3.1। কামার হাতিয়ার শ্রেণীবিভাগ
এর উদ্দেশ্যমূলক উদ্দেশ্যে, একটি কামারের প্রযুক্তিগত হাতিয়ার! ম্যানুয়াল ফরজিংয়ের জন্য মেন্ট প্রধান, অক্জিলিয়ারী এবং পরিমাপের মধ্যে বিভক্ত। "
প্রধান যন্ত্র i-এর সাহায্যে এমন বলা হয়, যার সাহায্যে ওয়ার্কপিসটিকে ফোর্জিংয়ের জন্য অঙ্কনের সাথে সামঞ্জস্যপূর্ণ আকার এবং মাত্রা দেওয়া হয়। বেস মধ্যে পার্থক্য পারকাশন, কনসাইনমেন্ট নোট, লাইনিং, পাঞ্চিং এবং ডবল | যন্ত্র
এটি দ্রুত ইস্পাতকে ঠান্ডা করে, তাই ইস্পাতের বিশেষ বৈশিষ্ট্যগুলি অবরুদ্ধ হয়। এবং প্রায়শই কামারের কাছে ছুরি বলে কিছু থাকে। এটির একটি খুব দীর্ঘ হ্যান্ডেল রয়েছে যাতে আপনি উভয় হাত দিয়ে গরম ইস্পাত পরিচালনা করতে পারেন এবং তারপরে আপনার পা বা হাঁটু দিয়ে ভিসটি বন্ধ করতে পারেন। এই দুটিতে কামারের হাতিয়ার থাকতে হবে - একটি হাতুড়ি এবং এক জোড়া চিমটি। এবং প্রতিটির অনেক বৈচিত্র রয়েছে।
এগুলি বিভিন্ন ওজন, শৈলী, আকার এবং উদ্দেশ্যগুলিতে আসে, যার মধ্যে ইস্পাত গঠন এবং বাঁকানোর জন্য সাধারণ উদ্দেশ্যের হাতুড়ি রয়েছে। এবং তারা ওজনে পরিবর্তিত হয়, সাধারণত 1 থেকে 3 পাউন্ড পর্যন্ত। কামারদের দ্বারা ব্যবহৃত অন্যান্য ধরণের হাতুড়িগুলির মধ্যে রয়েছে হাতুড়ি হাতুড়ি, ক্রস সেকশন হ্যামার, সিলিং হ্যামার, হ্যামার হ্যামার এবং ইমপ্যাক্ট হ্যামার।
সাপোর্টিং টুল হল অ্যানভিল, স্পারস এবং লোয়ার স্ট্রাইকার অফ হ্যামার।
পারকাশন যন্ত্র হল ku-1 শ্যাফ্ট, হাতুড়ি-হ্যান্ডব্রেক এবং হাতুড়ির উপরের স্ট্রাইকার।
একটি ওভারহেড টুল ওয়ার্কপিসে লাগানো বা ইনস্টল করা হয় এবং একটি স্লেজহ্যামার বা একটি উপরের হাতুড়ি -1 একটি হাতুড়ির পিণ্ড এটিতে আঘাত করা হয়। এই সরঞ্জামটির সাহায্যে, বিলেটটি কাটা হয়, প্রয়োজনীয় আকারের একটি ফোরজিং পাওয়া যায় এবং ফোরজিংসের পৃষ্ঠগুলিকে মসৃণ করা হয়। এটি অন্তর্ভুক্ত: ছেনি, হিল এবং trowels, কামার কুড়াল, ছাঁটা, pinching, crimping এবং ঘূর্ণায়মান.
এখানে আমার হাতুড়ি সুপারিশ আছে. 3-পাউন্ড ক্রস-পাইন কামার হাতুড়ি. ক্রস হ্যামার স্ট্রাইকিং, শেপিং এবং অকথিত ধাতু বাঁকানোর জন্য ব্যবহৃত হয়। ব্লক, ইট এবং পাথর গঠন করতেও ব্যবহার করুন। 16" হিকরি হ্যান্ডেল। 3 পাউন্ড মাথা। গ্লাইডিং হাতুড়ি - একটি ফ্ল্যাট হাতুড়িও বলা হয়।
অনেক বিশেষায়িত হাতুড়ির মধ্যে, গ্রাইন্ডিং হাতুড়ি একটি সাধারণভাবে ব্যবহৃত টাইপ। এটির একপাশে একটি মসৃণ সমতল পৃষ্ঠ রয়েছে। এটি ধাতু মসৃণ করতে ব্যবহৃত হয়। এটা খুব দরকারী টুলবুকিং করার সময়। তারা আকার এবং আকারের একটি অন্তহীন বিভিন্ন আসা. মোদ্দা কথা হল যে চিমটি নিরাপদে এবং সহজেই যেকোন আকৃতি এবং আকারের উপাদান দখল করতে পারে যাতে আপনি এটিকে ফরজে রাখতে পারেন, এটিকে টেনে বের করতে পারেন এবং যখন আপনি এটিতে কাজ করেন তখন এটি শক্তভাবে ধরে রাখতে পারেন।
ব্যাকিং টুলটি অ্যাভিল (অথবা ওয়ার্কপিসের নীচে স্থাপন করা হয়) ইনস্টল করা হয়, ওয়ার্কপিসটি এটিতে স্থাপন করা হয় এবং কাটা, নকল বা বাঁকানো হয়। ফলাফল পছন্দসই আকৃতি একটি forging হয়. এটি অ্যাভিল ক্লাইপিউসের প্রোফাইল পরিবর্তন করে বলে মনে হচ্ছে। এর মধ্যে রয়েছে: আন্ডারকাট, বটম, বিশেষ ডিভাইস, হাত ফোরজিংয়ের জন্য নেইলার এবং মোল্ড, ওয়েজ লাইনিং এবং ব্যাকিং হাতুড়িতে ফরজিংয়ের জন্য ডাইস।
অন্যতম স্বাতন্ত্র্যসূচক বৈশিষ্ট্যকামারের চিমটি হল যে তাদের খুব লম্বা হাতল রয়েছে। এইভাবে আপনি আপনার হাত খুব কাছে বন্ধ না করে নিরাপদে ফরজে পৌঁছাতে পারেন। একটি খুব জনপ্রিয় এবং দরকারী ধরনের চিমটি হল বৃত্তাকার চিমটি। চিমটার চোয়াল গোলাকার, তাই এটি গোলাকার গবাদি পশুকে শক্তভাবে আঁকড়ে ধরে। এই চিমটিগুলি একটি গবাদি পশুর আকারের একটি বিশেষ আকার যা আপনি তৈরি করছেন। বৃত্তাকার টেপকে কখনও কখনও বোল্ট টং হিসাবেও উল্লেখ করা হয়।
এখানে একজন শিক্ষানবিস জন্য আমার সুপারিশ আছে. পিকার্ড 150 বছরেরও বেশি সময় ধরে জার্মান নির্ভুলতার সাথে কামার সরঞ্জাম তৈরি করছে। অ্যাভিলের উপরের ছবিতে, আপনি হার্ডি'স হোল নামক অ্যাভিলের উপর কিছু দেখতে পাচ্ছেন। এটি উপরের পৃষ্ঠে একটি বর্গাকার গর্ত। এটি শক্ত সরঞ্জামগুলির জন্য একটি ধারক। এটি গুরুত্বপূর্ণ যে গর্তটি বর্গাকার এবং সরঞ্জামগুলির একটি বর্গাকার ভিত্তি রয়েছে কারণ এর অর্থ হ'ল সরঞ্জামটি গর্তে ঘোরে না এবং এই সরঞ্জামগুলি কামারের জন্য খুব দরকারী। এই গর্তে স্লাইড করে এমন অনেক ধরণের শক্ত সরঞ্জাম রয়েছে।
পেয়ার করা টুলে নিম্নলিখিত জোড়ার টুল থাকে: হেম-টপস এবং হেম-বটম, সোয়াজড-টপস এবং সোয়াজড-বটম।
পাঞ্চিং টুল - পাঞ্চ (বার্ব) এবং ফার্মওয়্যার। এই টুলের সাহায্যে হাতুড়িতে ছিদ্র করার সময়, স্ট্যান্ড, এক্সটেনশন ব্যবহার করা হয়।
এবং mandrels.
অক্জিলিয়ারী টুল এবংডিভাইসগুলি ফোরজিং এবং অন্যান্য ক্রিয়াকলাপের সময় ওয়ার্কপিসগুলিকে ক্যাপচার, পরিবহন, ঘোরানো এবং সমর্থন করার পাশাপাশি কামারদের কাজের সুবিধার্থে ব্যবহৃত হয়। বিভিন্ন ধরনেরটিক, ফিক্সচার এবং ম্যানুয়াল জন্য ছোট মাপের যান্ত্রিকীকরণ
এখানে একটি নমন কাঁটা নামক একটি শক্ত টুল রয়েছে। আপনি দেখতে পারেন কিভাবে ধাতুটিকে আপরাইট এবং তারপর বাঁকা এবং বাঁকা মধ্যে স্থাপন করা যেতে পারে। এখানে আরও দুটি শক্ত সরঞ্জাম রয়েছে। বাম দিকে গরম অংশ কাটার জন্য একটি কাটঅফ টুল এবং ডানদিকের টুলটি একটি কাটঅফ টুল। বিভিন্ন আকারে নমনের জন্য সরঞ্জাম, এবং তারা আপনাকে একটি নির্দিষ্ট পরিমাণে গরম ধাতু গঠন করতে দেয়।
ছুরি বা তরবারির ব্লেডে খাঁজ যত পূর্ণ হবে। এটি সাধারণত রক্তের খাঁজ হিসাবে উল্লেখ করা হয়। ফিলিং টুল এই খাঁজ তৈরির জন্য একটি বিশেষ টুল। পরবর্তী দুটি ফটো একটি হোম ফিলিং টুল দেখায়। এই টুল প্রথম শট. এবং দ্বিতীয় ছবিতে টুলটি হার্ডি হোলে স্থাপন করা হয়েছে, তরবারির স্টিলটি টুলটিতে স্থাপন করা হয়েছে, এবং এখন আপনি উপরে থেকে টোকা দিলেই আপনি দেখতে পাচ্ছেন যে গোলাকার বারটি কীভাবে স্টিলের মধ্যে একটি পূর্ণাঙ্গ খাঁজ সৃষ্টি করবে।
হাতুড়ি উপর Forging এবং forging.
পরিমাপটুলটি ওয়ার্কপিসগুলির মাত্রা চিহ্নিত এবং পরিমাপের উদ্দেশ্যে। তারা ফোরজিং প্রক্রিয়ায় ফোরজিংসের মাত্রা পরিমাপ করে এবং নিয়ন্ত্রণ করে এবং গরম বা ঠান্ডা ফোরজিংস শেষ করে। এটা অন্তর্ভুক্ত শাসকইস্পাত, ভাঁজ করার নিয়ম, টেপ পরিমাপ, ক্যালিপার, ইত্যাদি। এই টুলটি ম্যানুয়াল এবং হাতুড়ি ফোরজিং উভয় ক্ষেত্রেই ব্যবহৃত হয়।
প্রিচেলের গর্ত: এটি আরেকটি হাতিয়ার যা কামার ব্যবহার করে। টুল শব্দের সাধারণ অর্থে একটি বিশেষ অর্থ নয়। কখনও কখনও কামারকে ধাতুতে ছিদ্র করতে হয়। দৃষ্টান্তের গর্তটি কামারকে গর্তের উপর কাজ রাখতে দেয় এবং তারপর আঘাত করে এটির মধ্য দিয়ে ঘুষি মারতে দেয়।
একটি কামার দ্বারা ব্যবহৃত কিছু সুপরিচিত সরঞ্জাম। ঠাণ্ডা চিজেল: এটি ঠাণ্ডা থাকাকালীন ধাতু চিহ্নিত এবং চালনা করতে ব্যবহৃত হয়। পাঞ্চস: এগুলি বিভিন্ন আকার এবং আকারে আসে এবং ছিদ্র পাঞ্চ করতে ব্যবহৃত হয়। তারের ব্রাশ: এটি একজন কামারের জন্য একটি অত্যন্ত গুরুত্বপূর্ণ হাতিয়ার। স্টিল এবং লোহা গরম হওয়ার সাথে সাথে তারা স্ল্যাগ এবং স্কেল জমা করে। এই দৃঢ়ভাবে সরাইয়া ব্রাশ করা আবশ্যক. একটি তারের বুরুশ এই জন্য উপযুক্ত।
এছাড়া,কামারের হাতিয়ার এবং জিনিসপত্র আলাদা করা হয় উপরেসর্বজনীন এবং বিশেষ।
ইউনিভার্সাল টুল এবং ফিক্সচারবিভিন্ন আকার এবং আকারের forgings জন্য ব্যবহৃত হয়.
