К атегория:
Деревообрабатывающие станки
Четырехсторонние продольно-фрезерные станки
Четырехсторонние продольно-фрезерные станки предназначены для плоской и профильной обработки за один проход всех четырех поверхностей заготовки или доски. Иногда на этих же станках устанавливают пилы для разделения заготовок по ширине или толщине.
Рис. 1: консольный вертикальный фрезерный станок
Согласно структуре и хранилищу веретена мы делим их на. Вертикальный - они имеют рабочий шпиндель в вертикальной головке, установленной на стойке фрезерной машины. Они в основном касаются плоских поверхностей и канавок с фрезами, фрезерными головками и фрезами. Горизонтальный - шпиндель расположен горизонтально, параллельно плоскости рабочего стола. В частности, канавки обрабатываются дисковыми или фасонными фрезами или сложными формами фрезами. Они также могут быть обработаны на канавках или плоских поверхностях фрезерными фрезерами и фрезерными головками, зажатыми в фрезерном шпинделе.
Рис. 2: Консольный горизонтальный фрезерный станок
Универсальные - они похожи на горизонтальные, но они имеют вращающийся стол около 45 °. Эта регулировка позволяет фрезеровать винтовые пазы, винты, зубцы с помощью универсального разделителя. Принадлежность также является вертикальной или универсальной фрезерной головкой, которая может быть прикреплена к вертикальной направляющей фрезерного станка. Инструмент - Позволяет фрезеровать участки, наклонные под разными углами - Производство сложных заготовок. Стол этих фрезерных станков может вращаться вокруг вертикальной и горизонтальной осей в дополнение к нормальным движениям. Поставляется богатый аксессуар для зажима инструмента и различных принадлежностей. Копирование - для обработки сложных пространственных фигур в соответствии с заранее подготовленной моделью.Основные части консольных фрезерных станков
Рис. 7: Основные части фрезерных станков. Башню можно вращать на ± 45 °. . Основными частями этого типа фрезерных станков являются.Конструкция
Рабочие органы четырехстороннего продольно-фрезерного станка (рис. 1) состоят из двух горизонтальных шпинделей - верхнего и нижнего - и двух вертикальных шпинделей - правого и левого. В станках некоторых моделей дополнительно установлен пятый нижний горизонтальный шпиндель. Подача материала валь-цово-гусеничная или вальцовая. Станки оборудованы направляющими линейками и прижимами. Все элементы закреплены на литой станине.
Рис. 8: Т-образные пазы на фрезерном столе
Базовая плита - чугун серый чугун, несет другие части машины и служит одновременно в качестве резервуара режущей жидкости. опорная часть всех других деталей и механизмов фрезерного станка. Он вертикально регулируется с помощью винта и гайки на вертикальной направляющей. Имеются шестерни для ручного и машинного питания. Поперечный слайд - позволяет обрабатывать заготовку поперечно, а верхняя часть заготовки - продольная направляющая стола. Продольный стол - перемещается в продольном ласточнике поперечной полки и обеспечивает продольную регулировку заготовки. Рабочая поверхность стола снабжена канавками Т для зажима заготовок непосредственно на рабочей поверхности или для зажима инструментов, вложений. Подача стола обеспечивается винтовым механизмом. Это редуктор, приводимый в действие главным электродвигателем, и позволяет установить оптимальную скорость фрезерного шпинделя. Опорный рычаг - установлен в ласточкин хвост стойки и несет один, Два опорных подшипника для поддержки длинных фрезерных штифтов. Для перемещения шпинделя фрезерного станка можно изменить направление вращения и номер его вращения, чтобы обеспечить движение и положение стола. Аксессуар - позволяет машине работать значительно. Аксессуары включают: пороки, разделители, вертикальную фрезерную головку, универсальную фрезерную головку, фрезерную головку, поворотные столы.
- Это чугунный чугун.
- В стойке есть бабка. консоль - пустое литье.
- В верхней части кронштейна находится поперечная горка.
- Главный привод.
В процессе работы в подающий механизм непрерывно вручную или с помощью питающего устройства подают заготовки (доски). Захваченная подающими устройствами заготовка поступает на ножи нижней горизонтальной ножевой головки. Нижняя ножевая головка обрабатывает нижнюю пласть, создавая первую базовую поверхность, затем заготовка поступает к ножевой головке правого вертикального шпинделя, которая, обрабатывая кромку, образует вторую базовую поверхность. Базируясь на эти две поверхности, заготовка надвигается на ножевую головку левого вертикального шпинделя, строгающую вторую кромку, и, наконец, верхняя горизонтальная головка обрабатывает верхнюю пласть.
Он разделен на вертикальные и горизонтальные. Горизонтальная головка на подставке. Стойки жесткие, что обеспечивает большую производительность. Эти фрезерные станки отличаются от консолей тем фактом, что рабочий стол движется только в продольном направлении неподвижного слоя. Они предназначены для обработки заготовок самых больших размеров. Плоские поверхности обрабатываются фрезерными головками, фрезами и фрезами и фрезами.
Портальные фрезерные станки - это плоские фрезерные станки с очень жесткой конструкцией с двумя стойками, поперечиной и несколькими головками. Они работают на горизонтальных, вертикальных и наклонных поверхностях на тяжелых заготовках. Этот тип машины состоит из широкого спектра типов, предназначенных для различных операций фрезерования, структура адаптирована к типу работ, которые над ним выполняются.
Шпиндели обычно укрепляют на суппортах, позволяющих изменять их положение при настройке в вертикальной и горизонтальной плоскостях. Это очень важно, так как четырехсторонние продольно-фрезерные станки рассчитаны на обработку заготовок (досок) различных размеров как по ширине, так и по толщине. Вертикальные шпиндели станков можно также наклонять в плоскости, перпендикулярной направлению подачи.
