1.ডক
^1. সংখ্যাসূচক নিয়ন্ত্রণ (CNC)
1.1। সিএনসি মেশিন টুল
1.1.1। গতি নির্বাহী সংস্থামেশিন টুল
সিএনসি মেশিনের পাশাপাশি সার্বজনীন মেশিনে ওয়ার্কপিস প্রক্রিয়াকরণের জন্য, একটি নির্দিষ্ট, সাধারণত বেশ জটিল, একে অপরের সাথে সমন্বিত নড়াচড়ার সেটের কাটার সরঞ্জাম এবং ওয়ার্কপিসকে জানাতে হবে। এই আন্দোলন বিভক্ত করা হয় প্রধান(কাজ করা) এবং সহায়ক.
^ মৌলিক আন্দোলন - এগুলি মেশিনের নির্বাহী সংস্থাগুলির গতিবিধি, যার কারণে ওয়ার্কপিস থেকে একটি কাটিং টুল দিয়ে চিপগুলি সরানোর প্রক্রিয়াটি সরাসরি সম্পাদিত হয়। মূল আন্দোলনগুলো হলো প্রধান আন্দোলন এবং ইনিংস আন্দোলন।
^ প্রধান গতিকাটা প্রক্রিয়ার গতি নির্ধারণ করে। এটিকে সংজ্ঞায়িত করা হয় রেক্টিলাইনার ট্রান্সলেশনাল বা ওয়ার্কপিসের ঘূর্ণনশীল আন্দোলন, কাটার প্রক্রিয়া চলাকালীন সর্বোচ্চ গতিতে ঘটে। বাঁক মধ্যে, এই আন্দোলন workpiece এর ঘূর্ণনশীল আন্দোলন। মিলিং, সেইসাথে ড্রিলিং এবং বিরক্তিকর কাজে, কাটিয়া টুলের ঘূর্ণনশীল আন্দোলন।
^ মুভমেন্ট অফ ইনিংসটুল এবং ওয়ার্কপিসের পারস্পরিক নড়াচড়ার মাত্রা, গতি এবং প্রকৃতি নির্ধারণ করে, যা মেশিন করা ওয়ার্কপিসের পুরো পৃষ্ঠের উপর কাটা উপাদান স্তরের বিচ্ছিন্নতা ছড়িয়ে দেওয়ার জন্য ডিজাইন করা হয়েছে। ফিডের নড়াচড়া সোজা বা একটি চাপে, ক্রমাগত বা বিরতিহীন হতে পারে এবং এটির গতি সর্বদা মূল আন্দোলনের চেয়ে কম থাকে। বাঁক মধ্যে, ফিড আন্দোলন কাটিয়া টুল সঙ্গে সমর্থন আন্দোলন হয়. মিলিং সময় এবং বিরক্তিকর কাজ- ওয়ার্কপিসের সাথে কাজের টেবিলের নড়াচড়া, ড্রিলিং কাজের সময় - কুইলের নড়াচড়া ইত্যাদি।
^ অক্জিলিয়ারী আন্দোলন - এগুলি মেশিনের নির্বাহী সংস্থাগুলির গতিবিধি এবং কাটার প্রক্রিয়া প্রস্তুত করার জন্য প্রয়োজনীয় ফিক্সচার। এর মধ্যে পরিবহণ এবং ওয়ার্কপিসের ফিক্সিং, কাটিং টুলের পদ্ধতি এবং প্রত্যাহার ইত্যাদির সাথে সম্পর্কিত আন্দোলন অন্তর্ভুক্ত।
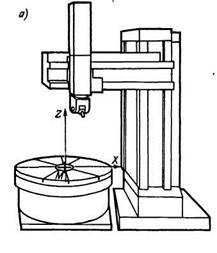
সিএনসি মেশিন এবং সার্বজনীন মেশিনগুলির জন্য ফিড চলাচলের সময় নির্বাহী সংস্থাগুলির গতিবিধির সংখ্যা, প্রকৃতি এবং নির্দেশাবলী একটি নিয়ম হিসাবে মিলিত হয়। উদাহরণ স্বরূপ, সিএনসি লেদ (চিত্র 1-এ দেখুন), সেইসাথে সার্বজনীন লেদ, কার্যনির্বাহী সংস্থার রেকটিলাইনার নড়াচড়ার আকারে কমপক্ষে দুটি দিকে ফিড চলাচল করে (গাঢ় তীর সহ চিত্রে দেখানো হয়েছে)।
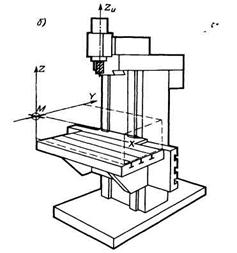
সিএনসি মিলিং মেশিন, সেইসাথে সার্বজনীন মিলিং মেশিনে, নির্বাহী সংস্থাগুলির রেকটিলাইনার নড়াচড়ার আকারে কমপক্ষে তিনটি দিকে ফিড চলাচল করে (চিত্র 1-বি দেখুন)।
মিলিং মেশিনের আরও জটিল পরিবর্তনে, কার্যনির্বাহী সংস্থার রেকটিলিনিয়ার নড়াচড়ার পাশাপাশি, বৃত্তাকার নড়াচড়াগুলিও যোগ করা হয়, যা রেক্টিলাইনার আন্দোলনের অক্ষের চারপাশে সঞ্চালিত হয় (চিত্র 1-বি দেখুন)। মেশিনের জটিলতার উপর নির্ভর করে অতিরিক্ত বৃত্তাকার আন্দোলনের সংখ্যা ভিন্ন হতে পারে। প্রায়শই, বৃত্তাকার আন্দোলনের সংখ্যা তিনের বেশি হয় না।
ভাত। 1-বি. অতিরিক্ত বৃত্তাকার ফিড দিকনির্দেশ
সিএনসি মিলিং মেশিন
^
1.1.2। CNC মেশিন সমন্বয় সিস্টেম
একটি সিএনসি মেশিনে ওয়ার্কপিসের প্রক্রিয়াকরণ নিয়ন্ত্রণ প্রোগ্রামের আদেশ অনুসারে সঞ্চালিত হয়, যা কার্যনির্বাহী সংস্থাগুলির পৃথক আন্দোলনের মানগুলি সংখ্যাগতভাবে সেট করে। অতএব, একটি নির্দিষ্ট স্থানাঙ্ক ব্যবস্থা ব্যবহার না করে একটি সিএনসি মেশিনের পরিচালনা নীতিগতভাবে অসম্ভব, যার সাহায্যে মেশিনের কাজের ক্ষেত্রের মধ্যে যে কোনও বিন্দুর স্থানিক স্থানাঙ্ক সেট করা হয়।
সিএনসি মেশিনে, দুটি ধরণের সমন্বয় সিস্টেম সবচেয়ে বেশি ব্যবহৃত হয়:
আয়তক্ষেত্রাকার.
পোলার
আয়তক্ষেত্রাকার স্থানাঙ্ক সিস্টেম হল CNC মেশিনের জন্য সবচেয়ে সাধারণ সমন্বয় ব্যবস্থা। এটিতে দুটি স্থানাঙ্ক অক্ষ (দ্বি-মাত্রিক সিস্টেম) রয়েছে - সমতলে বিন্দুর অবস্থান নির্ধারণের জন্য, বা তিনটি অক্ষ (ত্রি-মাত্রিক সিস্টেম) - মহাকাশে বিন্দুর অবস্থান নির্ধারণ করতে।
একটি আয়তক্ষেত্রাকার স্থানাঙ্ক সিস্টেমের জন্য, নিম্নলিখিত বৈশিষ্ট্যগুলি বৈশিষ্ট্যযুক্ত:
স্থানাঙ্ক অক্ষগুলি পারস্পরিকভাবে লম্ব;
স্থানাঙ্ক অক্ষগুলির ছেদগুলির একটি সাধারণ বিন্দু রয়েছে (স্থানাঙ্কের উত্স);
স্থানাঙ্ক অক্ষ একই জ্যামিতিক স্কেল আছে.
