Продольно-фрезерный станок - тяжёлый станок портального типа, который используется для обработки крупногабаритных деталей в условиях повышенных нагрузок. По осям Х и Y нагрузка ложится на рабочий стол с увеличенной несущей способностью (увеличенные плоские направляющие), который интегрирован в раму станка. По оси Z перемешается мощная фрезерная головка.
Фрезерные станки с консолью. На этих машинах можно выполнить самую разнообразную механическую обработку. Это уникальные и мелкие серийные машины для производства. Фрезерные станки с консолью являются основной группой фрезерных станков. У них есть их главная особенность, как и их собственное имя, консоль, поддерживающая рабочий стол. Благодаря системе крепления стола эти машины предназначены для небольших деталей, которые требуют широкого спектра операций.
Таким образом, можно обрабатывать фрезерные станки с консолью: плоские или профилированные поверхности, каналы разных типов, кулачки, шестерни, винты и т.д. После положения основного вала эти машины могут быть. Горизонтальная ось главного вала машины горизонтальна.
Продольно фрезерный станок
Продольно-фрезерный станок незаменим для работы с крупными и средними деталями, требующими фрезерной обработки. Поверхность этих деталей может быть любой - горизонтальной, вертикальной, наклонной – продольный фрезерный станок справится с любой задачей.Компоновка продольно-фрезерного станка: подвижный стол, жестко закрепленный портал с подвижной поперечиной обеспечивают жесткость и позволяют обработать как высокие, так и низкие детали при использовании оптимальных возможностей станка (одновременное фрезерование заготовки с 3-x сторон).
Вертикальный, где главный вал установлен вертикально. Вертикально, таблица может вращаться горизонтально с определенным углом в обоих. путь. Горизонтальные фрезерные станки состоят из опорной плиты 1, к которому присоединен каркас 2, который предусмотрен на передних направляющих стойках 3, вдоль которых подвижная консоль 4, эксплуатируемой в вертикальном направлении ходового винта Существуют варианты, которые обеспечивают жесткость Лучшая консоль. На консоли предусмотрены горизонтальные направляющие 6, перпендикулярные направляющим на раме, вдоль которых перемещается поперечная втулка 7, и в этом продольном направлении рабочий стол 8.
Обработка металла на продольно фрезерном станке происходит в три этапа: сначала она грубая, затем черновая и финишная. На финишном этапе исключаются какие-либо деформации и помарки. Деталь выходит ровной с красивым сечением без каких-либо дефектов.
Преимущества использования продольно фрезерных станков данного типа:
- быстрая скорость перемещения стола и шпиндельных бабок;
- увеличение скорости подъема и опускания траверсы;
- фиксация фрез для работы с поверхностями разной толщины;
- станки с поворотными шпиндельными бабками позволяют менять угол наклона фрезы.
На фрезерных станках можно обрабатывать плоские или фасонные поверхности, нарезать резьбу, шлицы, зубья, производить сверлильные и расточные работы. Фрезерные станки составляют значительную часть парка металлорежущих станков в СССР - около 10% (до 180 000 станков); к 1965 г. предусмотрено увеличение парка фрезерных станков до 12,7% .
Из всех фрезерных станков наибольшее распространение получили станки для обработки плоских и криволинейных поверхностей: консольно-фрезерные, бесконсольно-фрезерные, продольно-фрезерные и копировально-фрезерные. Из станков для других видов фрезерной обработки получили распространение зубофрезерные, резьбофрезерные, шлицефрезерные и шпоночно-фрезерные. В массовом производстве применяют главным образом многошпиндельные продольно-фрезерные станки и станки непрерывного действия - карусельно-фрезерные и барабанно-фрезерные.
Пополнение парка фрезерных станков осуществляется за счет современных моделей, выпускаемых отечественными станкостроительными заводами.
Один вариант осуществления фрезерного шпинделя представлен на рисунке показан резьбовой стержень 10 инструмента удерживающей оправки или фрезерования порта на конической внутренней поверхности главного вала, и привод их вверх. Рис. 10 Конструкция главного вала в горизонтальных фрезерных станках.
Вертикальные фрезерные станки напоминают горизонтальные фрезерные станки. Разница между ними заключается в том, что основное дерево ориентировано по-разному. В вертикальных фрезерных станках необходимо было изменить верхнюю часть стержня в качестве фрезерной головки 11.
