থ্রেডেড সংযোগ- এটি বিচ্ছিন্ন সংযোগের সবচেয়ে সাধারণ প্রকার। এগুলি ফাস্টেনার থ্রেডেড অংশগুলি (বোল্ট, স্ক্রু, স্টাড, বাদাম ইত্যাদি) ব্যবহার করে বাহিত হয়।
সুবিধাদি: নির্ভরযোগ্যতা, সমাবেশ / বিচ্ছিন্নকরণের সহজতা, নকশার সরলতা, কম খরচ (প্রমিতকরণের কারণে), উত্পাদনযোগ্যতা, কম্প্রেশন বল সামঞ্জস্য করার ক্ষমতা।
ত্রুটিগুলি:থ্রেড cavities মধ্যে চাপ ঘনত্ব, কম কম্পন খরচ.
একটি নলাকার পৃষ্ঠের বিকাশে, হেলিক্স একটি নির্দিষ্ট কোণে অবস্থিত ψ , এই কোণকে সীসা কোণ বলা হয়।
থ্রেড স্ট্রোক, যা একই হেলিক্সের একই বিন্দুর মধ্যে দূরত্ব। থ্রেড প্রোফাইলের প্রধান বৈশিষ্ট্য হল অক্ষীয় বিভাগের সমতলে সংলগ্ন বাহুগুলির মধ্যে কোণ, যাকে থ্রেড প্রোফাইল কোণ বলা হয়। ত্রিভুজাকার প্রোফাইলের জন্য মেট্রিক থ্রেড, ইঞ্চি, ট্র্যাপিজয়েড।
থ্রেড তৈরি করার দুটি প্রধান উপায় রয়েছে: লঘুপাত এবং রোলিং। থ্রেডিংকাটার, চিরুনি, ডাই, ট্যাপ, থ্রেডেড হেড, কাটার দিয়ে করা হয়।
থ্রেড রোলিং থ্রেড রোলিং মেশিনে চিরুনি বা রোলার দ্বারা ওয়ার্কপিসের প্লাস্টিকের বিকৃতি দ্বারা সঞ্চালিত হয়। এই পদ্ধতিটি অত্যন্ত উত্পাদনশীল, স্ট্যান্ডার্ড ফাস্টেনার তৈরিতে ব্যাপক উত্পাদনে ব্যবহৃত হয়।
একটি নলাকার থ্রেডের প্রধান জ্যামিতিক পরামিতিগুলি হল:
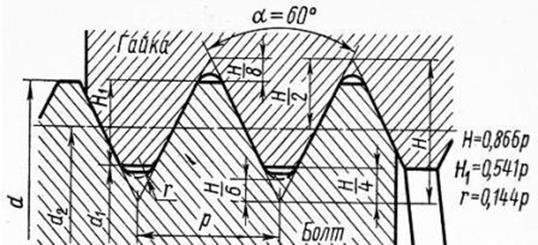
d- বাইরের ব্যাস (নামমাত্র থ্রেড ব্যাস);
d1- বাদামের থ্রেডের ভিতরের ব্যাস;
d2- গড় থ্রেড ব্যাস, i.e. একটি কাল্পনিক সিলিন্ডারের ব্যাস যার উপর কয়েলের পুরুত্ব গহ্বরের প্রস্থের সমান;
পি- থ্রেড পিচ, i.e. অক্ষীয় দিকের দুটি সন্নিহিত বাঁকের একই নামের বাহুর মধ্যে দূরত্ব;
পিএইচ- থ্রেড স্ট্রোক, i.e. অক্ষীয় দিক একই কুণ্ডলীর মত পক্ষের মধ্যে দূরত্ব;
α
- থ্রেড প্রোফাইল কোণ;
42. থ্রেড এবং বাদাম (স্ক্রু) শেষে ঘর্ষণ মুহূর্ত। শিয়ার এবং শিয়ার স্ট্রেসের জন্য থ্রেডের গণনা। বাদাম উচ্চতা এবং screwing গভীরতা.
