিনিসপত্র বা অস্ত্র এবং ঘোড়ার জোতা তৈরিতে ব্যবহৃত হত। শৈল্পিক সমাপ্তিতাদের আর্মচেয়ার, স্ভেট, সব ধরনের তালা, চাবি এবং মুখোশ, সব ধরনের আসবাবপত্র, বেল্টের বাকল, বিভিন্ন পিন ছিল।
শৈল্পিক ফোরজিং বিট, স্টিরাপ, স্পার, বিভিন্ন ফলক ইত্যাদি সাজানোর জন্য ব্যাপকভাবে ব্যবহৃত হয়েছিল।
বিপুল সংখ্যক লৌহঘটিত ধাতব পণ্যগুলির কাঠামোগত বিশ্লেষণে দেখা গেছে যে উচ্চ-মানের পণ্যগুলির নকশা এবং উত্পাদন প্রযুক্তি (এগুলির মধ্যে রয়েছে সরঞ্জাম এবং বেশিরভাগ সরঞ্জাম এবং অস্ত্র) লোহার ভিত্তির সাথে একটি ইস্পাত কাজের অংশকে একত্রিত করার নীতির উপর ভিত্তি করে। . এই পণ্যগুলির বেশিরভাগই কাটা বা কাটার সরঞ্জাম এবং অস্ত্র। তাদের ব্লেড সবসময় ইস্পাত হয়েছে.
একটি ইস্পাত ব্লেড তৈরির জন্য, চারটি প্রযুক্তিগত পদ্ধতি ব্যবহার করা হয়েছিল। প্রথম কৌশলটি লোহা এবং ইস্পাত দিয়ে তৈরি একটি মাল্টিলেয়ার ব্লেড তৈরি করা। একটি ইস্পাত ফালা সবসময় কাটিয়া প্রান্ত আনা হয়. অনুরূপ ব্লেড দুটি, তিন এবং পাঁচটি স্ট্রিপ থেকে ঝালাই করা হয়েছিল। দ্বিতীয় কৌশলটি একটি ঢালাই ব্লেড তৈরি করা। তৃতীয়টি একটি সিমেন্টযুক্ত ব্লেড তৈরি করা, অর্থাৎ, সমাপ্ত পণ্যের উপর ব্লেডের কার্বারাইজেশন; চতুর্থ কৌশলটি একটি অল-স্টিল ব্লেড তৈরি করা।
সবচেয়ে সাধারণ প্রযুক্তিগত কৌশল ছিল একটি ঢালাই ব্লেড তৈরি করা।
আমরা স্বতন্ত্র শিল্প দ্বারা লোহার কারুকাজের পণ্যগুলির একটি ওভারভিউ তৈরি করব জাল উৎপাদন, এবং কিছু ধরণের পণ্যের উত্পাদন প্রযুক্তি বিবেচনা করুন।
বিশেষ কামার-কাটারদের প্রধান পণ্য ছিল ছুরি এবং কাঁচি। প্রাচীন রাশিয়ায় শ্রমের এই বহুমুখী হাতিয়ারগুলি অত্যন্ত বিস্তৃত ছিল। ছুরিগুলি দৈনন্দিন জীবনে এবং গৃহস্থালিতে, কারুশিল্প এবং ব্যবসায় ব্যবহৃত হত। বিশেষ ছুরিযোদ্ধা এবং নিরাময়কারীদের জন্য তৈরি। XIV-XV শতাব্দীতে। ছুরি তৈরি বিভিন্ন ধরনের: রান্নাঘর, ডাইনিং, কোপারেজ, হাড় কাটা, জুতা, অস্ত্রোপচার, যুদ্ধের ছুরি "বুটার" এবং ভাঁজ করা "পেন" টাইপ, রেজার। প্রতিটি ধরনের নির্দিষ্ট নকশা বৈশিষ্ট্য ছিল. এগুলি সমস্ত ইস্পাত ব্লেড দিয়ে তৈরি করা হয়েছিল, যা শক্ত হওয়ার পরে, একটি খুব উচ্চ কঠোরতা এবং ফলস্বরূপ, তীক্ষ্ণতা অর্জন করেছিল।
রাশিয়ান কারুশিল্প এবং অর্থনীতির সাধারণ বিকাশের সাথে ছুরি তৈরির প্রযুক্তি বেশ কয়েকবার পরিবর্তিত হয়েছে। 10 তম এবং 11 তম শতাব্দীতে এটি সবচেয়ে কঠিন ছিল। এই সময়ে, ছুরি ব্লেড বহু স্তরযুক্ত করা হয়। ছুরির মাঝখানে একটি স্টিলের ফালা ছিল এবং পাশে লোহার স্ট্রিপ ছিল। XII শতাব্দীর শুরুতে। রাশিয়ান অর্থনীতির বিকাশ এবং ওরোটো ক্রাফ্ট পণ্য, কাটলারের বিক্রয় সম্প্রসারণের সাথে, তাদের পণ্যগুলির ব্যাপক উত্পাদন নিশ্চিত করে, ছুরিটির নকশাকে "যুক্তিযুক্ত" করে এবং এর প্রযুক্তিকে সরল করে। ঝালাই ইস্পাত ব্লেড দিয়ে ছুরি তৈরি করা শুরু হয়েছে। ছুরির গুণমান খারাপ হচ্ছে, কিন্তু মুখ ঢালাই এখনও তার অপারেশন নির্ভরযোগ্যতা নিশ্চিত করে।
XIV শতাব্দীর প্রথমার্ধে। শহুরে নৈপুণ্যের নতুন উত্থান এবং বাজারের সম্পর্ক জোরদার করার সাথে সাথে, ছুরি উৎপাদনের প্রযুক্তি আবার সরলীকৃত হয়েছে। এখন ছুরির ঝালাই ব্লেড আর শেষ ঢালাই পদ্ধতিতে তৈরি হয় না, বরং একটি তির্যক সীমের পদ্ধতিতে তৈরি করা হয়, যাতে ইস্পাতের পরিমাণ এবং উৎপাদনের শ্রমের তীব্রতা হ্রাস পায়। একই সময়ে, ছুরির গুণমান আবার খারাপ হয়। এই প্রযুক্তির সাহায্যে 15, 16 এবং পরবর্তী শতাব্দীতে ছুরি তৈরি করা হয়েছিল,
ছুরির সাথে সংযোগে রেজার উল্লেখ করা প্রয়োজন। প্রাচীন নভগোরোডে তারা 13 শতকে ব্যাপক ছিল। XIII শতাব্দীর দ্বিতীয়ার্ধের রেজারের নকশা অনুসারে। আধুনিক সোজা রেজারের কাছাকাছি। পার্থক্য শুধুমাত্র ব্লেড আকারে মিথ্যা। আধুনিক ক্ষুরগুলির একটি সোজা ব্লেড থাকে, যখন 13 শতকের ক্ষুরের একটি সোজা ব্লেড থাকে। এটা বাঁকা হয় রেজারের হাতল, এখনকার মতো, কাঠ বা হাড় দিয়ে তৈরি ছিল। ক্ষুরের পাতলা কাটা অংশ, প্রায় 100 মিমি লম্বা, একটি ঝালাই-অন ইস্পাত ব্লেড ছিল; এটা মেজাজ ছিল.
কাঁচি, দৈনন্দিন জীবনে, গৃহস্থালি এবং কারুশিল্পে ছুরির মতো ব্যাপক, দুটি ধরণের তৈরি করা হয়েছিল: বসন্ত (আধুনিক "ভেড়া" এর প্রকার) এবং স্পষ্ট ("দুটি রিং, দুটি প্রান্ত, কার্নেশনের মাঝখানে")। বসন্ত কাঁচি দৈনন্দিন জীবন এবং নৈপুণ্যে সবচেয়ে সাধারণ ছিল। কাঁচি ব্লেড সবসময় একটি ইস্পাত ঢালাই পয়েন্ট, তাপ-চিকিত্সা সঙ্গে তৈরি করা হয়েছে. উভয় ধরণের কাঁচি হ্যান্ডেলগুলি প্রায়শই সমস্ত ধরণের আলংকারিক বিবরণ দিয়ে সজ্জিত হত।
সুই কেসগুলির উত্পাদন কৌশলটি বৈশিষ্ট্যযুক্ত করার জন্য, সেলাই সূঁচ তৈরির প্রযুক্তিটি উদ্ধৃত করা যথেষ্ট, যা আধুনিক হাত সেলাই সূঁচের নকশায় সম্পূর্ণ অনুরূপ। পুরানো রাশিয়ান সূঁচ, এখনকার মতো, দৈর্ঘ্যে 40-70 মিমি এবং 0.7 থেকে 1.1 মিমি ব্যাস ছিল। গুরুত্বপূর্ণ নকশা বৈশিষ্ট্যএই সেলাই সূঁচ - চোখের উপর উপস্থিতি, গর্ত ছাড়াও, এছাড়াও থ্রেড জন্য একটি খাঁজ হয়. এই জাতীয় খাঁজগুলি সর্বদা XIV-XV শতাব্দীর সূঁচে তৈরি হত। চোখের উভয় পাশে একটি খাঁজ এবং থ্রেডের জন্য একটি গর্ত 1 মিমি বা তার কম ব্যাসের একটি সুইতে তৈরি করা হয়েছিল। সমস্ত সূঁচ ইস্পাত দিয়ে তৈরি এবং শক্ত করা হয়েছিল। সুতরাং, সুই তৈরির কৌশলটি বেশ জটিল এবং খুব সময়সাপেক্ষ ছিল। শুধুমাত্র একটি বিশেষ কামার এই ধরনের একটি কৌশল আয়ত্ত করতে পারে, যার বিশেষ মাইক্রো-কাটার, দাড়ি এবং অন্যান্য সরঞ্জাম থাকতে হবে।
তৈরি কার্নেশন পণ্য থেকে বিভিন্ন ধরনেরনখ, rivets, স্ট্যাপল এবং বিভিন্ন ফাস্টেনার, আমরা শুধুমাত্র নখ বিবেচনা করবে। XIV-XV শতাব্দীতে, প্রকৃতপক্ষে, আগের যুগে, নখের বিভিন্ন প্রকার এবং আকার পরিচিত। প্রত্নতাত্ত্বিক সংগ্রহের মধ্যে রয়েছে নির্মাণ ক্রাচ, কাটা পেরেক, ওয়ালপেপার, জুতা এবং ঘোড়ার নালের নখ। সব ধরনের নখ সবসময় সাধারণ ব্লুমারী লোহা থেকে তৈরি করা হয়েছে। কিছু ধরনের নখ গঠনমূলক পরিপূর্ণতা দ্বারা আলাদা করা হয়। উদাহরণস্বরূপ, জুতা এবং ঘোড়ার নখ, উভয় XI-XIII শতাব্দীতে এবং XIV-XV শতাব্দীতে। তারা আধুনিক জুতা এবং ঘোড়ার নালের নখের সাথে ডিজাইন এবং আকারে অভিন্ন। রড এবং মাথার নকশা, সেইসাথে XIV শতাব্দীর আধুনিক নখ এবং নখের মাত্রা। ক্ষুদ্রতম বিবরণের সাথে মেলে। সুতরাং, একটি আধুনিক এবং পুরানো রাশিয়ান জুতার পেরেকের দৈর্ঘ্য ছিল 16 মিমি, মাথার খাদের বর্গক্ষেত্রটি ছিল 2.5 × 2.5 মিমি। চামড়ার জুতাগুলির জন্য জুতার নখ এবং ঘোড়ার খুরে ঘোড়ার শু সংযুক্ত করার জন্য নখগুলি ইতিমধ্যে প্রাচীন রাশিয়ায় সবচেয়ে যুক্তিযুক্ত রূপ পেয়েছে এবং আজ অবধি বিদ্যমান রয়েছে। বিশেষায়িত নেইলারগুলির কাজের জন্য, একটি সর্বজনীন সরঞ্জাম ছাড়াও, বিশেষ আকারের পেরেকগুলির প্রয়োজন ছিল (প্রতিটি প্রকার এবং পেরেকের আকারের জন্য, একটি নির্দিষ্ট আকৃতির নেইলার প্রয়োজন ছিল) এবং আন্ডারকাট। 1262 সালে নভগোরোডিয়ানদের দ্বারা ইউরিয়েভ শহর দখলের বিশ্লেষণী গল্পে, নিহত নভগোরোডিয়ানদের মধ্যে, ছুতার ইয়াকভের উল্লেখ করা হয়েছে - "জ্যাকব দ্য সাহসী ছুতার নিহত" (নিকন ক্রনিকল) ( PSRL, vol. X, p. 143.).