Консольно-фрезерные станки
Это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), перемещающегося по вертикальным направляющим станины станка и служащего опорой для горизонтальных перемещений стола.
Простейшим и наиболее распространенным типом оборудования, применяемого для фрезерных работ, является горизонтально-фрезерный станок
.
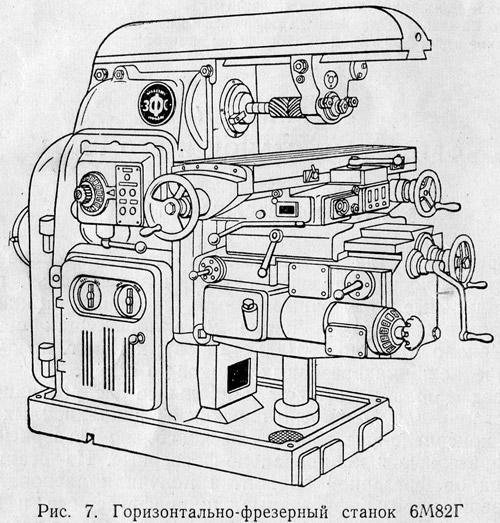
На рис. 7 показан горизонтально-фрезерный станок производства Горьковского завода фрезерных станков. Горизонтально-фрезерные станки предназначены для работы цилиндрическими и дисковыми фрезами, но они могут работать и торцовыми фрезами.
С точки зрения строительства существует несколько вариантов вертикальных фрезерных станков. С фиксированной трением и несъемным основным валом. С неподвижной фрезерной головкой и осевым смещаемым основным валом. С осевой смещаемой фрезерной головкой. С наклонной фрезерной головкой и основным или осевым съемным основным валом.
С наклонной и осевой смещаемой фрезерной головкой. Рис. 11 Вертикальные фрезерные станки. Универсальные фрезерные станки напоминают горизонтальные фрезерные станки с возможностью дополнительных регулировочных движений. Таким образом, эти машины могут быть обработаны на куски с высокой степенью сложности.
Шпиндель
горизонтально-фрезерного станка, на котором крепится инструмент, вращается вокруг горизонтальной оси. Он получает вращение через коробку скоростей от электродвигателя.
Стол
горизонтально-фрезерного станка имеет три направления движения: (продольное, поперечное и вертикальное. Эти перемещения стола, или его подачи, могут осуществляться вручную при помощи рукояток или механически от привода станка.
У некоторых горизонтально-фрезерных станков возможен поворот стола относительно шпинделя. Станки с таким поворотным столом называются универсальными горизонтально-фрезерными
, или, сокращенно, универсально-фрезерными
станками. На
рис. 8 показан станок такого типа. Стол станка может быть повернут по круговым направляющим на верхней части салазок на 45° в каждую сторону и после установки на заданный угол по шкале 1 закрепляется винтом. Кроме возможности поворота стола, универсально-фрезерный станок ничем не отличается от горизонтального.
Регулировочное движение может выполняться инструментом или деталью, поворачивая его. таблица. Автомобили в последней категории также называются поворотной таблицей. Также автомобиль отличается от горизонтального фрезерного станка тем столом. работа может вращаться горизонтально под определенным углом. Для этой цели поперечное увлечение 7 и рабочий стол 8 вводятся вместе с толкателем 13. Вращение стола производится под углом ± 45 °. После регулировки, во время процесса измельчения. масса блокируется в нужное положение.
Отличительной категорией являются универсальные фрезерные станки. Инструментальный. Универсальный фрезерный станок для сортировки предназначен для обработки мелких сложных деталей. Из них режущие инструменты самых разных типов представляют собой сложные геометрические тела, реализация которых очень сложна.
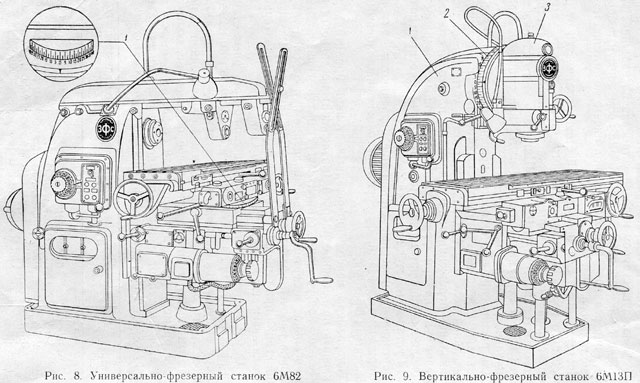
Показанный на рис. 9 фрезерный станок отличается от рассмотренного горизонтально-фрезерного станка только устройством верхней части станины, все же остальные узлы станка одинаковы (сравните рис. 9 и 7). Шпиндель этого станка вращается вокруг вертикальной оси. Такого типа станки называют вертикально-фрезерными
.