থ্রেডেড সংযোগের অধিকাংশই প্রিলোড করা হয়। আঁটসাঁটকরণটি সমাবেশের সময় তৈরি করা হয় যাতে কাজের লোড প্রয়োগের পরে, জয়েন্ট খোলা না হয় বা যোগ করা অংশগুলির স্থানান্তর না হয়।
একটি বাদাম (বা ক্যাপ স্ক্রু) স্ক্রু করার সময়, থ্রেডে প্রতিরোধের T R এবং বাদামের শেষে T T প্রতিরোধের মুহুর্তটি কাটিয়ে উঠতে একটি শক্ত টর্ক T হেড প্রয়োগ করা প্রয়োজন:
T head \u003d T R + T T, (2.1)
যেখানে T P \u003d F t d 2 / 2 \u003d 0.5 F zat d 2 tg (Ψ + φ 1); (2.2)
T T \u003d 0.5 F zat f T d cf, (2.3)
F zat - অক্ষীয় আঁটসাঁট বল;
d2 হল গড় থ্রেড ব্যাস;
Ψ – থ্রেড হেলিক্স কোণ;
φ 1 - হ্রাস (প্রোফাইল কোণ α এর প্রভাব বিবেচনা করে) থ্রেডে ঘর্ষণ কোণ: φ 1 = φ / cos (α / 2),
φ হল স্ক্রু-বাদাম জোড়ার উপকরণের ঘর্ষণ কোণ;
f T হল বাদাম-অংশ জোড়ার উপকরণের ঘর্ষণ সহগ;
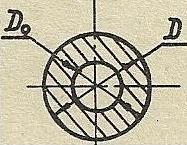
d cf - রিংয়ের গড় ব্যাস (চিত্র 2.2):
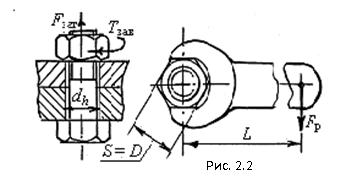 dav = 0.5(D + dh)।
dav = 0.5(D + dh)।
থ্রেডেড সংযোগের অপারেশন দেখায় যে বোল্ট, স্ক্রু, স্টাড ইত্যাদির ব্যর্থতা। অংশগুলি মাথার থ্রেড বা ট্রানজিশন সেকশন বরাবর তাদের রড ফেটে যাওয়ার (বা প্রসারিত) কারণে ঘটে। থ্রেড উপাদানগুলির ধ্বংস বা ক্ষতি কম ঘন ঘন ঘটে এবং এটি এমন অংশগুলির জন্য সাধারণ যা প্রায়শই বিচ্ছিন্নকরণ এবং সমাবেশের শিকার হয়। যদি প্রয়োজন হয়, শিয়ার এবং শিয়ার স্ট্রেসের জন্য থ্রেড শক্তি গণনা পরীক্ষা করুন।
থ্রেড শিয়ার শক্তি শর্ত ফর্ম আছে
τ cp = প্র/ক cp) ≤[τ cp],
কোথায় প্রশ্ন-অক্ষীয় বল; কср হল থ্রেডেড বাঁকগুলির কাটা এলাকা; স্ক্রু জন্য (চিত্র 1.9 দেখুন) ক cp = π d 1 kH g, বাদামের জন্য ক cp = π DkHএখানে এইচ g - বাদামের উচ্চতা; k-থ্রেড বেসের প্রস্থ বিবেচনা করে সহগ: মেট্রিক স্ক্রু থ্রেডের জন্য k≈ 0.75, বাদামের জন্য k≈ ০.৮৮; ট্র্যাপিজয়েডাল এবং থ্রাস্ট থ্রেডের জন্য (চিত্র 1.11, 1.12 দেখুন) k≈ 0.65; আয়তক্ষেত্রাকার থ্রেডের জন্য (চিত্র 1.13 দেখুন) k= 0.5। যদি স্ক্রু এবং বাদাম একই উপাদানের হয়, তবে শুধুমাত্র স্ক্রুটি শিয়ারের জন্য পরীক্ষা করা হয়, যেহেতু d l < ডি.
থ্রেড শক্তি শর্ত ক্রাশ করতেফর্ম আছে
σ সেমি = প্র/কসেমি ≤ [σ সেমি ],
কোথায় কসেমি - শর্তসাপেক্ষ ক্রাশিং এলাকা (অক্ষের লম্ব সমতলে স্ক্রু এবং বাদামের থ্রেডের যোগাযোগের অঞ্চলের প্রক্ষেপণ): কসেমি = π d 2 hz, যেখানে (চিত্র 1.9 দেখুন) nd 2 – গড় ব্যাস বরাবর একটি বাঁক দৈর্ঘ্য; জ-থ্রেড প্রোফাইলের কাজের উচ্চতা; z= এইচজি/ আর -একটি বাদামের উচ্চতায় থ্রেডের সংখ্যা এইচছ; আর- থ্রেড পিচ (মান অনুযায়ী, থ্রেড প্রোফাইলের কাজের উচ্চতা নির্দেশিত হয় এইচ 1).
