1. At the head of the machine, there is a spindle (some kind of pipe that runs through the entire length of the machine), then the main motor is located, which rotates the spindle.
A chuck with steel jaws is mounted on the spindle, which act as clamps for the material being processed. As a rule, the workpiece material consists of aluminum, steel or plastic. Material blanks are loaded into the spindle hole and fixed with cams using a special pedal.
A conveyor belt is located under the spindle, which collects and takes out the chips of the processed material into the tank.
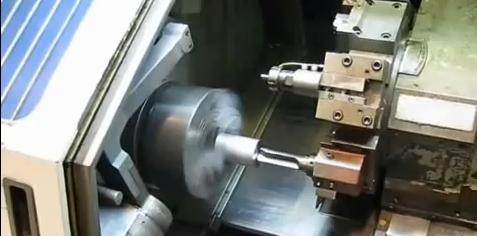 2. In the middle of the machine is a tool drum, which contains various tools for processing workpieces (drills, external, internal and trimming cutters). The drum is movable, this allows you to bring the necessary tools to the workpieces.
2. In the middle of the machine is a tool drum, which contains various tools for processing workpieces (drills, external, internal and trimming cutters). The drum is movable, this allows you to bring the necessary tools to the workpieces.
 3. The third main node of the mechanical part of the machine is the tailstock. It supports long parts, thus preventing vibration during the manufacture of the product.
3. The third main node of the mechanical part of the machine is the tailstock. It supports long parts, thus preventing vibration during the manufacture of the product.
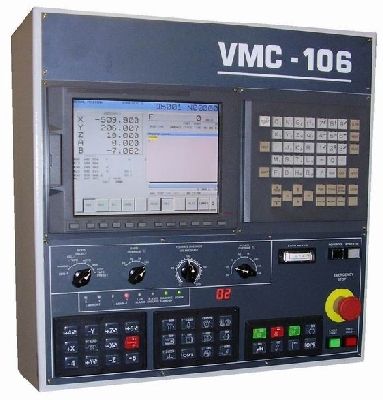
Also, there is a control panel on the machine. It contains buttons for manual control of the machine, as well as buttons for programming and setting the data necessary to execute the program.
Consider the principle of operation of the machine:
Before starting work, suitable clamping jaws are selected for the workpiece. The workpiece is inserted into the spindle and the appropriate program for the manufacture of the part is selected (in this case, the program can be either manual or pre-set).
In accordance with the program, the tool drum is activated and feeds the drill to the part. At the same time, both the speed of the chuck and the feed rate of the drill correspond to the cutting conditions that are specified in the program. As a rule, all programs work with cooling, therefore, at the end of drilling, a cooling emulsion is supplied and cools the parts.
During the execution of the program, the tools that process the workpiece change. And at the end of the program, a cutting tool is brought in by the tool drum, which cuts off the manufactured part. After that, the program ends and the machine mechanisms stop.
Lathes from the world's leading manufacturer of metalworking equipment Mazak can always be bought at NPP PromTEK.
CNC control systems (CNC) allow you to set the program of the machine in the form of a series of numbers and letters that encode technological commands and commands for moving working bodies. The program of the machine can be recorded on various program carriers.
On punched tapes, each technological command or numerical information is encoded by a certain combination of holes in one or more lines of the program carrier. To read such information, readers with photocells are usually used. Light enters through the hole on the photocell, as a result of which a current pulse appears at its output. The high speed of the photoelectric reader allows you to read information while the program carrier is moving at a speed of up to 1000 lines per second.
To give a command to read at a certain moment, when the place of punching of the coding holes is above the corresponding photocells, a synchronizing track is used, in which a hole is punched in each line. The read lines of one block of the control program are entered into the memory device of the CNC; the commands recorded in the frame are decoded and executed by the working bodies of the machine. Working out the control commands one frame after another, the machine, without the participation of the worker, processes the workpiece according to the program.
CNC devices
Microcomputer-based CNC devices allow you to enter the program and correct it using the keyboard on the machine control panel. Several programs can be stored in the computer memory, which simplifies the readjustment of the machine. Thus, the CNC machine works on a semi-automatic cycle. After the machine is set up to process a given part, the worker only sets the workpieces and removes the machined parts from the machine, and also monitors the operation of the machine, obtaining dimensions with a given accuracy, and, if necessary, adjusts the tool using the appropriate corrector.