Нитки, зубья, канавки, кулачки, фрезерные станки с пантографом. . Это обрабатывающие центры или горизонтальные расточные станки. Рабочие буровые и фрезерные работы. Для этих машин рабочий цикл инструмента выполняется в соответствии с запрограммированной программой. В настоящее время предпочтительнее использовать эти машины для универсальности обработки, для обработки форм-комплексов и геометрически точных изделий.
- Цифровые учебные материалы - технология фрезерования.
- Изображения также могут быть частью цитируемых цифровых материалов.
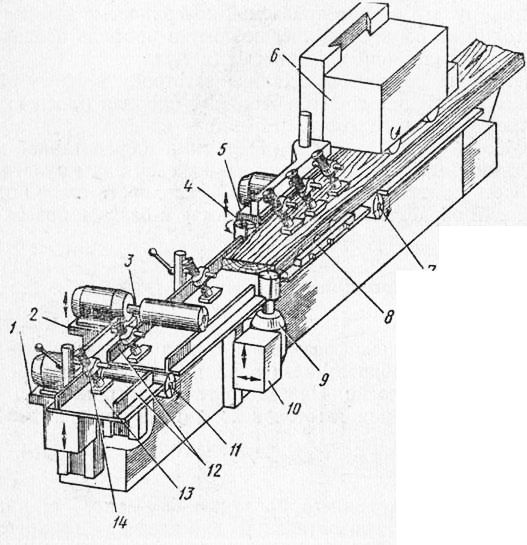
Рис. 1. Схема четырехстороннего продольно-фрезерного станка: 1 - суппорт пятого (калевочного) шпинделя, 2 - суппорт верхнего горизонтального шпинделя, 3 - верхний горизонтальный шпиндель, 4 - правый вертикальный шпиндель, 5 - суппорт нижнего горизонтального шпинделя, 6 - суппорт механизма подачи, 7 - нижний горизонтальный шпиндель, 8 - горизонтальные прижимы, 9 - левый вертикальный шпиндель, 10 - суппорт левого вертикального шпинделя, 11 - калевочный шпиндель, 12 - направляющие линейки, 13 - опорная плита, 14 - вертикальный прижим
Чрезвычайная простота в эксплуатации и высокий срок службы откидных сегментов обеспечивают специальный, очень загружаемый синтетический материал. Электронно-сбалансированный двухвалковый пильный вал приводится в действие многосекционным плоским ремнем. Это обеспечивает максимальную передачу мощности двигателя без потерь на пильный диск.
Лезвия серии 700 также позволяют выполнять пазовые работы. Вы также можете установить высоту и угол лезвия в точную десятую часть миллиметра. Для чистых срезов материалов с большим покрытием. Устройства, зависящие от пильного диска и независимые срезы, могут быть отрегулированы как вбок, так и вертикально.
Дополнительный нижний пятый шпиндель И часто называют калевочным, он предназначен для выборки профиля в нижней пласти заготовок и для разделения их по ширине или толщине на отдельные бруски. В первом случае на шпинделе крепят профильные фрезы, во втором - дисковые пилы диаметром до 350 мм. В станках С16-4А калевочный суппорт можно переставлять из нижнего положения в верхнее для выборки глубокого профиля на верхней пласти заготовки (доски). Кроме того, в этих станках предусмотрена возможность поворота дополнительного шпинделя на 90°, что позволяет использовать его для деления заготовок по толщине.
Управление электродвигателями из ручки стола
Х-образные направляющие ролики движутся без трения на отвержденных направляющих поверхностях. По запросу мы можем оснастить ваш 700, выведя двигатели из поручня стола форматирования - наслаждайтесь этим преимуществом! Массивный стол стрелы позволяет обрабатывать большие и тяжелые детали. Наивысшая точность и тихая работа обеспечивается восемью шариковыми направляющими роликами в телескопической стреле. По запросу может быть собран валик до конца стрелы.
Точная регулировка угла наклона с использованием углового шаблона с компенсацией длины
Больше нет ошибок при чтении шкалы и неона. Больше не тратить время на установку линейки в нужное положение. 100% точное позиционирование и зажим без потери времени и без ошибок вычитания преимущества митры форма дополнительных позиций в 15 °, 20 °, 25 °, 30 °, 35 °, 40 ° и 45 ° используются как позиционирование линейки. Каждое угловое положение позволяет компенсировать длину. Правило удобно закрепляется с помощью эксцентрикового зажимного рычага. Опционально: остановка слайда с цифровым индикатором, для точной настройки 0, 1 мм.
Шпиндели вращаются с частотой 5000-6000 об/мин от индивидуальных электродвигателей. Часто на станках бывают установлены электродвигатели с удлиненными валами (рис. 141), которые являются одновременно шпинделями.
Шпиндели, выполненные отдельно от электродвигателей, соединены с ними муфтами или ременными передачами; в этом случае электродвигатели работают от тока промышленной частоты, во всех остальных - от электрического тока повышенной частоты (100 Гц).
Удлинительный стол с напольным опорным валиком
Одной рукой вы можете легко и точно установить положение параллельной линейки. Точная регулировка помогает обеспечить точное положение правителя после фиксации. Датчик считывания достаточно прозрачен и идеально интегрирован в чугунный стол. Массивный чугунный несущий блок с валом строгального станка, подающими роликами и нажимными стержнями предназначен для максимальной нагрузки. Конструктивный стальной вкладыш и ролик с микроструктурированной сталью обеспечивают идеальную подачу заготовки. Оба стальных цилиндра имеют впечатляющий размер и не подвержены износу.
Некоторые модели четырехсторонних продольно-фрезерных станков оборудованы гладильными ножами (рис. 3), установленными непосредственно за первым горизонтальным нижним шпинделем. Из трех установленных гладильных ножей два работают, а третий эксцентриком утопляется ниже направляющих и находится в резерве. Гладильные ножи снимают с обработанных нижних пластей заготовок мелкие неровности. Каждый нож установлен в выдвижной коробке под некоторым углом к направлению движения заготовок. Ножи можно передвигать по высоте (каждый в отдельности) эксцентриковыми валиками. Это необходимо для изменения толщины снимаемой стружки.