অক্ষীয় লোড এবং বাঁকানো, শিয়ারিং এবং চূর্ণ করার ক্ষেত্রে বাদামের থ্রেডের ক্রিয়ায় টানতে বোল্ট রডের সমান শক্তির অবস্থা থেকে, বাদামের প্রয়োজনীয় উচ্চতা নির্ধারণ করা হয়। এটি প্রতিষ্ঠিত হয়েছে যে বল প্রয়োগের বিন্দু থেকে প্রথম থ্রেডটি পুরো লোডের 34%, দ্বিতীয়টি - 23%, তৃতীয়টি - 15% এবং দশমটি - শুধুমাত্র 0.9% নেয়। এইভাবে, দশম একের পরে বাদামের সুতার সমস্ত বাঁক কার্যত কোন লোড উপলব্ধি করে না।
বাদামের থ্রেডের মতো, সকেটের থ্রেড কাজ করে, যার মধ্যে একটি স্ক্রু বা স্টুড স্ক্রু করা হয়। অংশগুলি কোন উপাদান দিয়ে তৈরি করা হয়েছে, কোনটিতে স্টাডগুলি স্ক্রু করা হয়েছে তার উপর নির্ভর করে, স্টাডগুলিকে স্ক্রু করার গভীরতাও পরিবর্তিত হয়। এখানে, অক্ষীয় লোডের মাত্রা ইতিমধ্যেই বিবেচনায় নেওয়া হয়েছে, কারণ এটি যত বড় হবে, স্টাডের ব্যাস তত বেশি হবে এবং স্ক্রুিংয়ের গভীরতা তত বেশি হবে।
অভিজ্ঞতা দেখায়, স্ক্রু গিয়ারের অসন্তোষজনক অপারেশন প্রায়শই ঘটে থাকে থ্রেড পরিধান.
অতএব, সমস্ত স্ক্রু গিয়ারের মৌলিক গণনা পরিধান গণনা, যার ফলস্বরূপ স্ক্রুর ব্যাস এবং বাদামের উচ্চতা নির্ধারণ করা হয়। গড় চাপ পরীক্ষা করা হচ্ছে আরএকটি থ্রেডে, এটি অনুমান করা হয় যে সমস্ত থ্রেড সমানভাবে লোড করা হয়।
চিত্র 20 - পরিধান প্রতিরোধের জন্য স্ক্রু-বাদাম সংক্রমণের গণনা
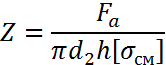
পরিধান প্রতিরোধের জন্য ট্রান্সমিশনের গণনা লুব্রিকেন্টটি না বের করার শর্ত থেকে সঞ্চালিত হয়, ধরে নেওয়া হয় যে চলমান হওয়ার কারণে, লোডটি থ্রেডগুলির উপর সমানভাবে বিতরণ করা হয়:
p out \u003d F a / Az in \u003d F a / (d 2 × H 1 × z in) ≤ [p] আউট, (15)
কোথায় চ ক- বাহ্যিক অক্ষীয় বল;
ক- কয়েলের কাজের পৃষ্ঠের ক্ষেত্রফল;
d 2 - গড় থ্রেড ব্যাস;
এইচ 1 - থ্রেড প্রোফাইলের কাজের উচ্চতা;
z b হল একটি উচ্চতা সহ একটি বাদামে বাঁকের সংখ্যা এইচ: z e = Н/р (এখানে আর- থ্রেড পিচ); [p] আউট - অনুমোদিত চাপ (সারণী 2 অনুযায়ী নির্বাচিত)।
টেবিল ২ - একজোড়া "স্ক্রু-বাদাম" এর জন্য থ্রেডে অনুমোদিত চাপ
বিঃদ্রঃ.বিরল কাজের জন্য, সেইসাথে কম উচ্চতার বাদামের জন্য, মান [p] আউট 20% বৃদ্ধি করা যেতে পারে।
নকশা গণনার জন্য, জেডকে (H/p p) দিয়ে প্রতিস্থাপিত করে ফলস্বরূপ সূত্রটি রূপান্তরিত করার পরামর্শ দেওয়া হয়, নির্দেশ করা হয় ψ H \u003d H / d 2 - বাদামের উচ্চতা ফ্যাক্টর, ψ h = h/p p - থ্রেড উচ্চতা ফ্যাক্টর।