Changing the machine to another part is easy and takes little time. To do this, a new control program is introduced into the machine control system, the mounting and clamping device is readjusted or changed, and the appropriate set of tools is installed. Thus, along with the automation of the machining cycle, the machine retains the flexibility universal machine with manual control. At the same time, a CNC machine is much more productive than this machine. Automatic change in the magnitude and direction of the working feed, rapid change in the spindle speed, tool change, high speed (up to 10 minutes) of idle movements - all these actions are performed according to the commands recorded in control program, which can significantly reduce the auxiliary time for their implementation.
The high accuracy of the tool movement along the programmed trajectory eliminates the need for test runs with subsequent measurement of the obtained dimensions and correction of the cutter position. Let us consider the principle of CNC operation using the example of two systems. In the CNC step-pulse system, the number written in the form of a combination of holes on a punched tape is converted by the interpolator of the machine control panel into a continuous sequence of electrical impulses. Each pulse causes the rotor of a stepper (discrete) motor to turn a small angle. The output shaft of the stepper motor through the hydraulic torque booster turns the lead screw through the same angle, as a result of which the working body of the machine moves along the guides of the bed by an amount called discreteness.
The resulting displacement of the working body is determined by the number encoded on the punched tape, since the interpolator located in the control panel of the machine converts this number into a continuous sequence of electrical impulses uniformly following one after another. The number of pulses at the output of the interpolator corresponds to the number encoded on the punched tape. Thus, the amount of movement of the working body of the machine is equal to the number of pulses multiplied by the price of one pulse. For example, if the number 13500 is encoded on a punched tape, then at the price of one impulse equal to 0.01 mm, the working body will move 135 mm.
Since the control electrical impulses follow one after another with a high frequency, the pulsating rotation of the stepper motor rotor becomes almost uniform with the speed determined by the frequency of the control pulses from the control panel. Consequently, the speed of movement of the working body (working or auxiliary stroke) depends on the frequency of the control pulses. For example, with a control pulse frequency of 300 and a pulse resolution of 0.01 mm, the feed will be 300X0.01X60=180 mm/min. The pulse frequency is set by the interpolator of the control panel in accordance with the feed code on the PU punched tape.
The small size of the stepper motor, due to the requirement of the minimum inertia of its rotor, does not allow obtaining the torque required for the feed mechanism on the output shaft, therefore, between stepper motor and the screw of the machine feed mechanism has a built-in hydraulic torque booster 4, which, together with a stepper motor, forms an electro-hydraulic stepper feed drive of the machine.
With the advent of low-speed electric motors with permanent magnets, which have a wide range of speed control, high torque and high overload capacity, the feed servo drive has practically replaced the step-pulse drive in modern machine tools.
The number of pulses recorded on the program carrier is converted by the CNC 2 interpolator into a continuous sequence of pulses, which is sent to the up/down counter. The counter sums up the pulses received at its first input. The presence of a certain number in the counter causes the corresponding voltage to appear at the output of the control device, proportional to the number of pulses. This voltage controls the speed of the engine, which, through the gearbox and the screw-nut transmission, moves the working body of the machine.
Sensor feedback made on photocells. When the working body moves, the movable ruler connected with it by opaque sections periodically overlaps the light areas of the scale of the measuring ruler, as a result of which, when the working body moves, the photocell of the feedback sensor sends pulses to the control system to the second input of the reversible counter, which are subtracted from the sum of the pulses located in the counter. As a result of the operation of the control system, a balance is established between the number of control pulses and feedback pulses newly received from the control device, which corresponds to the movement of the working body at a programmed speed.
A similar principle of operation is used in a pulse-phase CNC system, where, as a rule, an inductosyn is used as a feedback sensor - a linear inductive sensor with a displacement reading accuracy of 0.02-0.03 mm.
Woodworking products can include several different operations. Along with turning, milling functions are in demand, which can be performed using special equipment. The best option is to use CNC machines for wood.
General information about the design of milling machines
A typical construction scheme of this equipment consists of a working table, a system for moving the milling head in a horizontal or vertical plane, and a CNC unit. The latter is designed for maximum automation of the production process.
With the help of this equipment, you can perform milling, boring, hole formation, countersinking operations. Models with an engraving function are especially popular. Thanks to the exact positioning of the cutter, the quality of processing is significantly higher than with classical types of equipment.
For the initial acquaintance with the possibilities of woodworking machines with CNC, it is recommended to study the procedure for their use.
- Drawing up a program of action. It is carried out using specialized software. This takes into account the parameters of the workpiece and technological features milling block - the size of the working tool, its speed, etc.
- Installing a wooden part on the desktop.
- Entering the program and test run of the equipment.
- Execution of the processing process. Depending on the selected mode, it can be carried out in automatic or semi-automatic mode.