Это позволяет компенсировать большие разности толщины и позволяет одновременно изготавливать заготовки разного размера. Комбинация вала строгального станка, транспортных роликов и дерева имеет решающее значение для отличных результатов строгания. Непомощные зажимные винты и самонастраивающиеся ножи позволяют заменять менее чем за две минуты.
Обязательные корректировки и предоставление драгоценных шаблонов корректировки в прошлом. Замена ножей под 2минными самонастраивающимися ножами для высокой точности для замены без шва Уплотняющие винты Чрезвычайно бесшумный бег Максимальный срок службы. Вы можете непрерывно регулировать фишку до 4 мм. Увеличительное стекло обеспечивает точные настройки.
Гладильные ножи снимают длинную стружку, которую не могут удалять эксгаустерные устройства, поэтому станки дополнительно оборудуют устройством для дробления стружки, работающим от отдельного электродвигателя.
Если стружка забивается под гладильные ножи, то налицевой поверхности заготовки могут образоваться выпуклости, неровности, борозды и углубления. При обнаружении этого дефекта проверяют правильность установки ножа. Поворотом эксцентрика нож утопляют, коробку с ножом удаляют из станка для осмотра и вводят в работу резервный нож.
Регулировка высоты таблицы толщины
Регулятор выравнивания непрерывно наклоняется в диапазоне от 90 ° до 45 °. Обе остановки расположены в обоих крайних положениях. Вместо щита вала, встроенного в стойку машины, заготовка стабилизируется. С точностью до одной десятой миллиметра вы устанавливаете таблицу развертки маховичком со встроенным цифровым считыванием. Максимальная высота вытягивания 230 мм.
Продольно-фрезерный станок - отличный инструмент для обработки
Всасывающее сопло спроектировано и изготовлено с высокой эффективностью выхлопа даже на самых высоких выходах.
Типы продольных фрезерных станков и их правила работы
Продольные фрезерные станки - применение. Известные и авторитетные марки продольных фрезерных станков. Плазменная резка позволяет вырезать детали из листового металла определенной формы. Резка выполняется с помощью машины с числовым программным управлением. Используемый метод характеризуется высокой режущей способностью с высокой стоимостью оптимизации и точностью находится в пределах 0, 2-0, 5 мм и в основном используется в режущих деталях, некоторых машинах и оборудовании.Стружка забивается под нож, когда между ним и стружколомателем имеется зазор (местный или по всей длине) или если нож выступает из стружколомателя меньше чем на 1-2 мм, а также когда задняя грань ножа находится ниже уровня стружколомателя. Устранив недостатки, коробку с ножом ставят на место.

Тип обработки, состоящий в удалении части детали с помощью режущего инструмента. Обработка производится на станках. Из-за способа реализации этого лечения мы различаем. Тип механической обработки, например, металл, используемый главным образом для обработки наружных поверхностей и внутренних деталей в форме вращающихся тел. Во время поворота заготовка вращается вокруг своей оси, в то время как инструмент, такой как токарный инструмент, выполняет движение подачи.
Фрезерование - это механическая обработка вращающимся инструментом, обычно называемым фрезой. Для фрезерования фрезерное вращение фрезерного станка характеризуется одновременным перемещением заготовки. Машина, которая выполняет фрезерование, называется фрезерным станком.
Рис. 2. Электродвигатель с валом, служащим одновременно вертикальным шпинделем продольно-фрезерного станка: 1 - корпус, 2 - гайка, 3 - фреза, 4 - механизм подъема шпинделя, 5 - направляющие суппорта, 6 - винт для перемещения шпинделя в горизонтальной плоскости
При вальцово-гусеничной подаче цепь и вальцы работают от од-ного привода (часто с вариатором для бесступенчатого изменения скорости). Скорость подачи находится в пределах 4-42 м/мин. Верхние вальцы можно настраивать по высоте.
Вальцовый механизм подачи размещен в головной части станка, однако вальцы могут быть рассредоточены и вдоль станка. Поверхность у них рифленая или гладкая. Если вальцы устанавливают позади верхнего ножевого вала, их иногда покрывают резиной, что дает лучшее сцепление с поверхностью заготовки и в то же время сохраняет класс шероховатости ее обработки.

Рис. 3. Гладильные ножи: 1 - нож, 2-коробка, 3 – винт, 4 - эксцентриковый валик, 5 - устройство для дробления стружки
Направляющие устройства состоят из стальных плит и направляющих линеек. Плиты образуют опорную поверхность для заготовок. Опорную плиту переднего стола перед нижней горизонтальной ножевой головкой устанавливают по высоте, поворачивая маховичок винтового механизма, и достигают этим изменения толщины стружки, снимаемой с заготовки. Эта толщина не должна превышать высоты неровностей на поверхности заготовки.
Четырехсторонние продольно-фрезерные станки оборудованы централизованной системой управления, которая предусматривает блокировку, предотвращающую поломку отдельных элементов станка в случае, если станочник допустит ошибку в управлении станком.
Четырехсторонние продольно-фрезерные станки С10-2, С16-5, С16-4А, С25-01 имеют много общего по конструкции и отличаются в основном размерами и в отдельных случаях - порядком размещения рабочих органов, мощностью электродвигателей приводов.
Станок С10-2 предназначен для обработки одновременно четырех сторон заготовок и досок шириной до 100 мм (что указывается в индексе модели) и толщиной до 50 мм. Все станки моделей С16 предназначены для обработки заготовок и досок шириной до 160 мм и толщиной до 80 мм; станки С25-01 -для заготовок шириной до 260 мм и толщиной до 125 мм.