ভাত। 1.1। XY সমতলে আয়তক্ষেত্রাকার সমন্বয় ব্যবস্থা
P1: X=80, Y=40; P2: X = -80, Y = 70; P3: X = -50, Y = -40; P4: X=40, Y=-70।
একটি স্থানিক আয়তক্ষেত্রাকার স্থানাঙ্ক ব্যবস্থার সাহায্যে জ্যামিতিক স্থানের যেকোনো বিন্দুর অবস্থান বর্ণনা করা হয়। মহাকাশে যেকোনো বিন্দুর অবস্থান নির্ধারণ করতে, আপনাকে তিনটি অক্ষ বরাবর এর স্থানাঙ্ক জানতে হবে - X, Y এবং Z (চিত্র 1.2)। একটি সমতল স্থানাঙ্ক ব্যবস্থার ক্ষেত্রে, স্থানের স্থানাঙ্কের মানগুলির ধনাত্মক এবং ঋণাত্মক উভয় মান থাকতে পারে। এই সমন্বয় ব্যবস্থাটি আপনাকে মেশিনের কাজের স্থানের সমস্ত পয়েন্ট বর্ণনা করতে দেয়, ওয়ার্কপিসের অবস্থান নির্বিশেষে এবং এটি সিএনসি মিলিং, ড্রিলিং এবং বোরিং মেশিনে ব্যবহৃত হয়।
ভাত। 1.2। স্থানিক আয়তক্ষেত্রাকার সমন্বয় ব্যবস্থা
চিত্রে নির্দেশিত বিন্দুগুলির স্থানাঙ্কগুলির পদবীগুলির একটি উদাহরণ:
P1: X=30, Y=20, Z=0; P2: X=30, Y=0, Z=-10।
সিএনসি মেশিনের জন্য গৃহীত স্থানিক আয়তক্ষেত্রাকার স্থানাঙ্ক ব্যবস্থায় একে অপরের সাপেক্ষে স্থানাঙ্ক অক্ষগুলির একটি নির্দিষ্ট অভিযোজন রয়েছে। এই অভিযোজন নিয়ম সাপেক্ষে ডান হাত(চিত্র 1.3 দেখুন), যেখানে ডান হাতের আঙ্গুলগুলি প্রতিটি অক্ষের ইতিবাচক দিক নির্দেশ করে। তাই এই সমন্বয় ব্যবস্থাকে সঠিক ব্যবস্থা বলা হয়।
ভাত। 1.3। ডান হাতের নিয়ম
^
পোলার সমন্বয় সিস্টেম
যদি প্রক্রিয়াকৃত কনট্যুরটি একটি ভাঙা রেখা হয়, তবে একটি আয়তক্ষেত্রাকার স্থানাঙ্ক সিস্টেমের সাহায্যে আপনি সহজেই এর প্রোফাইলের সমস্ত বৈশিষ্ট্যযুক্ত পয়েন্ট সেট করতে পারেন। যাইহোক, যদি প্রয়োজন হয় পরিস্থিতি পরিবর্তিত হয়, উদাহরণস্বরূপ, একটি সমতলে একটি বৃত্ত বরাবর সাজানো গর্তের একটি গ্রুপ ড্রিল করা (চিত্র 1.4 দেখুন)। যদি গর্ত 1 এর জন্য একটি আয়তক্ষেত্রাকার স্থানাঙ্ক ব্যবস্থায় এর অক্ষের অবস্থানের স্থানাঙ্কগুলি বেশ সহজভাবে গণনা করা যায়, তবে অন্যান্য সমস্ত গর্তের জন্য অক্ষগুলির অবস্থানের গণনা অনেক বেশি শ্রমসাধ্য হবে।
ভাত। 1.4। একটি বৃত্তে সাজানো গর্তের একটি গ্রুপের সাথে বিস্তারিত
ভি  এই ক্ষেত্রে, মেরু স্থানাঙ্ক সিস্টেমে গণনা করা আরও সুবিধাজনক (চিত্র 25 এবং চিত্র 26 দেখুন)। মেরু স্থানাঙ্ক ব্যবস্থায়, একটি সমতলে একটি বিন্দুর অবস্থান নির্ণয় করা হয় বিন্দু থেকে উৎপত্তি এবং কোণের দূরত্ব (ব্যাসার্ধ) r দ্বারা।
একটি নির্দিষ্ট স্থানাঙ্ক অক্ষ এবং উৎপত্তি থেকে একটি বিন্দুতে আঁকা একটি ব্যাসার্ধের মধ্যে। একটি নিয়ম হিসাবে, XY সমতলে পোলার কোঅর্ডিনেট সিস্টেমে, কোণ
x-অক্ষ থেকে নির্দেশিত কোণ
ইতিবাচক এবং নেতিবাচক উভয় মান থাকতে পারে। ধনাত্মক মান - যদি এটি X অক্ষ বরাবর ইতিবাচক স্থানাঙ্ক মানের এলাকা থেকে ঘড়ির কাঁটার গতির বিপরীত দিকে প্লট করা হয় (চিত্র 1.5-A); ঋণাত্মক মান - যদি এটি X অক্ষ বরাবর ইতিবাচক স্থানাঙ্ক মানের এলাকা থেকে ঘড়ির কাঁটার দিকে প্লট করা হয় (চিত্র 1.5-বি)।
এই ক্ষেত্রে, মেরু স্থানাঙ্ক সিস্টেমে গণনা করা আরও সুবিধাজনক (চিত্র 25 এবং চিত্র 26 দেখুন)। মেরু স্থানাঙ্ক ব্যবস্থায়, একটি সমতলে একটি বিন্দুর অবস্থান নির্ণয় করা হয় বিন্দু থেকে উৎপত্তি এবং কোণের দূরত্ব (ব্যাসার্ধ) r দ্বারা।
একটি নির্দিষ্ট স্থানাঙ্ক অক্ষ এবং উৎপত্তি থেকে একটি বিন্দুতে আঁকা একটি ব্যাসার্ধের মধ্যে। একটি নিয়ম হিসাবে, XY সমতলে পোলার কোঅর্ডিনেট সিস্টেমে, কোণ
x-অক্ষ থেকে নির্দেশিত কোণ
ইতিবাচক এবং নেতিবাচক উভয় মান থাকতে পারে। ধনাত্মক মান - যদি এটি X অক্ষ বরাবর ইতিবাচক স্থানাঙ্ক মানের এলাকা থেকে ঘড়ির কাঁটার গতির বিপরীত দিকে প্লট করা হয় (চিত্র 1.5-A); ঋণাত্মক মান - যদি এটি X অক্ষ বরাবর ইতিবাচক স্থানাঙ্ক মানের এলাকা থেকে ঘড়ির কাঁটার দিকে প্লট করা হয় (চিত্র 1.5-বি)।
ভাত। 1.5। ধনাত্মক (A) এবং ঋণাত্মক (B) কোণের মান
মেরু স্থানাঙ্ক ব্যবস্থায়।
অতিরিক্ত ঘূর্ণমান স্থানাঙ্ক অক্ষ