বিশেষ সরঞ্জাম এবং ফিক্সচারশুধুমাত্র একই আকারের ফোরজিংসের বড় ব্যাচ তৈরিতে ব্যবহৃত হয়।
বার্নার অন্তর্ভুক্ত করা হয় না, কেনার আগে এই সম্পূর্ণ বিবরণ পড়ুন দয়া করে. আমেরিকায় তৈরি এবং পুরু, ভারী-শুল্ক ইস্পাতের ট্যাঙ্কের মতো তৈরি। এর মানে হল আপনার তাপের উৎসের উপর আপনার সম্পূর্ণ নিয়ন্ত্রণ আছে এবং আপনার প্রয়োজনীয় যেকোনো বার্নার কিট বেছে নিতে পারেন। এগুলি সারা দেশে অনলাইনে এবং বেশিরভাগ হার্ডওয়্যারের দোকানে পাওয়া যায়। কামারের হাতিয়ার এবং ব্যবসার পদ্ধতি।
কাউফম্যান, মেটালওয়ার্কিং ইন আর্লি আমেরিকা, হিস্টোরিক বেথলেহেমের সংগ্রহ থেকে। কামারের হাতিয়ারগুলি সময়ে সময়ে এবং স্থানে স্থানে পরিবর্তিত হয়। তারা সাধারণত তিনটি দলে বিভক্ত। প্রথমটি হল এর বেল, জলের পাত্র, বেলচা, চিমটি, রেক, জুজু এবং আগুনকে স্যাঁতসেঁতে এবং ঠান্ডা করার জন্য জলের পাত্র সহ চুলা। দ্বিতীয় গ্রুপে রয়েছে অ্যাভিল, স্লেজ, চিমটা, ছাঁটাই, কাটার, চিসেল এবং হাতুড়ি। তৃতীয় গ্রুপে জুতার জন্য ঘোড়ার খুর প্রস্তুত করার জন্য ছুরি, ব্রাইন এবং ফাইল সমন্বিত একটি জুতার বাক্স, এটিতে কাজ করার সময় ঘোড়ার পাকে সমর্থন করার জন্য একটি লোহার স্ট্যান্ড এবং খুরের সাথে জুতা সংযুক্ত করার জন্য একটি বিশেষ হাতুড়ি এবং পেরেক ছিল।
3.2। হাত forging জন্য মৌলিক টুল
অ্যাভিল (চিত্র 3.1) একটি বিশাল ধাতব সমর্থন যার উপর ওয়ার্কপিস নকল করা হয়।
নকশা অনুসারে, শিংবিহীন, এক-শিং এবং দুই-শিংযুক্ত অ্যাভিল রয়েছে। অ্যাভিলগুলির মাত্রা এবং ওজন মান দ্বারা নিয়ন্ত্রিত হয়: GOST 11396-75 অনুসারে শিংবিহীন, GOST 11397-75 অনুসারে এক-শিং, GOST 11398-75 অনুসারে দুই-শিং এবং GOST 1139- অনুসারে sd-শিংযুক্ত ক্যান্টিলিভার 75। HB 340...477. কনসোল 95 kg এর কঠোরতায় কেসিং এবং হর্নগুলির পরবর্তী প্রক্রিয়াকরণের সাথে সমস্ত অ্যানভিলগুলি 45L ইস্পাত দিয়ে তৈরি করার সুপারিশ করা হয়।
কামার কাঠকয়লা দিয়ে কাজ করত, তাই নামকরণ করা হয়েছে কারণ কয়লা লোহা উৎপাদনকারী চুল্লিতে জ্বালানি দিতে ব্যবহৃত হত। মনে হচ্ছে এটা শুধুমাত্র জন্য উপযুক্ত নয় বিভিন্ন উপায়েযাদের "কাজ" করা দরকার; কিন্তু অন্যান্য পছন্দসই গুণাবলীর কারণে, তাদের বেশিরভাগই পরবর্তী সময়ের লোহাকে ছাড়িয়ে গিয়েছিল, যাদের এই গুণাবলী ছিল না।
18 এবং 19 শতকের কামারদের ছিল বিভিন্ন গুণাবলীলোহা তাদের জন্য উপলব্ধ। এমনকি যদি উচ্চ গ্রেডের লোহা ব্যবহার করা হয়, ধাতুটি ব্যবহার করার আগে কামারের কাছ থেকে প্রায়শই অতিরিক্ত মনোযোগের প্রয়োজন হয়। পরিশোধন এবং ঘূর্ণায়মান প্রক্রিয়ার সীমাবদ্ধতার কারণে বেশিরভাগ লোহার একটি অসম্পূর্ণ টেক্সচার রয়েছে, যাকে সাধারণত ফাইব্রাস বলা হয়। কামার লোহাকে গরম করে এবং এর নেভিলে প্রবলভাবে আঘাত করে এই অবস্থার উন্নতি করতে পারে। এই পদ্ধতিটি লোহা থেকে কিছু অমেধ্য অপসারণ করতে এবং এর বিশুদ্ধতা এবং ক্ষয় প্রতিরোধের উন্নতি করতে সহায়তা করে।
ম্যানুয়াল ফরজিংয়ের জন্য সবচেয়ে সাধারণ এবং সুবিধাজনক হল একটি এক-শিংওয়ালা অ্যাভিল (চিত্র 3.1, ক)। হর্ন / বিভিন্ন কোণে ওয়ার্কপিস বাঁকানোর জন্য এবং রিং আকারে ফোরজিংস ফরজ করার জন্য ডিজাইন করা হয়েছে। প্ল্যাটব্যান্ড 2 প্রধান কাজ
ভাত। 3.1। সমর্থন টুল
যার বা সাহায্যকারী পৃষ্ঠতল। সমর্থন পৃষ্ঠের উপর গর্ত তিনটি মাধ্যমে আছে. দুটি গোলাকার গর্ত 3 15 মিমি একটি ব্যাস সঙ্গে forgings এবং বর্গক্ষেত্রে গর্ত খোঁচা জন্য ডিজাইন করা হয় 4 আকার 35 x35 মিমি - এটিতে ব্যাকিং সরঞ্জাম এবং ফিক্সচার ইনস্টল করার জন্য। লেজ 5 ডান কোণ সহ একটি প্রোট্রুশন আকারে, এটি 90 ° কোণে ওয়ার্কপিস বাঁকানোর উদ্দেশ্যে। পাঞ্জা 6 অ্যাভিল বেঁধে রাখতে ব্যবহৃত হয়।
যদিও বেশিরভাগ কামার লোহার উপর সঞ্চালন করে, তবে অ্যাক্সেল, চাকার টায়ার এবং বেড়ার টুকরোগুলির মতো বস্তুগুলিতে বিচ্ছেদ বা ফাটল পাওয়া অস্বাভাবিক নয়। লোহার টেক্সচারে কিছু উন্নতি অনিবার্য ছিল, কারণ কামার, তার আলনা থেকে লোহা অপসারণের পরে, সাধারণত তার বিশেষ প্রয়োজনে এটি পরিবর্তন করা প্রয়োজন বলে মনে করেছিল। এটি বিশেষত কামার দ্বারা সঞ্চালিত অপারেশনে বিশেষভাবে সত্য ছিল, টানা। এই প্রক্রিয়াটি একটি লোহার রডকে গরম করে, এটিকে একটি অ্যাভিলে ঠিক করে এবং একটি ক্রুসিফর্ম হাতুড়ি ব্যবহার করে এর দৈর্ঘ্য বা প্রস্থ বৃদ্ধি করে, প্রয়োজনে এটিকে একটি ভিন্ন আকারে হ্রাস করে অর্জন করা হয়েছিল।
অ্যাভিলটি একটি বিশাল ঢালাই-লোহা বা কাঠের সাপোর্ট 7-এর উপর মাউন্ট করা হয় যার ব্যাস কমপক্ষে 60 মিমি এবং 900 ... 1000 মিমি উচ্চতা এবং ক্ল্যাম্পের সাহায্যে এই সমর্থনে স্থির করা হয় 8 এবং ক্রাচ 9. নিম্নদেশ কাঠের সমর্থনচুলা থেকে 1.0 ... 1.5 মিটার দূরত্বে মাটিতে সমাহিত করা হয়েছে। অ্যাভিল হর্নটি কামারের বাম দিকে হওয়া উচিত, যিনি তার পিঠের সাথে ফরজে দাঁড়িয়ে আছেন। মেঝে থেকে আবরণ পর্যন্ত দূরত্ব কামারের উচ্চতা দ্বারা নির্ধারিত হয় এবং সাধারণত 700 ... 800 মিমি। অ্যাভিলের এই জাতীয় ইনস্টলেশন সঠিক বলে বিবেচিত হয়, যখন একজন দাঁড়িয়ে থাকা কামার হাত নিচু করে সামান্য বাঁকানো আঙ্গুলের টিপস দিয়ে কেসিংটি স্পর্শ করবে।
উপসংহার শুধুমাত্র লোহা গুণমান উন্নত, কিন্তু তার চেহারা. সুপারফিশিয়াল এবং ট্রান্সভার্স ডাইমেনশনাল পরিবর্তনের কিছু অনিয়ম সাধারণত প্রমাণ হিসেবে বিবেচিত হয় হস্তনির্মিত. ঘনিষ্ঠ পরীক্ষায় এই ধরনের পরিবর্তন লক্ষ্য করা যায়। তারা যান্ত্রিক পরিপূর্ণতা উপর হস্তনির্মিত কবজ প্রধান কারণ. ধাতুর পাতবা ফিতে যা মেশিন দ্বারা তৈরি করা হয়েছিল।
কামারের আরেকটি মৌলিক কাজ ছিল ফরজে ওয়েল্ডিং। একটি প্রাথমিক গ্রন্থে কামারসঠিক অপারেশনের জন্য প্রয়োজনীয় তিনটি তাপ বর্ণনা করা হয়েছে। সবচেয়ে গরম হল স্নোবল, যা সাদা তাপকে বোঝায়; এই ঢালাই লোহা জন্য ব্যবহৃত হয়. সম্পূর্ণ ঢালাই তাপ আছে, একটি স্নোবলের মতো গরম নয়, হালকা ইস্পাত ঝালাই করতে ব্যবহৃত হয়। শেষটি কম বা হালকা ঢালাই তাপ, এটি ব্যবহার করার জন্য প্রয়োজনীয় মহান দক্ষতার কারণে খুব কমই ব্যবহৃত হয়।
স্পার (GOST 11400-75) হল একটি ছোট অ্যাভিল যা ইস্পাত গ্রেড 45 দিয়ে তৈরি যার কাজের অংশ HRC 41.5 ... 46.5 এর কঠোরতা রয়েছে। একটি স্প্যারাকের ভর সাধারণত 4 কেজির বেশি হয় না। Shperak এর প্রধান মাত্রা ডুমুর দেখানো হয়. 3.1 খ. Shperak একটি বর্গাকার গর্তে ইনস্টল করা হয় 4 anvils (চিত্র 3.1 দেখুন, কিন্তু)এবং তার উপর ছোট ফোরজিংস বা যন্ত্রাংশ নকল করা হয়।
ঢালাইয়ের আগে প্রায়ই একটি স্কার্ফ ছিল, যার অর্থ ঢালাইয়ের আগে অংশগুলির প্রান্ত বা প্রান্তগুলিকে টেপার করা। তারপরে এই ধরনের শঙ্কুযুক্ত অংশগুলি পুনরায় গরম করা হয়েছিল এবং প্রান্তগুলি শঙ্কুযুক্ত অংশগুলির সম্পূর্ণ দূরত্বকে আচ্ছাদিত করেছিল। এগুলিকে একটি অ্যাভিলের উপর স্থাপন করা হয়েছিল এবং দুটি টুকরো সম্পূর্ণরূপে এক টুকরোতে ঢালাই না হওয়া পর্যন্ত ট্যাপ করা হয়েছিল। যদি জয়েন্টটি বড় করা হয় তবে এটি পুনরায় গরম করা হয়েছিল এবং সমস্ত অংশ সমান বেধ না হওয়া পর্যন্ত নকল করা হয়েছিল। এই অপারেশনটি চাকা টায়ারের উপর সঞ্চালিত হয়েছিল, তবে সংযোগটি খুব কমই পাওয়া যায়।