তারপর (চিত্র 20):
 , (16)
, (16)
ট্র্যাপিজয়েডালের জন্য ψ h \u003d 0.5 এবং থ্রাস্ট থ্রেডের জন্য ψ h \u003d 0.75 নিন; ψ h = 1.2 - 2.5 ডিজাইন বিবেচনার উপর নির্ভর করে ( বড় মানছোট ব্যাসের থ্রেডের জন্য)। প্রাপ্ত মান d 2 স্ট্যান্ডার্ডের সাথে সামঞ্জস্যপূর্ণ।
থ্রেড গণনা করার পরে, ভারী লোড করা স্ক্রু, যেমন জ্যাক স্ক্রু, শক্তি পরীক্ষা করা হয়, [] = 0.3 t গ্রহণ করে এবং স্থিতিশীলতার জন্য।
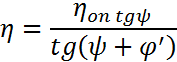
ট্রান্সমিশন দক্ষতা স্লাইডিং স্ক্রু-বাদাম
একটি স্লাইডিং স্ক্রু-নাট ট্রান্সমিশনে, থ্রেড এবং বিয়ারিংগুলিতে ক্ষতি ঘটে। থ্রেড ক্ষতি প্রধান অংশ. তারা থ্রেড প্রোফাইল, এর সীসা, স্ক্রু জোড়ার উপাদান, উত্পাদন নির্ভুলতা, যোগাযোগকারী পৃষ্ঠগুলির রুক্ষতা এবং প্রকারের উপর নির্ভর করে। লুব্রিকেন্ট:
 (24)
(24)
যেখানে η on হল একটি সহগ যা সমর্থনে ক্ষতির হিসাব নেয়। এই সহগ স্ক্রু মেকানিজমের নকশার উপর নির্ভর করে। সুতরাং, মেশিন টুলের লিড স্ক্রুগুলির জন্য (সমর্থন করে - রোলিং বিয়ারিং) η অন = 0.98।
টাস্ক নম্বর 2 এর ক্রম
গণনা পদ্ধতি:
সারণি 3 এ দেওয়া বিকল্পের সংখ্যা অনুসারে প্রাথমিক ডেটা নির্বাচন করুন।
 ,
,
যেখানে ψ H হল বাদামের উচ্চতা ফ্যাক্টর;
ψ h - থ্রেড উচ্চতা ফ্যাক্টর;
[p] আউট - থ্রেডে অনুমোদিত চাপ।
3. সারণি 4 থেকে, গণনা করা গড় ব্যাস d 2 এর উপর ভিত্তি করে, থ্রাস্ট থ্রেডের পরামিতিগুলি লিখুন:
d - বাইরের ব্যাস বাহ্যিক থ্রেড(স্ক্রু);
d 1 - বাহ্যিক থ্রেডের ভিতরের ব্যাস;
d 2 - বাহ্যিক থ্রেডের গড় ব্যাস;
d 3 - বাহ্যিক থ্রেডের ভিতরের ব্যাস;
পি - থ্রেড পিচ;
h হল বাহ্যিক থ্রেড প্রোফাইলের উচ্চতা।
4. থ্রেডের সীসা কোণ এবং ঘর্ষণের হ্রাস কোণ নির্ধারণ করুন।
 ,
,
যেখানে φ' হল হ্রাসকৃত ঘর্ষণ কোণ; f হল ঘর্ষণ সহগ (f = 0.1); α - থ্রেড কোণ (α = 15°)।
 ,
,
যেখানে ψ থ্রেডের কোণ; z = 1 (একক শুরু থ্রেড); পি - থ্রেড পিচ; d 2 - বাহ্যিক থ্রেডের গড় ব্যাস।
5. বাদামের মাত্রা নির্ধারণ করুন।
ক) বাদামের উচ্চতা: ![]() .
.
খ) বাদামে বাঁকের সংখ্যা:
বাদামের মোড়ের সংখ্যা 12 পর্যন্ত অনুমোদিত।
v) বাইরে ব্যাসবাদাম ![]()
d) বাদামের ফ্ল্যাঞ্জ ব্যাস: ![]()
ঙ) বাদামের ফ্ল্যাঞ্জের উচ্চতা: ![]()
6. বাঁকের সংখ্যা এবং বাদামের উচ্চতা পরীক্ষা করুন।
 ,
,
যেখানে z হল বাঁকের সংখ্যা; d 2 - গড় থ্রেড ব্যাস; h হল বাহ্যিক থ্রেড প্রোফাইলের উচ্চতা; [ সেমি] \u003d [p] আউট - থ্রেডে অনুমোদিত চাপ।
![]() .