3-সমন্বয় আয়তক্ষেত্রাকার স্থানাঙ্ক ব্যবস্থার সাহায্যে জ্যামিতিক স্থানের যে কোনও বিন্দুর অবস্থান বর্ণনা করা সত্ত্বেও, আধুনিক মেশিনে প্রায়শই এমন জটিল পৃষ্ঠগুলি তৈরি করা প্রয়োজন হয় যে সেগুলি নড়াচড়া ব্যবহার করে কোনও মেশিনে তৈরি করা যায় না। কার্যনির্বাহী সংস্থাগুলির শুধুমাত্র তিনটি স্থানাঙ্ক অক্ষ বরাবর।এই ধরনের পরিস্থিতিতে, অতিরিক্ত স্থানাঙ্ক অক্ষ সহ একটি স্থানিক আয়তক্ষেত্রাকার স্থানাঙ্ক ব্যবস্থা ব্যবহার করা হয়। অতিরিক্ত স্থানাঙ্ক অক্ষ হল ঘূর্ণমান অক্ষ যা প্রধান রৈখিক অক্ষ X, Y এবং Z এর চারপাশে অবস্থিত (চিত্র 1.6 দেখুন)। X-অক্ষের চারপাশে ঘূর্ণনের অক্ষকে A-অক্ষ, Y-অক্ষের চারপাশে ঘূর্ণনের অক্ষকে B-অক্ষ হিসাবে এবং Z-অক্ষের চারপাশে ঘূর্ণনের অক্ষকে C-অক্ষ হিসাবে উল্লেখ করা হয়।
ঘূর্ণমান অক্ষ বরাবর স্থানাঙ্কেরও ধনাত্মক এবং ঋণাত্মক উভয় মান থাকতে পারে। ঘূর্ণন স্থানাঙ্ক অক্ষের ধনাত্মক দিক ("মাইনাস" থেকে "প্লাস" পর্যন্ত) ঘড়ির কাঁটার দিকে ধরা হয়, যদি আপনি সংশ্লিষ্ট রৈখিক অক্ষের ধনাত্মক দিকে ঘূর্ণনের অক্ষের দিকে তাকান।
ভাত। 1.6। অতিরিক্ত ঘূর্ণন অক্ষ সহ আয়তক্ষেত্রাকার সমন্বয় ব্যবস্থা।
অতিরিক্ত ঘূর্ণন অক্ষ সহ একটি আয়তক্ষেত্রাকার স্থানাঙ্ক ব্যবস্থাকে স্থানিক মেরু স্থানাঙ্ক ব্যবস্থা হিসাবেও উপস্থাপন করা যেতে পারে (চিত্র 1.7 দেখুন)।
ভাত। 1.7। স্থানিক মেরু স্থানাঙ্ক সিস্টেম
সিএনসি মেশিন সমন্বয় সিস্টেম
CNC মেশিনের জন্য, ইন্টারন্যাশনাল অর্গানাইজেশন ফর স্ট্যান্ডার্ডাইজেশন (ISO) দ্বারা সুপারিশকৃত একটি একক সমন্বয় ব্যবস্থা গ্রহণ করা হয়েছে - একটি আয়তক্ষেত্রাকার সমন্বয় ব্যবস্থা। স্থানাঙ্ক অক্ষের সংখ্যা, মহাকাশে তাদের অবস্থান এবং উৎপত্তি (মেশিনের শূন্য বিন্দু) মেশিন প্রস্তুতকারক দ্বারা সেট করা হয় এবং ব্যবহারকারী দ্বারা পরিবর্তন করা যায় না (চিত্র 29 দেখুন)। মেশিন কোঅর্ডিনেট সিস্টেম হল CNC-র জন্য প্রধান গণনা ব্যবস্থা, যেখানে সীমা স্থানচ্যুতি, মেশিনের নির্বাহী সংস্থাগুলির প্রাথমিক এবং বর্তমান অবস্থান নির্ধারণ করা হয়।সিএনসি মেশিনে প্রক্রিয়াকরণ প্রক্রিয়া প্রোগ্রামিং করার সুবিধার জন্য, মেশিনের গাইডের সমান্তরাল স্থানাঙ্ক অক্ষগুলিকে সর্বদা অভিমুখী করার প্রথা। মেশিনের ধরণের উপর নির্ভর করে, স্থানাঙ্কের অক্ষের অবস্থান ভিন্ন হতে পারে, তবে নিম্নলিখিত সাধারণ নিয়ম রয়েছে।
1. Z অক্ষ সবসময় টাকুটির ঘূর্ণনের অক্ষের সাথে সারিবদ্ধ থাকে। এর ইতিবাচক দিকটি সর্বদা ওয়ার্কপিস ক্ল্যাম্পিং ডিভাইস থেকে কাটিয়া টুলে চলাচলের দিকনির্দেশের সাথে মিলে যায়।
2. যদি মেশিনের স্থানাঙ্ক ব্যবস্থায় অন্তত একটি অক্ষ থাকে যা অনুভূমিক হয় এবং স্পিন্ডেলের ঘূর্ণনের অক্ষের সাথে মিলে না, তাহলে এটি অবশ্যই X অক্ষ হবে।
3. যদি জেড-অক্ষ অনুভূমিক হয়, তাহলে X-অক্ষের ধনাত্মক দিকটি ডানদিকে চলাচলের দিক, যদি আপনি বাম দিকে মুখ করে দাঁড়ান - সামনের সমতলের সাপেক্ষে - মেশিনের শেষ। (মেশিনের সামনের প্লেনটি সেই পাশে যার কনসোল এবং মেশিনের প্রধান নিয়ন্ত্রণগুলি অবস্থিত)।
4. যদি Z-অক্ষটি উল্লম্ব হয়, তাহলে X-অক্ষের ধনাত্মক দিকটি ডানদিকে চলাচলের দিক, যদি আপনি মেশিনের সামনের সমতলের দিকে মুখ করে দাঁড়ান।
5. Y-অক্ষের ধনাত্মক দিকটি নিম্নলিখিত নিয়মগুলির মধ্যে একটি দ্বারা নির্ধারিত হয়:
– Z-অক্ষ বরাবর ইতিবাচক দিকে তাকানো, মানসিকভাবে X-অক্ষটিকে Z-অক্ষের চারপাশে ঘড়ির কাঁটার দিকে 90° ঘোরান।
- ডান হাতের নিয়ম: যদি আপনি মানসিকভাবে আপনার ডান হাতের তালু এমনভাবে স্থাপন করেন যে Z অক্ষটি তালু থেকে লম্বভাবে বেরিয়ে আসে এবং বুড়ো আঙুলটি তালুতে 90 ° কোণে বাঁকানো হয় X অক্ষের ইতিবাচক দিক দেখায়, তারপর তর্জনী Y অক্ষের ইতিবাচক দিক দেখাবে।
^ ওয়ার্কপিস সমন্বয় সিস্টেম