XIII শতাব্দীর শেষের কাঁচি। নভগোরড। (NAE এর সংগ্রহ)।
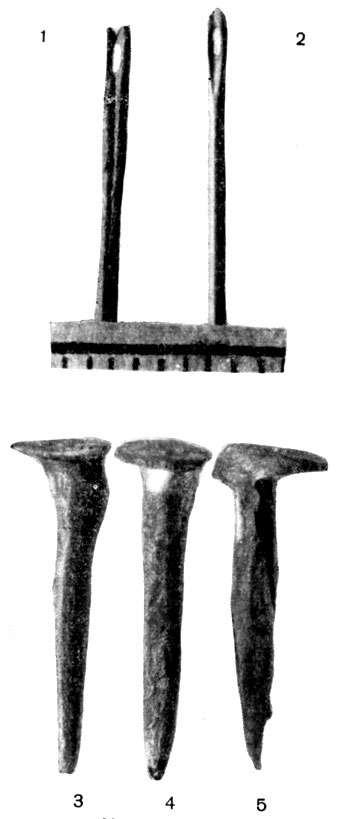
ম্যাক্রো শট: 1 - সেলাই সুই, 13 শতকের দ্বিতীয়ার্ধ, 2 - আধুনিক সেলাই সুই, 3, 4 - 14 শতকের জুতার নখ, 5 - আধুনিক জুতার পেরেক। নভগোরড। (NAE এর সংগ্রহ)।
XIV শতাব্দীর প্যাডলক এবং চাবিগুলির প্রকার।

প্রতি লুচি XIV শতাব্দীর অভ্যন্তরীণ দুর্গ। নভগোরড। (NAE এর সংগ্রহ)।
লকস্মিথ পণ্যগুলি কেবল উত্পাদন প্রযুক্তির দিক থেকেই নয়, তাদের নকশার দিক থেকেও আকর্ষণীয়। প্রাচীন রাশিয়ার তালা এবং চাবিগুলি ছিল ব্যাপক হস্তশিল্পের পণ্য যা শহর ও গ্রামের বাসিন্দাদের জীবনে ব্যাপকভাবে অন্তর্ভুক্ত ছিল; তারা বরং জটিল অবস্থানগত প্রক্রিয়া প্রতিনিধিত্ব করে। নকশার প্রধান উপাদানটি ছিল ভিন্নমুখী স্প্রিংসের একটি সিস্টেম, যা লকের কার্যকারী উপাদানের বিভিন্ন অবস্থান (শেকল এবং বোল্ট) স্থির করেছিল। সাত শতাব্দীরও বেশি সময় ধরে রাশিয়ায় অনুরূপ নকশার স্কিম সহ দুর্গ বিদ্যমান ছিল। তারা নবম শতাব্দীতে আবির্ভূত হয়েছিল। এবং 17 শতকে একটি ভিন্ন ডিজাইনের স্কিম দিয়ে দুর্গ দ্বারা প্রতিস্থাপিত হয়েছিল। XIII, XIV এবং আংশিকভাবে XV শতাব্দীতে। স্প্রিং লকগুলির সংখ্যা সবচেয়ে বেশি ছিল গঠনমূলক প্রকারএবং বিকল্প।
উদ্দেশ্যের উপর নির্ভর করে, লকগুলিকে স্থির (অভ্যন্তরীণ এবং ওভারহেড) এবং অপসারণযোগ্য (ঝুলন্ত) ভাগ করা যেতে পারে। XIII-XV শতাব্দীতে অপসারণযোগ্য তালাগুলির মধ্যে। 8 টিরও বেশি ডিজাইনের বিকল্প তৈরি করা হয়েছিল। নকশার বিকাশ লকিং স্প্রিং মেকানিজমের জটিলতার লাইন বরাবর চলে গেছে, এবং ফলস্বরূপ, কী, এবং লক বডির নির্ভরযোগ্যতাকে শক্তিশালী করেছে।
মৌলিক গঠনমূলক বিকল্পতালাটির একটি জটিল ডিভাইস ছিল: লকটিতে একটি বডি এবং একটি স্প্রিং মেকানিজম সহ একটি শেকল ছিল। শরীর দুটি শক্তভাবে আন্তঃসংযুক্ত সিলিন্ডার নিয়ে গঠিত। বড় সিলিন্ডারের দুটি বটম ছিল - শেকলের স্প্রিংগুলির সাথে সম্পর্কিত কাটআউট সহ উপরে এবং চাবিতে প্রবেশের জন্য একটি গর্ত সহ নীচে। একটি মোটা প্রান্তের শেকলটিতে বিশেষ রড (এক বা একাধিক) ছিল, যার উপর প্রান্তের দিকে ঝরনাগুলি সংযুক্ত ছিল। ধনুকের অন্য প্রান্তটি মসৃণ এবং সামান্য নির্দেশিত ছিল। তালাটি তালা দেওয়ার জন্য, বডি সিলিন্ডারে শেকল ঢোকানো হয়েছিল। ধনুকের একটি মসৃণ প্রান্তটি অবাধে ছোট সিলিন্ডারে প্রবেশ করেছে এবং অন্যটি স্প্রিংস সহ - বড় সিলিন্ডারের উপরের নীচে। যখন শেকল স্প্রিংসগুলি লক বডিতে প্রবেশ করে, তখন তারা সংকুচিত হয়েছিল (উপরের নীচের গর্তগুলির দেয়াল দ্বারা তারা সংকুচিত হয়েছিল)। কেসের মধ্যে শেকলটি সম্পূর্ণরূপে ঢোকানোর পরে, স্প্রিংসগুলি খুলে গেল এবং, উপরের নীচের দিকে তাদের প্রান্তগুলিকে বিশ্রাম দিয়ে তালাটি বন্ধ করে দিল। লকটি খোলার জন্য, একটি বিশেষ কী দিয়ে স্প্রিংগুলিকে আবার সংকুচিত করা এবং শিকলটি অপসারণ করা প্রয়োজন ছিল।
স্থির লকগুলির ডিজাইনে ভিন্ন স্প্রিংসের একই স্কিম ছিল। দুই ধরনের স্থির তালা পরিচিত: একটি দরজা লক করার জন্য বড় এবং আরেকটি বুকের জন্য অনেক ছোট।
দরজার তালাটি ধাতু এবং কাঠের সংমিশ্রণে তৈরি হয়েছিল। বিশাল লকিং বল্টু কাঠের তৈরি, এবং মেকানিজম লোহা দিয়ে তৈরি। দরজায় তালা দেওয়া কাঠের বল্টুতে স্টিলের স্প্রিং ছিল। হাত নড়াচড়ার মাধ্যমে ডেডবোল্টটি বন্ধ অবস্থানে সরানো হয়েছিল। এই সময়ে, বল্টু উপর বসন্ত সংকুচিত ছিল। যখন ডেডবোল্ট তার চরম অবস্থানে পৌঁছে, তখন স্প্রিং সোজা হয়ে যায়, মেকানিজমের স্টপ বারে লাফিয়ে পড়ে এবং লকটি লক হয়ে যায়। লকটি আনলক করার জন্য, একটি বিশেষ কী দিয়ে স্প্রিংটি সংকুচিত করা এবং বোল্টটিকে হাত দিয়ে পিছনে টানতে হবে।
বুকের জন্য ছোট প্যাচ লকগুলি ঠিক একই ডিজাইনের ছিল, তবে সম্পূর্ণ লোহা দিয়ে তৈরি।
আরও জটিল ছিল প্যাডলক তৈরির প্রযুক্তি। এই লকগুলির কিছু প্রকারের 40 টিরও বেশি পৃথক অংশ ছিল, কারণ তালাগুলি বিভিন্ন আকারে তৈরি করা হয়েছিল - বড় "শস্যদানা" থেকে ছোট পর্যন্ত 10 মিমি ব্যাস এবং 30 মিমি উচ্চতা সহ। তামার সোল্ডার দিয়ে তালার পৃথক অংশগুলি সোল্ডার করা হয়েছিল। সোল্ডারিং একটি বিশেষ ফরজে বাহিত হয়েছিল। প্রায়শই, তালার শরীর এবং শিকলের বন্ধনী ছিল তামা-ধাতুপট্টাবৃত বা টিনযুক্ত, অর্থাৎ, তারা একটি টিনের খাদ দিয়ে আবৃত ছিল। স্প্রিংস ব্যতীত তালার সমস্ত অংশ স্ট্রিপ বা রড লোহার তৈরি ছিল। খুব পাতলা লক স্প্রিংস (0.8 এবং 2 মিমি পুরু) ইস্পাত এবং লোহা থেকে ঢালাই করা হয়েছিল। লকস্মিথরা ভালভাবে সচেতন ছিল যে লকগুলির এই নকশায় সমস্ত-ইস্পাতের স্প্রিংগুলি সহজেই ভেঙে যেতে পারে, তাই বসন্তে তারা সান্দ্র লোহার সাথে ইলাস্টিক ইস্পাত একত্রিত করেছিল এবং অপারেশনে একটি নির্ভরযোগ্য অংশ পেয়েছিল।
কামারের প্রাচীনতম পেশাগুলির মধ্যে একটি ছিল বর্মধারীদের পেশা। তারা ব্যাপক প্রতিরক্ষামূলক বর্ম তৈরির জন্য দায়ী: সমস্ত ধরণের বর্ম, হেলমেট, মুখোশ এবং এর মতো। প্রাচীন কাল থেকেই নোভগোরড এবং মস্কোর কাছে ব্রোনিকভ বসতি বিদ্যমান ছিল। নোভগোরোডের কাছে মেটাতে ব্রোনিটসি গ্রামের প্রথম উল্লেখ করা হয়েছিল 1269 সালে ( এনপিএল, পৃ. 88।).
অধ্যয়নের যুগে, বিভিন্ন আকারের বৃত্তাকার এবং সমতল রিং থেকে তৈরি চেইন মেল ছাড়াও, প্লেট বর্ম ব্যাপকভাবে ব্যবহৃত হয়েছিল। তারা নোভগোরড খননের পরে পরিচিত হয়েছিল। প্লেটগুলির আকারের উপর নির্ভর করে যা বুক এবং লিখিত সেটগুলি তৈরি করে এবং তাদের বেঁধে রাখার পদ্ধতিগুলির উপর নির্ভর করে, বর্মগুলিকে বিভিন্ন ধরণের মধ্যে ভাগ করা যায়। আঁশযুক্ত বর্মটি বিস্তৃত ছিল - ছোট প্লেট যা ত্বকে সেলাই করা হয়েছিল। আয়তক্ষেত্রাকার বা বর্গাকার প্লেট (7 × 6 এবং 6 × 6 সেমি) এবং একটি প্রসারিত ট্র্যাপিজয়েডাল আকৃতির (দৈর্ঘ্য 7 সেমি, প্রস্থ 1 সেমি) প্লেট থেকে দুই ধরনের বর্ম পরিচিত।
বর্ম তৈরির প্রযুক্তি, বিশেষ করে প্লেট বর্ম, ছিল অত্যন্ত জটিল এবং মাস্টারের কাছ থেকে উচ্চ শিল্প এবং পেশাদার অভিজ্ঞতার প্রয়োজন ছিল। আঁশযুক্ত বর্মের প্লেটগুলি ইস্পাত দিয়ে তৈরি ছিল (তাদের বেধ 0.5 থেকে 1.0 মিমি পর্যন্ত)। 14-15 শতকের স্তরগুলিতে পাওয়া নভগোরড থেকে 6টি ব্লেডের মাইক্রোস্ট্রাকচারাল বিশ্লেষণে সমস্ত পাতলা অংশে একটি মুক্তা (ইস্পাত) কাঠামো প্রকাশ করা হয়েছে। বর্মের জন্য ফ্ল্যাট প্লেট ছাড়াও, কলার, কাঁধ, আর্মলেট ইত্যাদির জন্য জটিল প্রোফাইল সহ কয়েক ডজন ফিগার করা প্লেটের প্রয়োজন ছিল। বর্মের আকারের উপর নির্ভর করে তাদের আকার প্রতিবার পরিবর্তিত হয় এবং বর্মকে সবসময় নির্ভরযোগ্য, শক্তিশালী করতে হয়। , আরামদায়ক এবং যথেষ্ট হালকা, খুব পাতলা প্লেট থেকে।
চেইন মেল তৈরির প্রযুক্তি ছিল বেশ জটিল এবং শ্রমসাধ্য; এগুলি 13 থেকে 22 মিমি ব্যাস সহ ছোট ফ্ল্যাট লোহার রিং থেকে তৈরি করা হয়েছিল। কখনও কখনও রিংগুলির পৃষ্ঠটি অলঙ্কৃত ছিল। গড় উচ্চতার জন্য চেইন মেল, রিংগুলির আকারের উপর নির্ভর করে, 10-17 হাজার রিং নিয়ে গঠিত। সংযোগকারী রিংগুলি, এবং মোট সংখ্যার ঠিক 1/2 ছিল, 0.75-1.0 মিমি ব্যাস সহ রিভেট দিয়ে রিং করা হয়েছিল।
আমরা কামান ব্যবসার একটি বর্ণনা দিয়ে কামার প্রযুক্তি সম্পর্কে আমাদের বিবেচনা শেষ করব।
14 শতকের শেষ ত্রৈমাসিকে রাশিয়ায় প্রথম কামানগুলি লোহা দিয়ে তৈরি। প্রায় একশ বছর ধরে কামান লোহার তৈরি। শুধুমাত্র 70 এর দশকে। 15 শতকে একটি নতুন কৌশল প্রদর্শিত হয় - ব্রোঞ্জ থেকে বন্দুক ঢালাই। লোহা থেকে শুধু হাতের চিৎকারই নকল হতে থাকল।
15 শতকের লোহার কামান উৎপাদনের জন্য প্রযুক্তি। 1852 সালের ব্র্যান্ডেইবার্গ সংগ্রহ থেকে বিশদভাবে অধ্যয়ন করা হয়েছে (উস্তিউজনা থেকে 30টি লোহা-নকল মীন)। ম্যাক্রোস্ট্রাকচারাল অধ্যয়ন ছাড়াও, দুটি স্কুইকার মাইক্রোস্ট্রাকচারাল বিশ্লেষণের শিকার হয়েছিল ( N. E. Brandenburg দেখুন। সেন্ট পিটার্সবার্গ আর্টিলারি মিউজিয়ামের ঐতিহাসিক ক্যাটালগ, প্রথম অংশ (XV-XVII শতাব্দী)। সেন্ট পিটার্সবার্গ, 1877, পৃ. 130; আই. এ. রিভিস। দেশীয় প্রযুক্তির বিকাশের ইতিহাসের কিছু প্রশ্ন। "লেনিনগ্রাদের সাধারণ প্রযুক্তিগত বিভাগের কাজের সংগ্রহ প্রযুক্তি ইনস্টিটিউটহিমায়ন শিল্প", ভলিউম VIII. এল., 1965, পৃ. 80।) কেন্দ্রীয় এবং ব্রীচে ব্যারেলের অনুপ্রস্থ এবং অনুদৈর্ঘ্য বিভাগে মাইক্রোসেকশন তৈরি করা হয়েছিল।
15 শতকে লোহার চিৎকার। 24 থেকে 110 মিমি এবং যথাক্রমে 60 থেকে 170 কেজি পর্যন্ত বিভিন্ন ক্যালিবার তৈরি করে।
স্কুইকের ব্যারেলটি পৃথক বিভাগ - পাইপগুলি থেকে ঝালাই করা হয়েছিল। উদাহরণস্বরূপ, 50 মিমি ক্যালিবার এবং 1590 মিমি লম্বা একটি পিশাল 7টি বিভাগ থেকে ঢালাই করা হয়েছিল। প্রতিটি বিভাগ পৃথকভাবে বহু-স্তরযুক্ত করা হয়েছিল। উভয় টুইটারে মাইক্রোসেকশন দুটি ঝালাই দেখায়, অর্থাৎ সেকশন পাইপটি তিনটি স্ট্রিপ থেকে ঢালাই করা হয়েছিল।
নিম্নোক্ত ক্রমানুসারে স্কুইকারটি নকল করা হয়েছিল: লোহার বেল থেকে 7-10 মিমি পুরু স্ট্রিপগুলি নকল করা হয়েছিল, মাঝারি ক্যালিবারের একটি চিৎকারের জন্য, 3-4 কেজি বেল থেকে একটি স্ট্রিপ নকল করা হয়েছিল। প্রয়োজনীয় সংখ্যক স্ট্রিপ প্রস্তুত করে, কামার স্বতন্ত্র বিভাগ তৈরি করতে শুরু করে। একটি ওভারল্যাপ ওয়েল্ড সহ একটি পাইপ একটি বিশেষ লোহার ম্যান্ডরেলের প্রথম ফালা থেকে তৈরি করা হয়েছিল, তারপরে। এই পাইপের উপর একটি দ্বিতীয় স্ট্রিপ ঢালাই করা হয়েছিল, যার প্রান্তগুলিও ওভারল্যাপ করা হয়েছিল। দ্বিতীয় স্ট্রিপের অনুদৈর্ঘ্য ওয়েল্ডিং সীমটি প্রথম পাইপের সীমের বিপরীত দিকে অবস্থিত ছিল, অর্থাৎ, দ্বিতীয় স্ট্রিপটি প্রথমটির সীমকে ওভারল্যাপ করেছে। আরেকটি ফালা দ্বিতীয় পাইপের উপর ঝালাই করা হয়েছিল। এর প্রান্তগুলিও ওভারল্যাপ ঢালাই করা হয়েছিল। পাইপের দৈর্ঘ্য লোহার স্ট্রিপের আকার এবং ঢালাইয়ের প্রযুক্তিগত ক্ষমতার উপর নির্ভর করে তৈরি করা হয়েছিল। এটি 200 থেকে 230 মিমি পর্যন্ত ছিল। পাইপগুলির প্রান্তগুলি একটি "গোঁফ" তে নকল করা হয়েছিল, অর্থাৎ, এগুলি একদিকে - একটি অভ্যন্তরীণ কাটা দিয়ে এবং অন্য দিকে - একটি বাহ্যিক অংশ দিয়ে তৈরি করা হয়েছিল। উপযুক্ত সংখ্যক পাইপ তৈরি করে (আমাদের ক্ষেত্রে, 7), তারা ঝালাই করা শুরু করে। একটি তির্যক seam সঙ্গে ঢালাই এছাড়াও mandrel উপর একটি ওভারল্যাপ সঙ্গে বাহিত হয়। একটি সোজা ট্রাঙ্ক ঢালাই করার পরে, এটি অবশেষে বাইরের দিকে ট্রোয়েলস এবং ক্রিমপস দিয়ে শেষ করা হয়েছিল এবং ভিতরেগ্রাইন্ড ক্যালিবার ব্রিচ থেকে ব্যারেলের শেষ পর্যন্ত একটি নীচে ঢালাই করা হয়েছিল, যা 30-40 মিমি পুরু একটি শঙ্কুযুক্ত ওয়াশারের প্রতিনিধিত্ব করে। ইগনিশন গর্তের জন্য, একটি ছোট বাসা প্রথমে একটি ছেনি দিয়ে অর্ধেক প্রাচীরের পুরুত্বের গভীরতা পর্যন্ত কাটা হয়েছিল এবং তারপরে 4-6 মিমি ব্যাসের একটি গর্তকে একটি ঘুষি দিয়ে খোঁচানো হয়েছিল। এর পরে, ব্যারেলের উপর একটি সামনের দৃষ্টি স্থাপন করা হয়েছিল এবং একটি লক্ষ্যযুক্ত বার সংযুক্ত করা হয়েছিল - চিৎকারের লোহার ব্যারেল প্রস্তুত ছিল, এটি কাঠের স্টকের সাথে সংযুক্ত করার জন্য রয়ে গেছে।
লোহা-নকল টুইটারের ওয়েল্ডিং সিমের মাইক্রোস্ট্রাকচার দেখায় যে সিমগুলি খুব পাতলা এবং পরিষ্কার। এটি কামারদের উচ্চ দক্ষতার কথা বলে। এই ঝালাই করা বড় পৃষ্ঠতললোহা, এটা নিপুণভাবে আয়ত্ত করা প্রয়োজন ছিল তাপমাত্রা ব্যবস্থাঢালাই এবং দক্ষতার সাথে fluxes ব্যবহার. রাশিয়ান কামারদের লোহা ও স্টিলের জাল ঢালাইয়ের প্রযুক্তিতে ব্যাপক অভিজ্ঞতা এবং ঐতিহ্য ছিল।
বাধ্য করা হয়, খুব আকর্ষণীয় নথি পপ আপ.