.
যেখানে H হল বাদামের উচ্চতা; z হল বাঁকের সংখ্যা; পি - থ্রেড পিচ।
7. জ্যাকের কার্যকারিতা নির্ধারণ করুন।
8. গণনার আকারে ফলাফলগুলি বর্ণনা করুন।
থ্রেড পিচ p নির্ধারণ করতে, আমরা থ্রেড পরিধান প্রতিরোধের অবস্থা থেকে খুঁজে পাই (1) প্রোফাইল H 1 এর কার্যকরী উচ্চতা।
আমরা প্রাথমিকভাবে 6 ... 12 পরিসর থেকে বাদাম z এর বাঁকগুলির সংখ্যা সেট করি, z = 10 দিন।
তারপর পরিধান প্রতিরোধের অবস্থা থেকে (1) থ্রেড প্রোফাইলের কাজের উচ্চতা:
যেখানে d 2 \u003d 18 মিমি গণনা থেকে গড় ব্যাস (3),
থ্রেড পিচের সর্বনিম্ন মান, যেটি দেওয়া হয়েছে, আমরা সূত্র দ্বারা খুঁজে পাই
GOST 9484-81 (GOST 10177-82) থেকে 3.3 থ্রেড প্যারামিটার।
GOST 9484-81 থেকে d 2 = 18 মিমি (থেকে (3)) এবং p মিন = 3.6 মিমি (থেকে (5)) মানের জন্য, একটি থ্রেড সহ
d \u003d 20 মিমি, d 2 \u003d 18 মিমি, p \u003d 4 মিমি, d 3 \u003d 15.5 মিমি।
4 স্থিতিশীলতার জন্য টাকু পরীক্ষা করা হচ্ছে
আমরা ম্যানুয়াল থেকে পদ্ধতি অনুযায়ী স্থায়িত্বের জন্য স্ক্রু পরীক্ষা করব।
একটি স্ক্রু নমনীয়তা >50 কম্প্রেসিভ বলের প্রভাবে স্থিতিশীলতা হারাতে পারে চ.
স্থিতিশীলতার জন্য প্রপেলার পরীক্ষা করা শর্ত পূরণের জন্য হ্রাস করা হয়
F ≤ F cr /S ,
যেখানে F cr \u003d cr A - ক্রিটিকাল ফোর্স যেখানে স্ক্রু স্থিতিশীলতা হারায়,
cr - সমালোচনামূলক চাপ,
A \u003d 188 মিমি 2 - বিপজ্জনক বিভাগের এলাকা (ধারা 6 দেখুন);
S4 - নিরাপত্তার ন্যূনতম অনুমোদিত মার্জিন।
সরুত্বের মানের উপর নির্ভর করে সমালোচনামূলক চাপ গণনা করা হয়:
যদি 90 হয়, তাহলে অয়লার সূত্র অনুযায়ী kr =,
যেখানে E 2 10 5 MPa হল ইস্পাতের স্থিতিস্থাপকতার মডুলাস;
যদি 50 ≤ < 90 kr 490 - 2.6 ,
50 এর কম নমনীয়তা সহ, প্রপেলার দ্বারা স্থিতিশীলতা হ্রাস করা অসম্ভব।
স্ক্রু নমনীয়তা
যেখানে =2 - জ্যাকের জন্য দৈর্ঘ্য হ্রাস ফ্যাক্টর;
l r l- স্ক্রুর আনুমানিক উচ্চতা,
l= 150 মিমি - লোডের উচ্চতা;
3.875 মিমি - ভিতরের ব্যাস বরাবর প্রপেলারের জাইরেশনের ব্যাসার্ধ ( d 3 বা d 1).
77,42 < 90.