Станок С16-4А - основной в группе четырехсторонних продольно-фрезерных станков. Он предназначен для плоскостного фрезерования досок, брусков и планок одновременно с четырех сторон.
Станина станка чугунная, коробчатой формы. На суппортах станины закреплены электродвигатели, на их валах устанавливают ножевые головки. На станине закреплены также направляющие линейки и подпружинные ролики для прижима заготовок к столу станка и направляющей линейке.
Суппорт с электродвигателем нижней ножевой горизонтальной головки (первой по ходу подачи) может передвигаться по вертикали и фиксируется эксцентриковым зажимом. Суппорт с электродвигателем правой вертикальной головки (второй по ходу подачи) может перемещаться в поперечном направлении и фиксируется клеммным зажимом. Суппорт левой вертикальной головки (третьей по ходу подачи) перемещается по вертикали маховичком и фиксируется прихватом; в осевом направлении положение суппорта изменяют и фиксируют винтами.
Для установки подающих вальцов, ножевых головок и прижимных элементов на размер строгаемого материала на станке предусмотрены соответствующие шкалы. На станке установлен счетчик погонажа, пульт управления размещен на фронтонной части станины, электроаппаратура станка помещена в электрошкафу. Заготовки подаются в станок вручную ийи с помощью магазина, подхватываются подающими (двумя нижними и двумя верхними) вальцами от привода, включающего электродвигатель, вариатор, редуктор и шестеренчатую передачу. Скорость подачи изменяется бесступенчато.
Положение движущейся в процессе обработки заготовки определяется опорными столами и боковыми направляющими линейками.
Все шпиндели имеют оградительные устройства, которые одновременно служат приемниками для стружки. Перед механизмом подачи установлены ограничитель толщины досок и когтевая защита.
Система управления станком обеспечивает невозможность включения и работы механизма подачи при отключении хотя бы одного из электродвигателей рабочих органов, невозможность включения электродвигателей при неустановленных ограждениях.
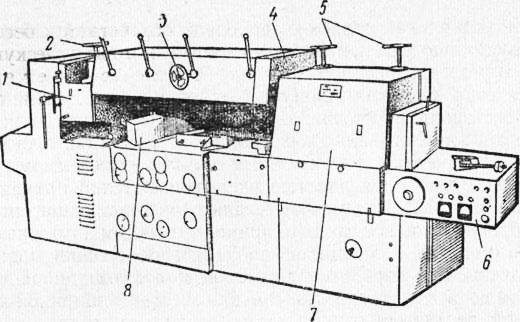
Рис. 4. Четырехсторонний продольно-фрезерный станок С25-01: 1 - суппорт верхнего ножевого вала, маховичок настройки верхнего ножевого вала, 3 - маховичок настройки блока прижимных устройств, 4 - блок прижимных устройств, 5 - маховички настройки механизма подачи, 6 - панель управления, 7 - блок с механизмом подачи, 8 - эксгаустерный приемник левого вертикального шпинделя
Мощность электродвигателей станка и высокая скорость подачи позволяют применять при эксплуатации станка скоростные режимы обработки.
Станок С16-4А как станок с проходной обработкой, с бесступенчатой скоростью подачи может быть включен в автоматическую линию.
Четырехсторонний продольно-фрезерный станок С25-01 также является базовой моделью. Вальцовый механизм подачи с бесступенчатым изменением скорости установлен в переднем блоке станины. Конструкция станка позволяет дополнить его автоматическим магазинным питателем, для привода которого на одном из валов механизма подачи станка предусмотрена звездочка. Настройка подающих вальцов на толщину материала производится маховичками. Прижимные элементы, расположенные в зоне вертикальных шпинделей, смонтированы в общем блоке. При настройке прижимных элементов по высоте блок перемещается в вертикальной плоскости маховичком. Верхний горизонтальный ножевой вал установлен на суппорте в левой части станины. Для настройки его по высоте предусмотрен винтовой механизм перемещения суппорта с маховичком. Панель управления станка размещена в передней части станка, где находится рабочее место станочника.
Выбор режима работы
Режим работы выбирают по мощности наиболее загруженного электродвигателя и по классу шероховатости обработанной поверхности. Рассчитывают эти показатели так же, как и для рейсмусовых станков, но для всех электродвигателей рабочих органов. Затем выбирают скорость подачи по мощности наиболее загруженного двигателя при условии получения требуемого класса шероховатости обработанной поверхности.
Настройка станков
Четырехсторонние продольно-фрезерные станки в части настройки - наиболее сложные из всей группы продольно-фрезерных станков. У них настраивают режущие узлы, прижимные элементы и подающие устройства.
Верхняя образующая цилиндрической поверхности резания нижней горизонтальной ножевой головки, расположенной впереди остальных режущих инструментов станка, должна совпадать с рабочей поверхностью заднего (неподвижного) стола или быть выше ее на 0,02-0,05 мм. Положение ножевой головки относительно заднего стола проверяют так же, как и при настройке фуговального станка, т. е. контрольным бруском. Совпадение горизонтальной касательной к поверхности резания и рабочей поверхности заднего стола обеспечивают путем перемещения по высоте суппорта шпинделя ножевой головки, поворачивая эксцентриковый валик, на который опирается суппорт, или перемещая суппорт другими устройствами.
Передний (подвижный) стол станка устанавливают ниже заднего на величину слоя древесины, сострагиваемого с пласти заготовки. Этот размер зависит от припуска на обработку и составляет от 1 до 3 мм.
Если Конструкцией переднего стола предусматривается возможность перемещения по высоте только его губки, расположенной у ножевой головки, то толщину сострагиваемого слоя определяет положение этой губки. Такая конструкция стола позволяет легко изменять толщину снимаемого слоя древесины.