আরেকটি আকর্ষণীয় গবেষণা।
রাশিয়ায় লোহার অভাব নিয়ে একটি বড় বিতর্ক ছিল। সূত্র খনন করে, আমি দুটি মতামত পেয়েছি।
একদিকে বৃহৎ দেশীয় উৎপাদন, অন্যদিকে তা থেকে লোহা ও পণ্য আমদানি। আমি মনে করি যে অভ্যন্তরীণ প্রয়োজনের জন্য যথেষ্ট লোহা ছিল, কিন্তু লোহার পণ্যগুলির একটি বড় ব্যবসার জন্য সস্তা কেনা সম্ভব ছিল (অস্ত্রগুলি পর্যালোচনা এবং ছিঁড়ে ফেলার জন্যও!) যুদ্ধে একটি বড় পরাজয় এবং সমস্ত উত্পাদনের অব্যবস্থাপনার সাথে কখনও কখনও সত্যিকারের অভাব দেখা দেয়।
স্মোলেনস্কের অন্যান্য উত্স অনুসারে, ডমনিটসা সাধারণ 0.5 -1 মিটার (অভ্যন্তরীণ স্থান) এর তুলনায় 2.5 মিটার ব্যাস ছিল, আউটপুটটি অনুরূপ ছিল ...
আমি লৌহ আকরিক নিষ্কাশনের পদ্ধতিগুলির মাধ্যমেও গুঞ্জন করব, আমি খুব আগ্রহী। লোহার অভাবের ধরণ এবং সেই অনুযায়ী, এর খরচের পরিপ্রেক্ষিতে, কেন কৃষকরা শীতকালে জলা আকরিক নিষ্কাশনের বিকাশ করেননি? যদিও এটিকে জলাভূমি বলা হয়, অনেক জলাভূমি শুকিয়ে গেছে এবং সমস্যা ছাড়াই পাওয়া যেতে পারে। ডাগআউটের উপর একটি বড় ছাদ তৈরি করার জন্য, ভিতরে দুটি চুল্লি রয়েছে, একটি ভুনা করার জন্য, অন্যটি ছানা গলানোর জন্য। এবং ডাগআউটের মূল স্থানটি গভীরতায় খনন করতে, আমি উষ্ণতা এবং আরামে আকরিক খনি! কয়লার সাথে কোন সমস্যা নেই, যদিও আপনি এটি একটি পৃথক চুল্লিতে পোড়াতে পারেন, ভাল, অন্তত একটি স্নান সেট আপ করুন! এটা অদ্ভুত দেখায়, হয়তো শুধু একটি ধ্রুবক ঝগড়া স্বাভাবিক স্থিতিশীল উত্পাদন হস্তক্ষেপ?
প্রাচীন রাশিয়ায় শিল্প ক্রিয়াকলাপের প্রধান শাখা ছিল লোহা নিষ্কাশন এবং প্রক্রিয়াকরণ। প্রাচীন রাশিয়ান জনগণের শিল্প, অর্থনীতি এবং জীবনে লোহা এবং ইস্পাত ব্যাপক এবং বিভিন্ন উপায়ে ব্যবহৃত হয়েছিল। কৃষক এবং নির্মাতার প্রধান হাতিয়ারগুলি লোহা এবং ইস্পাত দিয়ে তৈরি। রাশিয়ান সৈন্যদের সমস্ত অস্ত্রের মতো অসংখ্য বিশেষ কারিগরের সমস্ত সরঞ্জাম ইস্পাত এবং লোহা দিয়ে তৈরি ছিল। গৃহজীবনে আয়রন ব্যাপকভাবে অন্তর্ভুক্ত। শুধুমাত্র প্রত্নতাত্ত্বিক সামগ্রীর মধ্যে বর্তমানে 150 টিরও বেশি লোহা ও ইস্পাত পণ্য গণনা করা যেতে পারে ( B. A. Kolchin দেখুন। প্রাচীন রাশিয়ায় লৌহঘটিত ধাতুবিদ্যা এবং ধাতুবিদ্যা। (প্রাক-মঙ্গোল যুগ)। MIA, নং 32. M., 1953, p. 18।).
লৌহঘটিত ধাতু উত্পাদনের প্রযুক্তিগত ভিত্তি ছিল লোহা আকরিককে ধাতব লোহাতে সরাসরি হ্রাস করার প্রযুক্তি। ঢালাই লোহার আবির্ভাবের আগে প্রায় তিন হাজার বছর ধরে এই কাঁচা-লোহা প্রক্রিয়াই লোহা পাওয়ার একমাত্র উপায় ছিল; এবং রাশিয়ায় ঢালাই লোহা শুধুমাত্র 17 শতকের শুরুতে উত্পাদিত হতে শুরু করে।
কাঁচা লোহা উৎপাদন প্রক্রিয়ায়, সূক্ষ্মভাবে চূর্ণ করা লোহা আকরিক, যা পাথরের সাথে আয়রন অক্সাইডের একটি প্রাকৃতিক মিশ্রণ, প্রচুর পরিমাণে কাঠকয়লা মিশ্রিত একটি বিস্ফোরণ চুল্লিতে লোড করা হয়েছিল। চুল্লির নীচের অংশে কয়লার তীব্র দহনের ফলে, কার্বন মনোক্সাইড তৈরি হয় এবং উচ্চ তাপমাত্রায় উত্তপ্ত হয়, আকরিক এবং কয়লাকে উত্তপ্ত করে এবং তাদের সাথে একটি রাসায়নিক বিক্রিয়ায় প্রবেশ করে। এই বিক্রিয়ার শুরুতে আকরিকের আয়রন অক্সাইড লৌহঘটিত অক্সাইডে পরিণত হয়। লৌহঘটিত অক্সাইডের একটি অংশ পুনরুদ্ধার করতে থাকে, ধাতব লোহায় পরিণত হয় এবং অন্য অংশ আকরিক শিলার সাথে বিক্রিয়া করে, এটিকে স্ল্যাগ করে এবং ধাতু থেকে আলাদা করে। ফলস্বরূপ তরল স্ল্যাগ চুল্লির নীচের দিকে প্রবাহিত হয়, সেখান থেকে এটি পর্যায়ক্রমে বাইরের দিকে ছেড়ে দেওয়া হয়, এবং চুল্লির নীচে কয়লা পুড়ে যাওয়ার সাথে সাথে শক্ত অবস্থায় থাকা সূক্ষ্ম দানাগুলি ডুবে যায়, ঝালাই করে এবং একটি পিণ্ড তৈরি করে। of iron - kritsa. চুল্লি থেকে বের করা লোহার ক্র্যাকলের স্পঞ্জি ভর এখনও কিছু পরিমাণে গলিত স্ল্যাগ দ্বারা গর্ভবতী ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ MIA, নং 32, পৃ. 42।).
এটি লক্ষ্য করা আকর্ষণীয় যে প্রাচীন রাশিয়ায় লোহা উৎপাদনের হ্রাস প্রক্রিয়াটিকে "লোহা গন্ধ" বলা হত। "ওয়ার্ডস টু প্রিন্স ইয়ারোস্লাভ ভ্লাদিমিরোভিচ" এর লেখক ড্যানিল জাটোচনিক বলেছেন: "দুষ্ট স্ত্রীর সাথে থাকার চেয়ে লোহা রান্না করা আমার পক্ষে ভাল হবে" ( 12 এবং 13 শতকের সংস্করণ অনুসারে "দানিল শার্পেনারের শব্দ"। এবং তাদের পরিবর্তন.. প্রস্তুত. এন. এন. জারুবিন চাপতে। এল., ইউএসএসআরের একাডেমি অফ সায়েন্সেসের পাবলিশিং হাউস, 1932, পৃ. 16।).
ডোমনিটসা, যেখানে লোহা "সিদ্ধ" ছিল, এটি একটি স্থির কাঠামো যা দীর্ঘ সময়ের জন্য তৈরি করা হয়েছিল। "ডমনিটসা" শব্দটি প্রথম লেখকের বইয়ে উল্লেখ করা হয়েছিল শুধুমাত্র 15 শতকের শেষের দিকে, তবে অনুরূপ কাঠামোকে সম্ভবত 13 তম এবং 14 শতকে বলা হয়েছিল। ( B. A. Rybakov দেখুন। প্রাচীন রাশিয়ার কারুকাজ। এম., ইউএসএসআরের একাডেমি অফ সায়েন্সেসের পাবলিশিং হাউস, 1948, পৃ. 130।).
পুরানো রাশিয়ান ডোমনিটসার একটি খাদ-আকৃতির চুল্লি ছিল, পরিকল্পনায় গোলাকার বা সামান্য ডিম্বাকৃতি যার অভ্যন্তরীণ ব্যাস প্রায় 50-60 সেমি, কাদামাটি দিয়ে প্রলেপ দেওয়া পাথরের তৈরি, বা সম্পূর্ণরূপে মাটি দিয়ে ছিটকে পড়েছিল। এর দেয়ালের বেধ 20 সেন্টিমিটার বা তার বেশি পৌঁছেছে। চুলাটি মুচি বা কাদামাটির তৈরি একটি বিশাল ভিত্তির উপর স্থাপন করা হয়েছিল। ফার্নেস শ্যাফ্টের উচ্চতা 0.8 থেকে 1.2 মিটার পর্যন্ত পরিবর্তিত হয়। চুল্লির খাদটি একটি উঁচু ছাঁটা শঙ্কুর আকৃতির মতো ছিল। উপরের অংশে, এর অভ্যন্তরীণ ব্যাস 15-25 সেন্টিমিটার দ্বারা ছোট করা হয়েছিল। চুল্লির সামনের দেওয়ালে খাদের নীচের স্তরে একটি চুলার গর্ত ছিল, যার মাধ্যমে চুল্লিতে লোড করা কয়লা প্রজ্বলিত হত; এই ছিদ্র দিয়ে, বেলোর অগ্রভাগ ঢোকানো হয়েছিল এবং সমাপ্ত বেলগুলি বের করা হয়েছিল। বাইরে থেকে, চুলাকে মাটির বিছানা দিয়ে মজবুত করা হত বা মাটি দিয়ে আচ্ছাদিত কাঠের ফ্রেমের আবরণে আবদ্ধ করা হত ( A. A. Gaiduk দেখুন। ইয়াকুটস্ক অঞ্চলে কাঁচা লোহার উৎপাদন। ZhRMO, সেন্ট পিটার্সবার্গ, 1911, নং 3, পৃ. 293।).
প্রাক-মঙ্গোলীয় যুগে এবং সম্ভবত XIII এবং XIV শতাব্দীতে। একটি চুলা দিয়ে তৈরি ডমনিটি ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ MIA, নং 32, পৃ. 26।), তবে ধাতুবিদ্যা উৎপাদনের বিকাশের সাথে, সম্ভবত 14 শতকের দ্বিতীয়ার্ধ থেকে। Domnitsa ইতিমধ্যে দুটি চুল্লি সঙ্গে নির্মাণ শুরু. 15 শতকের একেবারে শেষের দিকে সংকলিত নভগোরোড লেখকের বই, "পুরানো চিঠি" উল্লেখ করে, প্রায়শই উল্লেখ করে "তাদের একটি ঘর এবং দুটি চুলা আছে", এবং তারপরে আমরা প্রতিবেশীর বাড়ি সম্পর্কে পড়ি: "তাদের একটি বাড়ি আছে। , এবং চুলা এক w" ( এনপিকে, ভলিউম III, পৃ. 609।) পরবর্তী শতাব্দীতে, ডমনিসা আরও বেশি সংখ্যক চুল্লি দিয়ে তৈরি করা হয়েছিল। উদাহরণস্বরূপ, 17 শতকে সলোভেটস্কি মঠে। সেখানে একটি "ডোমনিসা ছিল, এতে চারটি চুল্লি রয়েছে, যেখানে আকরিক থেকে ব্লুমরি লোহা ফুটানো হয়" ( একটি. পপভ। 17 শতকে সলোভেটস্কি মঠের খনন। (উত্তরে খনির ইতিহাসের উপর)। BS-VOBK, Arkhangelsk, 1926, No. 2, p. 32।).
দুটি চুল্লি সহ একটি ডমনিটসা হল একটি কাঠামো যা জোড়া সাধারণ খাদ-আকৃতির চুল্লিগুলির সমন্বয়ে মাটির ব্যাকফিল সহ একটি সাধারণ কাঠের ফ্রেমে আবদ্ধ থাকে। তারা আরও উত্পাদনশীল ছিল, যেহেতু লোহা দুটি চুল্লিতে সিদ্ধ করা হয়েছিল। উপরন্তু, একটি চুল্লি মেরামতের সময়, অন্য কাজ করতে পারে।
চুল্লি ছাড়াও বাড়ির সবচেয়ে গুরুত্বপূর্ণ ইউনিটটিও একটি ব্লোয়ার ছিল। ডোমনিটসা চুল্লিতে লোহা উৎপাদনের জন্য, মোটামুটি উচ্চ তাপমাত্রা বজায় রাখা প্রয়োজন এবং প্রায় 1 মিটার উঁচু আকরিক এবং কয়লার একটি স্তম্ভ ভেঙ্গে যেতে সক্ষম গ্যাসের একটি তীব্র খসড়া বজায় রাখা প্রয়োজন। ধাতব লোহায় আয়রন অক্সাইড হ্রাস করার প্রক্রিয়াটি এগিয়ে যায়। বরং কম তাপমাত্রায়: 400 থেকে 900 ° পর্যন্ত। চুল্লিতে হ্রাস প্রক্রিয়া ছাড়াও, আকরিক শিলা থেকে ধাতুকে আলাদা করা প্রয়োজন, অর্থাৎ, এটিকে স্ল্যাগে পরিণত করুন: এর জন্য উচ্চ তাপমাত্রার প্রয়োজন। লৌহঘটিত অক্সাইড সহ আকরিক শিলার স্ল্যাগিং প্রায় 1200°C তাপমাত্রায় শুরু হয়। এবং যেহেতু পাথরের স্ল্যাগিং বা এর গলে যাওয়া শুধুমাত্র লৌহঘটিত অক্সাইড দ্বারা সঞ্চালিত হয়, তাই এটি প্রয়োজনীয় যে এই ধরনের উচ্চ তাপমাত্রা চুল্লির শ্যাফ্টের পুরো আয়তনে হওয়া উচিত। যদি চুল্লিতে তাপমাত্রা কম হয়, তবে আয়রন অক্সাইড থেকে তৈরি লৌহঘটিত অক্সাইড ধাতব লোহায় পরিণত হবে, যার দানা আকরিকের গলিত শক্ত পাথরের ভিতরে থাকবে। চুল্লির নীচের অংশে, যেখানে লোহার পৃথক দানা জমা হয়, সেগুলিকে ঢালাই অবস্থায় আনতে, তাপমাত্রা আরও বেশি হতে হবে (প্রায় 1300-1400 °)।
এই ধরনের উচ্চ তাপমাত্রা পাওয়ার জন্য, প্রাচীন রাশিয়ান ধাতুবিদরা শক্তিশালী কৃত্রিম বিস্ফোরণ ব্যবহার করেছিলেন। লোহা গলানোর ক্ষেত্রে এটাই ছিল সবচেয়ে সময়সাপেক্ষ কাজ। একই ড্যানিল জাটোচনিক লিখেছেন: "আগুন লোহার ইগনিশন তৈরি করে না, বরং ব্যাগের ফুসফুস তৈরি করে" ( 12 এবং 13 শতকের সংস্করণ অনুসারে "দানিল শার্পেনারের শব্দ"। এবং তাদের পরিবর্তন, পৃ. 19।).
ব্লোয়িং ডিভাইসটিতে দুটি ব্লোয়ার বেলোর সমন্বয়ে গঠিত, বাতাসকে জোর করে, তাদের গতিশীল করার জন্য লিভার ডিভাইস এবং অবাধ্য অগ্রভাগ, যা চুল্লিতে বায়ু জেট সরবরাহ করে। ধাতুবিদ্যা প্রযুক্তির স্থিতিশীল ঐতিহ্যগুলিকে চিহ্নিত করার জন্য, এটি লক্ষ্য করা আকর্ষণীয় যে 10-15 শতকের সমস্ত প্রাচীন রাশিয়ান অগ্রভাগের জন্য বিস্ফোরণ চ্যানেলের নকশা এবং মাত্রা। ঠিক একই ছিল। তাদের চ্যানেলের ব্যাস 22 থেকে 25 মিমি পর্যন্ত ছিল ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ MIA, নং 32, পৃ. 33।).