Для расширения возможностей использования новые модели вертикально-фрезерных станков изготовляют с поворотной шпиндельной головкой 3. Она может (быть установлена как в вертикальном положении, так и под углом к плоскости стола. Это особенно удобно при фрезеровании наклонных поверхностей. Необходимый поворот шпиндельной головки 3 относительно станины 1 устанавливается по шкале 2.
Вертикально-фрезерные станки предназначаются для работы торцовыми фрезами, фрезерными головками, концевыми и шпоночными фрезами.
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное универсальное и вертикальное выполнение при одной и той же величине рабочей поверхности стола. Сочетание разных выполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков
.
В СССР освоено производство консольно-фрезерных станков пяти размеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускается полная гамма станков - горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имеет в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
Эти инструменты можно обрабатывать на специально изготовленных станках с широкими возможностями регулировки и с очень разнообразными устройствами. Такой станок также является универсальным фрезерным станком для валидации вашего нынешнего пути при подгонке секций очистки в матрицах и прототипах. Эта машина, используя специальные аксессуары, может работать как горизонтальный фрезерный станок, фрезерный станок Вертикальный, быстродвижущийся вертикальный фрезерный станок, сверлильный станок, вертикальный сверлильный станок.
Место назначения автомобиля изменено путем установки специальных головок, а именно: горизонтальной фрезерной головки, вертикальной фрезерной головки, быстрой фрезерной головки, фрезерной головки. Сверление можно выполнить, используя вертикальную фрезерную головку или быструю фрезерную головку.
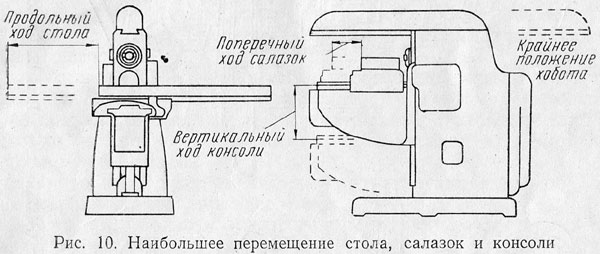
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
На рис. 10 графически показаны наибольшие перемещения стола, салазок и консоли.
Помимо этих принадлежностей, автомобиль также оснащен несколькими столами, которые позволяют заготовке располагаться относительно инструмента. К ним относятся: таблица разделителей, горизонтальная таблица и масса с пространственной ориентацией куска. Велосипед 1 снабжен 2-точечными подошвами для монтажа на земле и коробке передач. На передних направляющих 4 вертикальный стол 5 скользит, на который можно установить некоторые из принадлежностей машины, как в случае с горизонтальной таблицей 6. В Верхняя часть стержня представляет собой горизонтальные направляющие 7, которые могут перемещать или блокировать горизонтальную фрезерную головку 8, которая поддерживает горизонтальный основной вал.
На базе основных моделей консольно-фрезерных станков выпускают модификации, позволяющие расширить области применения станков данной гаммы. Так, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускают станки 6М12ПБ и 6М13ПБ, имеющие большие скорости вращения шпинделя (быстроходная модификация), что позволяет применять эти станки для обработки легких сплавов.