При настройке нижней горизонтальной ножевой головки для профильного фрезерования кроме ее установки по высоте необходимо регулировать ее положение по ширине стола. Для настройки используют эталонную деталь или отрезок ранее обработанной детали. Деталь помещают на задний стол над ножевой головкой и прижимают к правой вертикальной линейке.
Если предусмотрено последующее фрезерование кромок заготовки, то между эталонной деталью и линейкой кладут прокладки толщиной, равной толщине сострагиваемого правой ножевой головкой слоя древесины. Головку устанавливают в горизонтальном и вертикальном направлениях по эталонной детали и закрепляют.
Расположенную после нижней верхнюю горизонтальную ножевую головку устанавливают так, чтобы расстояние от режущих кромок ножей до расположенного под головкой стола равнялось толщине обработанных заготовок.
Если верхняя ножевая головка расположена первой на ходу заготовки, то одновременно настраивают и верхний стол, к рабочей поверхности которого заготовка прижимается верхней пластью при фрезеровании ее нижней пласти нижней горизонтальной ножевой головкой. Стол этот устанавливают над задним столом нижней горизонтальной ножевой головки параллельно поверхности стола на высоту, равную толщине фрезеруемой заготовки. Головку устанавливают так, чтобы горизонтальная плоскость резания совпадала с рабочей поверхностью верхнего стола.
Для профильной обработки пласти горизонтальную верхнюю ножевую головку настраивают так же, как и профильную нижнюю.
Правую вертикальную ножевую головку (или фрезу) устанавливают в горизонтальной плоскости так, чтобы обеспечивалось снятие с правой кромки заготовки слоя древесины заданной толщины. Для этого режущая кромка инструмента, имеющая наименьший радиус вращения (при профильном фрезеровании кромки), должна выступать влево за плоскость правой передней вертикальной линейки на величину, равную толщине снимаемого слоя древесины с наиболее выступающей части профиля. Левую вертикальную головку (фрезу) устанавливают в горизонтальном направлении на заданную ширину детали.
Рабочую поверхность левой направляющей линейки устанавливают в плоскости, касательной к окружности вращения режущей кромки инструмента, имеющей наименьший радиус, параллельно направлению подачи заготовки. В вертикальном направлении режущий инструмент устанавливают так, чтобы резцы его перекрывали толщину детали,
Для профильной обработки кромок фрезы на вертикальных шпинделях настраивают по эталонной детали. Фрезу перемещают по высоте, добиваясь совпадения ее профиля с профилем эталонной детали, прижатой к столу станка. Если после профильной обработки кромок предусмотрено снятие слоя древесины с нижней пласти заготовки, то фрезы настраивают по эталонной детали, уложенной на прокладке. Толщина прокладок должна быть равна толщине снимаемого слоя древесины. Опорная поверхность вальцов или гусеницы должна выступать над поверхностью стола на 0,3-0,5 мм. Нижние подающие органы настраивают путем перемещения их по высоте.
Верхние подающие вальцы устанавливают по высоте на расстоянии от поверхности нижних вальцов или гусеницы, равном толщине обработанной заготовки или несколько меньшем толщины (на 1-1(5 мм). Величину усилия прижима верхних подающих вальцов на заготовку регулируют сжатием пружин. Усилие прижима должно быть достаточным для преодоления сопротивления подаче; в то же время нельзя создавать слишком сильное давление вальцов на заготовку, так как это вызывает дополнительные усилия подачи.
При настройке вертикальных прижимов регулируют положение их по высоте и устанавливают величину усилия прижима.
Все вертикальные прижимные элементы, расположенные перед верхней ножевой головкой, устанавливают на 1,5 мм ниже горизонтальной плоскости продольного фрезерования головки, чтобы ели прижимали заготовку, даже если ее верхняя пласть окажется неиро-фрезерованной, и обеспечивали нормальную работу других режущих инструментов станка. Вертикальные прижимные устройства после верхней ножевой головки устанавливают ниже горизонтальной плоскости резания головки на 0,5 мм.
Горизонтальные левые прижимы устанавливают на уровне плоскости резания левой вертикальной головки (фрезы). Прижимы, служащие для подпора стружки перед режущими инструментами (горизонтальными и вертикальными), устанавливают на уровне плоскости резания инструмента, параллельной направлению подачи.
Прижимы должны предотвращать вибрацию заготовки или отход ее от базовых поверхностей. Величину прижима регулируют, подтягивая пружины.
После окончания настройки станка нужно убрать из зоны режущих инструментов и других механизмов станка посторонние предметы, проверить от руки легкость вращения режущих инструментов, поставить на станок все ограждения. Затем включить станок и провести пробную обработку заготовок. Проверив размеры и качество полученных деталей, при необходимости станок поднастраивают.
Правильно настроенный станок должен обеспечивать точность размеров и формы обработанных деталей с отклонениями от прямолинейности боковых кромок не более 0,2 мм на длине 1000 мм; от параллельности боковых кромок - не более 0,3 мм на длине 1000 мм; от перпендикулярности кромки и пласти - не более 0,15 мм на длине 100мм; от равномерности по толщине-по 2-му классу точнссти обработки.
После предварительной настройки станка на заданный размер обработки обрабатывают две-три пробные заготовки и по результатам измерения их считают настройку законченной или вносят в нее коррективы.
Эталлонная деталь, применяемая для настройки, представляет собой копию детали, изготовленную по точности на один класс выше, чем класс точности детали. Изготовляют эталон из древесины твердых пород или лучше из лигнофоля. Размеры эталона нужно периодически контролировать.
Использовать отрезок ранее обработанной детали допустимо при настройке станков на грубую обработку деталей по 3-му классу точности. Условия обработки пробных деталей, по которым поднастраи-вают станок, и сами детали должны быть ха рактерными для данной партии заготовок.
При настройке необходимо пользоваться точными измерительными инструментами.