কিছু কামার ধাতুর পৃষ্ঠকে আগুন ধরে রাখার জন্য একটি প্রবাহ হিসাবে বালি ব্যবহার করত, কিন্তু একজন ভাল কারিগর এই সাহায্য ছাড়াই কাজ করতে পারে। লঙ্ঘনটি টানার বিপরীত ছিল, যেহেতু এই অপারেশনে রডের দৈর্ঘ্য বাড়ানোর পরিবর্তে হ্রাস করা হয়েছিল। রডের কিছু অংশ ঢালাই তাপমাত্রায় উত্তপ্ত করা হয়েছিল এবং অন্যান্য অংশগুলিকে ঠান্ডা করা হয়েছিল যাতে রডের শেষ অংশে হাতুড়ি দেওয়া হলে, গরম অংশটিকে আরও ঘন করা হয় এবং রডের সামগ্রিক দৈর্ঘ্য হ্রাস করা হয়। বর্ধিত অংশটি তখন একটি হাতুড়ি বা ছাঁটাই দিয়ে সম্পন্ন করা হয় যদি কিছু নির্দিষ্ট বিবরণ সহ একটি নকশা ইচ্ছা হয়।
একটি স্লেজহ্যামার (দুই হাতের যুদ্ধের হাতুড়ি) একটি ওয়ার্কপিসে শক্ত আঘাত দেওয়ার জন্য ডিজাইন করা হয়েছে
প্রয়োজনীয় আকৃতির একটি ফরজিং পাওয়ার জন্য নোয়াহের আবরণে (চিত্র 3.2)।
GOST 11401-75 অনুযায়ী ভোঁতা স্লেজহ্যামার আছে / মাত্রা সহ, তীক্ষ্ণ-নাকযুক্ত তির্যক 2 এবং নির্দেশিত অনুদৈর্ঘ্য স্লেজহ্যামার 3 GOST 11402-75 অনুযায়ী মাত্রা সম্পর্কে (চিত্র 3.2, ক)। স্লেজহ্যামারগুলি 40, 45, 50 এবং U7 স্টিল থেকে তৈরি করা হয়। স্লেজহ্যামারগুলির কাজের পৃষ্ঠগুলি 30 মিমি গভীরতা থেকে কমপক্ষে এইচআরসি 32.5 এর কঠোরতা পর্যন্ত মেশিন করা হয় এবং শক্ত করা হয়। ভোঁতা-নাকযুক্ত স্লেজহ্যামারের ভর হল 2 ... 16 কেজি, ধারালো-নাকযুক্ত - 3 ... 8 কেজি। 2 ... 10 কেজি ওজনের সবচেয়ে সাধারণ স্লেজহ্যামার।
স্ট্যাম্পিং ছিল বেশ সহজ, কিন্তু আলংকারিক উদ্দেশ্যে এবং লোহার কাজে যোগদানের জন্য খুবই গুরুত্বপূর্ণ। এটি ছিল একমাত্র পরিচিত পদ্ধতি যার মাধ্যমে এক ইঞ্চি চওড়া বারে এক ইঞ্চি ব্যাসের গর্ত তৈরি করা যায়। প্রথম অপারেশনটি ছিল বারটিকে গরম করা এবং এর প্রস্থকে সামান্য বৃদ্ধি করা, এটিকে বিরক্ত করা। তারপরে, পুনরায় গরম করার পরে, একটি হাতুড়ি দিয়ে দণ্ডের গরম অংশের মধ্য দিয়ে একটি ছোট ঘা ঘুষি দেওয়া হয়েছিল যতক্ষণ না ঘাটি অ্যাভিলের মুখ দিয়ে বন্ধ হয়ে যায়। পাঞ্চটি রড থেকে টেনে বের করা হয়েছিল, রডটিকে উত্তপ্ত করা হয়েছিল এবং দণ্ডটিতে একটি ছোট গর্ত না হওয়া পর্যন্ত বিপরীত দিক থেকে আঘাত করা হয়েছিল।
হাতুড়ি-হ্যান্ডব্রেক (চিত্র 3.2, খ) পিছনের আকৃতির উপর নির্ভর করে আলাদা করা হয়: একটি গোলাকার পিঠ সহ 4, ইনট্রান্সভার্স ওয়েজ-আকৃতির পিঠ 5 এবং অনুদৈর্ঘ্য কীলক-আকৃতির পিছনে 6। এগুলি 0.5 ... 1.5 কেজি ওজনের U7 ইস্পাত দিয়ে তৈরি। তাদের জন্য হ্যান্ডলগুলি 350 ... 600 লম্বা তৈরি করা হয় মিমিসান্দ্র কাঠের মুক্ত প্রান্তে ঘন করার সাথে এবং স্লেজহ্যামারের মতো wedged।
বারটি তৃতীয়বার পুনরায় গরম করা হয়েছিল এবং ছিদ্রটি অ্যাভিলের গর্তের উপরে স্থাপন করা হয়েছিল যেখানে এটি বড় ঘুষি দিয়ে পছন্দসই ব্যাস পর্যন্ত প্রসারিত হয়েছিল। এই ধরনের গর্তে সাধারণত নীচের অংশে burrs থাকে এবং শ্যাঙ্কটি অন্য যে কোনও অংশের তুলনায় গর্তে সর্বদা চওড়া ছিল। কখনও কখনও, একটি বর্ধিত অংশ বস্তুর কাঠামোর অংশ তৈরি করতে ব্যবহার করা হয়েছে। এর ব্যবহার, বর্ণিত অন্যান্য পদ্ধতির মতো, বড় বয়সের গ্যারান্টি দেয় না, তবে এটি নির্দেশ করে যে এটি হাতে করা হয়েছিল।
কামাররা লোহার টুকরোতে যোগ দেওয়ার জন্য বিভিন্ন পদ্ধতি ব্যবহার করত: রিভেট, স্ট্র্যাপিং, ফিক্সিং, স্ক্রুইং এবং বোল্টিং। Rivets বৃত্তাকার বা countersunk মাথা সঙ্গে rivets ব্যবহার. যখন একটি কাউন্টারসাঙ্ক হেড ব্যবহার করা হয়, তখন মাথা এবং রিভেটের প্রান্ত লোহার পৃষ্ঠের সাথে ফ্লাশ হয়ে যায়, যার ফলে লোহার কাজের ভারী রঙ সনাক্ত করা কঠিন হয়ে পড়ে। গোলাকার হেড রিভেট ব্যবহার করা হলে, হাতুড়ি বা আঠালো অংশটি আসল মাথার মতোই আকার এবং আকৃতির ছিল।
কলমস্লেজহ্যামারের জন্য 750 ... 900 মিমি লম্বা, এগুলি মুক্ত প্রান্তের দিকে সামান্য ঘন হয়ে কাঠের তৈরি। হ্যান্ডেলগুলির জন্য, আপনার সান্দ্র প্রজাতির একটি গাছ ব্যবহার করা উচিত - হর্নবিম, ম্যাপেল, পর্বত ছাই, ছাই বা বাট বার্চ, যা বিভক্ত হয় না। আপনি পাইন এবং স্প্রুস থেকে হ্যান্ডলগুলি তৈরি করতে পারবেন না। হ্যান্ডেলগুলির বেঁধে রাখা যতটা সম্ভব নির্ভরযোগ্য হওয়া উচিত। এটি করার জন্য, হ্যান্ডলগুলির জন্য স্লেজহ্যামারের মাথায় গর্ত (স্যাডল) মাঝ থেকে পাশের মুখ পর্যন্ত 3 ... 5 ° ঢাল দিয়ে তৈরি করা হয়। এটি হ্যান্ডলগুলি ইনস্টল করার সুবিধা দেয় এবং নিশ্চিত করে যে কীলক চালানোর পরে সেগুলি নিরাপদে বেঁধে রাখা হয়েছে। এটি প্রতিষ্ঠিত হয়েছে যে হ্যান্ডেলের সবচেয়ে নির্ভরযোগ্য বন্ধন
|
|

ভাত। 3.2। পারকাশন যন্ত্র
হালকা ইস্পাত দিয়ে তৈরি একটি "সম্পূর্ণ" কীলক 7 (চিত্র 3.2, c) ব্যবহার করে বন্ধন করা হয়। এই ধরনের ওয়েজগুলি স্লেজহ্যামারের মাথার প্রস্থের */z সমান গভীরতায় তির্যকভাবে হাতুড়ি দেওয়া হয়।
সাধারণত একটি কামার একটি হ্যান্ডব্রেক দিয়ে কাজ করে এবং একটি হাতুড়ি একটি স্লেজহ্যামার দিয়ে কাজ করে। একটি কামার একটি হাত দিয়ে ছোট অংশ নকল. হাতুড়ি ছাড়া কাজ করা কামারদের "এক হাতে" বলা হত এবং জাল করাকে "এক হাতে" বলা হত। একটি বা দুটি হাতুড়ি দিয়ে কাজ করা একজন কামার সম্পর্কে, তারা "দুই হাত" বা "তিন হাত" বলে। বড় এবং জটিল পণ্য ফরজ করার সময় তিন হাতে হাতুড়ি দিয়ে কাজ করা হয়।
হাতুড়ির সাথে কাজ করার সময়, কামার প্রধানত ফরজিং পরিচালনা করে, অর্থাৎ, হ্যান্ডব্রেকটি আঘাত করে, সে হাতুড়িকে ফরজিংয়ের শুরু (নাহিতে টোকা দেওয়া) সম্পর্কে সংকেত দেয়, ফোরজিংয়ের শেষ হয় (কামার নীরবে হ্যান্ডব্রেক রাখে। এর পাশ), প্রভাবের জায়গা সম্পর্কে (হ্যান্ডব্রেক দিয়ে ওয়ার্কপিসে প্রভাবের জায়গা দেখায়) এবং বিট টেম্পো (অ্যাভিলের উপর টোকা দিয়ে)।
হাতুড়ি কামার দ্বারা নির্দেশিত জায়গায় একটি স্লেজহ্যামার দিয়ে ওয়ার্কপিসকে আঘাত করে। হাতা দিক এবং শক্তি ভিন্ন হতে পারে। সবচেয়ে হালকা ছোট প্রভাবগুলি (কনুই), যা কনুই জয়েন্টগুলিতে স্লেজহ্যামার দিয়ে হাতের নড়াচড়ার মাধ্যমে সরবরাহ করা হয় (কবজা হিসাবে), গড় প্রভাবগুলি (কাঁধ) কাঁধে একটি স্লেজহ্যামার দিয়ে হাতের নড়াচড়ার মাধ্যমে প্রয়োগ করা হয়। জয়েন্টগুলি (একটি কবজা হিসাবে), এবং সর্বাধিক প্রভাবগুলি (মাউন্ট করা) একটি বন্ধ বৃত্তে একটি স্লেজহ্যামার দিয়ে হাত সরিয়ে প্রয়োগ করা হয়।
উপরন্তু, হাতুড়ি ডান বা বাম থেকে workpiece আঘাত করতে পারেন। ডান দিক থেকে আঘাত করতে, হাতুড়ি হাতল নেয় ডান হাতস্লেজহ্যামারের কাছাকাছি, এবং হ্যান্ডেলের শেষে বাম হাত দিয়ে। বাম থেকে আঘাত করার জন্য, হাতুড়িটি বাম হাত দিয়ে হ্যান্ডেলের মাঝখানের অংশে নেওয়া হয়, ডান হাত দিয়ে তার শেষের দিকে। ডান বা বাম দিকে ওয়ার্কপিসকে আঘাত করা হয় - উদাহরণস্বরূপ, একটি দীর্ঘ ওয়ার্কপিসের শেষ অবতরণ করার সময় (চিত্র 7.6 দেখুন, ছ)।
কামারের চিসেলগুলি ওয়ার্কপিস কাটার জন্য ডিজাইন করা হয়েছে (চিত্র 3.3)। নকশা দ্বারা, সহজ / এবং আকৃতির 2 GOST 11418-75 এবং GOST 11419-75 অনুযায়ী যথাক্রমে মাত্রা সহ chisels (চিত্র 3.3, a)। Chisels ইস্পাত 6XC তৈরি করা হয়. ছেনিটির কার্যকারী অংশটি 30 এর দৈর্ঘ্যের উপরে HRC 55 ... 59 এর কঠোরতায় শক্ত হয় মিমি, সে 20 মিমি দৈর্ঘ্যে HRC 51.5 ... 56 পর্যন্ত মাথা। সরল ছেনিগুলির ভর হল 0.9 ... 3.6 কেজি, এবং আকৃতির চিসেলগুলি 0.6 ... 2.2 কেজি। ঠান্ডা এবং গরম জন্য সহজ chisels তৈরি করা হয়

ভাত। 3.3। সংযুক্তি টুল
ধাতু কাটিয়া. এগুলি তীক্ষ্ণ কোণে পৃথক এবং একটি পাতলা ফলক রয়েছে (চিত্র 3.3, তে বিন্দুযুক্ত রেখা) কিন্তু)।বিভিন্ন ধরনের সরল চিসেল হল একটি একতরফা ছেনি, যেটিতে ব্লেডকে একপাশে ধারালো করা হয় চিসেলের তুলনায়/চিত্রে দেখানো হয়েছে। ৩.৩, কিন্তু
আকৃতির chisels 2 (চিত্র 3.3, কিন্তু)একটি বৃত্তাকার ফলক আকৃতি আছে এবং ফ্ল্যাট বৃত্তাকার ফাঁকা কাটা বন্ধ করতে ব্যবহৃত হয়.