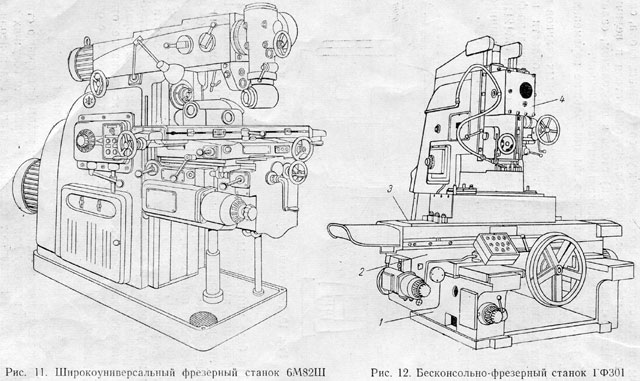
На базе универсально-фрезерных станков выпускаются их модификации, имеющие добавочную вертикальную головку. Широкоуниверсалыный фрезерный станок 6М82Ш (рис. 11) является модификацией горизонтально-фрезерного станка 6М82Г. Он имеет два шпинделя, из которых один горизонтальный, как у станка 6М82Г, второй расположен в поворотной головке и может быть установлен под углом ±90° в продольной плоскости стола и под углом ±45° в поперечной плоскости стола. На широко-универсальных станках могут выполняться самые разнообразные фрезерные операции, а также сверление, растачивание отверстий, подрезание торцов в разных плоскостях заготовки с одной ее установки.
Универсальный фрезерный станок для уборки. На фиг. 13 а - горизонтальная фрезерная головка 8; Консоль 4 и подшипник 15 используются для повышения устойчивости оси шпинделя 16. Вертикальная фрезерная головка 17 установлена над горизонтальной, после снятия верхней пластины 9; Отмечается, что в этом случае основной вал, в котором фиксируется инструмент, имеет вертикальное положение.
Быстрая фрезерная головка монтируется так же, как и вертикальная фрезерная. Быстрое движение достигается с помощью электродвигателя 9, который через трапециевидную ленту 20 приводит в движение главный вал 18, в который могут быть зацепированы резаки или сверла.
Бесконсольно-фрезерные станки
Консоль является наиболее слабым узлом фрезерного станка по жесткости, поэтому для скоростной обработки больших и тяжелых деталей применяют фрезерные станки без консоли, так называемые бесконсольно-фрезерные
станки; однако такие станки менее универсальные, чем консольные.
На рис. 12 показан бесконсольный вертикально-фрезерный станок производства Горьковского завода фрезерных станков. Стол 3 станка имеет продольное перемещение вдоль горизонтальных направляющих салазок 2, которые имеют поперечное перемещение по направляющим станины 1. Таким образом, стол бесконсольно-фрезерных станков имеет только горизонтальное перемещение в продольном и поперечном направлениях (крестовый стол). Вертикальное перемещение получает шпиндельная головка 4 по вертикальным направляющим стойки.
Зажимная головка 21 превращает фрезерный станок в врезную машину. Рис. 13 Принадлежности универсальных фрезерных станков для сортировки. Продольные фрезерные станки. Продольные фрезерные станки предназначены для обработки плоских поверхностей на большие куски. Рабочий стол выполняет одно продвижение вперед, полностью опираясь на направляющие шасси. Жесткость этих машин позволяет использовать интенсивные режимы работы, качество обрабатываемых поверхностей превосходит.
На рисунке 14 показан ряд конструктивных вариантов машин. Продольное фрезерование. Рис. 14 Конструктивные варианты продольных фрезерных станков. Форма борта определяется по количеству, положению и возможностям обработки рабочих головок. Портальные фрезерные станки могут иметь две, три или четыре фрезерные головки.
Продольно-фрезерные станки
Горизонтально-фрезерные станки изготовляют разных размеров, так как по мере увеличения размера обрабатываемых заготовок требуются фрезерные станки с большими размерами рабочего стола.
У станков большого размера производить подъем и опускание консоли стола становится неудобным, поэтому у этих станков подъемные консольные столы заменяют столами, имеющими только продольное перемещение. Такие станки называют продольно-фрезерными
.
Продольно-фрезерные станки предназначаются для обработки поверхностей крупных заготовок.
Схема построения такого четырехконечного фрезерного станка показана на рисунке 15. Рис. 15 Строительство продольных портальных фрезерных станков. Для того, чтобы обеспечить жесткость системы, работающей в любом положении, длина кадра в два раза превышает длину таблицы. Центр шпинделя втулка 8 из 9 позволяют движение позиционирования исполнения является установление расстояния между обрабатываемыми поверхностями или глубиной проникновения режущего инструментом. Рама автомобиля вместе с двумя колоннами и поперечиной 7 образуют закрытую и жесткую раму.