- If necessary, the program is adjusted.
The participation of the operator in the process is minimal. He must monitor the current parameters of the equipment and prevent its failure or malfunction.
To remove wood chips and dust, an air system is usually used, which is also controlled by the CNC. This minimizes the likelihood of clogging of machine components and assemblies.
Types of machines

Currently, manufacturers offer many models of milling machines for processing wooden products, which are equipped with CNC. They differ not only in technological parameters, but also in design features.
One of the most important selection parameters is the maximum and minimum dimensions of the workpiece, as well as its shape. According to this classification, machines can be equipped with a rigid fixation mechanism for the workpiece and the ability to change its position in the vertical and horizontal planes. In the latter case, in addition to milling, it becomes possible to turn the workpiece.
In addition, CNC woodworking equipment can be of the following types:
- console. The block with the cutter does not change its position, the working table moves in the longitudinal and transverse directions. The disadvantage of this design is the limitation on the size of the part. Therefore, most often these models are used for milling steel parts;
- consoleless. To shift the cutter, a carriage is used that has longitudinal and transverse guides. In this case, the processing unit can have a horizontal or vertical position. In generic models, this setting changes depending on the type of operation being performed.
Separately, it is necessary to analyze the parameters of CNC operation. This block is necessary for transmitting control signals to equipment elements. Depending on the scope of the functions performed, the NC is conditionally divided into the following categories:
- positional. The essence of the work is to install the cutter at a certain position on the surface of the part;
- contour. The functioning algorithm includes the procedure for shifting the working head along a given trajectory;
- universal. Combines the first two functions. Additionally, it can control the positioning of the cutter and the current parameters of the operation being performed - the depth of processing, the degree of its implementation.
These characteristics are not static for CNC machines and can be changed by installing a new CNC unit or installing other software.
When replacing the CNC, make sure that the new control system is compatible with the equipment components. This is necessary for the correct operation of the machine and minimizing errors during milling.
Equipment Specifications

The parameters of the equipment will allow you to choose the optimal model for the needs of production. It is mandatory to study them, as a subsequent alteration of the installation or any other type of modernization may adversely affect the performance of the machine.
As an example, we can take the most common type of equipment - consoleless installations. In most cases, they are designed for processing flat wooden parts. Exceptions are models with a turning function. To perform this operation, the design has a drive and tailstock. Also, such an additional component will allow processing on several planes of one product.
List of main specifications woodworking machines with CNC:
- the allowable dimensions of the workpiece are width, length and height. The maximum depth of milling depends on the latter;
- speed of movement in idle mode;
- number of revolutions of the spindle head;
- positioning accuracy of the working tool. Depends on the type of electric motors - stepper or servo drives;
- spindle air cooling parameters, if such a function is available in the equipment;
- CNC type. Be sure to check the possibility of replacing or upgrading this unit.
In addition to these characteristics, models can have unique qualities that are unique to them. Most often, this is the possibility of processing at a certain angle, for which the working head must have a rotation function.
The power of the main drive motor and the ability to change its speed must be controlled by the CNC. This will allow you to select the optimal mode of operation depending on the type of operation being performed.
Types of cutters for a woodworking machine

Not less than important point is an right choice cutters for the machine. Their configuration will affect the accuracy of the operations and affect the final result. In most cases, the equipment is designed to use end models.
The most common are single-pass models designed to work with soft materials, including wood. They differ in relatively low cost and are used in operations that do not require great accuracy. This is due to the design of their cutting part.
Specialized models of cutters include the following:
- two-way are necessary for the formation of the most smooth and flat surface. Their working part has a spherical shape;
- spiral. Used for finishing and finishing. Due to the many fine teeth, fine wood dust is mainly formed, and not chips;
- fishtail shape. With their help, two-sided milling occurs. Their design eliminates the possibility of defects (chips, hooks) on reverse side details;
- engraving cone. Mainly used for artistic engraving. A small amount of material is removed per pass, but high precision is achieved.
In addition to these models of tools, specialized ones can be used. In some cases, the configuration and requirements for the material of manufacture are developed on an individual basis.
The process of forming an artistic wooden lattice with milling machine shown in the video.










How to understand: will the kitten be fluffy?
What kind of light alcohol can be drunk for pregnant women: the consequences of drinking
Why do the legs swell in the ankles and ankles of the feet in pregnant women: causes and methods of treatment
The wedding of Prince Harry and Meghan Markle: scandalous and secret details of the marriage (photo) The future marriage of Prince Harry year NTV
How to close white plums for the winter