Работа на станках
Четырехсторонний продольно-фрезерный станок обслуживают двое или трое рабочих. До начала работы следует убедиться в наличии достаточного количества заготовок и в исправности эксгаустер-ной системы,
Перед пуском станка проверяют исправность и правильность положения всех оградительных устройств, а перед настройкой отключают щит станка, на котором расположено кнопочное управление, чтобы предотвратить возможность ошибочного включения станка.
В четырехсторонний продольно-фрезерный станок нельзя направлять доски с крыловатостью, с глубокими рисками или кривые, а также пересушенные, с большим короблением.
В процессе работы станочник, стоя у питательного стола, следит за тем, чтобы доски по роликам стола шли в один ряд, без значительных перекосов, поправляя неправильно лежащие доски вручную Если станок не оборудован питательным столом, то доски или заготовки из штабеля укладывают на стол впереди станка. Материал следует подавать без межторцовых разрывов. При строгании коротких заготовок межторцовые разрывы приводят к остановке заготовки в станке, что может повлечь за собой образование на обработанной поверхности дефектов обработки (вырывы поперек детали, поджоги). Если при данной скорости подачи межторцовые разрывы неизбежны, следует снизить скорость подачи.
Станочник должен следить за правильным положением упоров, ограничивающих размеры подаваемых заготовок, так как попадание в станок заготовок с чрезмерными припусками может привести к поломке станка или к перегреву электродвигателей.
Размеры заготовок после фрезерования следует контролировать через каждые 20-30 мин, пользуясь калибрами. Если в процессе работы частота вращения одного из рабочих органов падает (обнаруживается по возникновению шума, несвойственного нормальной работе станка), станочник должен немедленно выключить подачу до тех пор, пока рабочие органы не будут вращаться с необходимой частотой вращения. При пробуксовке подающих вальцов, указывающей на ослабление прижимов, следует остановить станок и, осмотрев его, устранить причину, нарушающую нормальную подачу заготовок в станок.
При остановке станка следует проверить состояние электродвигателей и ременных передач. Если обнаружено недопустимое нагревание хотя бы одного электродвигателя, нужно остановить станок и устранить причину нагревания. Через 1,5-2ч работы необходимо фуговать и доводить ножи.
При загрязнении столы или вальцы следует очищать. Причиной появления сколов, вырывов, мшистости и ворсистости на обработанной поверхности может быть большая толщина снимаемого слоя древесины. Рубленая поверхность или большое различие в длине волн может быть из-за слабины в подшипниках.
Конструкция станков. Четырехсторонние продольно-фрезерные станки выпускают для обработки с наибольшим поперечным сечением заготовок по ширине и толщине 100X50 мм (С10-3), 160X80 мм (С16-2А, С16Ф-1А) и 250X125 мм (С26-2М, С25-1А, С25-2А). Для обработки паркетных дощечек имеются станки с наибольшей шириной фрезерования 70 мм (ПАРК7) и 100 мм (ПАРК9).
Для механизации загрузки используют магазинные загрузочные устройства, пристраиваемое к станку, или специальные питательные столы. Для разгрузочных операций станки оснащаются послестаночными конвейерами и автоматическими штабелеукладчиками готовых деталей.
Четырехсторонний продольно-фрезерный станок С26-2М предназначен для обработки досок и брусковых деталей. На станине коробчатой формы размещены последовательно суппорты горизонтального нижнего шпинделя, вертикальных правого и левого шпинделей и верхнего горизонтального шпинделя. Станок может оснащаться дополнительным калевочным суппортом, который предназначен для выборки пазов в детали или раскрое ее на части при выходе из станка.

Рис. 1. Четырехсторонний продольно-фрезерный станок С26-2М: 1 - станина, 2,3,5 - шпиндели, 4 - калевочный суппорт, 6 - стол, 7 - прижимные ролик, 8 - суппорт прижима, 9 - маховички, 10, 14 - вальцы, Ч - когтевая защита, 12 - боковой прижим, 13 - направляющая линейка
Режущие инструменты крепят на шпиндели, которые приводятся во вращение от индивидуальных электродвигателей через ременную передачу. Станок снабжен когтевой защитой, предотвращающей обратный выброс заготовки из станка. Рядом находится планка, которая служит ограничителем подачи заготовок с недопустимо большим припуском.
Механизм подачи станка расположен впереди рабочих шпинделей и состоит из двух нижних неприводных и двух верхних приводных вальцов. Для лучшего сцепления с заготовкой верхние вальцы сделаны рифлеными. Привод вальцов осуществляется от отдельного электродвигателя с регулируемым шкивом через клиновой ремень (вариатор) и систему зубчатых колес. Вариатор позволяет плавно изменять скорость подачи от 7,5 до 42 м/мин. На суппорте смонтированы подпружиненные ролики 7, прижимающие деталь к столу. Сбоку заготовка прижимается пружинным прижимом к направляющей линейке.
Станки для обработки дощечек паркета аналогичны по конструкции. Отличительная особенность станков - наличие конвейерного механизма подачи для обработки коротких заготовок. Он представляет собой двух-цепной приводной конвейер с подпружиненными захватами (шипами). Шипы обеспечивают надежное сцепление и подачу заготовок, различающихся величиной припуска на обработку до 2…3 мм.
Выбор режима работы. Режим работы станка выбирают в зависимости от номинальных размеров детали по ширине и толщине, сложности получаемого профиля и требуемого качества обработки.
По заданным размерам детали и известным припускам на обработку вычисляют толщину и ширину снимаемого слоя каждым режущим инструментом. Эти данные используют для выбора допустимой скорости подачи из условия максимальной загрузки электродвигателей механизмов резания. Выбор производят по графикам, приведенным в руководстве по эксплуатации станка, или расчетом по формулам. Часто наиболее загруженной является верхняя ножевая головка или левая фреза, которая формирует глубокие сложные профили. Если заданы повышенные требования к чистоте получаемой поверхности, то следует предельную скорость заготовки назначать из условия допустимой подачи на один резец.