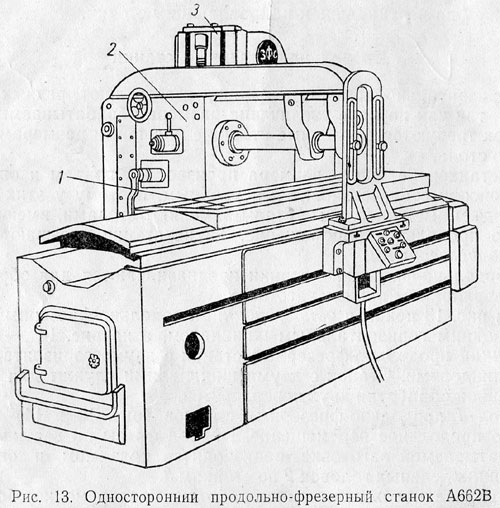
На рис. 13 показан односторонний продольно-фрезерный станок с одним горизонтальным шпинделем, а на рис. 14 - двухсторонний продольно-фрезерный станок с двумя горизонтальными шпинделями. Станок с двумя шпинделями служит для одновременной обработки двух поверхностей.
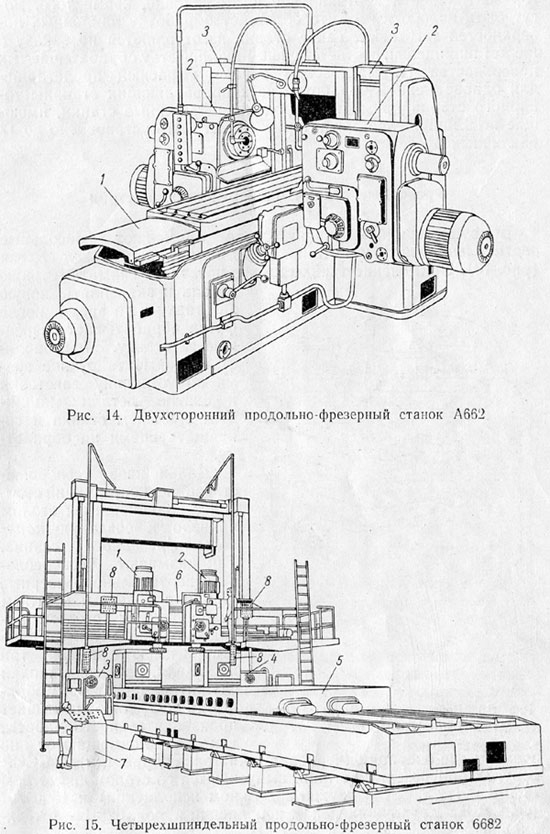
Стол 1 продольно-фрезерных станков (рис. 13 и 14) имеет только продольное перемещение. Подвод фрезы по вертикали к обрабатываемой заготовке производится подъемом и опусканием шпиндельных головок 2 по стойкам 3.
В случае необходимости обработки одновременно больше двух поверхностей применяют многошпиндельные
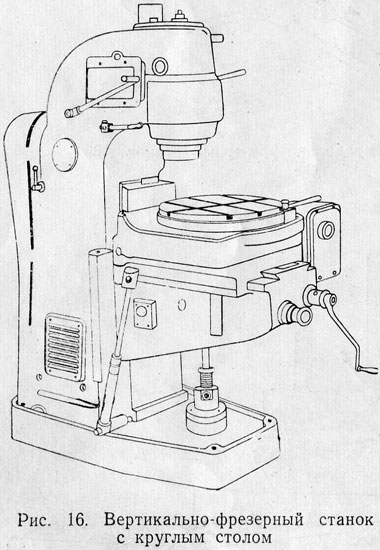
продольно-фрезерные станки, имеющие, кроме горизонтальных, также вертикальные шпиндели. На рис. 15 показан четырехшпиндельный продольно-фрезерный станок со столам 3,6X12 м, предназначенный для обработки с трех сторон четырех поверхностей крупногабаритных заготовок весом до 120 т, длиной до 12 м, шириной и высотой до 3,6 м.
Станок имеет четыре поворотные шпиндельные головки: две вертикальные 1 и 2, расположенные на траверсе (поперечине) 6, и две горизонтальные 3 и 4, расположенные на боковых стойках. Стол 5 станка имеет только продольное перемещение.
Вертикальную установку шпиндельных головок 1 и 2 производят перемещением траверсы 6 по стойкам станка, а поперечную (боковую) установку - перемещением самих головок вдоль траверсы 6.