চিসেলের জন্য হ্যান্ডেলগুলি স্লেজহ্যামার এবং হ্যান্ড হ্যামারের মতোই তৈরি করা হয়। তারা wedged না, যাতে workpiece উপর টুল ইনস্টল করার ভুলতা থেকে শক এবং কম্পন থেকে হাতে কোন kickback আছে। একইভাবে, হ্যান্ডলগুলি উপরের টেম্পার, হিল, ক্রিম, টপস, ট্রোয়েলস, পাঞ্চ এবং অন্যান্য প্রয়োগ করা সরঞ্জামগুলিতে ঢোকানো হয়।
হিল 3 (চিত্র 3.3, খ) ব্রোচ অপারেশনের গতি বাড়ানোর জন্য ডিজাইন করা হয়েছে। এগুলো অর্ধবৃত্তাকার কাজের অংশ, ইস্পাত 45 থেকে GOST 11410-75 অনুযায়ী তৈরি করা হয়, কাজের অংশটি 30 মিমি দৈর্ঘ্যের এইচআরসি 39.5 থেকে কঠোরতা, মাথার শেষ থেকে 32 ... 41.5 20 মিমি দৈর্ঘ্যের দৈর্ঘ্যের উপর শক্ত করা হয়। হিল ওজন 1 ... 2 কেজি।
smoothers forging পরে forgings এর পৃষ্ঠতল মসৃণ করার জন্য ডিজাইন করা হয়. সমতল সঙ্গে trowels পার্থক্য 4 (GOST 11412-75) এবং অর্ধবৃত্তাকার 6 (GOST 11413-75) কাজের পৃষ্ঠতল (চিত্র 3.3, ভিতরে).ট্রোয়েলগুলি ইস্পাত দিয়ে তৈরি 45। কাজের পৃষ্ঠতলগুলি 30 মিমি দৈর্ঘ্যের HRC 39.5 এর কঠোরতায় শক্ত হয় এবং
পিষে নিন। মাথার শেষ থেকে, তারা 20 মিমি দৈর্ঘ্যের উপর HRC 32 ... 41.5 তে শক্ত হয়। ট্রোয়েলের ওজন 0.95 ... 4.73 কেজি।
উদাহরণস্বরূপ, কামার এন.ই. স্টেইনফেল্ড ওভারহেডে হ্যান্ডেলগুলির জন্য "বসে", উপরের জোড়া এবং পাঞ্চিং টুল (নীচে দেখুন) ঢাল ছাড়াই কাজ করে (চিত্র 3.3, ছ),যা স্লেজহ্যামার এবং হাতুড়ির মতো ঢাল সহ সমস্ত সরঞ্জামের জন্য "ড্রাইভ" বাস্তবায়নের জন্য মানদণ্ডের সুপারিশগুলি পূরণ করে না। ঢাল ছাড়াই নির্দিষ্ট টুলে "রাইড" কাজের লেখক দ্বারা সুপারিশ করা হয়। সাধারণত, কামাররা চালানে হ্যান্ডেলগুলি ইনস্টল করে, উপরের জোড়া এবং পাঞ্চিং টুল যাতে হ্যান্ডেলের শেষ, যা "স্যাডল" অতিক্রম করেছে, টুলের বাইরে কমপক্ষে 30 মিমি (চিত্র 3.3, স)যাতে হাতলটি তাত্ক্ষণিকভাবে হাতল থেকে লাফিয়ে না যেতে পারে এবং কামারের হ্যান্ডেলের শেষ পর্যন্ত তার গতিবিধি লক্ষ্য করার সময় থাকে।
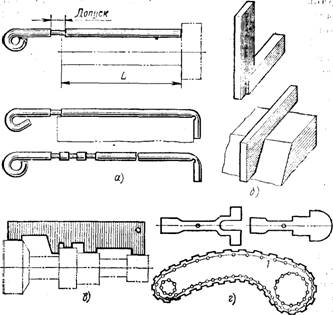
ব্যাকিং টুল - লোয়ার বা অ্যাভিল আনুষাঙ্গিক (চিত্র 3.4) একটি বর্গাকার অংশ সহ একটি শ্যাঙ্ক রয়েছে, যা একটি বর্গাকার গর্তে নামানো হয়েছে 4 anvils, এবং টুলের কাজ অংশ আবরণ উপর স্থির হয় 2 anvils (চিত্র 3.1, a দেখুন)।
আন্ডারকাটগুলি ওয়ার্কপিসগুলির পৃথকীকরণ (পিঞ্চিং) জন্য উদ্দেশ্যে করা হয়। ডাইরেক্ট কাটিং /, GOST 11420-75 অনুযায়ী সম্পাদিত, ডুমুরে দেখানো হয়েছে। 3.4, কিন্তুআন্ডারকাটগুলি ইস্পাত 50 দিয়ে তৈরি। কাজের অংশটি 30 মিমি দৈর্ঘ্যের উপর HRC 39.5 এর কঠোরতায় শক্ত হয়। আন্ডারকাটগুলির ভর হল 0.88 ... 1.47 কেজি।
ডুমুর উপর. 3.4, কিন্তুএছাড়াও দেখানো হয়েছে: আন্ডারকাট 2 সেঅর্ধবৃত্তাকার কাটিয়া প্রান্ত, আন্ডারকাট 3 একটি জোর দিয়ে যা ওয়ার্কপিসকে কাটার সময় রোলিং (স্লাইডিং) থেকে রক্ষা করে।
লোয়ারগুলি (চিত্র 3.4, খ) প্রয়োজনীয় ফোরজিং প্রোফাইল পাওয়ার জন্য ওয়ার্কপিস বাঁকানোর উদ্দেশ্যে করা হয়েছে। কাজের পৃষ্ঠের আকৃতি অনুযায়ী, কৌণিক 4 (GOST 11405-75) এবং - নলাকার 5 (GOST 11411-75) কম করে। বটমগুলি ইস্পাত দিয়ে তৈরি 45. কাজের অংশটি 30 মিমি দৈর্ঘ্যের উপর HRC 39.5 এর কঠোরতায় শক্ত করা হয়েছিল। লোয়ারগুলির ওজন 0.9 ... 8.8 কেজি।
উপরন্তু, নিম্নলিখিত বিশেষ নিম্ন এবং anvil ডিভাইস ব্যবহার করা যেতে পারে (চিত্র 3.4, b)।
ফিক্সচার 6 বৃত্তাকার উপাদান কাটা জন্য পরিবেশন করা হয়. কাঁটা 7 ব্যবহার করা হয় যখন নমন বার এবং ফালা উপাদান, এবং নিম্ন 8 - একটি বার থেকে টি-বাম্প যন্ত্রাংশ ফরজ করার জন্য। বন্ধনী 9 ব্যবহার করা হয় "এবং 1 স্কুপ অংশ যেমন কাঁটাচামচ। হুক 10 জাল ঢালাই জন্য প্রয়োজন
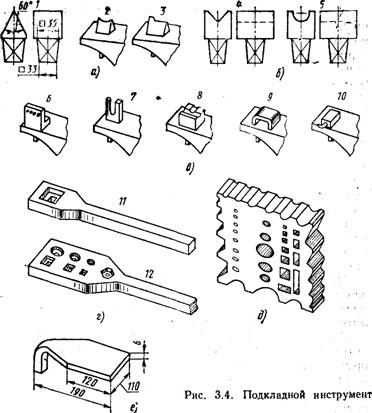
চেইন লিঙ্ক। প্রয়োজনে, একজন কামার তার ফোরজিং প্রক্রিয়াকে দ্রুততর করতে এবং প্রয়োজনীয় আকৃতির ফরজিং পেতে প্রয়োজনীয় যেকোন ডিভাইস জাল করতে পারে।
নেইলার (চিত্র 3.4, ছ)নখ, বোল্ট, রিভেট ইত্যাদির জন্য মাথা পেতে ডিজাইন করা হয়েছে। নখ একক // এবং একাধিক হতে পারে !2, এবং তাদের মধ্যে বাসাগুলি নলাকার, আয়তক্ষেত্রাকার, ষড়ভুজ বা অন্য কোন আকৃতির। সকেট এবং গর্তগুলির দেয়ালগুলি 3 ... 5 ° এর ঢালের সাথে তৈরি করা হয়, অর্থাৎ যে দিক থেকে ওয়ার্কপিসটি ঢোকানো হয় তার একটি এক্সটেনশন সহ, যা মাথাগুলি তৈরি হওয়ার পরে ফোরজিগুলি অপসারণের সুবিধা দেয়। নাইলারগুলি ইস্পাত 45 বা U7, U7A দিয়ে তৈরি এবং HRC 44 ... 50 এর কঠোরতায় শক্ত হয়।
2 V. G. Shmakov 33

ক) ৬)ভাত। 3.5। জোড়া যন্ত্র
ফর্ম (চিত্র 3.4, ঘ)ফোরজিংস, বাঁকানো, ব্রোচিং এবং সরল ক্রস সেকশন সহ ফোরজিংসের ফিনিশিং খোঁচা এবং ছিদ্র করার জন্য ডিজাইন করা হয়েছে। ফর্মটি একটি পুরু বর্গাকার প্লেট যার গর্ত বিভিন্ন আকার এবং বিভাগগুলির আকার। পাশের মুখগুলিতে, এটির বিভিন্ন আকার এবং আকারের প্রবাহ রয়েছে। একটি ছাঁচ তৈরি করা হয় 35L, 40L স্টীল থেকে ঢালাই করে, তারপরে প্রক্রিয়াকরণ করা হয় মসৃণ পৃষ্ঠতলভিতরে গর্ত এবং স্রোত. ছাঁচের ভর প্রায় 120 কেজি।
হালকা ইস্পাত বা তামা দিয়ে তৈরি একটি আস্তরণ ব্যবহার করা হয় ধাতু কাটার সময় অ্যাভিল কেসিংকে ক্ষতির হাত থেকে এবং ছেনিগুলিকে ভোঁতা থেকে রক্ষা করতে। কামার এন.ই. স্টেইনফেল্ডের আস্তরণের নকশা চিত্রে দেখানো হয়েছে। 3.4, ই.
একটি পেয়ার করা টুল (চিত্র 3.5) ব্যবহার করা হয় যখন ওভারহেড এবং ব্যাকিং টুল একই সাথে ওয়ার্কপিসে কাজ করে এবং আপনাকে শ্রম উৎপাদনশীলতা বাড়াতে এবং ফোরজিংসের আকৃতি উন্নত করতে দেয়।
উপরের এবং নীচের টেম্পারগুলি জোড়ায় ব্যবহার করা হয় এবং ধাতুর ব্রোচিং বা বিচ্ছুরণের কাজকে দ্রুত করার জন্য ডিজাইন করা হয়েছে।
শীর্ষ tucks (চিত্র 3.5, কিন্তু)ফ্ল্যাট বর্গাকার 7 (GOST 11406-75) এবং অর্ধবৃত্তাকার 3 (GOST 11408-75) কাজের পৃষ্ঠের সাথে আসা। তারা ইস্পাত তৈরি করা হয় 45. কাজের অংশটি 30 মিমি দৈর্ঘ্যের এইচআরসি 39.5 এর কঠোরতায় শক্ত হয়, মাথাটি - 20 মিমি দৈর্ঘ্যের এইচআরসি 30 ... 40। হিল-টপস khn এবং kov এর ভর 0.72 ... 2.62 কেজি।
নীচের টাক (চিত্র 3.5, ক) একটি সমতল আয়তক্ষেত্রাকার সাথে আসে 2 (GOST 11407-75) এবং একটি অর্ধবৃত্তাকার সঙ্গে 4 (GOST 11403-75) কাজের পৃষ্ঠতল।
এগুলি ইস্পাত দিয়ে তৈরি 45. কাজের অংশটি 45 মিমি দৈর্ঘ্যের উপরে HRC 39.5 এর কঠোরতায় শক্ত হয়। হেম-বটমের ওজন 0.92 ... 2.5 কেজি।
উপরের এবং নীচের ক্রিম্পগুলি পূর্ব-নকল za-yutovka কে সঠিক বৃত্তাকার, ষড়ভুজ এবং অন্যান্য আকার দেওয়ার জন্য ডিজাইন করা হয়েছে, আরও সঠিক এঅংশে মসৃণ পৃষ্ঠতল
আমি, রডের রূপ।
শীর্ষ crimps (চিত্র 3.5, b) একটি অর্ধবৃত্তাকার 5 (GOST 11403-75), একটি ষড়ভুজ 7) সহ আসে! কাজের পৃষ্ঠতলের অন্যান্য রূপ। তারা ইস্পাত তৈরি করা হয় 50. কাজের অংশটি 30 মিমি দৈর্ঘ্যের HRC 39.5 এর কঠোরতায় শক্ত হয়, মাথা - HRC 32 ... 41.5 20 মিমি দৈর্ঘ্যের উপর। ক্রিম্পস-টপসের ওজন 1.6...