Настройка станков. Настройка четырехсторонних продольно-фрезерных станков - сложная и трудоемкая операция. Для уменьшения числа перенастроек следует обрабатывать заготовки одного типоразмера партиями. Наименьшую величину партии выбирают так, чтобы окончание ее обработки по возможности совпало с заменой затупившихся режущих инструментов. Кроме того, очередная партия заготовок должна быть с таким видом обработки, чтобы после пропуска первой партии требовалось минимальное время на переналадку станка. Это позволяет повысить производительность труда.
Настройка станка заключается в установке инструментов на заданные размеры обработки, регулировке подвижных столов и направляющих линеек, а также наладке подающих и прижимных элементов. Последовательность выполнения настроечных операций определяется видом обработки, конструкцией станка, методом настройки и настроечными средствами.
Схема настройки станка по шаблону или эталонной детали показана на рис. 86. Шаблон устанавливают в станок, предварительно переместив суппорты, подающие и прижимные элементы на расстояние, несколько превышающее настроечный размер. Шаблон прижимают к рабочей поверхности стола и задней направляющей линейке. Сначала регулируют направляющие линейки так, чтобы их рабочие поверхности были параллельны одна другой. Причем задняя линейка должна располагаться по касательной к окружности резания и выступать относительно передней линейки на толщину снимаемого слоя (2…3 мм). Переднюю линейку выверяют с помощью прокладок, толщина которых равна толщине снимаемого слоя.

Рис. 2. Схема настройки четырехстороннего продольно-фрезерного станка по шаблону: 1- задний стол, 2 - шаблон, 3 - задняя линейка, 4 - передняя линейка, 5 - прокладки
Размерную настройку режущих инструментов выполняют со стороны подачи материала в такой последовательности: нижняя горизонтальная ножевая головка, левая и правая вертикальные ножевые головки, верхняя горизонтальная ножевая головка и калевочная фреза (при необходимости).
Размерная настройка для всех режущих инструментов аналогична и включает следующие операции: расфиксирование суппорта, регулировка положения режущего инструмента относительно шаблона, фиксирование суппорта. Суппорт перемещают съемной рукояткой или маховичком. Режущую кромку ножа подводят до касания с рабочей поверхностью шаблона при провертывании ножевой головки вручную.
При другом способе настройки режущих инструментов используют встроенные измерительные средства: шкалы и лимбы. На рис. 3 показана настройка верхней горизонтальной ножевой головки четырехстороннего продольно-фрезерного станка. Суппорт перемещают маховичком, одновременно отсчитывая величину перемещения по шкале. Установив суппорт в заданное положение, приступают к накладке прижимных элементов. Задние прижимные колодки 9 у верхней ножевой головки регулируют по высоте гайками так, чтобы расстояние от стола до рабочей поверхности колодок было на 2…3 мм меньше настроечного размера Х. Усилие прижима колодок регулируют, изменяя натяг пружины гайками. Передний прижим (стружколома-тель) настраивают по высоте вращением гаек. Регулировку ведут до тех пор, пока расстояние от стола до рабочей кромки стружколомателя не будет равно настроечному размеру. Силу прижима стружколомателя к обрабатываемому материалу регулируют маховичком, сжимая, или ослабляя пружину.
Роликовые прижимные элементы настраивают так. Последовательно открепляют все прижимы по ходу подачи заготовки и регулируют их положение относительно стола и направляющих линеек. При настройке пользуются измерительными шкалами, укрепленными вблизи регулируемого элемента. Усилие прижима роликов регулируют, изменяя натяг пружин. Выбирают усилие прижима в зависимости от породы древесены и размеров обрабатываемого материала. Не следует чрезмерно прижимать к столу заготовку, так как на поверхности готовой детали останутся следы от прижимных роликов.
Нижние подающие вальцы устанавливают относительно стола в зависимости от породы, размера и состояния обрабатываемого материала. Для твердых пород древесины и толстых заготовок величину выступа принимают 0,2…0,3 мм, для мягких пород и тонких пиломатериалов - 0,3…0,5 мм.
Рабочую кромку переднего столика регулируют по высоте вращением эксцентрикового валика рукояткой механизма настройки. Столик должен быть опущен относительно заднего стола на величину снимаемого с нижней пласти слоя, которую устанавливают, пользуясь отсчетным устройством механизма настройки.
Затем регулируют верхние подающие вальцы по высоте, а также устанавливают ограничительную планку и когтевую защиту в зависимости от толщины обрабатываемой заготовки. Верхние вальцы настраивают маховичком через винтовую передачу и тяги.

Рис. 3. Настройка верхней горизонтальной ножевой головки четырехстороннего продольно-фрезерного станка: 1 - маховичок, 2 - маховичок регулирования стружколомателя, 3, 6, 7 - гайки, 4 - суппорт, 5 - пружина, 8 - стружко-ломатель, 9 - прижимная колодка, 10 - шкала
Усилие подачи создают прижимом верхних вальцов к материалу и нижним вальцам через пружины. Натяг пружин регулируют гайками.
Закончив размерную настройку станка, следует внимательно осмотреть подвижные части и установить ограждения. Трубопроводы эксгаустерной сети присоединяют к стружкоприемникам и включают разрежение воздуха в системе отсоса стружек. Нажав кнопку, включают вращение режущих инструментов. После набора полной частоты вращения предыдущим шпинделем включают последующий.
Необходимо убедиться в безотказной работе всех режущих инструментов на холостом ходу, включить подачу и обработать пробные заготовки. Скорость подачи выбирают в зависимости от породы древесины, величины снимаемого припуска и требуемого качества обработки.