Вертикальную установку шпиндельных головок 3 и 4 производят перемещением их по стойкам станка.
Управление станком осуществляется с центрального пульта 7. Необходимое число оборотов каждого шпинделя устанавливают с помощью рукояток, расположенных на каждой шпиндельной головке.
Для включения и выключения вращения шпинделей, рабочих подач и быстрых ходов стола, траверсы и шпиндельных головок, включения охлаждения непосредственно с рабочего места имеются две кнопочные станции и две подвесные панели 8, сдублированные друг с другом и расположенные у каждой шпиндельной головки.
Продольно-фрезерные станки изготовляются в СССР различных размеров, начиная с небольших станков (рис. 13 и 14) с размерами стола 450X1600 мм и до гигантских станков, подобно показанному на рис, 15. Шпиндельные головки могут иметь горизонтальное и вертикальное расположение, кроме того, могут быть поворотными, что облегчает обработку наклонных поверхностей заготовки. Такие станки изготовляются по заказу с числом шпинделей, соответствующим количеству обрабатываемых поверхностей. На московском заводе «Красный пролетарий» для одновременной обработки всех направляющих станины токарного станка применяют продольно-фрезерные станки, имеющие по 9 шпинделей, на которых может быть установлено до 17 различных фрез.
Круговые подающие фрезерные станки. В фрезерных станках с круглой подачей заготовка детали выполняет низкоскоростное вращение. Это позволяет машине работать непрерывно, захватывать и отсоединять деталь, шагая, используя специализированные устройства. Рабочий стол может быть ориентирован в вертикальной или горизонтальной плоскости.
Круговое продвижение выполняется машинным столом. Рис. 16 Круговые фрезерные станки. Он выключен, работать на фрезерном станке с одеждой или манжетами друг от друга, потому что они легко могут попасть в движущиеся части машины. Перед началом работы проверьте состояние фрезерного станка.
Фрезерные станки непрерывного действия
В крупносерийном производстве применяют консольные вертикально-фрезерные станки с круглым вращающимся столом (рис. 16). Применение таких станков позволяет снимать готовую деталь и закреплять новую заготовку в то время, когда фреза обрабатывает очередную заготовку. Это позволяет перекрывать ручное время на установку заготовки и снятие детали машинным временем станка и сокращать время на обработку.
Перед запуском электродвигателя отключит все рычаги управления, крепящие их в нужном положении. Фрезерная машина остановится, когда подвох или выключить дорожку при смене фрез, когда они собираются стружку или фрезерный станок чистой и смазанной. Любое прерывание питания отключит электродвигатель, даже если прерывание является временным.
Перед началом работы убедитесь, что резаки хорошо острые, если они имеют правильный профиль в отношении выполняемой работы и материала, из которого они сделаны. Мельницы хорошо впишутся в порт инструмента. Заготовка будет плотно прилегать, чтобы она не вытягивалась и не открывалась во время работы.
Дальнейшее усовершенствование конструкций станков с вращающимся столом привело к созданию карусельно-фрезерного станка. Так называют бесконсольные вертикально-фрезерные станки с большим круглым вращающимся столом наподобие карусели. Такие станки имеют два или три шпинделя, из которых один служит для чистовой обработки, что тоже повышает производительность работы, так как совмещаются по времени две операции (черновая и чистовая обработка). В СССР карусельно-фрезерные станки выпускаются со столом диаметром 1000 мм (мод. 621 в двухшпиндельном исполнении) и 1500 мм (мод. 623 в двухшпиндельном исполнении и мод. 623В - в трехшпиндельном).
Его коммерческая деятельность на самых требовательных рынках фрезерования, вертикального и вертикального фрезерования, таких как Германия, Китай, Италия, Бразилия, Индия и Россия, была сосредоточена на таких секторах, как железнодорожный, энергетический, военно-морской, машиностроительный и транспортный производство.
Таким образом, при зарядке броши меньше запрограммированной, машина может увеличить скорость подачи, тем самым сокращая время обработки. В отличие от этого, когда рабочая нагрузка выше запланированной, машина автоматически замедляет подачу, чтобы защитить машину и пробел.