ডোমনিসাতে লোহা উৎপাদনের জন্য উপযুক্ত লোহা আকরিকগুলি রাশিয়ার ভূখণ্ডের প্রায় সর্বত্র বিতরণ করা হয়েছিল ( B. A. Rybakov দেখুন। যুক্তরাজ্য cit., p. 124.) রাসায়নিক গঠনের ক্ষেত্রে, তারা প্রধানত বাদামী লোহা আকরিক (লিমোনাইট) ছিল। উৎপত্তির উপর নির্ভর করে, আকরিক তিনটি প্রধান প্রকারে পাওয়া যায়: বাদামী লোহা আকরিক যথাযথ, জলাভূমি বা মেডো আকরিক এবং লেক আকরিক। সর্বাধিক ব্যাপকভাবে ধাতুবিদরা মার্শ, বা তৃণভূমি, আকরিক ব্যবহার করেছিলেন।
কাঁচা-বিস্ফোরণ প্রক্রিয়ার জন্য, যা উচ্চ-লোহার স্ল্যাগ তৈরি করে, প্রচুর পরিমাণে লোহা সমৃদ্ধ আকরিকের প্রয়োজন হয়, যেহেতু লোহার একটি বৃহৎ রূপান্তর লোহা উৎপাদনের প্রক্রিয়ার কারণেই ঘটে, যেখানে আকরিক শিলার স্ল্যাগিং ছিল। লৌহঘটিত অক্সাইড সঙ্গে বাহিত. একটি উচ্চ ঘনত্ব প্রাপ্ত করার জন্য, "ফুটন্ত" লোহার আকরিকগুলি প্রাচীন রাশিয়ান ধাতুবিদদের দ্বারা সমৃদ্ধ হয়েছিল, অর্থাৎ, তারা তাদের থেকে বর্জ্য শিলা অপসারণ করেছিল।
কাঁচা চুল্লিতে লোহা উৎপাদনের জন্য এই অপারেশনটি একটি অত্যন্ত গুরুত্বপূর্ণ প্রযুক্তিগত শর্ত। আকরিক সমৃদ্ধ করার জন্য নিম্নলিখিত পদ্ধতিগুলি ব্যবহার করা হয়েছিল: শুকানো (আবহাওয়া), রোস্টিং, চূর্ণ করা এবং বাতাস করা।
একটি কাঁচা-রক্ত চুল্লিতে দহনের সময় উচ্চ তাপমাত্রা এবং প্রচুর পরিমাণে কার্বন মনোক্সাইড শুধুমাত্র উচ্চ-ক্যালোরি জ্বালানী দ্বারা উত্পাদিত হতে পারে। একই সময়ে, জ্বালানীও সহজে উত্তোলনযোগ্য হওয়া উচিত। প্রাচীন রাশিয়ায় এই জাতীয় জ্বালানী ছিল কাঠকয়লা। বনের প্রাচুর্য এবং কয়লা পোড়ানোর সহজতা রাশিয়ান ধাতুবিদ্যাকে সস্তা এবং উচ্চ মানের জ্বালানী সরবরাহ করেছিল। কয়লার জন্য কাঠ পোড়ানো কয়লার গর্তে জঙ্গলে চালানো হত।
প্রাচীন রাশিয়ায় লোহা উৎপাদন সর্বদা গ্রামীণ এবং গ্রামীণ বাসিন্দাদের দ্বারা পরিচালিত হয়েছে। ধাতুবিদ্যা উৎপাদনের বিকাশের জন্য সবচেয়ে অনুকূল পরিস্থিতি, স্বাভাবিকভাবেই, যেখানে কয়লা পোড়ানোর জন্য উপযুক্ত জলাভূমি, বা তৃণভূমি, আকরিক, বনের সমৃদ্ধ এবং সহজলভ্য আমানত ছিল। এই ধরনের জায়গায়, ধাতুবিদ্যা উৎপাদনের বড় কেন্দ্রগুলি গঠিত হয়েছিল, যা শহুরে কামারদের জন্য বিস্তৃত বাজারে লোহা সরবরাহ করেছিল। XV শতাব্দীতে। বেশ কয়েকটি বড় লোহা-কার্যকর অঞ্চল ছিল। তাদের ঘটনার সময় অজানা। ফিনল্যান্ডের উপসাগরের উপকূলে ভোডস্কায়া পাইটিনা, উস্তুজনা-ঝেলেজনোপোলস্কায়া অঞ্চল, বেলোজারস্কি টেরিটরি, জাওনেঝিয়ে এবং টিখভিন এবং ওলোনেটের মধ্যবর্তী অঞ্চলে ধাতুবিদ্যা কেন্দ্রগুলি গঠিত হয়েছিল।
1500 এবং 1504-1505 সালের ভোডস্কায়া পাইটিনার নোভগোরোড লেখকের বই, যা সম্পূর্ণ থেকে অনেক দূরে আমাদের কাছে এসেছে, লুগা উপসাগরের পূর্ব উপকূল থেকে 30-40 কিলোমিটারের একটি সংকীর্ণ স্ট্রিপে প্রবাহিত একটি ছোট অঞ্চলের উল্লেখ রয়েছে। স্থানীয় গ্রামের কৃষকদের 204টি বাড়িঘর বসেছে। ডোমনিটসার মালিকরা - প্রায়শই বেশ কয়েকটি পরিবারের একটি ডোমনিটসার মালিকানা ছিল - যদিও তারা কৃষিকাজের সাথে সম্পর্ক ছিন্ন করেনি (লেখকের বই খুব কমই যে কোনও গজকে আনপ্লাউড বলে), তারা আসলে মূলত লোহা উত্পাদনে নিযুক্ত ছিল। এটি তাদের বকেয়া আয়রনের বড় অনুপাত দ্বারা প্রমাণিত হয়। ডোমনিকি, যেমন কৃষক ধাতুবিদদের লেখকের বই বলা হয়, তারা তাদের নিজস্ব জমিতে আকরিক খনন করতেন, অর্থাৎ সম্প্রদায়ের অন্তর্গত, বা রাজকীয় বা অন্যান্য দেশে ভ্রমণ করেছিলেন। পরবর্তী ক্ষেত্রে, তারা জমির মালিকদের "স্প্ল্যাটার" প্রদান করেছিল - আকরিক খননের অধিকারের জন্য একটি ভাড়া। ডমনিকভের পাওনা লোহার সাথে এবং আংশিকভাবে পণ্যের সাথে গিয়েছিল।
এই এলাকায় লোহার বার্ষিক উৎপাদনের আনুমানিক আয়তনের কল্পনা করার জন্য, এটি উল্লেখ করা যথেষ্ট যে "পুরানো আয়" অনুযায়ী, অর্থাৎ, 1500 সালের আদমশুমারির আগে quitrent, খাদ্য ছাড়াও, প্রতিটি বাড়ির ধাতুবিদও। লোহা দিয়ে অর্থ প্রদান করা হয় - প্রতি বছর বেশ কয়েকটি ক্রিট থেকে 110 ক্রিট পর্যন্ত ( NPK, ভলিউম III, pp. 501, 908, 916, ইত্যাদি) যদি শর্তসাপেক্ষে ধরে নেওয়া হয় যে প্রতিটি ব্লাস্ট ফার্নেস বছরে 300টি পর্যন্ত বিস্ফোরণ ঘটাতে পারে (এটি বেশ বাস্তবসম্মত এমনকি যদি চুল্লিটি শুধুমাত্র 3-4 শীতের মাসে লোড করা হয়), তাহলেও ব্লাস্ট ফার্নেসের মোট উত্পাদনশীলতা শুধুমাত্র লুগায় বে প্রায় 60,000 বিস্ফোরণ হবে, বা ওজন দ্বারা অনুবাদে (সে সময়ে প্রায় 3 কেজি তৈরি করা হয়েছিল) 11,000 পাউন্ডের বেশি লোহা।
এই এলাকায় লোহা তৈরির উৎপাদনও আগের সময়ে গড়ে উঠেছিল। এটি প্রত্নতাত্ত্বিক উপকরণ দ্বারা প্রমাণিত। উদাহরণস্বরূপ, 1500 সালের ক্যাডাস্ট্রাল বইয়ে উল্লিখিত জাওজারিয়ে গ্রামের কাছে, যার বাসিন্দাদের 5টিরও বেশি বাড়ি ছিল, 1948 সালে প্রত্নতাত্ত্বিক অনুসন্ধানের সময়, ধাতব উত্পাদনের সাথে যুক্ত বেশ কয়েকটি বস্তুর সন্ধান পাওয়া যায়। তাদের মধ্যে, 12 তম থেকে 13 শতকের শুরুতে একটি পনির-ফুঁকানো চুলা সম্পূর্ণরূপে খনন করা হয়েছিল। ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ এমআইএ, নং 32, পৃ. 28।).
14-15 শতকে ভোডস্কায়া পাইটিনার ধাতুবিদদের দ্বারা উত্পাদিত প্রচুর লৌহঘটিত ধাতু, আগের সময়ের মতো, নোভগোরড এবং পসকভ এসেছিল, যেখানে বিশেষ কামাররা গ্রামের জন্য ইস্পাত এবং লোহার সরঞ্জাম, অস্ত্র এবং গৃহস্থালীর সরঞ্জাম তৈরি করেছিল। শহর লোহার কিছু অংশ ইস্পাতে রূপান্তরের জন্য স্ট্যাকারে গিয়েছিল।
লোহার ফাটল, রান্না শেষ হওয়ার পরে বিস্ফোরণ চুল্লি থেকে বের করা হয়েছিল, একটি আলগা স্পঞ্জি গঠন ছিল এবং তরল স্ল্যাগ দ্বারা গর্ভবতী ছিল। এই কৃত্সা অবিলম্বে, যখন এটি এখনও ঢালাই তাপে উত্তপ্ত ছিল, তখন এটিকে স্ল্যাগ থেকে মুক্ত করার জন্য নকল করা হয়েছিল এবং অবশেষে লোহাটিকে একচেটিয়া অংশে ঢালাই করা হয়েছিল। প্রাচীন রাশিয়ান ক্রিটজের ওজন 2 থেকে 6 কেজি পর্যন্ত ছিল। XIII শতাব্দীর দ্বিতীয়ার্ধের স্তরগুলিতে নভগোরোডে পাওয়া গেছে। এবং 14 শতকের শুরুতে। লোহার বারগুলির ওজন ছিল 2.76; 2.65 এবং 2.92 কেজি ( B. A. Kolchin দেখুন। নোভগোরড দ্য গ্রেটের লোহার কারুকাজ। (পণ্য, প্রযুক্তি)। এমআইএ, নং 65. এম, 1959, পৃ. 12।) ধাতুবিদরা পণ্য ক্রিতসাকে একটি গোলাকার, কেকের মতো আকৃতি দিয়েছিলেন। সংকুচিত এবং ঢালাই করা ছানাটি আধা-সমাপ্ত পণ্য বিভাগে চলে গেছে।

গৃহকর্মীর বিশেষ সরঞ্জামগুলি ছিল বরং ছোট এবং একটি সাধারণ যন্ত্রের। শুধুমাত্র চিমটি ধাতু দিয়ে তৈরি - বড়, লম্বা হাতল এবং বৈশিষ্ট্যযুক্ত: চোয়াল আঁকড়ে ধরার জন্য বড় গোলাকার ঠোঁট। চিৎকারকারী মাইটগুলির দৈর্ঘ্য 84 সেন্টিমিটারে পৌঁছেছে। বড় চিৎকারের ঘেরের জন্য বৃত্তাকার ঠোঁটের একটি মুখ ছিল 16.5 সেমি। হাতুড়ি, যা দিয়ে কান্না নকল করা হয়েছিল, সম্পূর্ণভাবে কাঠের বা একটি পাথরের স্ট্রাইকার দিয়ে তৈরি। এ্যাভিল ছিল একটি পাথর বা কাঠের ব্লক ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ MIA, নং 32, পৃ. 43।).
প্রাচীন রাশিয়ায় লোহার পাশাপাশি কার্বন ইস্পাত ব্যাপকভাবে ব্যবহৃত হত। কাটা এবং কাটার সরঞ্জাম, অস্ত্র এবং অসংখ্য সরঞ্জামের কাজের উপাদানগুলি ইস্পাত (লোহা এবং কার্বনের সংকর ধাতু) দিয়ে তৈরি। লোহার সাথে তুলনা করে, ইস্পাত শারীরিক এবং যান্ত্রিক বৈশিষ্ট্য উন্নত করেছে। ইস্পাতে কার্বন সামগ্রীর বৃদ্ধি এর কঠোরতা এবং শক্তি বাড়ায়, তবে তাপ চিকিত্সার মাধ্যমে এর গুণমান বিশেষত উল্লেখযোগ্যভাবে উন্নত হয়। নিভানো এবং নিভিয়ে ফেলা এবং টেম্পারিং কঠোরতা বাড়ায় এবং ইস্পাতের অন্যান্য যান্ত্রিক বৈশিষ্ট্যগুলিকে উন্নত করে।
প্রাচীন রাশিয়ার ইস্পাত পণ্যগুলির একটি ভর কাঠামোগত বিশ্লেষণে দুটি ধরণের ইস্পাত প্রকাশ করা হয়েছিল যা রাশিয়ান কামাররা ব্যবহার করত। প্রথম ধরনের সিমেন্ট করা (স্ট্যুড) ইস্পাত একটি একজাতীয় কাঠামো এবং কার্বন ধাতুর ভর জুড়ে সমানভাবে বিতরণ করা হয়। দ্বিতীয় প্রকার হল ফেরিটিক (বিশুদ্ধভাবে লোহা) ক্ষেত্র এবং কার্বনের বিভিন্ন ঘনত্ব সহ ভিন্ন ভিন্ন কাঠামোর ওয়েল্ডিং ইস্পাত।
দুই ধরনের ইস্পাত কাঠামো দুটি উৎপাদন পদ্ধতি, এর উৎপাদনের জন্য দুটি ভিন্ন প্রযুক্তি।
কার্বারাইজড ইস্পাত উৎপাদনের প্রথম পদ্ধতিটি প্রাচীন রাশিয়ায় সুপরিচিত ছিল। প্রাথমিক প্রস্তুতির পরে, একটি কার্বুরেটর একটি অবাধ্য পাত্রে (মাফল-পাত্র) ঢেলে দেওয়া হয়েছিল, যা মাটির তৈরি, - সাধারণত কোনও সংযোজন (পটাশ, লবণ) সহ সূক্ষ্মভাবে চূর্ণ করা কাঠকয়লা; তারপরে লোহাটিকে ছোট বার, স্ট্রিপ বা অন্যান্য আধা-সমাপ্ত পণ্যের আকারে পাত্রে স্থাপন করা হয়েছিল এবং একই কার্বুরেটর দিয়ে শীর্ষে ভরাট করা হয়েছিল। জাহাজটি বন্ধ করে একটি জাল বা চুল্লিতে স্থাপন করা হয়েছিল যা এই উদ্দেশ্যে বিশেষভাবে তৈরি করা হয়েছিল এবং আগুন বেশ দীর্ঘ সময়ের জন্য বজায় রাখা হয়েছিল। 910° এর সামান্য উপরে তাপমাত্রায়, যখন মাফেল, কয়লা এবং লোহা উত্তপ্ত হয়, তখন কয়লা থেকে কার্বন লোহাতে ছড়িয়ে পড়ে, এটি একটি লোহা-কার্বন সংকর, ইস্পাতে পরিণত হয়। ওয়েল্ডিং ইস্পাত উৎপাদনের দ্বিতীয় পদ্ধতিতে, একটি লোহার কৃতসা একটি প্রচলিত ফোর্জে স্থাপন করা হয়েছিল, কাঠকয়লা দিয়ে আবৃত এবং উত্তপ্ত করা হয়েছিল। 900° এর সামান্য উপরে তাপমাত্রায়, কার্বন লোহার মধ্যে ছড়িয়ে পড়ে। একটি নির্দিষ্ট সময় পরে, মাস্টার ফরজ থেকে কৃতশা বের করে জলে বা তুষারে ঠান্ডা করলেন। দ্রুত শীতল হওয়া মুকুটের ইস্পাত পৃষ্ঠ শক্ত হয়ে যাওয়া এবং ভঙ্গুরতা পেয়েছে। এর পরে, হাতুড়ি বা অন্যান্য সরঞ্জামের আঘাতে হাতুড়ি থেকে ভঙ্গুর ইস্পাতের ভূত্বকটি আলাদা করা হয়েছিল। পুরো মুকুটটি স্টিলের প্লেটে পরিণত না হওয়া পর্যন্ত অনুরূপ অপারেশন করা হয়েছিল, তারপরে এই প্লেটগুলি বারগুলিতে স্থাপন করা হয়েছিল এবং স্বাভাবিক উপায়ে ঝালাই করা হয়েছিল ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ MIA, নং 32, পৃ. 51।).