এনকোর crimps? (চিত্র 3.5, 6} ক্রিম্প-টপস হিসাবে একই কাজ পৃষ্ঠ আছে. একই সময়ে, একটি অর্ধবৃত্তাকার কাজ পৃষ্ঠ সঙ্গে crimps GOST 11404-75 অনুযায়ী সঞ্চালিত হয়। এগুলি ইস্পাত 50 দিয়ে তৈরি। কাজের অংশটি 30 মিমি দৈর্ঘ্যের উপর HRC 39.5 এর কঠোরতায় শক্ত হয়। ক্রিম্প-বটমের ভর 0.94 ... 2.38 কেজি।
পাঞ্চিং টুল (চিত্র 3.6) ফোরজিংসের ছিদ্রগুলিকে খোঁচা এবং প্রসারিত করার পাশাপাশি এই গর্তগুলির দেয়ালগুলিকে সোজা এবং মসৃণ করার উদ্দেশ্যে।
পাঞ্চে (বার্ব) ওভারহেড টুলের মতো একই কাঠামোগত উপাদান রয়েছে। তারা ছিদ্র গর্ত মাধ্যমেছোট বেধ এর workpieces মধ্যে. একটি বৃত্তাকার অংশ / কার্যকারী অংশ (GOST 11414-75), ডিম্বাকৃতি সহ খোঁচা (চিত্র 3.6, ক) রয়েছে 2 (GOST 11415-75), বর্গ 3 (GOST 11416-75) এবং আয়তক্ষেত্রাকার 4 (GOST 11417-53)। এই বিভাগগুলির মাত্রা নিম্নরূপ, মিমি: বৃত্তাকার 6 ... 25; ডিম্বাকৃতি 25x16;
30x18; 36x22; বর্গক্ষেত্র
6 ... 25; আয়তক্ষেত্রাকার 10X
HZO; 16x30; 20X36।
|
|

ঘুষি মারুন
ফরজিং বা স্ট্যাম্পিং
ইস্পাত 6XC। কাজের অংশ
কঠোরতা থেকে কঠিন
HRC 46.5 ...51.5 দৈর্ঘ্য
30 মিমি, HRC 32 পর্যন্ত মাথা...
ভাত। 3.6। পাঞ্চিং টুল
20 মিমি দৈর্ঘ্যে 41.5। পাঞ্চ ওজন 0.36 ... 1.88 কেজি।
সেলাইগুলির ঘুষির মতোই উদ্দেশ্য রয়েছে এবং গর্তটি প্রসারিত এবং মসৃণ করার জন্য ডিজাইন করা হয়েছে। এগুলি সহজ (চিত্র 3.6, খ) ঘুষি, এবং এগুলি দ্রুত উপযুক্ত কঠোরতার উপলব্ধ ইস্পাত থেকে তৈরি করা যেতে পারে। তদতিরিক্ত, যদি প্রয়োজনীয় আকারের (বা প্রোফাইল) কোনও পাঞ্চ না থাকে তবে ফার্মওয়্যারটি, উদাহরণস্বরূপ, পাঞ্চের পরিবর্তে পরিবর্তন করা যেতে পারে, এটিকে প্রভাবের সময় চিমটি দিয়ে ধরে রাখে। ছিদ্রগুলি একটি সেলাই দিয়ে খোঁচা দেওয়া হয়, অর্থাৎ এটি অন্য দিকের ধাতু থেকে উড়ে যেতে পারে। সেলাই দ্বারা এটি ঢাল ছাড়া গর্ত প্রাপ্ত করা সম্ভব।
3.3. কামার হাতিয়ারহাতুড়ি দিয়ে forging জন্য
হাতুড়িতে ধাতু ফোরজি করার জন্য সাপোর্টিং এবং পারকাশন টুলস (চিত্র 3.7) কার্যত অবিচ্ছেদ্য, যেহেতু তারা উপরের এবং নীচের স্ট্রাইকার, যেগুলি সর্বদা জোড়ায় ব্যবহৃত হয়।
স্ট্রাইকার হ'ল প্রধান সমর্থন এবং পারকাশন টুল, যার সাহায্যে সমস্ত ফোরজিং অপারেশনগুলি হাতুড়িতে সঞ্চালিত হয়, যখন নীচের স্ট্রাইকাররা একটি সমর্থন সরঞ্জাম হিসাবে কাজ করে এবং উপরের স্ট্রাইকাররা কাজ করে পারকাশন যন্ত্র. সর্বাধিক ব্যবহৃত হয় সমতল, খাঁজযুক্ত এবং সম্মিলিত স্ট্রাইকার।
ফ্ল্যাট স্ট্রাইকার "(চিত্র 3.7, কিন্তু)আয়তক্ষেত্রাকার এবং বর্গাকার অংশগুলির ফরজিংগুলি পাওয়া যায় এবং এগুলি বাঁকানো, বিপর্যস্ত করা, গর্তের ছিদ্র (ঘুষি) এবং অন্যান্য ক্রিয়াকলাপেও ব্যবহৃত হয়।
কাট-আউট স্ট্রাইকার (চিত্র 3.7, খ)নলাকার বা ষড়ভুজাকার forgings উত্পাদন পরিকল্পিত.


ভাত। 3.8। ধাতু কাটার টুল
সম্মিলিত স্ট্রাইকার (চিত্র 3.7, ই) একটি আয়তক্ষেত্রাকার কাটআউট সহ একটি সমতল শীর্ষ এবং নীচে গঠিত। এই ডাইগুলির সাথে, ব্যাসের একটি বড় পার্থক্য সহ একটি নলাকার অংশের সাথে ফরজিংগুলি পাওয়া সম্ভব।
স্ট্রাইকার 50, 50G, 40KhN, 50KhNV, 5KhGM স্টিল দিয়ে তৈরি। তাদেরএইচআরসি 40 ... 50 এর কঠোরতায় শক্ত করা হয়েছে। ভিনীচের স্ট্রাইকারগুলির প্রস্থ একই, এবং নীচের স্ট্রাইকারগুলির দৈর্ঘ্য উপরেরগুলির চেয়ে সামান্য বেশি।
হাতুড়িতে ধাতু ফোরজি করার জন্য একটি ওভারহেড টুলের একটি মাথা (মাথার পিছনে), যা উপরের স্ট্রাইকার দ্বারা আঘাত করা হয় এবং একটি ব্লেড বা প্রয়োজনীয় আকৃতির একটি পৃষ্ঠ (চিত্র 3.8) আকারে একটি নিম্ন কার্যকারী অংশ রয়েছে। এই টুলের হ্যান্ডেলগুলি লো-কার্বন ইস্পাত (0.25% পর্যন্ত কার্বন) থেকে বার আকারে নকল করা হয় এবং টুলের বডিতে নকল করা হয় এবং কখনও কখনও টুলের সাথে পুরো ধাতু থেকে নকল করা হয়।
কামারের অক্ষ (GOST 11429-75 ... GOST 11432-75) হাতুড়িতে গরম ধাতু কাটার জন্য ডিজাইন করা হয়েছে। অক্ষের আকৃতি (চিত্র 3.8, কিন্তু)দ্বি-পার্শ্বযুক্ত হতে পারে / একটি সমদ্বিবাহু ট্র্যাপিজয়েড আকারে ব্লেডের একটি অংশ থাকতে পারে, একতরফা 2 সেব্লেডের অংশে একটি আয়তক্ষেত্রাকার ট্র্যাপিজয়েডের দৃশ্য, ট্র্যাপিজয়েডাল 3, একটি পার্শ্ব দৃশ্য থাকা এবং একটি সমদ্বিবাহু ট্র্যাপিজয়েড আকারে ব্লেডের অংশে, অর্ধবৃত্তাকার 4 (আকৃতির) অক্ষগুলি একটি বৃত্তের মধ্যে একটি বাঁকা ব্লেড রয়েছে যাতে ব্লেডের কাটা অংশে একটি আয়তক্ষেত্রাকার ট্র্যাপিজয়েডের চেহারা থাকে। অক্ষগুলি GOST 11429-75 অনুসারে তৈরি করা হয় ... GOST 11432-75 ইস্পাত 35XM থেকে HRC 43.5 ... 47.5 এর কঠোরতায় শক্ত হয়ে। হাতল সহ অক্ষের ভর হল 6.55 ... 27.02 কেজি।
কাটাগুলি (চিত্র 3.8, b) এমনভাবে ডিজাইন করা হয়েছে যাতে ওয়ার্কপিস কাটার সময় উচ্চতা অক্ষ বাড়ানো যায়।

ভাত। 3.9। পেরেজন্মকি
মাত্রা আরো উচ্চতাএকটি কুড়াল, জাম্পার দিয়ে কাটা এবং কাটার পরে burrs অপসারণের জন্য। কাট-অফগুলি GOST 11433-75 অনুসারে ইস্পাত 35XM থেকে HRC 43.5 ... 47.5 এর কঠোরতা থেকে শক্ত হয়ে তৈরি করা হয়। কাটের ভর 0.6 ... 53.4 কেজি।
পিঞ্চগুলি (চিত্র 3.9) ওয়ার্কপিসে একতরফা বা দ্বি-পার্শ্বযুক্ত স্থানীয় অবকাশ (পিঞ্চ) পাওয়ার জন্য ডিজাইন করা হয়েছে যার লক্ষ্য পরবর্তী লেজেস, প্রোট্রুশন, রিসেসগুলি তৈরি করা এবং ওয়ার্কপিসের অঙ্কন এবং বিচ্ছুরণকে সহজতর করা।
GOST 11425-75 অনুসারে, ত্রিভুজাকার সমবাহু ক্ল্যাম্পগুলি / ইস্পাত 45 দিয়ে তৈরি এবং HRC 36.5 ... 41.5 এর কঠোরতায় শক্ত হয়। ওজন 0.38 ... 20 কেজি। উপরন্তু, একতরফা ক্ল্যাম্প ব্যবহার করা হয় (চিত্র 3.9, ক) সঙ্গেবৃত্তাকার 2, অর্ধবৃত্তাকার 3, টি-আকৃতির 4 এবং অন্যান্য বিভাগ, দ্বিপাক্ষিক (চিত্র 3.9, b): 5 চিমটি-একটি আয়তক্ষেত্রাকার চিমটি পেতে, চিমটি 6 - বৃত্তাকার clamping এবং অন্যান্য জন্য.