জটিল চাপ cr = 288.7 MPa , ক্রিটিক্যাল ফোর্স F cr =288.7*18854275.6 MPa, স্থিতিশীলতার অবস্থা
F= 10000 HF cr /4 = 54275.6/413568.9H
পারফর্ম করেছে।
5 স্ব-ব্রেক কন্ডিশন চেক করা।
স্ব-ব্রেকিং অবস্থা পরিলক্ষিত হয় যদি থ্রেডের হেলিক্স কোণ (থ্রেড হেলিক্স কোণ) হ্রাসকৃত ঘর্ষণ কোণ " (চিত্র 4, খ) থেকে কম হয়।
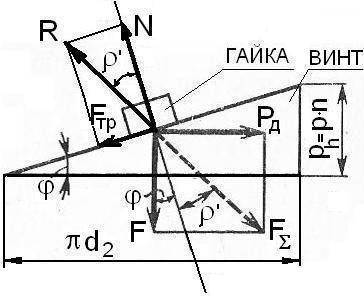
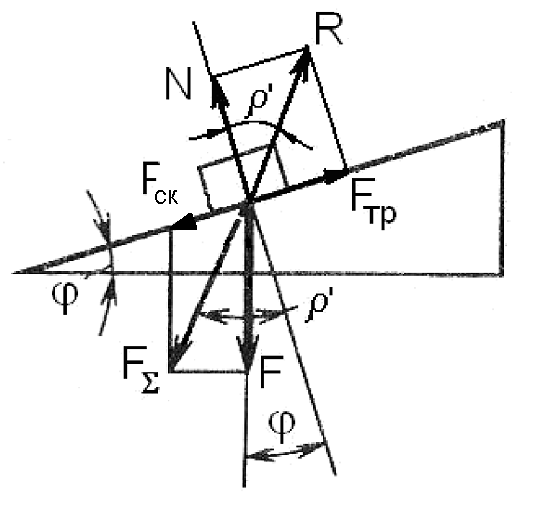
চিত্র 4 -।
একই সময়ে, স্ব-ব্রেকিং স্কের জন্য মার্জিন
K \u003d "/ 1.2. (6)
থ্রেড হেলিক্স কোণ (চিত্র 4, a দেখুন) n=1 এ (গড় থ্রেড ব্যাসের জন্য গণনা করা হয়)
![]() ,
,
ঘর্ষণ কোণ হ্রাস
" ![]() ,
,
যেখানে চ = 0.1 - স্ক্রু-বাদাম জোড়ার ঘর্ষণ সহগ।
স্ব-ব্রেকিং মার্জিন
K \u003d "/ \u003d 6 / 4.05 1.48\u003e 1.2।
অতএব, স্ক্রু জোড়া স্ব-ব্রেকিং আছে।
6 হিলের আকৃতি নির্বাচন করা এবং হিলের ঘর্ষণ মুহূর্ত গণনা করা
আমরা সাধারণত জ্যাক (চিত্র 6) ব্যবহার করা কণাকার সমর্থন পৃষ্ঠ নির্বাচন করি। জ্যাকের জন্য রিং D 0 এর ভিতরের ব্যাস অনুপাত থেকে পাওয়া যাবে:
রিং বাইরের ব্যাস ডিকাপের সমর্থনকারী পৃষ্ঠের উপর অনুমোদিত নির্দিষ্ট চাপের উপর ভিত্তি করে আমরা নির্ধারণ করি,
চিত্র 6 -।
ইস্পাত পৃষ্ঠের জন্য [q] =12 MPa, অতএব:
![]() .
.
কণাকার গোড়ালিতে ঘর্ষণের মুহূর্ত (স্ক্রুটির শেষ এবং কাপের ভারবহন পৃষ্ঠের মধ্যে)
15225.53 N মিমি,
কোথায় চ 1 \u003d 0.12 - ইস্পাত-ইস্পাত উপকরণগুলির সংমিশ্রণের জন্য স্লাইডিং ঘর্ষণ সহগ।
7 শক্তির জন্য সীসা স্ক্রু পরীক্ষা করা হচ্ছে
লোড অধীনে স্ক্রু খাদ মধ্যে চকম্প্রেসিভ এবং টর্শন স্ট্রেস দেখা দেয় (চিত্র 1 দেখুন)। সমতুল্য ভোল্টেজের জন্য গণনার সূত্র।










বাড়িতে চুলায় হ্যাম কীভাবে রান্না করবেন
গর্ভাবস্থায় তলপেটে ব্যথা, কী করতে হবে তার কারণ গর্ভবতী হলে তলপেটে ব্যথা হতে পারে
পেশী লাভের জন্য প্রোটিন
গ্রাহকদের পর্যালোচনা অনুযায়ী পুরুষদের জন্য সেরা ভিটামিন
কিভাবে একটি নিরামিষ খাদ্যে ওজন কমাতে?