ওয়ার্কপিস কোঅর্ডিনেট সিস্টেমটি একটি প্রযুক্তিবিদ বা প্রোগ্রামার দ্বারা সেট করা হয় যখন একটি সিএনসি মেশিনে একটি অংশ তৈরির জন্য একটি প্রযুক্তি বিকাশ করে (চিত্র 1.8 দেখুন)। সূচনা বিন্দু, যেখান থেকে CNC সিস্টেম কন্ট্রোল প্রোগ্রাম অনুসারে ওয়ার্কপিস প্রক্রিয়া করার সময় মেশিনের নির্বাহী সংস্থাগুলির গতিবিধি গণনা করে, তাকে ওয়ার্কপিসের শূন্য পয়েন্ট বলা হয়। ওয়ার্কপিস জিরো পয়েন্টের কোন নির্দিষ্ট স্থানাঙ্ক নেই। প্রতিবার আপনি ওয়ার্কপিসের কনফিগারেশন এবং মাত্রা পরিবর্তন করার সময়, ওয়ার্কপিসের জিরো পয়েন্টটি নতুনভাবে বরাদ্দ করা হয় - অংশের কনফিগারেশন, প্রক্রিয়াকরণ প্রযুক্তি এবং মেশিন সেট আপ করার সুবিধার উপর নির্ভর করে।
ভাত। 1.8। মেশিন (A) এবং ওয়ার্কপিস (B) এর সমন্বয় ব্যবস্থা।
মিলিংয়ের জন্য প্রস্তাবিত ওয়ার্কপিস সমন্বয় সিস্টেম
বিস্তৃত CNC মিলিং ক্ষমতা আপনাকে সর্বাধিক ব্যবহার করার অনুমতি দেয় বিভিন্ন সিস্টেমওয়ার্কপিস স্থানাঙ্ক। মিলিং মেশিনের নকশা বৈশিষ্ট্য এবং প্রকৃত মিলিং প্রক্রিয়ার উপর ভিত্তি করে, নিম্নলিখিত সমন্বয় ব্যবস্থা সাধারণত সুপারিশ করা হয়, যা প্রোগ্রামিং এবং প্রক্রিয়াকরণের জন্য সমান সুবিধাজনক।এই ওয়ার্কপিস স্থানাঙ্ক সিস্টেমটি XYZ অক্ষ সহ একটি আয়তক্ষেত্রাকার স্থানাঙ্ক ব্যবস্থা (চিত্র 1.9 দেখুন)। এই সিস্টেমের জেড-অক্ষ মিলিং মেশিনের প্রধান কাজের টাকুটির অক্ষের সাথে মিলে যায়, যখন অক্ষের ধনাত্মক দিকটি হল ওয়ার্কপিস থেকে টাকুতে থাকা টুলের ক্ল্যাম্পিং পয়েন্টের দিক।
যদি workpiece একটি পরিকল্পনা আছে আয়তক্ষেত্রাকার আকৃতি, তারপর X এবং Y অক্ষগুলি ওয়ার্কপিসের পাশের সাথে মিলে যায়। যদি ওয়ার্কপিসটির আয়তক্ষেত্রাকার ব্যতীত অন্য কোনো আকৃতি থাকে, তাহলে হয় X-অক্ষ বা Y-অক্ষটি ওয়ার্কপিসের এক পাশে অবস্থিত। এই ক্ষেত্রে, মেশিনের সামনের সমতলের পাশ থেকে দেখা হলে, X অক্ষের ইতিবাচক দিক বাম থেকে ডানে যায় এবং Y অক্ষ - মেশিনের সামনের সমতল থেকে।
একটি প্রোগ্রাম কম্পাইল করার সময় স্থানাঙ্কের গণনাকে সহজতর করার জন্য, ওয়ার্কপিস কনট্যুরের বাইরের কোণগুলির একটিতে একটি বিন্দু সাধারণত ওয়ার্কপিস স্থানাঙ্ক সিস্টেমের (ওয়ার্কপিস জিরো পয়েন্ট) এর উত্স হিসাবে নির্বাচিত হয়।
^ বাঁক জন্য প্রস্তাবিত ওয়ার্কপিস সমন্বয় সিস্টেম
একটি CNC মেশিন চালু করার জন্য, সবচেয়ে সাধারণ হল একটি সমতল আয়তক্ষেত্রাকার ওয়ার্কপিস সমন্বয় ব্যবস্থা, যার অক্ষগুলিকে সাধারণত X এবং Z বলা হয়৷ এই সিস্টেমে, Z-অক্ষ হল মেশিনের প্রধান টাকুটির অক্ষ, যখন Z-অক্ষের ধনাত্মক দিক হল সেই স্থান থেকে যেখানে ওয়ার্কপিসটি টাকুতে ধরে কাটার টুল পর্যন্ত। X-অক্ষটি Z-অক্ষের সাথে লম্ব, এবং এর ইতিবাচক দিক নির্ভর করে Z-অক্ষের সাপেক্ষে টুলটির অবস্থানের উপর (চিত্র 1.10 দেখুন)। কিন্তু যাই হোক না কেন, এক্স-অক্ষের ইতিবাচক দিক হল সেই আন্দোলন যেখানে টুলটি ওয়ার্কপিস থেকে দূরে সরে যায়।
ভাত। 1.10। টার্নিংয়ে ওয়ার্কপিস কোঅর্ডিনেট সিস্টেম, যেখানে টুলটি মেশিনের সামনের সমতল (A) থেকে ঘূর্ণনের অক্ষের দিকে নির্দেশিত হয় এবং যেখানে টুলটি মেশিনের সামনের সমতলের দিকে ঘূর্ণনের অক্ষের দিকে নির্দেশিত হয় (B) )
^
1.1.4। সিএনসি মেশিনে স্থানাঙ্ক অক্ষের অবস্থান এবং পদবি
প্রযুক্তিগত বৈশিষ্ট্য এবং ক্ষমতা অনুসারে, সিএনসি মেশিনগুলিকে একইভাবে গ্রুপে শ্রেণীবদ্ধ করা হয় সার্বজনীন মেশিন. এই ক্ষেত্রে, CNC মেশিনের বিন্যাসের উপর নির্ভর করে, এর স্থানাঙ্ক ব্যবস্থার ধরন এবং স্থানিক বিন্যাস পরিবর্তিত হয়।
CNC মিলিং মেশিন একটি স্থানিক সমন্বয় ব্যবস্থা ব্যবহার করে, সাধারণত আয়তক্ষেত্রাকার। স্থানাঙ্ক ব্যবস্থার অক্ষগুলির স্থানিক বিন্যাসের জন্য নির্ধারক ফ্যাক্টর হল কাজের টাকুটির অক্ষের স্থানিক অভিযোজন। মিলিং মেশিনের স্পিন্ডেল অক্ষ সবসময় Z-অক্ষের সাথে মিলে যায়। Z-অক্ষের ধনাত্মক দিক হল কাজের টেবিলের ওয়ার্কপিস সংযুক্তি থেকে টাকুতে কাটার সরঞ্জাম সংযুক্তির দিক। যদি জেড-অক্ষ (স্পিন্ডল অক্ষ) উল্লম্ব হয়, তবে এই জাতীয় মেশিনটি একটি উল্লম্ব মিলিং মেশিন, যদি জেড-অক্ষ অনুভূমিক হয়, তবে এটি একটি অনুভূমিক মিলিং মেশিন।