ক্রিম্পস (চিত্র 3.10), ম্যানুয়াল ফোরজিংয়ের মতোই, নলাকার, ষড়ভুজাকার, বর্গক্ষেত্র এবং অন্যান্য ক্রস-বিভাগীয় আকারগুলি মোটামুটি সঠিক মাত্রা সহ ফোরজিংস পাওয়ার জন্য ডিজাইন করা হয়েছে। Crimps বৃত্তাকার, ষড়ভুজাকার, বর্গক্ষেত্র এবং অন্যান্য বিভাগের forgings forging এবং সমাপ্তি জন্য ব্যবহার করা যেতে পারে। হ্যান্ডেলগুলির নকশা অনুসারে, এগুলি বসন্ত / এবং বিচ্ছিন্নযোগ্যগুলিতে বিভক্ত 2. স্প্রিং এবং বিচ্ছিন্ন হ্যান্ডলগুলির সাথে গোলাকার ক্রিমগুলি GOST 11426-75 এবং GOST 11427-75 অনুসারে তৈরি করা হয় যা ইস্পাত থেকে কমপক্ষে HRC 39.5 এর কঠোরতায় শক্ত করা হয়। স্টিলের তৈরি স্প্রিং হ্যান্ডলগুলি 30. স্প্রিং ক্রিমগুলির ভর হল 2.38 ... 29.4 কেজি, বিচ্ছিন্নযোগ্য - 30.75 ... 208.88 কেজি। হ্যান্ডলগুলি বার থেকে নকল করা হয় এবং ক্রিম্পের শরীরে নকল করা হয়।
বসন্ত হাতল সঙ্গে crimps মধ্যে, তারা crimped হয় ব্যাস সঙ্গে forgings 70 মিমি পর্যন্ত, বিচ্ছিন্নযোগ্য সহ - 200 মিমি পর্যন্ত। ; রোলআউট(চিত্র 3.11) লেজ এবং অবকাশ প্রাপ্ত করার জন্য ডিজাইন করা হয়েছে, ঝোঁকযুক্ত পৃষ্ঠতল তৈরি করতে, ধাতুর নিবিড় অঙ্কন এবং বিচ্ছুরণ এবং ফোরজিংসের পৃষ্ঠের সমাপ্তি। কাজের পৃষ্ঠের আকৃতি অনুসারে, ঘূর্ণায়মান অর্ধবৃত্তাকার /, কীলক হতে পারে 2 এবং কীলক অর্ধবৃত্তাকার 3. GOST অনুযায়ী ইস্পাত 45 থেকে রোলিং আউট 1 1421-75 এবং GOST 11422-75 কঠোরতা থেকে কঠোরতা সহ HRC 36.5 ... 41.5। রোলের ভর 0.65 ... 109.8 কেজি। প্রায়ই, অন্যান্য কাজের পৃষ্ঠ ফর্ম সঙ্গে ঘূর্ণায়মান এছাড়াও ব্যবহার করা হয়।
ব্যাকিং টুল (চিত্র 3.12) ওভারহেড টুল হিসাবে একই হ্যান্ডলগুলি দিয়ে তৈরি করা হয়।
ওয়েজ প্যাড / (চিত্র 3.12, কিন্তু) Forgings জন্য প্রয়োজনীয় ঢাল সঙ্গে মুখ প্রাপ্ত করার জন্য ডিজাইন করা হয়েছে. লাইনারগুলি GOST 11428-75 অনুসারে ইস্পাত 45 দিয়ে তৈরি এবং HRC 36.5 ... 41.5 এর কঠোরতার সাথে শক্ত হয়ে যায়। প্যাডের ওজন 1.6 ... 45.2 কেজি। কাজের পৃষ্ঠে আস্তরণের সম্ভাব্য আন্দোলন দূর করার জন্য


লোয়ার ফায়ারিং পিন 3 আস্তরণের প্রয়োগ 2 সে protrusion পামি, যা স্ট্রাইকারের উপর তার অবস্থান ঠিক করে (চিত্র 3.12, ক)। কামারদের প্রবণতার বিভিন্ন কোণ সহ আস্তরণের একটি সেট রাখার পরামর্শ দেওয়া হয়।
ব্যাকিং স্ট্যাম্প (চিত্র 3.12, খ)ছোট ব্যাচে forgings উত্পাদন ব্যবহৃত. যেমন একটি স্ট্যাম্প শুধুমাত্র একটি নিম্ন অর্ধেক গঠিত. এটি তৈরি করা সস্তা, এবং এর ব্যবহার উল্লেখযোগ্যভাবে মেশিনিং ভাতা হ্রাস করতে পারে এবং শ্রম উত্পাদনশীলতা বাড়াতে পারে।
হাতুড়িতে নকল করার সময় ধাতুতে গর্ত তৈরির জন্য একটি পাঞ্চিং টুল (চিত্র 3.13) হ্যান্ডেলের অনুপস্থিতিতে ম্যানুয়াল ফোরজিংয়ের জন্য একটি পাঞ্চিং টুল থেকে আলাদা। কিন্তু এটি যথেষ্ট ভারী হওয়ায় পরিবহন ও স্থাপনের জন্য এতে গর্ত তৈরি করা হয়।
সেলাই (চিত্র 3.13, a) ডিজাইন করা হয়েছে বড় অন্ধ ছিদ্রের মাধ্যমে বা প্রাপ্ত করার জন্য। সেলাই একটি সিলিন্ডার আকারে কঠিন হতে পারে /, ছাঁটা শঙ্কু 2, কীলক 3, সেইসাথে একটি ফাঁপা সিলিন্ডার আকারে ঠালা 4 এবং অন্যান্য ফর্ম। ছিদ্রগুলি 40, 50 স্টিল থেকে তৈরি করা হয় এবং HRC 41 এর কঠোরতায় শক্ত করা হয়। 400 মিমি পর্যন্ত গর্তগুলিকে শক্ত ছিদ্র দিয়ে খোঁচা দেওয়া হয় (ছিদ্র করা হয়), ফাঁপা দিয়ে 400 মিমি-এর বেশি।

ভাত। 3.14। হাতুড়িতে ধাতু জাল করার জন্য কামারের হাতিয়ার
এমআই বা গর্তের অন্যান্য ফর্ম, ছিদ্রের ফর্মগুলির সাথে মিল, ফোরজিংসের সমর্থন হিসাবে তৈরি করা হয় যেখানে গর্তগুলিকে খোঁচা দেওয়া হয়। সমর্থনের গর্তগুলি পাঞ্চড ফোরজিংয়ের উচ্চতার চেয়ে 0.1 বেশি ছিদ্র হওয়া উচিত। স্ট্যান্ড 35, 50, 5X স্টিল দিয়ে তৈরি। জিএম
এক্সটেনশনগুলি ছিদ্রের উচ্চতা বাড়ানোর জন্য ডিজাইন করা হয়েছে যখন ফোর্জিংয়ের উচ্চতার চেয়ে বেশি উচ্চতা রয়েছে এমন ফোরজিংসের গর্তগুলিতে খোঁচা দেওয়ার সময়। এক্সটেনশনগুলির ক্রস বিভাগটি ছিদ্রগুলির আকারের সাথে মিলে যায় এবং আকারের ক্ষেত্রে, তাদের বাইরের ব্যাসগুলি 3 ... 5 মিমি ছোট, যখন ভিতরেরগুলি (ফাঁপা ছিদ্রগুলির জন্য) 3 ... 5 মিমি বড়। এক্সটেনশনগুলি স্টিল 40, "v01" দিয়ে পরবর্তী শক্ত হয়ে যায়।
- প্রসম্পাদনাগুলি (চিত্র 3.13, খ) বৃত্তাকার গর্তগুলির ব্যাস প্রসারিত (বৃদ্ধি), ফাঁপা ফোরজিংস রোল আউট এবং গর্তগুলি ক্যালিব্রেট করার জন্য ডিজাইন করা হয়েছে। রেসিং mandrels (mandrel) সিলিন্ডার আকারে তৈরি করা হয় 5 এবং 6, এক বা দুটি লেজ থাকা রোলিং এবং ক্রমাঙ্কন ম্যান্ড্রেলগুলি কঠিন বা ফাঁপা শঙ্কু 7 এবং ব্যারেল আকৃতির আকারে তৈরি করা হয় 8. Mandrels 40X ইস্পাত থেকে তৈরি করা হয়. 55X এর পরে শক্ত হয়ে যাওয়া;
হাতুড়িতে নকল করার জন্য ওভারহেড এবং আন্ডারলে সরঞ্জামগুলির হ্যান্ডলগুলি 6 ... 25 ব্যাস সহ বার ইস্পাত থেকে নকল করা হয় মিমিহ্যান্ডেলের আকৃতি লুপ / এবং একটি রিং সহ হতে পারে 2 (চিত্র 3.14) GOST 11434-75 অনুযায়ী মাত্রা সহ। লুপ সহ হ্যান্ডেলগুলির দৈর্ঘ্য 800 ... 1120 মিমি, রিং 900 সহ ... 1500 মিমিহ্যান্ডেলের ওজন 0.2 ... 5.74 কেজি।
স্প্রিং হ্যান্ডেলগুলি মূলত ক্ল্যাম্পিংয়ের জন্য তৈরি করা হয় (চিত্র 3.9, খ দেখুন) এবং ক্রিমিংয়ের জন্য (চিত্র 3.10 দেখুন)।
3.4। অক্জিলিয়ারী টুলস এবং ফিক্সচার
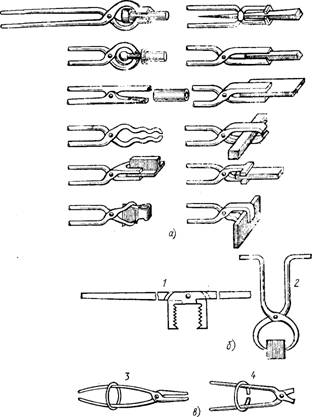
Ticks (চিত্র 3.15) প্রধান বিভক্ত করা হয় এবং"সহায়ক। প্রধান চিমটি ফোরজি করার সময় ওয়ার্কপিস ধরে রাখতে ব্যবহার করা হয়, হাতুড়িতে নকল করার সময় এটিকে বাঁকানো এবং কাত করা হয়। অক্জিলিয়ারী টংগুলি ফোরজিতে ওয়ার্কপিসগুলি স্থানান্তর করতে ব্যবহৃত হয়, "এগুলিকে ফরজ থেকে অ্যাভিল পর্যন্ত খাওয়ানো হয় এবং এর বিপরীতে, সেইসাথে যখন" অন্যান্য ক্রিয়াকলাপ সম্পাদন করা হয়।
পিনসারগুলি একটি রিভেট দ্বারা সংযুক্ত দুটি পিন্সার নিয়ে গঠিত যা একটি অক্ষ হিসাবে কাজ করে। ক্যাস্টর মটরশুটি গঠনগত উপাদান আছে: হাতল এবং কাজ অংশ, বলা হয়;
স্পঞ্জ, যা ফাঁকা এবং ফোরজিংস ক্যাপচার করে। মধ্যবর্তী ক্রিয়াকলাপে এর আকৃতি পরিবর্তন করার সময় ওয়ার্কপিসকে আঁকড়ে ধরার নির্ভরযোগ্যতা নিশ্চিত করার জন্য, চিমটি অন্যদের সাথে স্পঞ্জের সংশ্লিষ্ট ফর্মগুলির সাথে প্রতিস্থাপন করা যেতে পারে।
ওয়ার্কপিসগুলিকে আঁকড়ে ধরার পদ্ধতি এবং চোয়ালের অনুরূপ আকার অনুসারে, প্রধান প্লায়ারগুলি অনুদৈর্ঘ্য, অনুপ্রস্থ এবং অনুদৈর্ঘ্য-অনুরোধে বিভক্ত। স্পঞ্জের অনুরূপ ফর্ম সহ পিনসারগুলিকে GOST 11.384-75 ... GOST 11395-75 অনুসারে তৈরি করার পরামর্শ দেওয়া হয়। ক্যাস্টর মটরশুটি 15, 20 এবং 25 ইস্পাত থেকে নকল করে তৈরি করা হয়, 15 ইস্পাত থেকে রিভেট (অক্ষ)। প্লায়ারের দৈর্ঘ্য 300 ... 1600 মিমি, ওজন 0.38 ... 16 কেজি।
সাধারণ চোয়াল সহ প্রমিত প্লায়ার ছাড়াও, কামাররা বিশেষ প্লায়ার ব্যবহার করে। জটিল আকারের ফোরজিংস তৈরিতে এই জাতীয় প্লায়ারের প্রয়োজন হয়। যদি বিদ্যমান সেটে প্লাইয়ার না থাকে যা একটি ফোরজিং এর উপর নির্ভরযোগ্য গ্রিপ প্রদান করে, তাহলে কামাররা সাধারণত চোয়ালের আকৃতিকে এই ফোরজিংয়ের আকৃতিতে সামঞ্জস্য করে। ফিট করার জন্য, স্পঞ্জগুলিকে একটি ফোরজিতে উত্তপ্ত করা হয় এবং একটি ফোরজিংয়ে নকল করা হয়, এটি একটি ম্যান্ড্রেল হিসাবে ব্যবহার করে। একই সময়ে, স্পঞ্জগুলি সমস্ত জায়গায় একটি স্নাগ ফিট করে সামঞ্জস্য করা হয়। ফরজিং এর সরানো পৃষ্ঠ। কখনও কখনও প্লায়ারগুলিকে ফোর্জিংয়ের সাথে ফিট না করা আরও লাভজনক, তবে প্লায়ারের চোয়ালের আকারে ওয়ার্কপিসের শেষ নকল করা।
ডুমুর উপর. 3.15, কিন্তুসবচেয়ে বেশি ব্যবহৃত টিক্স দেখানো হয়েছে, এবং ডুমুরে। 3.15, b - সহায়ক প্লাইয়ার / GOST 11394-75 অনুযায়ী তৈরি আয়তক্ষেত্রাকার ফাঁকাগুলির জন্য এবং একই উদ্দেশ্যে প্লায়ারগুলি 2, কিন্তু মানসম্মত নয়।
ছোট ফোরজিংস তৈরি করার সময়, স্প্রিং হ্যান্ডলগুলির সাথে হালকা চিমটি ব্যবহার করার পরামর্শ দেওয়া হয়। সঙ্গে একটি দীর্ঘ
ভাত। 3.15। কামারের চিমটি
ফরজিং বা হাতুড়ির নীচে বড় ওয়ার্কপিস তৈরি করার সময়, চিমটির হ্যান্ডেলগুলিতে একটি রিং দেওয়া হয় 3 "স্প্যান্ডির" বা বন্ধনী 4 (চিত্র 3.15, গ)।
ভুল আকারের বা আকৃতির চিমটি, চোয়ালগুলি ফোরজিতে খারাপভাবে লাগানো, শ্রমের উত্পাদনশীলতা হ্রাসের দিকে পরিচালিত করে, কামারের কাজকে জটিল করে তোলে এবং বিভিন্ন ধরণের আঘাতের কারণ হতে পারে।
বড় workpieces কাত জন্য ভিতরেফরজিং এবং ফরজের চারপাশে তাদের পরিবহনের সময়, বিভিন্ন ডিভাইস ব্যবহার করা হয় (চিত্র 3.16)।
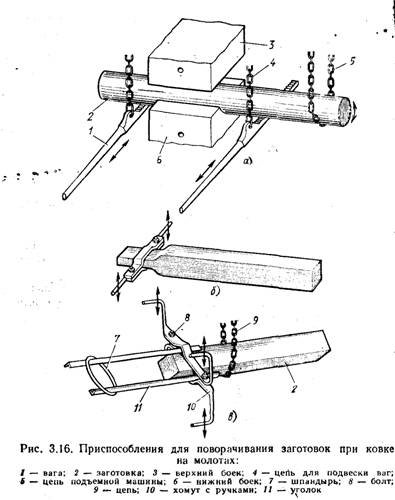
হাতুড়ির নিচের স্ট্রাইকারে ওয়ার্কপিস কাত করার জন্য ক্রোবার ব্যবহার করা হয়।
Vaga একটি কাকদণ্ড হিসাবে ব্যবহার করা যেতে পারে। এটি তার পক্ষে কাজ করা আরও নির্ভরযোগ্য, কারণ তার দাঁত রয়েছে যা ওয়াগ এবং ওয়ার্কপিসের মধ্যে পারস্পরিক স্লাইডিংয়ের অনুমতি দেয় না। উত্তোলন-এবং-পরিবহন যানবাহনের উপস্থিতিতে এবং দীর্ঘ ভারী ফাঁকা জায়গা তৈরি করে, দুটি ওয়াগ গর্তের মধ্যে দিয়ে শিকলের উপর ঝুলিয়ে দেওয়া হয় এবং তারা ফাঁকা হয়ে যায়, যেমন চিত্রে দেখানো হয়েছে। 3.16, ক.