XIV-XV শতাব্দীতে ইস্পাত উৎপাদন। বিশেষ কারিগর দ্বারা পরিচালিত। এই পেশার নাম "ওয়ে" শব্দটি থেকে এসেছে (যেমন কিছু ইস্পাত গ্রেড সেই সময়ে বলা হত)। আমরা স্ট্যাকারদের কর্মশালাও জানি। একাদশ, XII এবং XV শতাব্দীর স্তরে নভগোরোডে। স্তরগুলির ধ্বংসপ্রাপ্ত উত্পাদন কর্মশালাগুলি খোলা হয়েছিল, যেখানে, উত্পাদন প্রকৃতির স্বাভাবিক সন্ধানের পাশাপাশি (স্ল্যাগ, কয়লা, ধাতুর টুকরো ইত্যাদি), অবাধ্য মাফলগুলিও পাওয়া গেছে। সে সময়ের সাধারণ রান্নাঘরের পাত্রের কাছাকাছি তাদের আকৃতি ছিল ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ MIA, নং 65, পৃ. 13।).
14-15 শতকের ইস্পাত সহ পুরানো রাশিয়ান ইস্পাত, বেশিরভাগই হাইপোইউটেক্টয়েড ছিল, অর্থাৎ কার্বনের পরিমাণ 0.9% এর বেশি ছিল না। সর্বাধিক সাধারণ ছিল 0.5-0.7% কার্বন সামগ্রী সহ মাঝারি কার্বন ইস্পাত।
লৌহঘটিত ধাতুর একটি বিশাল ভর প্রধানত বিশেষায়িত শহুরে কামারদের দ্বারা পণ্যগুলিতে নকল করা হয়েছিল। গ্রামীণ কামারদের অংশ, যার মধ্যে রাশিয়ার গ্রাম ও গ্রামে প্রচুর পরিমাণে ছিল, "যেকোনো কামার" (16-17 শতকের পরিভাষা)-এর জন্য দায়ী - সমস্ত ধরণের লোহা কৃষিকাজের উত্পাদন, মেরামত এবং পরিবর্তন। পরিবারের যন্ত্রপাতি।
আমরা কামারের সরঞ্জাম এবং সরঞ্জামগুলির পর্যালোচনা দিয়ে লোহার কাজের নৈপুণ্যের বর্ণনা শুরু করব।
ফোরজের প্রধান সরঞ্জামগুলি একটি ফরজ এবং বেলো নিয়ে গঠিত। মধ্য XV এর সূত্র! ভিতরে. উল্লেখ: "তারা একটি জাল স্থাপন করেছে এবং একটি জাল তৈরি করেছে" ( এন কে নিকোলস্কি। কিরিলো-বেলোজারস্কি মঠ এবং এর কাঠামো 17 শতকের দ্বিতীয় চতুর্থাংশ পর্যন্ত। (1397-1625), না। 2. সেন্ট পিটার্সবার্গ, 1910, পৃ. 97।) শিংটি ছিল একটি ব্রেজিয়ার যা একটি প্রান্তে একটি প্রাচীর সহ একটি অ্যাডোব বা পাথরের উচ্চতায় অবস্থিত। চুলার দেয়ালের কাছে কয়লা এবং উত্তপ্ত ফোরজিংসের জন্য একটি ছোট অবকাশ ছিল। এই অবকাশের মধ্যে, প্রাচীরের মধ্য দিয়ে যাওয়ার সময়, একটি কাদামাটির অগ্রভাগ বেরিয়ে এসেছিল, যার মাধ্যমে কয়লায় বাতাস আনা হয়েছিল। অগ্রভাগগুলি দ্রুত পুড়ে যায় এবং প্রায়শই পরিবর্তিত হয়। XVI শতাব্দীর সূত্রে। এটি বলে: "ফরজে এক ডজন স্নট কেনা হয়েছিল, 3টি অ্যালটিন 2 ডেঙ্গি দেওয়া হয়েছিল" ( RIB, vol. XXXVII, p. 119।).
কামারের হাতিয়ারের মধ্যে থাকত একটি অ্যাভিল, একটি হাতুড়ি, একটি হাতুড়ি, চিমটি, ছেনি এবং বার্বস। এছাড়াও, কামারদের নেইলার, আন্ডারকাট, ক্রিম্প, লাইনিং, ডাইস, ফাইল, ভিস এবং বৃত্তাকার গ্রিন্ডস্টোন ছিল।
এ্যাভিল হল একটি শক্ত সাপোর্ট যার উপর দিয়ে পণ্যের জাল করা হয়। কামারের অ্যাভিলটি সম্পূর্ণ আধুনিক চেহারা ছিল - একটি ফ্ল্যাট শীর্ষ এবং একটি বহির্মুখী প্রসারিত শিং সহ একটি বিশাল দীর্ঘায়িত বার। অ্যাভিলের নীচের অংশে, কীলক-আকৃতির প্রক্রিয়াটি একটি কাঠের ব্লকে চালিত হয়েছিল। অ্যাভিলের ওজন 15 কেজি পৌঁছেছে ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ MIA, নং 32, পৃ. 59।) লকস্মিথরা, সেইসাথে জুয়েলার্স, ছোট আকার এবং ওজনের অ্যাভিলগুলিতে কাজ করত।
হাতুড়ি - forging সময় আঘাত করার জন্য একটি হাতিয়ার। হাতুড়িগুলিকে 1 কেজি পর্যন্ত হাতুড়ি-হ্যান্ডব্রেকে এবং 1 কেজির বেশি হাতুড়ি-স্লেজহ্যামারগুলিতে ওজন দ্বারা আলাদা করা হয়েছিল।
কামারের চিমটি, যেগুলি দিয়ে কামার তার হাতে লাল-গরম লোহা ধরেছিল, তাকে একটি বৃহৎ (বড় নকলের জন্য) এবং মাঝারি এবং ছোট জিনিসগুলির জন্য ভালভাবে লাগানো ঠোঁটের সাথে ছোট এক হাতের চিমটিগুলির একটি গ্রুপে ভাগ করা যেতে পারে। আকার এবং আকার পরিপ্রেক্ষিতে। বড় টিক্সের গড় দৈর্ঘ্য 40 থেকে 55 সেমি। ছোট টিকের গড় আকার প্রায় 20 সেমি।
সমস্ত পিন্সার, সেইসাথে হাতুড়ি এবং অ্যাভিলগুলি সাধারণ ব্লুমরি লোহা থেকে তৈরি করা হয়েছিল।
একটি ছেনি একটি কীলক আকৃতির কাটিয়া টুল। একটি ছেনি দিয়ে কাজ করার সময়, একটি হাতুড়ি দিয়ে এটিতে একাধিক আঘাত প্রয়োগ করা হয়; দুই ধরনের চিসেল ছিল: ধাতুর গরম কাটার জন্য একটি ছেনি এবং ঠান্ডা কাটার জন্য একটি ছেনি। ছেনিটির কাটা ফলকটি স্টিলের তৈরি ছিল।
বার্বস - ফোরজিংসের গর্তগুলিতে খোঁচা দেওয়ার জন্য সরঞ্জামগুলির একটি সূক্ষ্ম প্রান্ত সহ একটি দীর্ঘায়িত রডের আকার ছিল, যা ইস্পাত দিয়ে তৈরি এবং তাপ চিকিত্সা করা হয়েছিল।
কামারদের বিশেষ সরঞ্জাম থেকে, আমরা পেরেক মেশিন এবং ফাইল বর্ণনা করব। পেরেক কারিগররা পেরেকের মাথা এবং রিভেট তৈরি করতে কামারদের ব্যবহার করত। এগুলি হল এক বা একাধিক বৃত্তাকার এবং বর্গাকার ছিদ্র সহ পুরু তক্তা প্লেট, যার উপর পেরেকের মাথাগুলি বিপর্যস্ত এবং riveted ছিল। 14 শতকের একেবারে শেষের দিকে নভগোরোডে একটি ভালভাবে সংরক্ষিত পেরেক-ঘর পাওয়া গেছে। কামারের বাড়িতে এটি একটি পুরু প্লেট 215 মিমি লম্বা, 34 মিমি চওড়া এবং 19 মিমি পুরু। এতে বিভিন্ন আকারের ৪টি ছিদ্র ছিল।
মেটালওয়ার্কিং কারিগরদের জন্য সবচেয়ে জটিল বিশেষ হাতিয়ার ছিল একটি ফাইল। এটি একটি ঠান্ডা অবস্থায় ধাতু ফাইল করার জন্য পরিবেশিত হয় এবং ব্যাপকভাবে নদীর গভীরতানির্ণয় ব্যবহৃত হয়। এটি তার পৃষ্ঠের উপর দাঁত কাটা এবং হ্যান্ডেলের জন্য একটি হাতল সহ বিভিন্ন বিভাগের একটি দীর্ঘ বার আকারে একটি সরঞ্জাম। ফাইল ব্লেডের দৈর্ঘ্য 68 থেকে 135 মিমি পর্যন্ত। আমাদের পরিচিত সমস্ত ফাইলের দাঁতের খাঁজটি ম্যানুয়াল, একক-সারি - উভয়ই সোজা, এবং তির্যক এবং ক্রস। বর্তমানে, 40 টিরও বেশি প্রাচীন রাশিয়ান ফাইল পরিচিত। ফাইলগুলি ইস্পাত দিয়ে তৈরি এবং তাপ চিকিত্সার বিষয় ছিল - শক্ত হয়ে যাওয়া। উদাহরণস্বরূপ, 14 শতকের দ্বিতীয়ার্ধের সাংস্কৃতিক স্তরে নভগোরোডে পাওয়া একটি ফাইল তিনটি ইস্পাত স্ট্রিপ দিয়ে তৈরি - বাইরেরটি উচ্চ-কার্বন ইস্পাত দিয়ে তৈরি (কার্বনের পরিমাণ প্রায় 0.8%) এবং ভিতরেরটি কম কার্বন ইস্পাত দিয়ে তৈরি। ধাতুটির কাঠামোগত অবস্থা ট্রোস্টাইটের সাথে মার্টেনসাইট, অর্থাৎ, ফাইলটিকে শক্ত করা হয়েছিল এবং তারপরে একটি ছোট ছুটি দেওয়া হয়েছিল ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ এমআইএ, নং 65, পৃ. 18।).
ধাতুর যান্ত্রিক প্রক্রিয়াজাতকরণের একটি ধরন হল এমরি পাথর চালু করা। বেশিরভাগ উচ্চ-মানের পণ্যগুলির জন্য, নকল করার পরে, পৃষ্ঠটি পাথরের উপর প্রক্রিয়াজাত করা হয়েছিল এবং কিছু পণ্যের জন্য, এমনকি ফর্মের কাঠামোগত উপাদানগুলিকে একটি সাধারণ বা চিত্রিত পাথর দিয়ে পরিণত করা হয়েছিল। ফাইল প্রসেসিং ছাড়াও লৌহঘটিত ধাতুর ঠান্ডা কাজ করার জন্য এটিই একমাত্র প্রযুক্তিগত অপারেশন। অতএব, একটি ম্যানুয়াল বা ফুট ড্রাইভ সহ একটি নাকাল চাকা কামারের কর্মশালায় একটি খুব গুরুত্বপূর্ণ ডিভাইস হয়ে উঠেছে। প্রত্নতাত্ত্বিক উপাদানগুলির মধ্যে, বিশাল গোলাকার গ্রিন্ডস্টোনগুলির বেশ কয়েকটি সন্ধান পাওয়া যায়। উদাহরণস্বরূপ, 14 শতকের স্তরগুলিতে নভগোরোডে পাওয়া পাথরগুলির মধ্যে একটির ব্যাস ছিল 270 মিমি এবং পুরুত্ব 60 মিমি। অক্ষের জন্য আয়তক্ষেত্রাকার গর্তের আকার হল 50 × 60 মিমি ( আইআইএমকে এএস ইউএসএসআর। ল্যাবরেটরি। NAE কালেকশন, নং 57-7625।).
লোহা-কার্যকর কারুশিল্পের প্রযুক্তি অধ্যয়নের একমাত্র উত্স হল প্রত্নতাত্ত্বিক আবিষ্কার - বিভিন্ন ধরণের লোহা এবং ইস্পাত পণ্যের আকারে কারুশিল্পের পণ্যগুলি।
একটি বাহ্যিক, একটি বস্তুর morphological অধ্যয়ন, একটি নিয়ম হিসাবে, শুধুমাত্র একটি তার ফর্ম স্থাপন করতে অনুমতি দেয়, কিন্তু উত্পাদন কৌশল প্রকাশ করে না। লোহা এবং ইস্পাত প্রক্রিয়াকরণের প্রযুক্তি অধ্যয়ন করার জন্য, সর্বোত্তম গবেষণা পদ্ধতিটি একটি বিস্তৃত ধাতুবিদ্যা বিশ্লেষণে পরিণত হয়েছিল, যা সরঞ্জাম এবং অস্ত্র উত্পাদন প্রযুক্তির বেশিরভাগ সমস্যার সমাধান করা সম্ভব করেছিল।
X-XV শতাব্দীর প্রাচীন রাশিয়ান কামারদের পণ্যগুলির মধ্যে 730 টিরও বেশি আইটেম। মাইক্রোস্ট্রাকচারাল বিশ্লেষণের শিকার হয়েছিল। এই আইটেমগুলির মধ্যে, XIII, XIV এবং XV শতাব্দীর দ্বিতীয়ার্ধে। 225টি নমুনা অন্তর্ভুক্ত ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ MIA, নং 65, পৃ. 9।).
বিপুল সংখ্যক সরঞ্জাম, অস্ত্র, হস্তশিল্পের সরঞ্জাম, পাত্র এবং অন্যান্য ধাতব পণ্যগুলির একটি বিস্তৃত অধ্যয়নের ফলস্বরূপ, প্রাচীন রাশিয়ায় পৃথক প্রযুক্তিগত বৈশিষ্ট্যগুলির সংক্ষিপ্তকরণ এবং ধাতু প্রক্রিয়াকরণের বিভিন্ন প্রযুক্তিগত পদ্ধতিগুলি সনাক্ত করা সম্ভব হয়েছিল। XIV এবং XV শতাব্দীতে প্রক্রিয়াকরণের প্রধান ধরন, পূর্ববর্তী শতাব্দীগুলির মতো, চাপ দ্বারা ধাতু প্রক্রিয়াকরণ (ফরজিং এবং স্ট্যাম্পিং দ্বারা একটি গরম অবস্থায়)। উপরন্তু, ধাতু কাটা অপারেশন ছিল (ফাইল ফাইলিং, একটি নাকাল চাকা চালু, একটি ছেনি দিয়ে কাটা, ইত্যাদি)।
লৌহঘটিত ধাতু প্রক্রিয়াকরণের জন্য একটি বৈচিত্র্যময় এবং জটিল প্রযুক্তির ভিত্তি ছিল: 1 - সমস্ত ধরণের বিনামূল্যে ফোরজিং কৌশল; 2 - লোহা এবং ইস্পাত ঢালাই; 3 - লোহা এবং ইস্পাত সিমেন্টেশন; 4 - ইস্পাত তাপ চিকিত্সা; 5 - নাকাল চাকার উপর ধাতু কাটা এবং একটি ফাইল; 6 - লোহা এবং ইস্পাত সোল্ডারিং; 7 - অ লৌহঘটিত এবং মহৎ ধাতু সঙ্গে লোহা এবং ইস্পাত আবরণ এবং ইনলে; 8 - লোহা এবং ইস্পাত মসৃণতা; 9 - শৈল্পিক কামার forging.