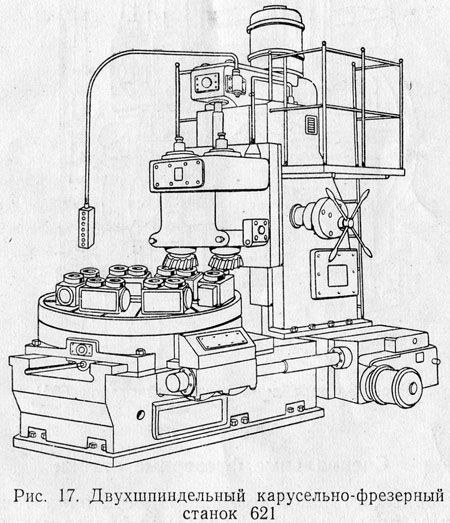
На рис. 17 показан двухшпиндельный карусельно-фрезерный станок мод. 621 производства Горьковского завода фрезерных станков.
Для одновременной непрерывной обработки заготовок с обоих торцов применяют барабанно-фрезерные
станки. На барабанно-фрезерном станке (рис 18) заготовки закрепляют на круглом, вращающемся вокруг горизонтальной оси, столе-барабане таким образом, что их оба торца могут одновременно обрабатываться поочередно черновыми и чистовыми фрезами.
Предназначен для компактности и экономичности. Высокая производительность и эффективность, обеспечиваемые большой крутящей моментом и прямой приводной брошей. Широкий ассортимент аксессуаров, которые можно установить в рабочее пространство для улучшения производственных мощностей.
- Долговечная точность, возникающая в результате строгого проектирования и сборки.
- Оптимальная жесткость и механическая стабильность.
- Высокая точность и точность обработки в одной машине.
- Настраиваемая машина благодаря огромному разнообразию головок и доступных опций.
- Полная защита от брызг.
- Высокая гибкость и высокие результаты с высокой точностью.
- Маятниковая обработка, сводящая к минимуму непроизводительные времена.
- Первоклассная эргономика и низкая стоимость.
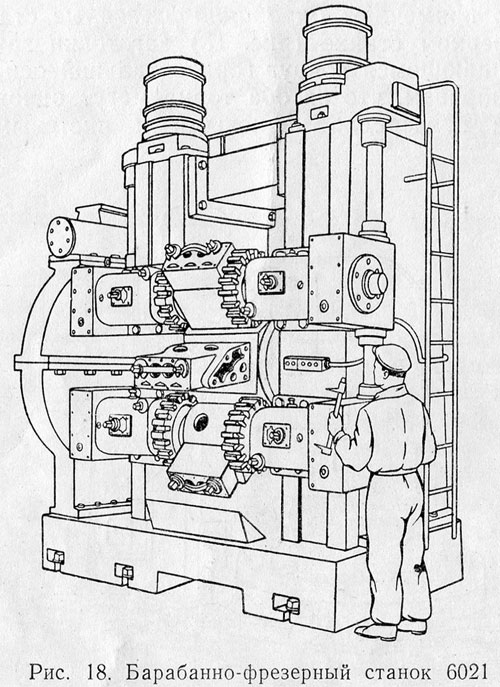
Обработка на барабанно-фрезерном станке заготовок, у которых обрабатываются оба торца, будет вдвое производительнее по сравнению с карусельно-фрезерным станком. Закрепление заготовок и съем деталей на барабанно-фрезерных станках также производится непрерывно в процессе обработки. В СССР изготовляют барабанно-фрезерные станки с барабаном диаметром 1000 мм (мод. 6021), 650 мм (мод. 6022) и 900 мм (мод. 6023).
Карусельно-фрезерные и барабанно-фрезерные станки широко применяются для обработки заготовок корпусных деталей автомобилей и тракторов на ЗИЛ, МЗМА, ГАЗ, МАЗ, ХТЗ, ЛТЗ, ВТЗ, Заволжском моторном и других заводах при крупносерийном и массовом производствах.