ম্যানুয়াল টিল্টার (চিত্র 3.16, খ)ব্যবহার একটি অনুভূমিক অক্ষের চারপাশে ফাঁকা স্থানগুলিকে (ফোরজিংস) ঘোরাতে ব্যবহৃত হয় যখন সেগুলিকে হাতুড়িতে জাল করা হয়।
একটি ম্যানুয়াল ম্যানিপুলেটর-টিল্টার (রোটেটর) মাঝারি ভরের ওয়ার্কপিসগুলিকে আটকাতে এবং ফোরজিং প্রক্রিয়ার সময় তাদের কাত করতে ব্যবহৃত হয় (চিত্র 3.16, গ)। দুটি কোণ workpiece উপর স্থাপন করা হয় এবং একটি বাতা সঙ্গে clamped। ওয়ার্কপিসের সাসপেনশনটি একটি উত্তোলন উপায়ের চেইনে বা একটি সামঞ্জস্যযোগ্য দৈর্ঘ্য সহ একটি চেইনের উপর বাহিত হতে পারে, স্থায়ীভাবে হাতুড়ির কাছে সাসপেন্ড করা হয়।
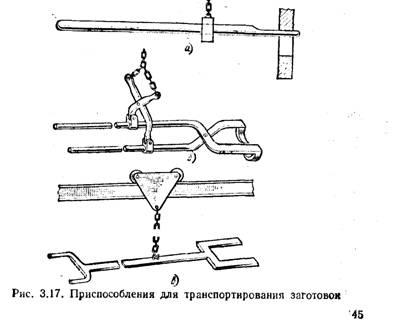
চুল্লি থেকে হাতুড়িতে তুলনামূলকভাবে ছোট ওয়ার্কপিস সরবরাহ প্রবণ ধাতব ট্রে বরাবর করা যেতে পারে।
একটি বেলচা-পিন (চিত্র 3.17, ক) চুল্লিতে ছিদ্রযুক্ত ফাঁকাগুলি লোড করতে এবং চুল্লি থেকে সেগুলি আনলোড করতে ব্যবহৃত হয়।
ল্যান্ডিং টংগুলি (চিত্র 3.17, খ) চুল্লিতে লোড করার জন্য এবং চুল্লি থেকে নলাকার বিলেটগুলি আনলোড করার জন্য ডিজাইন করা হয়েছে।
কাঁটাচামচ সহ মনোরেল (চিত্র 3.17, ভিতরে)চুল্লি থেকে হাতুড়ি পর্যন্ত রেলের ঢাল আছে। এটি উত্তপ্ত ওয়ার্কপিস পরিবহনের জন্য ডিজাইন করা হয়েছে।
3.5। মাপার যন্ত্র
পরিমাপের টুল সার্বজনীন এবং বিশেষ হতে পারে।
সর্বজনীন টুলটি সাধারণত ফরজেসে ব্যবহৃত হয় (চিত্র 3.18)।
ইস্পাত শাসক পরিমাপ করার জন্য ডিজাইন করা হয়েছে রৈখিক মাত্রা. ফোরজিংসের আকারের উপর নির্ভর করে, 250, 300, 500, 750 এবং 1000 মিমি দৈর্ঘ্যের শাসক ব্যবহার করা হয়।
একটি ধাতু ভাঁজ নিয়ম একটি ইস্পাত শাসক হিসাবে একই উদ্দেশ্য আছে. এটি প্রতিটি 100 মিমি লিঙ্ক নিয়ে গঠিত, একে অপরের সাথে যুক্ত, যা এটিকে 1 মিটারের মধ্যে প্রয়োজনীয় দৈর্ঘ্যে ভাঁজ এবং উন্মোচন করতে দেয়।
টেপ পরিমাপ প্রয়োগ করা ঝুঁকি সহ একটি ধাতব নমনীয় টেপ। টেপের নমনীয়তার কারণে, একটি টেপ পরিমাপ রৈখিক মাত্রা ছাড়াও, আর্ক, বৃত্ত এবং অন্যান্য বাঁকা রেখার দৈর্ঘ্য পরিমাপ করতে পারে। টেপ 1 ... 50 মি লম্বা হতে পারে।
ক্যালিপারটি বাহ্যিক এবং পরিমাপ করার জন্য ডিজাইন করা হয়েছে অভ্যন্তরীণ মাত্রাবৃত্তের ব্যাস সহ বিশদ বিবরণ। ক্যালিপারগুলি 200 ... 2000 মিমি মাত্রা সহ অংশগুলি পরিমাপ করতে পারে।
গভীরতা পরিমাপক অন্ধ গর্তের গভীরতা পরিমাপ করার জন্য ডিজাইন করা হয়েছে এবং পাদদেশে বিষণ্নতা বা উচ্চতা। পরিমাপের সীমা 100 ... 500 মিমি।
চিহ্নিত কম্পাস (চিত্র 3.18, কিন্তু)খালি জায়গায় কন্ট্রোল পয়েন্ট (অবস্থান) পেতে ব্যবহৃত হয় এবং ফরজিং-এ ব্যবহৃত ফোরজিংস (উদাহরণস্বরূপ, খোঁচা ছিদ্রের কেন্দ্রগুলি চিহ্নিত করে) এবং পরবর্তী সময়ে মেশিনিং forgings এটিতে দুটি কব্জাযুক্ত রড রয়েছে যার একটি বৃত্তের চাপ বরাবর একটি স্লট রয়েছে এবং লিভারগুলির কার্যকারী প্রান্তগুলির মধ্যে প্রয়োজনীয় আকার ঠিক করার জন্য একটি স্ক্রু রয়েছে। মার্কিং recesses সঞ্চালিত হয় কোর,যা GOST 7213-72 অনুযায়ী তৈরি করা হয়।
ক্যালিপার (চিত্র 3.18, খ)ঠান্ডা এবং গরম billets এবং forgings বাইরের রৈখিক এবং diametrical মাত্রা পরিমাপ করার জন্য ডিজাইন করা হয়েছে. এটি ভিতরের দিকে বাঁকানো কাজের প্রান্ত সহ দুটি প্রধানভাবে সংযুক্ত লিভার নিয়ে গঠিত। পরিমাপ করার জন্য, প্রান্তগুলি স্থানান্তরিত হয় (বিচ্ছিন্ন করা হয়) যতক্ষণ না তারা ওয়ার্কপিসের পরিমাপ করা আকারের সংস্পর্শে আসে (পোকিং), এবং তারপরে প্রান্তগুলি শাসকের উপর স্থাপন করা হয় এবং পরিমাপ করা আকার স্বীকৃত হয়।
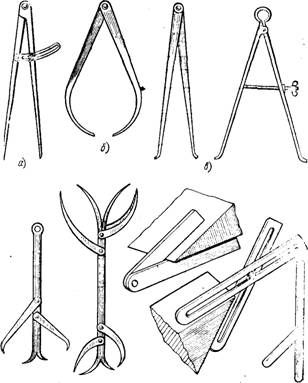
ছ) জ)ভাত। 3.18। সার্বজনীন পরিমাপ সরঞ্জাম
ক্যালিপার (চিত্র 3.18, c) অভ্যন্তরীণ রৈখিক মাত্রা এবং ফাঁকা এবং ফোরজিংসের ব্যাস পরিমাপ করার জন্য ডিজাইন করা হয়েছে। নকশা অনুসারে, এটি একটি ক্যালিপারের মতো, শুধুমাত্র লিভারগুলির কার্যকারী প্রান্তগুলি রুজের দিকে বাঁকানো হয়। সঠিক এবং ঘন ঘন পরিমাপের জন্য, একটি সমন্বয় স্ক্রু সহ ভিতরের পদ্ধতি ব্যবহার করা হয় (চিত্র 3.18, ভিতরে).
ফোরজিং ক্যালিপার (চিত্র 3.18, ছ)একক, ডবল বা ট্রিপল হতে পারে। কামার একটি প্রদত্ত ছোট আকার (বাহ্যিক পরিমাপের জন্য, একটি দুর্গম আকার) অনুযায়ী এক জোড়া পা সেট করে এবং অন্যটি প্রদত্ত অনুযায়ী বড় আকার(বাহ্যিক পরিমাপের জন্য, উত্তরণের আকার), অর্থাৎ, পরিমাপের সীমার মধ্যে। গভীর পরিমাপের জন্য, বিপরীতভাবে, ছোট আকারের মাধ্যমে হয়, বড়টি হয় না। তাই সে মো-
ভাত। 3.19। টেমপ্লেট
ফোরজিং প্রক্রিয়া চলাকালীন, টুলের কোনো পুনর্বিন্যাস ছাড়াই সহনশীলতার মধ্যে ফোরজিংসের মাত্রা পরিমাপ করা সম্ভব। ফোরজিং ক্যালিপারগুলি ফোরজিংয়ের সময় ফোরজিংয়ের বেশ কয়েকটি নিয়ন্ত্রিত মাত্রাও পরিমাপ করতে পারে।
ক্যালিপার এবং ক্যালিপারগুলির লিভারগুলি 35 এবং 45 স্টিল থেকে পরবর্তী শক্তকরণের সাথে এবং 15 ইস্পাত থেকে কব্জা রিভেট তৈরি করা যেতে পারে।
নীচের গনিওমিটারটি ফিনিশড ফোরজিংসের যেকোন কোণ পরিমাপ করার জন্য এবং একটি ফোরজিং থেকে অন্য কোণের মাত্রা স্থানান্তর করার জন্য ডিজাইন করা হয়েছে৷ এটিতে দুটি লিভার রয়েছে যা একটি স্ক্রু দ্বারা পিভোটলি সংযুক্ত থাকে, যা একই সাথে লিভারগুলির মধ্যে ইনস্টল করা একটি কোণ ফিক্সার হিসাবে ব্যবহৃত হয়৷ প্রটেক্টর ডিজাইন এবং তারা কীভাবে কোণ পরিমাপ করে তা চিত্র 3.18-এ দেখানো হয়েছে। ডি.
একটি বিশেষ টুল একটি নির্দিষ্ট ব্যবধানে বা |
মাত্র একটি সাইজ। ফোরজিসে, নিম্নলিখিত বিশেষ সরঞ্জামটি প্রায়শই টেমপ্লেট এবং গেজ আকারে ব্যবহৃত হয় (চিত্র 3.19)।
বার টেমপ্লেট (চিত্র 3.19, কিন্তু)ফোরজিংসের দৈর্ঘ্য বা প্রস্থ বরাবর রৈখিক মাত্রা পরিমাপ করার জন্য ডিজাইন করা হয়েছে।
অ্যাঙ্গেল টেমপ্লেটগুলি (চিত্র 3.19, b) "ফোরজিংসের কোণগুলিকে নিয়ন্ত্রণ করার জন্য ডিজাইন করা হয়েছে৷ এগুলি ধ্রুবক সর্বাধিক সাধারণ কোণ (30, 45, 90 °) দিয়ে তৈরি করা হয় এবং সংশ্লিষ্ট ফোরজিংসের জন্য ব্যবহৃত হয় বা যে কোনও একটি কোণ দিয়ে তৈরি করা হয়৷ শুধুমাত্র একটি ফরজিং।
প্রোফাইল টেমপ্লেটগুলি প্রোট্রুশন এবং ডিপ্রেশনের মাত্রা নিয়ন্ত্রণ করার জন্য ডিজাইন করা হয়েছে, সেইসাথে বিভিন্ন বিভাগে বিভিন্ন মাত্রার সাথে ফরজিংয়ের জন্য তাদের মধ্যে দূরত্ব। একটি প্রোফাইল টেমপ্লেটের একটি উদাহরণ চিত্রে দেখানো হয়েছে। 3.19, গ.
কনট্যুর টেমপ্লেট (চিত্র 3.19, ছ)ফোরজিং-এ এই টেমপ্লেটগুলি প্রয়োগ করে জটিল ফোরজিংসের আকার এবং আকার নিয়ন্ত্রণ করার জন্য ডিজাইন করা হয়েছে। কন্ট্রোল টেমপ্লেট / কন্ট্রোল নচগুলি কাটার জন্য সর্বাধিক ভাতা নির্ধারণ করে। কখনও কখনও তারা পরবর্তী মেশিনিং জন্য কোর সঙ্গে forgings চিহ্নিত করার জন্য গর্ত আছে.
ফোরজিং প্রক্রিয়ার সময় ফোরজিংসের পুরুত্ব নিয়ন্ত্রণ করতে গেজ ব্যবহার করা হয় (চিত্র 3.20)। ,
সীমা বন্ধনী (চিত্র 3.20, a) একটি খাঁজ সহ যা আকার সহনশীলতা নির্ধারণ করে, যেমন ইত্যাদি- ফরজিংয়ের আকার অবশ্যই পাস করতে হবে, JB-;
Forging এর আকার পাস করা উচিত নয়। টি
|
|

সামঞ্জস্যযোগ্য গতি-^ b a (চিত্র 3.20, b) অনুদৈর্ঘ্য বন্ধনীর মতো, চিত্রে নির্দেশিত আকারের জন্য একটি সহনশীলতা রয়েছে ইত্যাদিএবং না.