অন্যান্য দুটি প্রধান স্থানাঙ্ক অক্ষ X এবং Y এর স্থানিক অবস্থান এবং ইতিবাচক দিক "ডান হাতের নিয়ম" (1.3 দেখুন) অনুসারে নির্ধারিত হয়। যদি CNC মিলিং মেশিন স্থানাঙ্ক সিস্টেমে তিনটি অক্ষের বেশি থাকে, তাহলে অতিরিক্ত স্থানাঙ্ক অক্ষের অবস্থান প্রধান অক্ষগুলির অবস্থান দ্বারা নির্ধারিত হয় (চিত্র 1.6 দেখুন)।
ভাত। 1.11। উল্লম্ব মিলিং মেশিন সমন্বয় সিস্টেম (A)
এবং একটি অনুভূমিক মিলিং মেশিন (বি)।
CNC লেদগুলির জন্য, সবচেয়ে সাধারণ হল Z এবং X অক্ষ সহ একটি সমতল আয়তক্ষেত্রাকার স্থানাঙ্ক ব্যবস্থা। মিলিং মেশিনের মতো, স্থানাঙ্ক ব্যবস্থার অক্ষগুলির স্থানিক বিন্যাসের জন্য নির্ধারক ফ্যাক্টর হল কাজের টাকুটির অক্ষের স্থানিক অভিযোজন, যেটি সবসময় Z অক্ষের সাথে মিলে যায়। Z অক্ষ হল সেই দিকটি যেখান থেকে ওয়ার্কপিসটি স্পিন্ডেলে ধরে কাটার টুলের দিকে যায়। X অক্ষটি Z অক্ষের লম্বভাবে অবস্থিত, যখন X অক্ষের ধনাত্মক দিকটি চলাচলের দিকের সাথে মিলে যায়, যেখানে টুলটি ওয়ার্কপিস থেকে দূরে সরে যায় (চিত্র 1.12 দেখুন)।
ভাত। 1.12। . তুল্য সিস্টেম লেদঅনুভূমিক (A) এবং উল্লম্ব (B) টাকু বিন্যাস সহ।
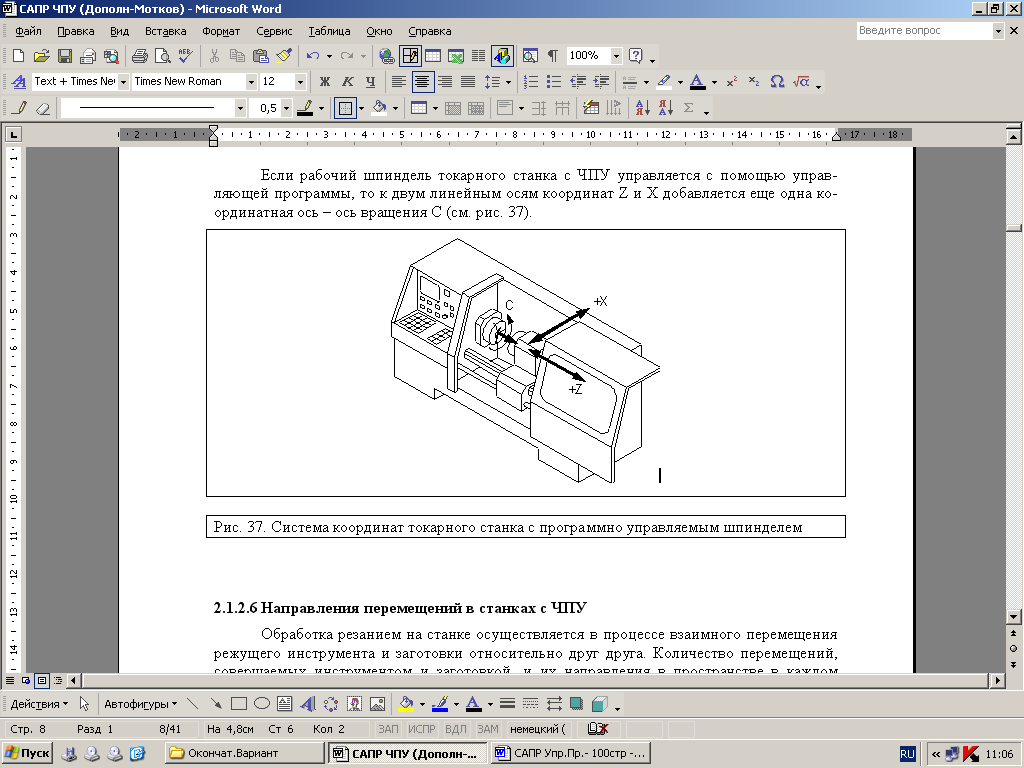
যদি একটি CNC লেথের কার্যকারী টাকু একটি নিয়ন্ত্রণ প্রোগ্রাম ব্যবহার করে নিয়ন্ত্রিত হয়, তাহলে দুটি রৈখিক স্থানাঙ্ক অক্ষ Z এবং X - ঘূর্ণন C এর অক্ষের সাথে আরও একটি স্থানাঙ্ক অক্ষ যোগ করা হয় (চিত্র 1.13 দেখুন)।
^
সিএনসি মেশিনে চলাচলের দিকনির্দেশ
মেশিনে কাটিং দ্বারা মেশিনিং কাটিং টুল এবং ওয়ার্কপিস একে অপরের সাথে সম্পর্কিত পারস্পরিক আন্দোলনের প্রক্রিয়াতে বাহিত হয়। সরঞ্জাম এবং ওয়ার্কপিস দ্বারা তৈরি নড়াচড়ার সংখ্যা এবং প্রতিটি ক্ষেত্রে মহাকাশে তাদের নির্দেশাবলী প্রক্রিয়াকরণ এবং মেশিনের নকশার ধরণের উপর নির্ভর করে। উদাহরণস্বরূপ, যখন একটি উল্লম্ব মিলিং মেশিনে মেশিন করা হয়, ওয়ার্কপিসটি আসলে অনুভূমিক X অক্ষ এবং উল্লম্ব Z অক্ষ বরাবর চলে যায় এবং টুলটি অনুভূমিক Y অক্ষ বরাবর চলে। একটি অনুভূমিক মিলিং মেশিনে মেশিন করার সময়, ওয়ার্কপিসটি অনুভূমিক X বরাবর চলে যায় অক্ষ এবং উল্লম্ব Y অক্ষ, এবং টুল - অনুভূমিক Z অক্ষ বরাবর। ফলস্বরূপ, একই ওয়ার্কপিস প্রক্রিয়াকরণের সময় বিভিন্ন ডিজাইনের মেশিনগুলির জন্য নির্বাহী সংস্থাগুলির গতিবিধির বর্ণনা রয়েছে ভিন্ন রকম.
বিভিন্ন ডিজাইনের মেশিনের জন্য একই ফর্ম থাকার জন্য মেশিনের নির্বাহী সংস্থাগুলির গতিবিধি এবং গতিবিধির বর্ণনার জন্য, এটি গৃহীত হয় সর্বজনীন নিয়মসিএনসি মেশিনগুলির জন্য: এটি বিবেচনা করা হয় যে প্রক্রিয়াকরণের প্রক্রিয়ায় সমস্ত নড়াচড়াগুলি কেবলমাত্র সরঞ্জাম দ্বারা তৈরি হয় এবং ওয়ার্কপিসটি গতিহীন থাকে।
সিএনসি মেশিনগুলির জন্য, নির্বাহী সংস্থাগুলির চলাচলের দিকনির্দেশ সম্পর্কিত আরেকটি সর্বজনীন নিয়ম গৃহীত হয়েছে। এই নিয়মটি, প্রথমটির বিপরীতে, বাধ্যতামূলক নয়, তবে প্রকৃতিতে উপদেশমূলক: মেশিন এবং ওয়ার্কপিসের স্থানাঙ্ক সিস্টেমগুলিকে এমনভাবে সমন্বয় করা বাঞ্ছনীয় যাতে মেশিনে স্থির ওয়ার্কপিসের যতগুলি স্থানাঙ্ক অক্ষগুলি একত্রিত হয় বা হয়। মেশিনের সমন্বয় সিস্টেমের সমান্তরাল। সাধারণত, এই ক্ষেত্রে, একটি নিয়ন্ত্রণ প্রোগ্রাম কম্পাইল করার জটিলতা ন্যূনতম, যেহেতু প্রোগ্রামটি কম্পাইল করার সময়, ইতিমধ্যে অঙ্কনে থাকা ওয়ার্কপিস পয়েন্টগুলির স্থানাঙ্কগুলি ব্যবহার করা হয়। পরিবর্তে, কন্ট্রোল প্রোগ্রামের ন্যূনতমকরণ এবং সরলীকরণ প্রোগ্রামটি সংকলন করার সময় একটি ত্রুটি হওয়ার সম্ভাবনা হ্রাস করে।
আধুনিক সিএনসি মেশিনে, মেশিনের নির্বাহী সংস্থার গতিবিধি গণনার দুটি পদ্ধতি ব্যবহার করা হয় - পরম এবং আপেক্ষিক সমন্বয় ব্যবস্থায়।