আমরা কেবলমাত্র কিছু প্রযুক্তিগত ক্রিয়াকলাপ বর্ণনা করব - ঢালাই, তাপ চিকিত্সা, সোল্ডারিং এবং শৈল্পিক ফোরজিং - সবচেয়ে প্রযুক্তিগতভাবে জটিল বা শৈল্পিকভাবে আকর্ষণীয়।
ফরজ ওয়েল্ডিং, অর্থাৎ, দুটি ধাতুর একটি অবিচ্ছেদ্য সংযোগ পাওয়ার প্রক্রিয়া, বিশেষ করে লোহা এবং ইস্পাত ঢালাই, প্রাচীন রাশিয়ায় একটি ব্যাপক প্রযুক্তিগত কৌশল ছিল। একটি কাটিং ব্লেড তৈরির জন্য প্রাচীন রাশিয়ান প্রযুক্তির ভিত্তি, যা বেশিরভাগ সরঞ্জাম এবং অস্ত্রের প্রধান কার্যকারী অংশ ছিল, ঢালাই দ্বারা দুটি উপকরণ - লোহা এবং ইস্পাত - এর সংমিশ্রণ ছিল। ধাতুটিকে একটি প্লাস্টিকের অবস্থায় আনতে, যেখানে ঢালাই ঘটতে পারে, যেমনটি জানা যায়, উচ্চ তাপমাত্রায় গরম করা প্রয়োজন। বিভিন্ন কার্বন সামগ্রী সহ লোহা এবং ইস্পাত জন্য, গরম করার তাপমাত্রা ভিন্ন। বিশুদ্ধ লোহার জন্য, এই তাপমাত্রা প্রায় 1425-1475° ওঠানামা করে; স্টিলের জন্য, কার্বন সামগ্রী অনুযায়ী তাপমাত্রা হ্রাস পায়। ধাতুর অপর্যাপ্ত গরম বা গুরুতর অতিরিক্ত উত্তাপের ক্ষেত্রে, ঢালাই ঘটবে না, তাই ধাতব গরম করা ঢালাইয়ের সবচেয়ে গুরুত্বপূর্ণ কাজ; সামান্যতম বাদ, গরম করার সময় তদারকি তার গুণমানকে প্রভাবিত করে।
ওয়েল্ডের মাইক্রোস্ট্রাকচার দেখায়, প্রাচীন রাশিয়ান পণ্যগুলিতে তাদের বেশিরভাগ ভরের একটি খুব পরিষ্কার এবং সূক্ষ্ম কাঠামো রয়েছে এবং ফলস্বরূপ, একটি শক্তিশালী সংযোগ রয়েছে। ঢালাই লোহা এবং উচ্চ-কার্বন ইস্পাত যখন seams টেকসই এবং পরিষ্কার; অধিকাংশ seams প্রায় কোন স্ল্যাগ অন্তর্ভুক্তি আছে. এটি পরামর্শ দেয় যে প্রাচীন রাশিয়ান কামাররা ধাতুর উত্তাপের ডিগ্রি খুব সঠিকভাবে নির্ধারণ করতে সক্ষম হয়েছিল: প্রাচীন রাশিয়ার পরিস্থিতিতে এটি কেবল তাপের রঙ দ্বারা সম্ভব হয়েছিল এবং লোহা এবং প্রতিটি গ্রেডের ইস্পাতের জন্য এই রঙটি আলাদা। . ঢালাই করা ধাতুগুলির বৈশিষ্ট্য এবং গঠন (লোহা বা ইস্পাত এবং কী ধরনের ইস্পাত) তাদের জন্য প্রয়োজনীয় তাপের রঙ নির্ধারণ করার জন্য খুব ভালভাবে জানা দরকার ছিল।
প্রাচীন রাশিয়ার ঢালাই কৌশলে, কামারদের খুব অল্প পরিমাণে ধাতু দিয়ে কাজ করার ক্ষমতা আকর্ষণীয়। উদাহরণস্বরূপ, চাবি স্প্রিংসে লোহা এবং ইস্পাতের ঢালাই করা খুব কঠিন ছিল। 0.8 থেকে 2 মিমি বেধের স্প্রিংগুলি দুটি স্ট্রিপ থেকে ঢালাই করা হয়েছিল - লোহা এবং ইস্পাত: তাই, প্রতিটি অর্ধেক 0.4 থেকে 1 মিমি পুরুত্ব ছিল। যদি আমরা অনুমান করি যে কামার একটি ঘন অংশের স্প্রিং ব্ল্যাঙ্কগুলিকে ঢালাই করে এবং তারপরে সেগুলিকে টেনে বের করে আনে, তবে সমস্ত লোহা এবং ইস্পাত খালি পুরুত্ব 2-5 মিমি অতিক্রম করতে পারে না। ঢালাইয়ের তাপ থেকে 2-5 মিমি পুরু লোহা এবং ইস্পাতের স্ট্রিপগুলিকে একই সাথে গরম করা এবং ধাতুকে না পোড়ানো (এবং এটি দ্রুত স্ফুলিঙ্গ হতে শুরু করে, অর্থাৎ পোড়া) একটি দুর্দান্ত প্রযুক্তিগত অসুবিধা। প্রাচীন রাশিয়ান কামারদের ঢালাই কৌশল উচ্চ স্তরে ছিল। লোহা এবং ইস্পাত ঢালাইয়ের সুনিপুণ এবং সূক্ষ্মভাবে উন্নত প্রযুক্তি প্রাচীন রাশিয়ান কারিগরদের জন্য উচ্চমানের সরঞ্জাম, অস্ত্র এবং সরঞ্জাম তৈরি করা সম্ভব করেছিল।
ইস্পাতের অনেক বৈশিষ্ট্য এবং এই বৈশিষ্ট্যগুলির উপর গরম এবং শীতল করার বিভিন্ন পদ্ধতির প্রভাবকে অভিজ্ঞতামূলকভাবে বোঝার পরে, কারিগররা ইস্পাতের তাপ চিকিত্সার জন্য একটি ব্যবহারিক, সূক্ষ্মভাবে উন্নত প্রযুক্তি তৈরি করেছিলেন। ইস্পাত বা ইস্পাত ব্লেড দিয়ে তৈরি 600 টিরও বেশি পুরানো রাশিয়ান আইটেমগুলির মধ্যে 90% এর বেশি তাদের তাপ চিকিত্সা বজায় রেখেছে। এই পণ্যগুলিতে মার্টেনসাইট, মার্টেনসাইট এবং ট্রোস্টাইট, ট্রোস্টাইট এবং সরবাইটের কাঠামো পাওয়া গেছে ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ এমআইএ, নং 32, পৃ. 171।).
তাপ-চিকিত্সা করা ইস্পাত পণ্যগুলির অপ্রতিরোধ্য ভরের মাইক্রোস্ট্রাকচার দেখায় যে তারা 800-950° রেঞ্জের মধ্যে গরম করার শিকার হয়েছিল। শুধুমাত্র কিছু নমুনায় মোটা-অ্যাসিকুলার মার্টেনসাইট পরিলক্ষিত হয়, যা ইঙ্গিত করে যে নির্গমন তাপমাত্রা নির্দেশিত থেকে বেশি ছিল; অসম্পূর্ণ শক্তকরণের একক কাঠামোও রয়েছে, যা অপর্যাপ্ত উচ্চ তাপমাত্রায় শক্ত করা হলে প্রাপ্ত হয়।
মার্টেনসাইটের গঠন একটি দ্রুত কুল্যান্টের ব্যবহার নির্দেশ করে, যা স্বাভাবিক তাপমাত্রায় জল হতে পারে। ট্রুস্টাইট এবং সরবিটলের গঠনটি জলের চেয়ে ধীর শীতল করার যন্ত্রের ব্যবহারকে ইঙ্গিত করে। এই ধরনের মিডিয়া গরম জল এবং উদ্ভিজ্জ এবং পশু তেলের বিভিন্ন মিশ্রণ হতে পারে। কামাররাও বস্তুটিকে ঠান্ডা করার বিভিন্ন পদ্ধতি ব্যবহার করত। অনেক পণ্য সামগ্রিকভাবে শক্ত করা হয়েছিল, অর্থাৎ, তারা সম্পূর্ণরূপে জল বা তরলে নিমজ্জিত ছিল। অন্যান্য পণ্যগুলি আংশিকভাবে শক্ত করা হয়েছিল - শুধুমাত্র কাজের অংশ।
ট্রোস্টাইট এবং টেম্পারিং সরবাইটের গঠন একটি দুই-পর্যায়ের তাপ চিকিত্সা নির্দেশ করে। উদাহরণস্বরূপ, টেম্পারড ট্রুস্টাইটের গঠন দেখায় যে পণ্যটিকে প্রথমে শক্ত করা হয়েছিল, অর্থাৎ, 800-950° এ উত্তপ্ত করা হয়েছিল এবং জলে ঠান্ডা করা হয়েছিল, এবং তারপরে অতিরিক্তভাবে 500-600° পর্যন্ত উত্তপ্ত করা হয়েছিল। এই ধরনের প্রক্রিয়াকরণ পণ্যের ধাতুকে অতিরিক্ত সান্দ্রতা দিয়েছে। হার্ডনিং-টেম্পারিং মোডে, গরম করার তাপমাত্রা নিয়ন্ত্রণ করা গুরুত্বপূর্ণ। 800-950° এ, নিভানোর মতো, তাপ তাপের রঙ দ্বারা বন্দী হয়।
মাধ্যমিক, নিম্ন গরম করার তাপমাত্রার জন্য, আভা রঙগুলি নিয়ন্ত্রণ হিসাবে কাজ করে।
তাপ চিকিত্সা প্রযুক্তির একটি অত্যন্ত গুরুত্বপূর্ণ উপাদান, যা পুরানো রাশিয়ান কামারের উচ্চ প্রযুক্তিগত সংস্কৃতির কথা বলে, পণ্যটির উদ্দেশ্যের উপর নির্ভর করে শক্ত এবং টেম্পারিং মোডের পছন্দের জন্য একটি পৃথক পদ্ধতি। অক্ষের মতো প্রভাব লোডের শিকার পণ্যগুলির জন্য, উচ্চ টেম্পারিং ব্যবহার করা হয়েছিল। কাস্তে, কাঁচি এবং কাঁচি মাঝারি টেম্পারিংয়ের শিকার হয়েছিল। টেম্পারিং মার্টেনসাইটের জন্য বেশিরভাগ ছুরি শক্ত করা হয়েছিল। ফাইলগুলিকে পরবর্তী টেম্পারিং ছাড়াই শুধুমাত্র মার্টেনসাইট বা মার্টেনসাইট এবং ট্রোস্টাইটের জন্য শক্ত করা হয়েছিল। তদনুসারে, টেম্পারিং পণ্য এবং নরম শক্ত হওয়ার ক্ষেত্রে পার্থক্য করা হয়েছিল। উপরের সমস্ত মোডগুলি পণ্যগুলির অপারেটিং শর্তগুলিকে সম্পূর্ণরূপে সন্তুষ্ট করেছে।
প্রাচীন রাশিয়ায়, সোল্ডারিং লোহা এবং ইস্পাত প্রযুক্তি একটি উচ্চ প্রযুক্তিগত স্তরে ছিল। সোল্ডারিং হল দুটি বা ততোধিক ধাতব বস্তুকে যুক্ত করার প্রক্রিয়া যা তাদের মধ্যে একটি ফিউসিবল ধাতু বা সোল্ডার অ্যালয় প্রবর্তন করে) ধাতুগুলিকে যুক্ত করার চেয়ে। অংশগুলি যোগ করার প্রধান পদ্ধতি হিসাবে সোল্ডারিং প্রাথমিকভাবে তালাকারদের দ্বারা ব্যবহৃত হত।
তালা এবং চাবিতে সোল্ডার করা সিম (বর্ণালী বিশ্লেষণ) গবেষণায় দেখা গেছে যে লকমেকার লোহা এবং ইস্পাত সোল্ডার করার জন্য তামা-ভিত্তিক শক্ত সোল্ডার ব্যবহার করেছিল। কিছু ক্ষেত্রে এটি খাঁটি তামা ছিল, যেখানে কেবল টিন এবং সীসার চিহ্ন ছিল এবং অন্যান্য ক্ষেত্রে এটি টিন এবং সীসার সাথে তামার সংকর ধাতু ছিল।
লকগুলির সিমগুলির একটি কাঠামোগত গবেষণায় দেখা গেছে যে লকমেকার একটি বিশেষ চুল্লিতে সোল্ডার গলে যাওয়ার তাপমাত্রায় সোল্ডারিংয়ের জায়গাটিকে গরম করে। এটি পণ্যের উপর একযোগে সোল্ডারযুক্ত সিমগুলিকে সোল্ডার করা সম্ভব করেছে। হর্ন সোল্ডারিং - প্রাচীন রাশিয়ান প্রযুক্তির একটি প্রধান প্রযুক্তিগত অর্জন - লকমেকারকে লোহা এবং ইস্পাত দিয়ে তৈরি অংশগুলির শক্তিশালী এবং টেকসই জয়েন্টগুলি পেতে দেয়।
ফরজ সোল্ডারিং সহ, অংশগুলি বিভিন্ন seams সঙ্গে লাগানো. XIII-XIV শতাব্দীর কিছু দুর্গে। সেখানে 50টি পর্যন্ত ছিল এবং সোল্ডারিং পয়েন্টে পরিষ্কার করা হয়, সীম বরাবর সোল্ডার পাউডার দিয়ে লেপা বা তাদের মধ্যে সোল্ডারের একটি পাতলা প্লেট স্থাপন করা হয়। সোল্ডারের সাথে একসাথে, গরম করার সময় উত্থিত অক্সাইডগুলি অপসারণের জন্য সিমে একটি ফ্লাক্সও স্থাপন করা হয়েছিল। সোল্ডার করা অংশগুলিকে সাময়িকভাবে একত্রে বেঁধে রাখা হয়েছিল (কাদামাটির ম্যাট্রিসে ঢোকানো হয়েছিল বা লোহার ক্লিপ দিয়ে আটকানো হয়েছিল) এবং চুল্লিতে স্থাপন করা হয়েছিল। চুলার উপযুক্ত তাপমাত্রায়, সোল্ডার গলে যায় এবং উত্তপ্ত লোহা বা ইস্পাতে ছড়িয়ে পড়ে। অংশগুলি ঠান্ডা হওয়ার পরে, একটি অবিচ্ছেদ্য সীম প্রাপ্ত হয়েছিল ( B. A. Kolchin দেখুন। যুক্তরাজ্য অপ এমআইএ, নং 32, পৃ. 180।).
লকস্মিথ, সেইসাথে জুয়েলার্স, কখনও কখনও সোল্ডারিং লোহা বা সোল্ডারিং পাইপ দিয়ে সোল্ডার করা হয়।
অন্যান্য প্রযুক্তিগত ক্রিয়াকলাপের বিপরীতে শৈল্পিক ফোরজিংয়ের কাজটি জটিল ছিল - মাস্টার কামার ফোরজিং, ঢালাই, একটি ছেনি এবং একটি ফাইল দিয়ে ধাতু কাটা এবং অ লৌহঘটিত ধাতু দিয়ে ইনলে ব্যবহার করতেন; উপরন্তু, তার সৃজনশীল চাতুর্য এবং শৈল্পিক স্বাদ থাকতে হবে। এই অপারেশনটি ছিল মূলত শোভাময় প্রকৃতির। এটি প্রায়শই গৃহস্থালীর জিনিসপত্র বা অস্ত্র এবং ঘোড়ার জোতা তৈরিতে ব্যবহৃত হত। আর্মচেয়ার, স্ভেট, সব ধরনের তালা, চাবি এবং মুখোশ, সব ধরনের আসবাবপত্র, বেল্টের বাকল এবং বিভিন্ন পিনের শৈল্পিক সজ্জা ছিল।
শৈল্পিক ফোরজিং বিট, স্টিরাপ, স্পার, বিভিন্ন ফলক ইত্যাদি সাজানোর জন্য ব্যাপকভাবে ব্যবহৃত হয়েছিল।
বিপুল সংখ্যক লৌহঘটিত ধাতব পণ্যগুলির কাঠামোগত বিশ্লেষণে দেখা গেছে যে উচ্চ-মানের পণ্যগুলির নকশা এবং উত্পাদন প্রযুক্তি (এগুলির মধ্যে রয়েছে সরঞ্জাম এবং বেশিরভাগ সরঞ্জাম এবং অস্ত্র) লোহার ভিত্তির সাথে একটি ইস্পাত কাজের অংশকে একত্রিত করার নীতির উপর ভিত্তি করে। . এই পণ্যগুলির বেশিরভাগই কাটা বা কাটার সরঞ্জাম এবং অস্ত্র। তাদের ব্লেড সবসময় ইস্পাত হয়েছে.