গেজ-কম্ব (চিত্র 3.19, c) প্রচুর সংখ্যক ফোরজিং অ্যাডাপ্টার সহ ফোরজিংস তৈরিতে ব্যবহৃত হয়
ভাত। 3.20। ক্যালিবার
ডভ. তারা উত্তপ্ত ফোরজিংসের বেধ এবং উচ্চতার মাত্রা পরিমাপ করে। এই ক্যালিবারে 3 ... 35 মিমি মাপের কাটআউট রয়েছে।
3.6। টুল কেয়ার
সরঞ্জামটিকে কার্যকরী অবস্থায় রাখতে, নিম্নলিখিত নিয়মগুলি অবশ্যই পালন করা উচিত।
কাজ শুরু করার আগেস্কেল, তেল এবং জল থেকে অ্যাভিল পরীক্ষা করা এবং এর কাজের অংশগুলি পরিষ্কার করা প্রয়োজন। তারের ব্রাশ বা স্ক্র্যাপার দিয়ে অ্যাভিল পরিষ্কার করুন। হাত, এমনকি হাতা মধ্যে, নেভিল পরিষ্কার করা যাবে না.
ফাটল জন্য অ্যাভিল পরীক্ষা করুন. কেসিংয়ের উপর হাতুড়ির হালকা আঘাতের মাধ্যমে চেক করা হয়। এই ক্ষেত্রে, হাতুড়িটি বাউন্স করা উচিত, এবং অ্যাভিলটি একটি স্পষ্ট, সোনোরাস, অ-র্যাটলিং উচ্চ-পিচ শব্দ করা উচিত। একটি ফাটল এ্যাভিল একটি নিস্তেজ বিকট শব্দ করে,
প্রয়োজনীয় কাজ এবং পরিমাপ সরঞ্জাম নির্বাচন করুন এবং এটি পরীক্ষা করুন। এই ক্ষেত্রে, sledgehammers এবং হাতুড়ি দৃঢ়ভাবে মাউন্ট করা আবশ্যক। কাঠের হ্যান্ডলগুলি, এবং একটি সংযুক্ত টুলের হ্যান্ডলগুলিতে কিছু নড়াচড়া থাকতে পারে, তবে সেগুলি পড়ে যাবে না। পরিমাপ সরঞ্জাম ভাল অবস্থায় এবং পরিষ্কার হতে হবে।
যদি টুলটি ভেজা এবং তৈলাক্ত হয়, তবে এটি একটি শুকনো ন্যাকড়া দিয়ে মুছে ফেলা উচিত এবং কাজের অংশের প্রান্ত বরাবর ফাটল, ডেন্ট, খাঁজ, মোচড়ের জন্য পরীক্ষা করা উচিত, যা কাজের সময় ভেঙে যেতে পারে এবং কামার বা নকলের অন্য কোনও ব্যক্তিকে আহত করতে পারে। . টুলের কাজ এবং প্রভাবের অংশগুলি অবশ্যই উত্তল হতে হবে, প্রান্ত বরাবর মোচড় ছাড়াই। ত্রুটিপূর্ণ সরঞ্জাম ব্যবহার করা উচিত নয়. এটি অবিলম্বে মেরামত বা প্রতিস্থাপন করা আবশ্যক।
কাজের আগে, কাজের জন্য সুবিধাজনক ক্রমে কামারের ডানদিকে টেবিলে কামার এবং পরিমাপের সরঞ্জামগুলি রাখা প্রয়োজন। টেবিলের উপর টুল একটি কঠোরভাবে সংজ্ঞায়িত ক্রম আউট পাড়া হয়. একটি হাত হাতুড়ি, একটি ছেনি, চিমটি, পরিমাপ এবং অন্যান্য সরঞ্জামগুলি উপরের তাকটিতে রাখা হয়। এটি গ্রহণ করা সুবিধাজনক করতে, হ্যান্ডলগুলি টেবিলের প্রান্তের বাইরে প্রসারিত হওয়া উচিত। প্রস্তুত অবস্থায়, আপনার এই কাজের জন্য প্রয়োজনীয় টুলটি রাখা উচিত। কামারের জন্য একটি সুবিধাজনক জায়গায় (উদাহরণস্বরূপ, পিছনে, ফরজের পাশ থেকে), তারা বিভিন্ন সেট সহ একটি বইয়ের আলমারি রাখে।
একটি অতিরিক্ত সরঞ্জাম যা কাজের সময় প্রয়োজন হতে পারে।
কাজের সময়টুল শুধুমাত্র তার উদ্দেশ্য উদ্দেশ্যে ব্যবহার করা আবশ্যক. ঠান্ডা ধাতু জাল করা অসম্ভব, কারণ একটি ধারালো হাতিয়ার নিস্তেজ হয়ে যাবে এবং একটি অ-তীক্ষ্ণ একটি অকালে মোচড় এবং ফাটল তৈরি করবে। প্রতিটি ব্যবহারের পরে, সরঞ্জামটি এটির জন্য বরাদ্দকৃত জায়গায় রাখুন।
সরঞ্জামটি অবশ্যই ক্ষতি থেকে রক্ষা করতে হবে। নিক্ষেপ করবেন না, তবে যন্ত্রের চেয়ে নরম বস্তুতেও এটি রাখুন।
পর্যায়ক্রমে স্কেল থেকে অ্যাভিল পরিষ্কার করুন।
কাজ শেষ হলেআপনাকে সরঞ্জামটির পরিষেবাযোগ্যতা পরীক্ষা করতে হবে এবং যদি এটি পরিষেবাযোগ্য এবং পরিষ্কার হয় তবে এটি স্টোরেজে রাখুন।
সর্বদা নিশ্চিত করুন যে ধারালো সরঞ্জামগুলি সঠিকভাবে তীক্ষ্ণ করা হয়েছে। সময়মত কাঠের হ্যান্ডলগুলি প্রতিস্থাপন করুন। পরিমাপের সঠিকতার জন্য পরিমাপ সরঞ্জামটি পর্যায়ক্রমে পরীক্ষা করা আবশ্যক। টুলটি এর জন্য সংরক্ষিত ব্রিজগুলিতে সংরক্ষণ করা উচিত।
অবশ্য প্রত্যেক কামারই তার কাজের জন্য বিখ্যাত! আজ শৈল্পিক forgingধাতু একটি আশ্চর্যজনক শিল্প, এবং তাদের মাস্টারপিস তৈরি করতে, মাস্টার, অবশ্যই, যান্ত্রিক, স্বয়ংক্রিয়, এবং উভয় ব্যবহার করুন হাতের সরঞ্জামজালিয়াতির জন্য।
কর্মক্ষেত্রএকজন পেশাদার কামার একটি বিশেষ, প্রযুক্তিগতভাবে সজ্জিত কোণার চেয়ে বেশি। ফরজিংয়ের স্বয়ংক্রিয়তার জন্য আধুনিক ইনস্টলেশনের উত্থান সত্ত্বেও, আমাদের কারিগররা এখনও নিজেরাই কাজগুলি মোকাবেলা করতে পছন্দ করেন। সব পরে, একমাত্র উপায়, আপনার নিজের হাত দিয়ে, সহজতম সাহায্যে যান্ত্রিক সরঞ্জামআপনি শুধু workpiece দিতে পারবেন না পছন্দসই রঙ, আকৃতি এবং আকার, কিন্তু এটি আপনার আত্মা রাখুন.
অনাদিকাল থেকে, কামাররা স্লেজহ্যামার, চিমটি, ঘুষি, হাতুড়ি ছাড়া করতে পারত না। তদুপরি, এই সরঞ্জামগুলি কোল্ড ফোরজিং এবং হট ফোরজিং উভয়ের জন্য যে কোনও ফোরজের জন্য প্রয়োজনীয় ছিল।
একজন কামারকে যে মৌলিক সরঞ্জামগুলির সাথে কাজ করতে হয় তার তালিকায় রয়েছে:
- হ্যান্ডব্রেক হল প্রধান কাজের টুল - 0.8 থেকে 2 কেজি ওজনের একটি হাতুড়ি।
- একটি স্লেজহ্যামার এমন একটি সরঞ্জাম যার একটি শক্তিশালী এবং একই সাথে হালকা হ্যান্ডেল থাকতে হবে, স্লেজহ্যামারের ওজন 2 থেকে 8 কেজির মধ্যে হওয়া উচিত। একটি নিয়ম হিসাবে, এই যন্ত্রটি উভয় হাত দিয়ে রাখা হয়। উৎপাদিত পণ্যের উপর নির্ভর করে ওজন এবং মাত্রা পরিবর্তিত হয়।
- কামারের কাজের দ্বিতীয় "প্রাথমিক উপাদান" হল অ্যাভিল। ফোরজিং সরাসরি হাতুড়ি দিয়ে ধাতুর উপর দিয়ে করা হয়। একটি নিয়ম হিসাবে, হাতাহাতির শক্তি দুর্দান্ত তা বিবেচনা করে, নেভিলটি শক্ত এবং নিরাপদে একটি কাঠের ব্লকে স্থির হতে হবে। এই শর্তগুলির সাথে সম্মতি নিরাপত্তা বিবেচনার দ্বারা নির্ধারিত হয়।
- Pincers হল আরেকটি কামারের হাতিয়ার, যা ছাড়া সে, যেমন তারা বলে, হাত ছাড়াই। বরং এগুলো তার হাতের সম্প্রসারণ। প্লায়ারগুলি অবশ্যই প্রভাবের উপর ফোর্জিং এর একটি শক্তিশালী ক্ল্যাম্পিং প্রদান করবে। তদুপরি, পণ্যের ধরণের উপর নির্ভর করে, প্লায়ারগুলিতে বিভিন্ন আকারের স্পঞ্জ থাকতে হবে: সমতল, অর্ধবৃত্তাকার বা নলাকার।
- ক্রাইম্পিং এবং স্মুথিং হল দুটি টুল যা যথাক্রমে পণ্যটিকে একটি আকার দেয় বা এটিকে মসৃণ করে (গরম ফোরজিংয়ে)।
এটি কামারের হাতিয়ারের একটি সম্পূর্ণ তালিকা নয়। খুব প্রায়ই, একটি অনন্য ডিজাইনের পণ্য তৈরির জন্য কামারের জন্য বিশেষ সরঞ্জামগুলির বিকাশ প্রয়োজন যা আপনাকে প্রয়োজনীয় আকার তৈরি করতে দেয়।
উপরন্তু, সমাপ্ত মডেলের সঠিক মাত্রা এবং স্পষ্ট আকারের জন্য, মাস্টারের একটি পেশাদার পরিমাপ সরঞ্জাম প্রয়োজন। তিনি ক্লায়েন্টের ধারণা এবং প্রয়োজনীয়তা অনুসারে কাজটি সম্পূর্ণ করতে সহায়তা করেন।
আজ, গরম ফোরজিংয়ের জন্য, বিভিন্ন কনফিগারেশনের ঢালাই (বৈদ্যুতিক, আর্গন-আর্ক, ইত্যাদি) ক্রমবর্ধমানভাবে ব্যবহৃত হয়। ঢালাই ব্যবহার কামারের কাজকে ব্যাপকভাবে সরল করে, তাকে অনন্য ধাতব লেইস তৈরি করতে সময় দেয়।
এটা মনে রাখা গুরুত্বপূর্ণ যে মাস্টারকে সরাসরি গরম ধাতু এবং আগুন উভয়ের সাথে মোকাবিলা করতে হবে। এর মানে হল যে কাজের ক্ষেত্রটি অবশ্যই অগ্নি নিরাপত্তা প্রয়োজনীয়তা মেনে চলতে হবে। একটি নিয়ম হিসাবে, অবাধ্য উপকরণ ফরজ রুম শেষ করতে ব্যবহার করা হয়। উপরন্তু, একটি শক্তিশালী বায়ুচলাচল এবং আলো ব্যবস্থা সজ্জিত করা হয়। কর্মক্ষেত্র যতটা সম্ভব কমপ্যাক্ট থাকে। এটি আপনাকে ধাতব খালি এবং পণ্যগুলি প্রক্রিয়া করার সময় সময় বাঁচাতে দেয়, যখন ভবিষ্যতের পণ্যের গুণমান মাস্টারের কর্মের দক্ষতার উপর নির্ভর করে।









আটলান্টিন সভ্যতার উত্তরাধিকার
লাল পাথরের স্বপ্ন কি?
রাজপরিবারের স্বপ্নের ব্যাখ্যা। রাজা স্বপ্ন দেখলেন। পুরানো রাশিয়ান স্বপ্নের বই
গর্ভাবস্থায় হিমোগ্লোবিন বাড়ানোর জন্য কী করবেন: পণ্য, বড়ি, সাধারণ সুপারিশ গর্ভবতী মহিলাদের হিমোগ্লোবিন বাড়ানোর জন্য পণ্য
নেতিবাচকতার ধারণা: শিশু এবং প্রাপ্তবয়স্কদের মধ্যে প্রকাশের লক্ষণ এবং বৈশিষ্ট্য