নিখুঁত সমন্বয় ব্যবস্থায়, মেশিনের দ্বারা সম্পাদিত সমস্ত গতিবিধি এমন একটি সমন্বয় ব্যবস্থায় নির্দিষ্ট করা হয়, যার উত্স সমস্ত আন্দোলনের জন্য অপরিবর্তিত থাকে (চিত্র 38 দেখুন)। একটি ধ্রুবক (নির্দিষ্ট) উত্স হিসাবে, মহাকাশে একটি নির্দিষ্ট বিন্দু, যা মেশিনের নির্বাহী সংস্থাগুলির চলাচলের ক্ষেত্রে অবস্থিত, পূর্বনির্বাচিত হয়। একটি নিয়ম হিসাবে, ওয়ার্কপিসের শূন্য বিন্দু এই হিসাবে নির্বাচিত হয়।
আপেক্ষিক সমন্বয় ব্যবস্থায়, মেশিনের কার্যনির্বাহী সংস্থার প্রতিটি আন্দোলন শেষ মুভমেন্টের শেষ বিন্দুর সাপেক্ষে নির্দিষ্ট করা হয়, অর্থাৎ, এটি বৃদ্ধিতে নির্দিষ্ট করা হয় (চিত্র 1.14 দেখুন)।
ভাত। 1.14। পরম (A) এবং আপেক্ষিক সমন্বয় ব্যবস্থায় স্থানচ্যুতি গণনা।
একটি পরম সমন্বয় ব্যবস্থায় স্থানচ্যুতি গণনা করার পদ্ধতিটি আরও সাধারণ। এটি এই কারণে যে সাধারণ ক্ষেত্রে এটির বেশ কয়েকটি সুবিধা রয়েছে, যথা:
পরম সমন্বয় ব্যবস্থায় গণনাগুলি কম জটিল এবং অপারেটরের কম উচ্চ যোগ্যতার প্রয়োজন হয়;
কাটিং টুলের মাধ্যমে পথের একই উত্স থেকে একটি ইঙ্গিত নিয়ন্ত্রণ প্রোগ্রাম বাস্তবায়নের পর্যায়গুলি ট্র্যাক করা সহজ করে তোলে;
একটি ত্রুটি যখন একটি পরম স্থানাঙ্ক সিস্টেমে প্রোগ্রামিং শুধুমাত্র একটি বিন্দুর স্থানাঙ্কের একটি ভুল বরাদ্দের দিকে নিয়ে যায়, যখন আপেক্ষিক স্থানাঙ্ক বরাদ্দ করার সময় একটি ত্রুটির ফলস্বরূপ, শুধুমাত্র একটি নির্দিষ্ট ভুলভাবে নির্দিষ্ট আন্দোলন নয়, এর পরে পরবর্তী সমস্ত আন্দোলনগুলিও হবে ভুল করা;
একটি পণ্য বা প্রোগ্রাম চূড়ান্ত করার সময় আন্দোলনের পরিবর্তন পরবর্তী আন্দোলন প্রভাবিত করে না;
অনুমোদনযোগ্য সীমার মধ্যে থাকা ম্যানুফ্যাকচারিং এবং পরিমাপ ত্রুটিগুলি জমা হয় না (সংক্ষেপিত নয়)।
একটি সিএনসি মেশিনের ক্রিয়াকলাপ সমন্বয় ব্যবস্থার সাথে ঘনিষ্ঠভাবে সম্পর্কিত। স্থানাঙ্ক অক্ষগুলি মেশিনের গাইডের সমান্তরাল, যা আপনাকে প্রক্রিয়াকরণের প্রোগ্রামিং করার সময় কার্যকারী সংস্থাগুলির গতিবিধি এবং গতির দিক নির্দেশ করতে দেয়। সমস্ত CNC মেশিনের জন্য একক সমন্বয় ব্যবস্থা হিসাবে, GOST 23597-79 * (ST SEV 3135-81) অনুসারে, একটি আদর্শ (ডান) সিস্টেম গৃহীত হয়, যেখানে অক্ষগুলি X, Y, Z (চিত্র 14.19) মেশিনের চলমান অংশগুলির সাথে সম্পর্কিত সরঞ্জামগুলির ইতিবাচক গতিবিধি নির্দেশ করে৷ স্থির সাপেক্ষে ওয়ার্কপিসের চলাচলের ইতিবাচক দিকনির্দেশ
মেশিনের অংশগুলি অক্ষ নির্দেশ করে X", Y′, Z", অক্ষের বিপরীতে নির্দেশিত X, Y, Z. সুতরাং, ইতিবাচক আন্দোলনগুলি সর্বদা সেইগুলি হয় যেখানে সরঞ্জাম এবং ওয়ার্কপিস একে অপরের থেকে দূরে সরে যায়।
টুলের বৃত্তাকার গতিবিধি (উদাহরণস্বরূপ, একটি মিলিং মেশিনের টাকু অক্ষের কৌণিক স্থানচ্যুতি) অক্ষর দ্বারা নির্দেশিত হয় ক (অক্ষের চারপাশে এক্স ), ভি (অক্ষের চারপাশে Y ), সঙ্গে (অক্ষের চারপাশে জেড ), এবং ওয়ার্কপিসের বৃত্তাকার নড়াচড়া (উদাহরণস্বরূপ, টেবিলের প্রোগ্রাম-নিয়ন্ত্রিত ঘূর্ণন বিরক্তিকর যন্ত্র) - যথাক্রমে অক্ষর A′, B", C′. "বৃত্তাকার নড়াচড়া" ধারণার মধ্যে টুল বহনকারী টাকুটির ঘূর্ণন অন্তর্ভুক্ত নয়, বা
লেদ টাকু মনোনীত করা
ভাত। 14.19। স্ট্যান্ডার্ড সিস্টেমবিশেষ চারপাশে সেকেন্ডারি কৌণিক আন্দোলন
CNC মেশিনের স্থানাঙ্কঅক্ষ অক্ষর ব্যবহার করে ডি এবং ই . মনোনীত করা
একটি সরলরেখা বরাবর দুটি কার্যকারী সংস্থার চলাচলের দিকনির্দেশ তথাকথিত সেকেন্ডারি অক্ষগুলি ব্যবহার করে: উ (সমান্তরাল এক্স ), ভি (সমান্তরাল এ ), ডব্লিউ (সমান্তরাল জেড ) এক দিকে তিনটি আন্দোলনের সাথে, তথাকথিত তৃতীয় অক্ষগুলিও ব্যবহার করা হয়: P, Q, R (চিত্র 14.19 দেখুন)।
মেশিন সমন্বয় সিস্টেম. মেশিন এ বিভিন্ন ধরনেরএবং স্থানাঙ্ক সিস্টেমের মডেলগুলি আলাদাভাবে স্থাপন করা হয় (চিত্র 14.20), অক্ষগুলির ইতিবাচক দিকনির্দেশ এবং উৎপত্তির অবস্থান (মেশিন শূন্য) নির্ধারণ করার সময় এম ).