একটি ইস্পাত ব্লেড তৈরির জন্য, চারটি প্রযুক্তিগত পদ্ধতি ব্যবহার করা হয়েছিল। প্রথম কৌশলটি লোহা এবং ইস্পাত দিয়ে তৈরি একটি মাল্টিলেয়ার ব্লেড তৈরি করা। একটি ইস্পাত ফালা সবসময় কাটিয়া প্রান্ত আনা হয়. অনুরূপ ব্লেড দুটি, তিন এবং পাঁচটি স্ট্রিপ থেকে ঝালাই করা হয়েছিল। দ্বিতীয় কৌশলটি একটি ঢালাই ব্লেড তৈরি করা। তৃতীয়টি একটি সিমেন্টযুক্ত ব্লেড তৈরি করা, অর্থাৎ, সমাপ্ত পণ্যের উপর ব্লেডের কার্বারাইজেশন; চতুর্থ কৌশলটি একটি অল-স্টিল ব্লেড তৈরি করা।
সবচেয়ে সাধারণ প্রযুক্তিগত কৌশল ছিল একটি ঢালাই ব্লেড তৈরি করা।
আমরা কামার শিল্পের পৃথক শাখাগুলির জন্য লোহার কাজের নৈপুণ্যের পণ্যগুলির একটি ওভারভিউ তৈরি করব এবং নির্দিষ্ট ধরণের পণ্য উত্পাদনের প্রযুক্তিও বিবেচনা করব।
বিশেষ কামার-কাটারদের প্রধান পণ্য ছিল ছুরি এবং কাঁচি। প্রাচীন রাশিয়ায় শ্রমের এই বহুমুখী হাতিয়ারগুলি অত্যন্ত বিস্তৃত ছিল। ছুরিগুলি দৈনন্দিন জীবনে এবং গৃহস্থালিতে, কারুশিল্প এবং ব্যবসায় ব্যবহৃত হত। যোদ্ধা এবং নিরাময়কারীদের জন্য বিশেষ ছুরি তৈরি করা হয়েছিল। XIV-XV শতাব্দীতে। বিভিন্ন ধরণের ছুরি তৈরি করা হয়েছিল: রান্নাঘর, টেবিল, কোপারেজ, হাড় কাটা, জুতা, অস্ত্রোপচার, যুদ্ধের ছুরি "শুমেকার" এবং ভাঁজ করা "পেন" টাইপ, রেজার। প্রতিটি ধরনের নির্দিষ্ট নকশা বৈশিষ্ট্য ছিল. এগুলি সমস্ত ইস্পাত ব্লেড দিয়ে তৈরি করা হয়েছিল, যা শক্ত হওয়ার পরে, একটি খুব উচ্চ কঠোরতা এবং ফলস্বরূপ, তীক্ষ্ণতা অর্জন করেছিল।
রাশিয়ান কারুশিল্প এবং অর্থনীতির সাধারণ বিকাশের সাথে ছুরি তৈরির প্রযুক্তি বেশ কয়েকবার পরিবর্তিত হয়েছে। 10 তম এবং 11 তম শতাব্দীতে এটি সবচেয়ে কঠিন ছিল। এই সময়ে, ছুরি ব্লেড বহু স্তরযুক্ত করা হয়। ছুরির মাঝখানে একটি স্টিলের ফালা ছিল এবং পাশে লোহার স্ট্রিপ ছিল। XII শতাব্দীর শুরুতে। রাশিয়ান অর্থনীতির বিকাশ এবং ওরোটো ক্রাফ্ট পণ্য, কাটলারের বিক্রয় সম্প্রসারণের সাথে, তাদের পণ্যগুলির ব্যাপক উত্পাদন নিশ্চিত করে, ছুরিটির নকশাকে "যুক্তিযুক্ত" করে এবং এর প্রযুক্তিকে সরল করে। ঝালাই ইস্পাত ব্লেড দিয়ে ছুরি তৈরি করা শুরু হয়েছে। ছুরির গুণমান খারাপ হচ্ছে, কিন্তু মুখ ঢালাই এখনও তার অপারেশন নির্ভরযোগ্যতা নিশ্চিত করে।
XIV শতাব্দীর প্রথমার্ধে। শহুরে নৈপুণ্যের নতুন উত্থান এবং বাজারের সম্পর্ক জোরদার করার সাথে সাথে, ছুরি উৎপাদনের প্রযুক্তি আবার সরলীকৃত হয়েছে। এখন ছুরির ঝালাই ব্লেড আর শেষ ঢালাই পদ্ধতিতে তৈরি হয় না, বরং একটি তির্যক সীমের পদ্ধতিতে তৈরি করা হয়, যাতে ইস্পাতের পরিমাণ এবং উৎপাদনের শ্রমের তীব্রতা হ্রাস পায়। একই সময়ে, ছুরির গুণমান আবার খারাপ হয়। এই প্রযুক্তির সাহায্যে 15, 16 এবং পরবর্তী শতাব্দীতে ছুরি তৈরি করা হয়েছিল,
ছুরির সাথে সংযোগে রেজার উল্লেখ করা প্রয়োজন। প্রাচীন নভগোরোডে তারা 13 শতকে ব্যাপক ছিল। XIII শতাব্দীর দ্বিতীয়ার্ধের রেজারের নকশা অনুসারে। আধুনিক সোজা রেজারের কাছাকাছি। পার্থক্য শুধুমাত্র ব্লেড আকারে মিথ্যা। আধুনিক ক্ষুরগুলির একটি সোজা ব্লেড থাকে, যখন 13 শতকের ক্ষুরের একটি সোজা ব্লেড থাকে। এটা বাঁকা হয় রেজারের হাতল, এখনকার মতো, কাঠ বা হাড় দিয়ে তৈরি ছিল। ক্ষুরের পাতলা কাটা অংশ, প্রায় 100 মিমি লম্বা, একটি ঝালাই-অন ইস্পাত ব্লেড ছিল; এটা মেজাজ ছিল.
কাঁচি, দৈনন্দিন জীবনে, গৃহস্থালি এবং কারুশিল্পে ছুরির মতো ব্যাপক, দুটি ধরণের তৈরি করা হয়েছিল: বসন্ত (আধুনিক "ভেড়া" এর প্রকার) এবং স্পষ্ট ("দুটি রিং, দুটি প্রান্ত, কার্নেশনের মাঝখানে")। বসন্ত কাঁচি দৈনন্দিন জীবন এবং নৈপুণ্যে সবচেয়ে সাধারণ ছিল। কাঁচি ব্লেড সবসময় একটি ইস্পাত ঢালাই পয়েন্ট, তাপ-চিকিত্সা সঙ্গে তৈরি করা হয়েছে. উভয় ধরণের কাঁচি হ্যান্ডেলগুলি প্রায়শই সমস্ত ধরণের আলংকারিক বিবরণ দিয়ে সজ্জিত হত।
সুই কেসগুলির উত্পাদন কৌশলটি বৈশিষ্ট্যযুক্ত করার জন্য, সেলাই সূঁচ তৈরির প্রযুক্তিটি উদ্ধৃত করা যথেষ্ট, যা আধুনিক হাত সেলাই সূঁচের নকশায় সম্পূর্ণ অনুরূপ। পুরানো রাশিয়ান সূঁচ, এখনকার মতো, দৈর্ঘ্যে 40-70 মিমি এবং 0.7 থেকে 1.1 মিমি ব্যাস ছিল। এই সেলাই সূঁচগুলির একটি গুরুত্বপূর্ণ নকশা বৈশিষ্ট্য হল চোখের উপর উপস্থিতি, গর্ত ছাড়াও, থ্রেডের জন্য একটি খাঁজ। এই জাতীয় খাঁজগুলি সর্বদা XIV-XV শতাব্দীর সূঁচে তৈরি হত। চোখের উভয় পাশে একটি খাঁজ এবং থ্রেডের জন্য একটি গর্ত 1 মিমি বা তার কম ব্যাসের একটি সুইতে তৈরি করা হয়েছিল। সমস্ত সূঁচ ইস্পাত দিয়ে তৈরি এবং শক্ত করা হয়েছিল। সুতরাং, সুই তৈরির কৌশলটি বেশ জটিল এবং খুব সময়সাপেক্ষ ছিল। শুধুমাত্র একটি বিশেষ কামার এই ধরনের একটি কৌশল আয়ত্ত করতে পারে, যার বিশেষ মাইক্রো-কাটার, দাড়ি এবং অন্যান্য সরঞ্জাম থাকতে হবে।
পেরেক প্রস্তুতকারকদের পণ্যগুলির মধ্যে, যারা বিভিন্ন ধরণের নখ, রিভেট, স্ট্যাপল এবং বিভিন্ন ফাস্টেনার তৈরি করে, আমরা কেবল নখ বিবেচনা করব। XIV-XV শতাব্দীতে, প্রকৃতপক্ষে, আগের যুগে, নখের বিভিন্ন প্রকার এবং আকার পরিচিত। প্রত্নতাত্ত্বিক সংগ্রহের মধ্যে রয়েছে নির্মাণ ক্রাচ, কাটা পেরেক, ওয়ালপেপার, জুতা এবং ঘোড়ার নালের নখ। সব ধরনের নখ সবসময় সাধারণ ব্লুমারী লোহা থেকে তৈরি করা হয়েছে। কিছু ধরনের নখ গঠনমূলক পরিপূর্ণতা দ্বারা আলাদা করা হয়। উদাহরণস্বরূপ, জুতা এবং ঘোড়ার নখ, উভয় XI-XIII শতাব্দীতে এবং XIV-XV শতাব্দীতে। তারা আধুনিক জুতা এবং ঘোড়ার নালের নখের সাথে ডিজাইন এবং আকারে অভিন্ন। রড এবং মাথার নকশা, সেইসাথে XIV শতাব্দীর আধুনিক নখ এবং নখের মাত্রা। ক্ষুদ্রতম বিবরণের সাথে মেলে। সুতরাং, একটি আধুনিক এবং পুরানো রাশিয়ান জুতার পেরেকের দৈর্ঘ্য ছিল 16 মিমি, মাথার খাদের বর্গক্ষেত্রটি ছিল 2.5 × 2.5 মিমি। চামড়ার জুতাগুলির জন্য জুতার নখ এবং ঘোড়ার খুরে ঘোড়ার শু সংযুক্ত করার জন্য নখগুলি ইতিমধ্যে প্রাচীন রাশিয়ায় সবচেয়ে যুক্তিযুক্ত রূপ পেয়েছে এবং আজ অবধি বিদ্যমান রয়েছে। বিশেষায়িত নেইলারগুলির কাজের জন্য, একটি সর্বজনীন সরঞ্জাম ছাড়াও, বিশেষ আকারের পেরেকগুলির প্রয়োজন ছিল (প্রতিটি প্রকার এবং পেরেকের আকারের জন্য, একটি নির্দিষ্ট আকৃতির নেইলার প্রয়োজন ছিল) এবং আন্ডারকাট। 1262 সালে নভগোরোডিয়ানদের দ্বারা ইউরিয়েভ শহর দখলের বিশ্লেষণী গল্পে, নিহত নভগোরোডিয়ানদের মধ্যে, ছুতার ইয়াকভের উল্লেখ করা হয়েছে - "জ্যাকব দ্য সাহসী ছুতার নিহত" (নিকন ক্রনিকল) ( PSRL, vol. X, p. 143.).

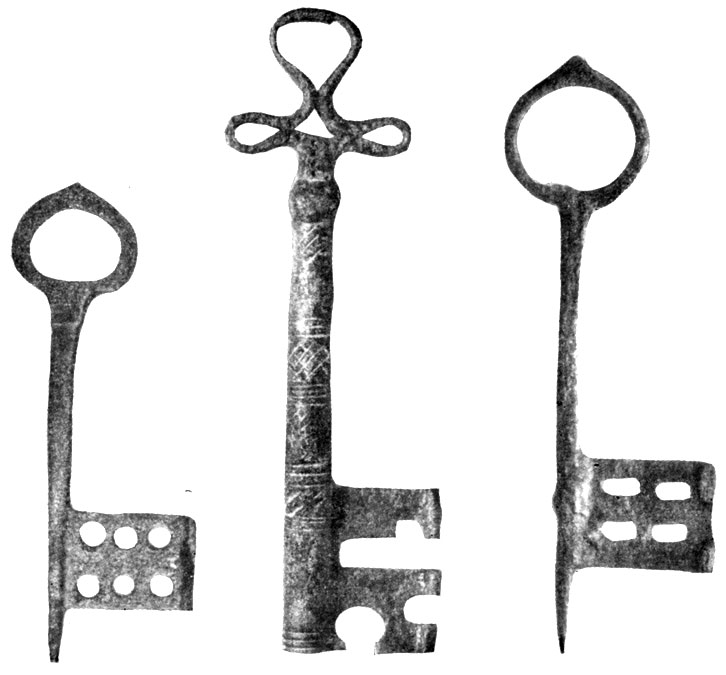
লকস্মিথ পণ্যগুলি কেবল উত্পাদন প্রযুক্তির দিক থেকেই নয়, তাদের নকশার দিক থেকেও আকর্ষণীয়। প্রাচীন রাশিয়ার তালা এবং চাবিগুলি ছিল ব্যাপক হস্তশিল্পের পণ্য যা শহর ও গ্রামের বাসিন্দাদের জীবনে ব্যাপকভাবে অন্তর্ভুক্ত ছিল; তারা বরং জটিল অবস্থানগত প্রক্রিয়া প্রতিনিধিত্ব করে। নকশার প্রধান উপাদানটি ছিল ভিন্নমুখী স্প্রিংসের একটি সিস্টেম, যা লকের কার্যকারী উপাদানের বিভিন্ন অবস্থান (শেকল এবং বোল্ট) স্থির করেছিল। সাত শতাব্দীরও বেশি সময় ধরে রাশিয়ায় অনুরূপ নকশার স্কিম সহ দুর্গ বিদ্যমান ছিল। তারা নবম শতাব্দীতে আবির্ভূত হয়েছিল। এবং 17 শতকে একটি ভিন্ন ডিজাইনের স্কিম দিয়ে দুর্গ দ্বারা প্রতিস্থাপিত হয়েছিল। XIII, XIV এবং আংশিকভাবে XV শতাব্দীতে। স্প্রিং লকগুলিতে সর্বাধিক সংখ্যক ডিজাইনের প্রকার এবং বিকল্প ছিল।
উদ্দেশ্যের উপর নির্ভর করে, লকগুলিকে স্থির (অভ্যন্তরীণ এবং ওভারহেড) এবং অপসারণযোগ্য (ঝুলন্ত) ভাগ করা যেতে পারে। XIII-XV শতাব্দীতে অপসারণযোগ্য তালাগুলির মধ্যে। 8 টিরও বেশি ডিজাইনের বিকল্প তৈরি করা হয়েছিল। নকশার বিকাশ লকিং স্প্রিং মেকানিজমের জটিলতার লাইন বরাবর চলে গেছে, এবং ফলস্বরূপ, কী, এবং লক বডির নির্ভরযোগ্যতাকে শক্তিশালী করেছে।
প্যাডলকের প্রধান গঠনমূলক সংস্করণে একটি জটিল ডিভাইস ছিল: লকটিতে একটি বডি এবং একটি স্প্রিং মেকানিজম সহ একটি শেকল ছিল। শরীর দুটি শক্তভাবে আন্তঃসংযুক্ত সিলিন্ডার নিয়ে গঠিত। বড় সিলিন্ডারের দুটি বটম ছিল - শেকলের স্প্রিংগুলির সাথে সম্পর্কিত কাটআউট সহ উপরে এবং চাবিতে প্রবেশের জন্য একটি গর্ত সহ নীচে। একটি মোটা প্রান্তের শেকলটিতে বিশেষ রড (এক বা একাধিক) ছিল, যার উপর প্রান্তের দিকে ঝরনাগুলি সংযুক্ত ছিল। ধনুকের অন্য প্রান্তটি মসৃণ এবং সামান্য নির্দেশিত ছিল। তালাটি তালা দেওয়ার জন্য, বডি সিলিন্ডারে শেকল ঢোকানো হয়েছিল। ধনুকের একটি মসৃণ প্রান্তটি অবাধে ছোট সিলিন্ডারে প্রবেশ করেছে এবং অন্যটি স্প্রিংস সহ - বড় সিলিন্ডারের উপরের নীচে। যখন শেকল স্প্রিংসগুলি লক বডিতে প্রবেশ করে, তখন তারা সংকুচিত হয়েছিল (উপরের নীচের গর্তগুলির দেয়াল দ্বারা তারা সংকুচিত হয়েছিল)। কেসের মধ্যে শেকলটি সম্পূর্ণরূপে ঢোকানোর পরে, স্প্রিংসগুলি খুলে গেল এবং, উপরের নীচের দিকে তাদের প্রান্তগুলিকে বিশ্রাম দিয়ে তালাটি বন্ধ করে দিল। লকটি খোলার জন্য, একটি বিশেষ কী দিয়ে স্প্রিংগুলিকে আবার সংকুচিত করা এবং শিকলটি অপসারণ করা প্রয়োজন ছিল।
স্থির লকগুলির ডিজাইনে ভিন্ন স্প্রিংসের একই স্কিম ছিল। দুই ধরনের স্থির তালা পরিচিত: একটি দরজা লক করার জন্য বড় এবং আরেকটি বুকের জন্য অনেক ছোট।
দরজার তালাটি ধাতু এবং কাঠের সংমিশ্রণে তৈরি হয়েছিল। বিশাল লকিং বল্টু কাঠের তৈরি, এবং মেকানিজম লোহা দিয়ে তৈরি। দরজায় তালা দেওয়া কাঠের বল্টুতে স্টিলের স্প্রিং ছিল। হাত নড়াচড়ার মাধ্যমে ডেডবোল্টটি বন্ধ অবস্থানে সরানো হয়েছিল। এই সময়ে, বল্টু উপর বসন্ত সংকুচিত ছিল। যখন ডেডবোল্ট তার চরম অবস্থানে পৌঁছে, তখন স্প্রিং সোজা হয়ে যায়, মেকানিজমের স্টপ বারে লাফিয়ে পড়ে এবং লকটি লক হয়ে যায়। লকটি আনলক করার জন্য, একটি বিশেষ কী দিয়ে স্প্রিংটি সংকুচিত করা এবং বোল্টটিকে হাত দিয়ে পিছনে টানতে হবে।
বুকের জন্য ছোট প্যাচ লকগুলি ঠিক একই ডিজাইনের ছিল, তবে সম্পূর্ণ লোহা দিয়ে তৈরি।
আরও জটিল ছিল প্যাডলক তৈরির প্রযুক্তি। এই লকগুলির কিছু প্রকারের 40 টিরও বেশি পৃথক অংশ ছিল, কারণ তালাগুলি বিভিন্ন আকারে তৈরি করা হয়েছিল - বড় "শস্যদানা" থেকে ছোট পর্যন্ত 10 মিমি ব্যাস এবং 30 মিমি উচ্চতা সহ। তামার সোল্ডার দিয়ে তালার পৃথক অংশগুলি সোল্ডার করা হয়েছিল। সোল্ডারিং একটি বিশেষ ফরজে বাহিত হয়েছিল। প্রায়শই, তালার শরীর এবং শিকলের বন্ধনী ছিল তামা-ধাতুপট্টাবৃত বা টিনযুক্ত, অর্থাৎ, তারা একটি টিনের খাদ দিয়ে আবৃত ছিল। স্প্রিংস ব্যতীত তালার সমস্ত অংশ স্ট্রিপ বা রড লোহার তৈরি ছিল। খুব পাতলা লক স্প্রিংস (0.8 এবং 2 মিমি পুরু) ইস্পাত এবং লোহা থেকে ঢালাই করা হয়েছিল। লকস্মিথরা ভালভাবে সচেতন ছিল যে লকগুলির এই নকশায় সমস্ত-ইস্পাতের স্প্রিংগুলি সহজেই ভেঙে যেতে পারে, তাই বসন্তে তারা সান্দ্র লোহার সাথে ইলাস্টিক ইস্পাত একত্রিত করেছিল এবং অপারেশনে একটি নির্ভরযোগ্য অংশ পেয়েছিল।
কামারের প্রাচীনতম পেশাগুলির মধ্যে একটি ছিল বর্মধারীদের পেশা। তারা ব্যাপক প্রতিরক্ষামূলক বর্ম তৈরির জন্য দায়ী: সমস্ত ধরণের বর্ম, হেলমেট, মুখোশ এবং এর মতো। প্রাচীন কাল থেকেই নোভগোরড এবং মস্কোর কাছে ব্রোনিকভ বসতি বিদ্যমান ছিল। নোভগোরোডের কাছে মেটাতে ব্রোনিটসি গ্রামের প্রথম উল্লেখ করা হয়েছিল 1269 সালে ( এনপিএল, পৃ. 88।).