Описание и принципы работы металлорежущего станка или металлорежущего станка
Замечательно универсальный - эффективный и точно модифицируемый для удовлетворения любых потребностей клиента благодаря широкому спектру доступных опций. Широкий ассортимент автоматических головок, фрезерных головок, перьев и специальных головок. Центр плотности по всему диапазону: улучшенная стабильность и снижение затрат на фундамент. Жесткая и стабильная конструкция для максимальной точности: машина была разработана с использованием метода конечных элементов и проверена на максимальную жесткость, чтобы минимизировать проблему вибрации. Большие силы пересылки для поперечной оси и брошюры, что приводит к удалению больших объемов материала. Конструкция с высокой нагрузкой и высокий динамизм обеспечивают оптимальную мощность и скорость резания. Очень жесткая конструкция и бронебойная брошь в сочетании с термостабильностью обеспечивают долговременную точность. Конфигурация машины позволяет оператору находиться рядом с рабочим пространством, что позволяет легко производить сборку, измерение и т.д. Широкий ассортимент фрезерно-расточных портальных машин: мобильный стол, портальный, мобильный козловой. Многофункциональный - интеграция различных процессов обработки, таких как фрезерование и сверление для средних компонентов, которые могут быть обработаны на одном и том же станке в одной настройке. Высокая точность и долговечность благодаря строгим процессам проектирования и сборки. Персонализировано эффективно и точно для любой конкретной потребности клиентов благодаря множеству доступных опций. Защита по периметру или полная инкапсуляция машины по запросу.
Отличительные особенности и критерии
- Точные и эффективные результаты обработки.
- Оптимальная механическая жесткость и стабильность.
- Большой материал и точное удаление в одной машине.
Специальные фрезерные станки
На фрезерных станках возможно достаточно точно обработать все виды поверхностей. Консольно-фрезерные, бесконсольно-фрезерные, продольно-фрезерные и станки непрерывного действия
являются станками общего назначения и могут применяться для обработки заготовок самых разнообразных деталей.
В отличие от станков общего назначения для выполнения определенных фрезерных операций применяют фрезерные станки целевого назначения
. К числу таких станков относятся зубо-фрезерные, резьбофрезерные, шпоночно-фрезерные и др.
В связи с развитием крупносерийного и массового производства в настоящее время широко внедряются в производство фрезерные станки, предназначенные для получения деталей определенной конфигурации. Такие станки сконструированы с учетом наибольшей производительности и часто имеют автоматизированное управление. В отличие от станков целевого назначения их называют специальными
. К числу специальных относятся станки, применяемые в часовой промышленности; станки для фрезерования сверл, метчиков, разверток; станки, применяемые в автомобильной, тракторной и станкостроительной промышленности для фрезерования на автоматических и поточных линиях; копировально-фрезерные станки и т. п.
В связи с быстрым развитием техники изделия часто меняют конфигурацию, поэтому применение специальных фрезерных станков, не позволяющих в отличие от станков общего назначения производить переналадку их на обработку любых заготовок, не всегда является выгодным.
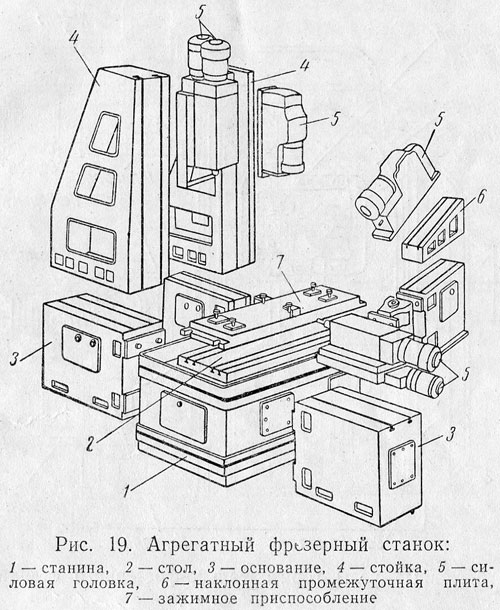
В последние годы широкое применение начинают находить так называемые агрегатные фрезерные
станки, которые позволяют производить любую комбинацию составляющих их сменных унифицированных узлов (агрегатов) в соответствии с конфигурацией изготовляемой детали и расположением обрабатываемых поверхностей. Для перехода на обработку других заготовок достаточно сменить или перекомпоновать отдельные узлы агрегатного станка. На рис. 19 показан агрегатный фрезерный станок.







 Оладьи из печени говяжьей для детей")

Вкусная и нежная запеканка из риса, как в садике Рисовая запеканка как в детском саду
Суп с фрикадельками в мультиварке: рецепт приготовления
Супы для самых маленьких
'Света из Иванова' Детство Светы Курицыной
"Поддубный": отзывы зрителей и критиков о фильме