মেশিন সমন্বয় ব্যবস্থা হল প্রধান গণনা ব্যবস্থা যেখানে সীমা স্থানচ্যুতি, মেশিন টুলের প্রাথমিক এবং বর্তমান অবস্থান নির্ধারণ করা হয়। একই সময়ে, মেশিনের কার্যকারী সংস্থাগুলির অবস্থানগুলি তাদের বেস পয়েন্টগুলিকে চিহ্নিত করে, যা বিবেচনায় নিয়ে নির্বাচিত হয় নকশা বৈশিষ্ট্যমেশিনের পৃথক প্রোগ্রাম-নিয়ন্ত্রিত ইউনিট। সুতরাং, বেস পয়েন্টগুলি হল: টাকু সমাবেশের জন্য - বিন্দু এন স্পিন্ডেলের শেষের ছেদ তার ঘূর্ণনের অক্ষের সাথে (চিত্র 14.21); একটি বুরুজ লেদ সমর্থনের জন্য - সমর্থনের গাইডের সমান্তরাল সমতলে টুল ধারকের ঘূর্ণনের কেন্দ্র এবং টাকুটির ঘূর্ণনের অক্ষ বা টুল ব্লকের বেসিং পয়েন্টের মধ্য দিয়ে যায়; একটি ক্রস টেবিলের জন্য - এর তির্যকগুলির ছেদ বিন্দু বা ডিভাইসের নকশা দ্বারা নির্ধারিত একটি বিশেষ টিউনিং পয়েন্ট; একটি টার্নটেবলের জন্য - টেবিলের আয়নায় ঘূর্ণনের কেন্দ্র, ইত্যাদি।
রেফারেন্স পয়েন্টটি মেশিন টেবিলের কেন্দ্রে একটি সঠিক রেফারেন্স হোল দ্বারা স্পষ্টভাবে উপস্থাপন করা যেতে পারে (উদাহরণস্বরূপ, পয়েন্ট চ ডুমুর মধ্যে 14.21)।
প্রযুক্তিগত ডকুমেন্টেশনে, কার্যকারী সংস্থাগুলির সম্ভাব্য স্থানচ্যুতির সীমাগুলি, একটি নিয়ম হিসাবে, বেস পয়েন্টগুলির স্থানচ্যুতির সীমা নির্দেশ করে।
GOST 23597-79 * (চিত্র 14.19 দেখুন) এর সুপারিশ অনুসারে নির্বাচিত মেশিনের সমন্বয় ব্যবস্থাকে সাধারণত স্ট্যান্ডার্ড বলা হয়। এই সিস্টেমে, স্থানাঙ্ক অক্ষগুলির ইতিবাচক দিকগুলি ডান হাতের নিয়ম দ্বারা নির্ধারিত হয়। থাম্ব (চিত্র 14.22, ক) x-অক্ষের ইতিবাচক দিক নির্দেশ করে ( এক্স ), সূচক - অর্ডিনেট - ( Y ), মধ্যম - প্রয়োগ অক্ষ ( জেড ) এই অক্ষগুলির চারপাশে ঘূর্ণনের ইতিবাচক দিক অন্য ডান-হাতের নিয়ম দ্বারা নির্ধারিত হয়। এই নিয়ম অনুসারে, যদি থাম্বটি অক্ষের দিকে রাখা হয়, তবে অবশিষ্ট বাঁকানো আঙ্গুলগুলি ঘূর্ণনের একটি ইতিবাচক দিক নির্দেশ করবে (চিত্র 14.22, 6)।
ভাত। 14.20। বিভিন্ন সিএনসি মেশিনের জন্য সমন্বয় সিস্টেম স্থাপন:
একটি - ক্যারোজেল; খ- উল্লম্ব মিলিং
ড্রিলিং, বোরিং, মিলিং এবং টার্নিং মেশিনে ড্রিলিং করার সময় স্ট্যান্ডার্ড মেশিন কোঅর্ডিনেট সিস্টেমের অক্ষগুলির অভিযোজন আন্দোলনের দিকের সাথে সম্পর্কিত। ওয়ার্কপিস থেকে ড্রিল প্রত্যাহারের দিকটি অক্ষের জন্য ইতিবাচক হিসাবে নেওয়া হয়
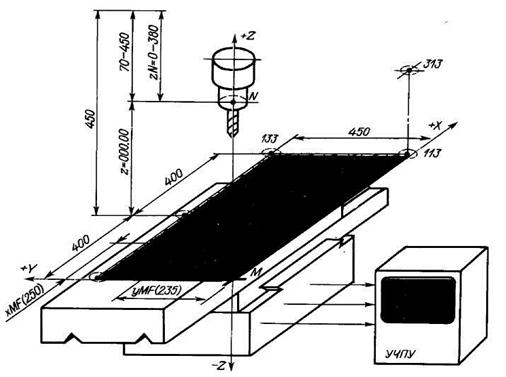
ভাত। 14.21। CNC উল্লম্ব ড্রিলিং মেশিন সমন্বয় সিস্টেম
জেড, অর্থাৎ অক্ষ জেড সর্বদা মেশিনের ঘূর্ণায়মান উপাদানের সাথে যুক্ত - টাকু। অক্ষ এক্স অক্ষের লম্ব জেড এবং ওয়ার্কপিস ইনস্টলেশন প্লেনের সমান্তরাল। যদি দুটি অক্ষ এই সংজ্ঞার সাথে মিলে যায়, তাহলে অক্ষের জন্য এক্স মেশিন ইউনিটের বৃহত্তর নড়াচড়া করা সম্ভব এমন একটিকে নিন। পরিচিত অক্ষ সঙ্গে এক্স এবং জেড অক্ষ এ ডান আয়তক্ষেত্রাকার স্থানাঙ্ক ব্যবস্থায় অক্ষগুলির অবস্থানের অবস্থা থেকে অনন্যভাবে নির্ধারিত হয়।
মেশিনের স্ট্যান্ডার্ড কোঅর্ডিনেট সিস্টেমের সূচনা সাধারণত নোডের বেস পয়েন্টের সাথে মিলিত হয় যা ওয়ার্কপিস বহন করে, এমন একটি অবস্থানে স্থির করা হয় যেখানে মেশিনের কার্যকারী সংস্থাগুলির সমস্ত নড়াচড়া ইতিবাচক স্থানাঙ্ক দ্বারা বর্ণনা করা যেতে পারে (চিত্র দেখুন 14.20, 14.21)। ডট এম , মেশিন স্থানাঙ্ক সিস্টেমের উত্স হিসাবে নেওয়া, মেশিন জিরো পয়েন্ট বা মেশিন জিরো বলা হয়। এই অবস্থানে, ওয়ার্কপিস এবং টুল বহনকারী ওয়ার্কিং বডি (বেস পয়েন্ট) একে অপরের থেকে সবচেয়ে ছোট দূরত্ব থাকে এবং মেশিনের পড়ার উপাদানগুলি ডিজিটাল ডিসপ্লে বোর্ডে পড়ার শূন্য নির্ধারণ করে।
উদাহরণস্বরূপ, একটি উল্লম্ব ড্রিলিং মেশিনের জন্য (চিত্র 14.21 দেখুন), বেস পয়েন্ট চটেবিল হল টেবিলের কেন্দ্র, যেখানে 40H8 ব্যাসের একটি গর্ত তৈরি করা হয়েছে। টাকু বেস পয়েন্ট হল বিন্দু এন- টাকু নাকের সমতলে টাকু গর্তের কেন্দ্র। মেশিনের নকশা নির্ধারণ করে যে টেবিলটি অক্ষ বরাবর চলতে পারে এক্স(সারণীর অনুদৈর্ঘ্য অক্ষ) রেফারেন্স পয়েন্টের কেন্দ্র অবস্থানের ডানে এবং বামে 400 মিমি। সম্ভাব্য অফসেট
অক্ষ টেবিল এ(ট্রান্সভার্স) হল 450 মিমি। এইভাবে, বিন্দুর সম্ভাব্য স্থানচ্যুতির রেখা দ্বারা গঠিত আয়তক্ষেত্র (চিত্র 2.4-এ ছায়াযুক্ত) চঅক্ষ বরাবর এক্সএবং Y, একটি টুল, অক্ষ সঙ্গে workpieces প্রক্রিয়াকরণের জন্য সম্ভাব্য জোন নির্ধারণ করে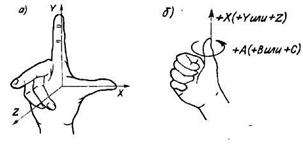 যা টাকু অক্ষের সাথে মিলে যায়। সমতলে বিবেচিত মেশিনের এই অঞ্চলটি (এটিকে প্রায়শই কাজের অঞ্চল বলা হয়) 800X450 মিমি মাত্রা দ্বারা সীমাবদ্ধ।
যা টাকু অক্ষের সাথে মিলে যায়। সমতলে বিবেচিত মেশিনের এই অঞ্চলটি (এটিকে প্রায়শই কাজের অঞ্চল বলা হয়) 800X450 মিমি মাত্রা দ্বারা সীমাবদ্ধ।
প্রক্রিয়াকরণ এলাকায় তথ্য উপলব্ধতা
ভাত। 14.22। ডান হাতের নিয়ম;অগত্যা, যেহেতু তারা নির্ধারণ করে
ক- ইতিবাচক দিকনির্দেশপ্রোগ্রামিং করার সময় মেশিনের ক্ষমতা
সমন্বয় অক্ষ; খ- ইতিবাচক workpieces আন্দোলন।
ঘূর্ণনের দিকনির্দেশস্থানচ্যুতি গণনা করার জন্য
অক্ষ বরাবর টেবিল এক্স এবং Y সবসময় মেশিনের ইতিবাচক শূন্য হয়েছে এম কর্মক্ষেত্রের এক কোণে স্থাপন করা গ্রহণ (চিত্র দেখুন।
14.20, খ)। স্বাভাবিকভাবেই, বিন্দুর অবস্থান এম স্থির_এবং অপরিবর্তনীয়, এই ক্ষেত্রে বিন্দু এম মেশিনের উৎপত্তি হবে। তারপর পয়েন্টের অবস্থান চ স্থানাঙ্ক দেওয়া যেতে পারে xMF এবং yMF বিন্দু আপেক্ষিক এম .