অধ্যয়নের যুগে, বিভিন্ন আকারের বৃত্তাকার এবং সমতল রিং থেকে তৈরি চেইন মেল ছাড়াও, প্লেট বর্ম ব্যাপকভাবে ব্যবহৃত হয়েছিল। তারা নোভগোরড খননের পরে পরিচিত হয়েছিল। প্লেটগুলির আকারের উপর নির্ভর করে যা বুক এবং লিখিত সেটগুলি তৈরি করে এবং তাদের বেঁধে রাখার পদ্ধতিগুলির উপর নির্ভর করে, বর্মগুলিকে বিভিন্ন ধরণের মধ্যে ভাগ করা যায়। আঁশযুক্ত বর্মটি বিস্তৃত ছিল - ছোট প্লেট যা ত্বকে সেলাই করা হয়েছিল। আয়তক্ষেত্রাকার বা বর্গাকার প্লেট (7 × 6 এবং 6 × 6 সেমি) এবং একটি প্রসারিত ট্র্যাপিজয়েডাল আকৃতির (দৈর্ঘ্য 7 সেমি, প্রস্থ 1 সেমি) প্লেট থেকে দুই ধরনের বর্ম পরিচিত।
বর্ম তৈরির প্রযুক্তি, বিশেষ করে প্লেট বর্ম, ছিল অত্যন্ত জটিল এবং মাস্টারের কাছ থেকে উচ্চ শিল্প এবং পেশাদার অভিজ্ঞতার প্রয়োজন ছিল। আঁশযুক্ত বর্মের প্লেটগুলি ইস্পাত দিয়ে তৈরি ছিল (তাদের বেধ 0.5 থেকে 1.0 মিমি পর্যন্ত)। 14-15 শতকের স্তরগুলিতে পাওয়া নভগোরড থেকে 6টি ব্লেডের মাইক্রোস্ট্রাকচারাল বিশ্লেষণে সমস্ত পাতলা অংশে একটি মুক্তা (ইস্পাত) কাঠামো প্রকাশ করা হয়েছে। বর্মের জন্য ফ্ল্যাট প্লেট ছাড়াও, কলার, কাঁধ, আর্মলেট ইত্যাদির জন্য জটিল প্রোফাইল সহ কয়েক ডজন ফিগার করা প্লেটের প্রয়োজন ছিল। বর্মের আকারের উপর নির্ভর করে তাদের আকার প্রতিবার পরিবর্তিত হয় এবং বর্মকে সবসময় নির্ভরযোগ্য, শক্তিশালী করতে হয়। , আরামদায়ক এবং যথেষ্ট হালকা, খুব পাতলা প্লেট থেকে।
চেইন মেল তৈরির প্রযুক্তি ছিল বেশ জটিল এবং শ্রমসাধ্য; এগুলি 13 থেকে 22 মিমি ব্যাস সহ ছোট ফ্ল্যাট লোহার রিং থেকে তৈরি করা হয়েছিল। কখনও কখনও রিংগুলির পৃষ্ঠটি অলঙ্কৃত ছিল। গড় উচ্চতার জন্য চেইন মেল, রিংগুলির আকারের উপর নির্ভর করে, 10-17 হাজার রিং নিয়ে গঠিত। সংযোগকারী রিংগুলি, এবং মোট সংখ্যার ঠিক 1/2 ছিল, 0.75-1.0 মিমি ব্যাস সহ রিভেট দিয়ে রিং করা হয়েছিল।
আমরা কামান ব্যবসার একটি বর্ণনা দিয়ে কামার প্রযুক্তি সম্পর্কে আমাদের বিবেচনা শেষ করব।
14 শতকের শেষ ত্রৈমাসিকে রাশিয়ায় প্রথম কামানগুলি লোহা দিয়ে তৈরি। প্রায় একশ বছর ধরে কামান লোহার তৈরি। শুধুমাত্র 70 এর দশকে। 15 শতকে একটি নতুন কৌশল প্রদর্শিত হয় - ব্রোঞ্জ থেকে বন্দুক ঢালাই। লোহা থেকে শুধু হাতের চিৎকারই নকল হতে থাকল।
15 শতকের লোহার কামান উৎপাদনের জন্য প্রযুক্তি। 1852 সালের ব্র্যান্ডেইবার্গ সংগ্রহ থেকে বিশদভাবে অধ্যয়ন করা হয়েছে (উস্তিউজনা থেকে 30টি লোহা-নকল মীন)। ম্যাক্রোস্ট্রাকচারাল অধ্যয়ন ছাড়াও, দুটি স্কুইকার মাইক্রোস্ট্রাকচারাল বিশ্লেষণের শিকার হয়েছিল ( N. E. Brandenburg দেখুন। সেন্ট পিটার্সবার্গ আর্টিলারি মিউজিয়ামের ঐতিহাসিক ক্যাটালগ, প্রথম অংশ (XV-XVII শতাব্দী)। সেন্ট পিটার্সবার্গ, 1877, পৃ. 130; আই. এ. রিভিস। দেশীয় প্রযুক্তির বিকাশের ইতিহাসের কিছু প্রশ্ন। "লেনিনগ্রাদ টেকনোলজিকাল ইনস্টিটিউট অফ রেফ্রিজারেশন ইন্ডাস্ট্রির সাধারণ প্রযুক্তিগত বিভাগের কাজের সংগ্রহ", ভলিউম VIII। এল., 1965, পৃ. 80।) কেন্দ্রীয় এবং ব্রীচে ব্যারেলের অনুপ্রস্থ এবং অনুদৈর্ঘ্য বিভাগে মাইক্রোসেকশন তৈরি করা হয়েছিল।
15 শতকে লোহার চিৎকার। 24 থেকে 110 মিমি এবং যথাক্রমে 60 থেকে 170 কেজি পর্যন্ত বিভিন্ন ক্যালিবার তৈরি করে।
স্কুইকের ব্যারেলটি পৃথক বিভাগ - পাইপগুলি থেকে ঝালাই করা হয়েছিল। উদাহরণস্বরূপ, 50 মিমি ক্যালিবার এবং 1590 মিমি লম্বা একটি পিশাল 7টি বিভাগ থেকে ঢালাই করা হয়েছিল। প্রতিটি বিভাগ পৃথকভাবে বহু-স্তরযুক্ত করা হয়েছিল। উভয় টুইটারে মাইক্রোসেকশন দুটি ঝালাই দেখায়, অর্থাৎ সেকশন পাইপটি তিনটি স্ট্রিপ থেকে ঢালাই করা হয়েছিল।
নিম্নোক্ত ক্রমানুসারে স্কুইকারটি নকল করা হয়েছিল: লোহার বেল থেকে 7-10 মিমি পুরু স্ট্রিপগুলি নকল করা হয়েছিল, মাঝারি ক্যালিবারের একটি চিৎকারের জন্য, 3-4 কেজি বেল থেকে একটি স্ট্রিপ নকল করা হয়েছিল। প্রয়োজনীয় সংখ্যক স্ট্রিপ প্রস্তুত করে, কামার স্বতন্ত্র বিভাগ তৈরি করতে শুরু করে। একটি ওভারল্যাপ ওয়েল্ড সহ একটি পাইপ একটি বিশেষ লোহার ম্যান্ডরেলের প্রথম ফালা থেকে তৈরি করা হয়েছিল, তারপরে। এই পাইপের উপর একটি দ্বিতীয় স্ট্রিপ ঢালাই করা হয়েছিল, যার প্রান্তগুলিও ওভারল্যাপ করা হয়েছিল। দ্বিতীয় স্ট্রিপের অনুদৈর্ঘ্য ওয়েল্ডিং সীমটি প্রথম পাইপের সীমের বিপরীত দিকে অবস্থিত ছিল, অর্থাৎ, দ্বিতীয় স্ট্রিপটি প্রথমটির সীমকে ওভারল্যাপ করেছে। আরেকটি ফালা দ্বিতীয় পাইপের উপর ঝালাই করা হয়েছিল। এর প্রান্তগুলিও ওভারল্যাপ ঢালাই করা হয়েছিল। পাইপের দৈর্ঘ্য লোহার স্ট্রিপের আকার এবং ঢালাইয়ের প্রযুক্তিগত ক্ষমতার উপর নির্ভর করে তৈরি করা হয়েছিল। এটি 200 থেকে 230 মিমি পর্যন্ত ছিল। পাইপগুলির প্রান্তগুলি একটি "গোঁফ" তে নকল করা হয়েছিল, অর্থাৎ, এগুলি একদিকে - একটি অভ্যন্তরীণ কাটা দিয়ে এবং অন্য দিকে - একটি বাহ্যিক অংশ দিয়ে তৈরি করা হয়েছিল। উপযুক্ত সংখ্যক পাইপ তৈরি করে (আমাদের ক্ষেত্রে, 7), তারা ঝালাই করা শুরু করে। একটি তির্যক seam সঙ্গে ঢালাই এছাড়াও mandrel উপর একটি ওভারল্যাপ সঙ্গে বাহিত হয়। একটি সোজা ব্যারেল ঢালাই করার পরে, এটি অবশেষে ট্রোয়েল এবং ক্রিম দিয়ে বাইরের দিকে শেষ হয়েছিল এবং ক্যালিবারটি ভিতরে ছিল। ব্রিচ থেকে ব্যারেলের শেষ পর্যন্ত একটি নীচে ঢালাই করা হয়েছিল, যা 30-40 মিমি পুরু একটি শঙ্কুযুক্ত ওয়াশারের প্রতিনিধিত্ব করে। ইগনিশন গর্তের জন্য, একটি ছোট বাসা প্রথমে একটি ছেনি দিয়ে অর্ধেক প্রাচীরের পুরুত্বের গভীরতা পর্যন্ত কাটা হয়েছিল এবং তারপরে 4-6 মিমি ব্যাসের একটি গর্তকে একটি ঘুষি দিয়ে খোঁচানো হয়েছিল। এর পরে, ব্যারেলের উপর একটি সামনের দৃষ্টি স্থাপন করা হয়েছিল এবং একটি লক্ষ্যযুক্ত বার সংযুক্ত করা হয়েছিল - চিৎকারের লোহার ব্যারেল প্রস্তুত ছিল, এটি কাঠের স্টকের সাথে সংযুক্ত করার জন্য রয়ে গেছে।
লোহা-নকল টুইটারের ওয়েল্ডিং সিমের মাইক্রোস্ট্রাকচার দেখায় যে সিমগুলি খুব পাতলা এবং পরিষ্কার। এটি কামারদের উচ্চ দক্ষতার কথা বলে। লোহার এত বড় পৃষ্ঠগুলিকে ঢালাই করার জন্য, ঢালাইয়ের তাপমাত্রা ব্যবস্থা আয়ত্ত করা এবং দক্ষতার সাথে ফ্লাক্স ব্যবহার করা প্রয়োজন ছিল। রাশিয়ান কামারদের লোহা ও স্টিলের জাল ঢালাইয়ের প্রযুক্তিতে ব্যাপক অভিজ্ঞতা এবং ঐতিহ্য ছিল।







 মোট ভাইরাল")


চ্যান্টিলি ক্যাসেল - ভার্সাই চ্যান্টিলি ক্যাসেলের পরে ফ্রান্সে দ্বিতীয় প্যারিস থেকে কীভাবে যাবেন
তুরস্কের বিনোদন পার্ক "দ্য ল্যান্ড অফ লেজেন্ডস থিম পার্ক"
গ্রীসের পবিত্র স্থান। গ্রীস অর্থোডক্স। সেন্ট নিকোলাসের ভোজে তীর্থযাত্রা
পিকোদি: এক জায়গায় সব ছাড়!
কিভাবে Dolmabahce প্রাসাদ যেতে