После обработки следует замерить пробные детали мерительным инструментом: штангенциркулем, индикаторным толщиномером или калибром. Прямолинейность обработанных поверхностей проверяют контрольной линейкой и щупом. Шероховатость поверхности определяют визуально путем сравнения с эталоном или измеряют прибором ТСП -4.
При правильной наладке четырехсторонних станков допускаются следующие отклонения точности обработанных деталей: равномерность по толщине и ширине детали на всей ее длине - по 12-му квалитету; непрямолинейность боковых кромок - не более 0,2 мм на длине 1000 мм; непараллельность боковых кромок - не более 0,3 мм на длине 1000 мм; неперпендикулярность смежных боковых поверхностей - не более 0,15 мм на длине 100 мм.
В зависимости от результатов проверки пробных деталей проводят поднастройку и подналадку станка.
Работа на станках. Станки, не оснащенные загрузочно-разгрузочными устройствами, обычно обслуживают двое рабочих. После пуска станка станочник укладывает очередную заготовку на стол, базируя ее кромкой по направляющей линейке. После захвата заготовки подающими вальцами станочник готовит следующую.
Для обеспечения непрерывной и равномерной работы станка материал следует подавать без межторцовых разрывов, для этого при подаче коротких заготовок скорость можно уменьшить.
Второй рабочий должен принимать готовые детали, проверять визуально качество их обработки и складывать в штабель.
При механизированной загрузке и разгрузке станка станочник должен следить за правильной работой всех элементов станка и околостаночных механизмов. Степень загрузки электродвигателей резания контролируют по амперметру, встроенному в пульт управления станком.
При перегрузке двигателей, повышении шума и появлении стука или снижении частоты вращения инструментов необходимо отключить станок и установить причину неполадки. Частой причиной остановки станка является неправильное его использование. Нельзя подавать заготовки с недопустимо большими припусками ил^ слишком тонкие, покоробленные и неправильной формы. При заклинивании или остановке заготовки нужно включить обратную подачу и вывести заготовку из станка. При появлении мшистости и ворсистости на обработанных поверхностях следует заменить затупившиеся фрезы.
Продольно-фрезерные станки имеют самые большие габариты. Это оборудование предназначается главным образом для черновой, получистовой и чистовой фрезерной обработки крупногабаритных деталей типа корпусов, траверс, направляющих из чёрных, цветных металлов и сплавов. Обработка на фрезерных станках продольного типа затрагивает как плоские, так и фасонные поверхности и производится различными видами фрез. Чаще всего применяются твердосплавные фрезы и фрезы, выполненные из быстрорежущей стали торцевого, фасонного, дискового, концевого и цилиндрического типов.
Виды компоновок продольно-фрезерных станков:
Продольно-фрезерное оборудование обычно встречается в двух вариантах исполнения - одностоечном и двухстоечном.
В современном крупносерийном производстве обычно применяются четырёхшпиндельные продольно-фрезерные станки двухстоечного типа. Состоит станок (как видно по названию) из двух вертикальных стоек, соединённых между собой порталом (перемещаемой в горизонтальном направлении траверсой). Под порталом обычно располагается поворотный стол, обеспечивающий надёжное закрепление на время обработки одной или нескольких заготовок.
Рабочий стол продольно-фрезерного станка способен возвратно-поступательно перемещаться в продольном направлении как на обыкновенной скорости (рабочая подача), так и в ускоренном режиме. Каждая из двух вертикальных стоек станка снабжена фрезерной бабкой со шпинделем горизонтального расположения. Портал (горизонтально расположенная траверса, связывающая обе вертикальные стойки) снабжён двумя вертикально ориентированными шпинделями и двумя фрезерными бабками. Кроме того, современные продольно-фрезерные станки обладают возможностью изменения углов наклона оси шпинделя относительно плоскости рабочего (поворотного) стола.
Особенности работы станков продольно-фрезерного типа
Как и в других фрезерных станках, основное движение станка - это вращение фрезы. Перемещение рабочего инструмента в продольном, поперечном и вертикальном положении относится к второстепенному движению. Стол станка придаёт заготовке возвратно-поступательное движение в продольном направлении. Закреплённый в шпинделе режущий инструмент (фреза) может перемещаться в вертикальном и поперечном направлениях.
Станок продольно-фрезерного типа имеет раздельный привод всех четырёх шпинделей и общую подачу. Установка в шпиндель специальных выдвижных гильз позволяет быстро снимать и устанавливать в него инструмент заданного размера. Обработка на фрезерных станках этого вида носит сложный характер из-за сочетания вращения с ударной нагрузкой. Такие особенности эксплуатации заставили разработчиков применить принудительную смазку ряда узлов (шпиндели, фрезерные головки, портал, поворотный стол). Принудительная система смазки управляется вручную или автоматически и состоит из перекачивающего (подающего) насоса, маслопроводов и резервуара.
Режущий инструмент крепится в головке посредством специальных инструментальных оправок конического типа. Заготовка закрепляется на рабочем столе с помощью универсальных или специальных приспособлений, разделяющихся на одноместные и многоместные. Головки прижимных болтов креплений вставляются в специальные прорези, имеющиеся на поверхности поворотного стола.
Параметры станков продольно-фрезерного типа :
- габаритные размеры поворотного стола;
- максимально допустимая масса обрабатываемой заготовки;
- количество шпинделей;
- величины максимальных перемещений портала, стола, гильз шпинделя и головок с рабочим инструментом;
- количество скоростей вращения шпинделя;
- мощность приводов;
- диапазоны рабочих и ускоренных подач, частота оборотов шпинделя.









Технология приготовления блюда язык заливной Требования к качеству мясных холодных блюд
Мясной картофельный суп: весь вкус его в простоте Рецепт супа из нескольких мяса и картошки
Увольнение по собственному желанию и трудовой кодекс
Мотивационная модель CFO Kpi для экономиста по финансовой работе
Stim певец. Биография St1m. Никита Легостев сейчас