প্রশ্নে থাকা মেশিনের জন্য (চিত্র 14.21 দেখুন), বিন্দুর অবস্থান চঅক্ষ বরাবর 0-800 মিমি এর মধ্যে পরিবর্তিত হবে এক্সএবং অক্ষ বরাবর 0-450 মিমি এ. অক্ষের দিকে টাকু নাকের সম্ভাব্য স্থানচ্যুতি জেড 380 মিমি (70 - 450 মিমি) হবে। এই ক্ষেত্রে, টেবিলের আয়নার তুলনায় শেষ মুখের নিম্ন (সীমা) অবস্থানটি আন্দোলনের শুরু হিসাবে নেওয়া হয়, যেখানে শেষ মুখ থেকে টেবিলের আয়নার দূরত্ব 70 মিমি।
![]() যখন মেশিনটি কাজ করে, তখন সিএনসি প্যানেলের ইঙ্গিত বোর্ডটি মেশিনের শূন্যের তুলনায় মেশিনের বেস পয়েন্টগুলির প্রকৃত অবস্থান প্রতিফলিত করে।
যখন মেশিনটি কাজ করে, তখন সিএনসি প্যানেলের ইঙ্গিত বোর্ডটি মেশিনের শূন্যের তুলনায় মেশিনের বেস পয়েন্টগুলির প্রকৃত অবস্থান প্রতিফলিত করে।
বিবেচনাধীন উদাহরণের জন্য, এটি পয়েন্টের অবস্থান চবিন্দু আপেক্ষিক এমএবং পয়েন্ট এনসংশ্লিষ্ট সিস্টেমে শূন্য স্তরের আপেক্ষিক XYZমেশিন স্থানাঙ্ক। চিত্রে দেখানো মেশিনের কার্যকারী সংস্থাগুলির পারস্পরিক অবস্থানের জন্য। 14.21, ডিসপ্লে ডেটা দেখাবে: X250.00, Y235.00 এবং Z000.00। অবস্থানের জন্য যেখানে স্পিন্ডেল অক্ষ বিন্দু 133 এর সাথে সারিবদ্ধ, ডিসপ্লে X800.00, Y450.00 এবং Z000.00 দেখাবে। একটি অবস্থান যেখানে বিন্দু এনপয়েন্ট 313 এর সাথে সারিবদ্ধ করা হবে, ডিসপ্লে মানগুলি দেখাবে: X800.00, Y000.00 এবং
ভাত। 14.23। স্থানাঙ্ক সিস্টেম Z380.00, ইত্যাদি। প্রশ্নে মেশিনে, অবস্থানে
মেশিন টুল (XMY) এবং ওয়ার্কপিস (X U WY A যখন টাকু অক্ষ শূন্য বিন্দুর সাথে সারিবদ্ধ হয় এম,
CNC ল্যাথের উপর অংশ
1.1। একটি নিয়ন্ত্রণ প্রোগ্রাম এবং প্রযুক্তিগত উন্নয়ন
ডকুমেন্টেশন
একটি সিএনসি লেথের জন্য একটি কন্ট্রোল প্রোগ্রাম (প্রোগ্রামিং) বিকাশের প্রক্রিয়াটি বেশ কয়েকটি ধাপ নিয়ে গঠিত:
অপারেশনটি ইনস্টলেশন এবং অবস্থানে বিভক্ত, প্রযুক্তিগত ভিত্তি এবং ওয়ার্কপিস ঠিক করার পদ্ধতি নির্বাচন করা হয়;
তারা অপারেটিং প্রযুক্তি বিকাশ করে, রূপান্তরের ক্রম নির্ধারণ করে, প্রযুক্তিগত সরঞ্জাম নির্বাচন করে, কাটিং এবং পরিমাপ করার সরঞ্জাম, ব্যবহৃত প্রতিটি সরঞ্জামের শীর্ষে সরানোর জন্য ট্র্যাজেক্টোরির ডায়াগ্রাম তৈরি করে, কাটিং মোড গণনা করে, অপারেটিং মানচিত্র বিকাশ করে;
অংশের স্থানাঙ্ক সিস্টেমকে রূপান্তর করুন এবং এর শূন্য বিন্দু নির্বাচন করুন, গণনা করুন এবং শূন্য বিন্দু থেকে অংশটির মাত্রা নিচে রাখুন;
স্কেচ মানচিত্রগুলি তৈরি করা হয়েছে, যার উপর অংশটির একটি সংশোধিত অঙ্কন দেওয়া হয়েছে শূন্য বিন্দু থেকে মাত্রার স্পেসিফিকেশন এবং প্রযুক্তিগত বেস এবং ক্ল্যাম্পের প্রতীক (চিত্র 1), রেফারেন্স পয়েন্টের স্থানাঙ্ক গণনার জন্য নির্মাণ, নির্ধারণের জন্য গণনা তাদের স্থানাঙ্ক, ট্র্যাজেক্টরি স্কিম (সাইক্লোগ্রাম) সমস্ত সরঞ্জামের গতিবিধি। স্কেচের মানচিত্রে সাইক্লোগ্রামের উপাদানগুলির প্রতীকগুলি চিত্রে দেওয়া হয়েছে। 2. অক্জিলিয়ারী চালের জন্য, শর্তসাপেক্ষ পরিভাষা ব্যবহার করা হয়: X অক্ষ বরাবর অংশে আন্দোলন - পদ্ধতি; X অক্ষ বরাবর অংশ থেকে আন্দোলন - প্রত্যাহার; Z অক্ষ বরাবর অংশে আন্দোলন - পদ্ধতি; Z অক্ষ বরাবর অংশ থেকে দূরে আন্দোলন - প্রত্যাহার. ট্র্যাজেক্টোরির রেফারেন্স পয়েন্টগুলির স্থানাঙ্কগুলির মানচিত্র তৈরি করা হয় এবং একটি আপেক্ষিক সিস্টেমে প্রোগ্রামিং করার সময় - বৃদ্ধির মাত্রা;
কাগজের শীটে একটি ফর্ম বা ফ্রেম-বাই-ফ্রেম পাঠ্যে নিয়ন্ত্রণ প্রোগ্রামের একটি পাণ্ডুলিপি রচনা করুন। CNC 2P22 সিস্টেমের কন্ট্রোল প্যানেলের কীবোর্ড ব্যবহার করে প্রবেশ করুন নিয়ন্ত্রণ প্রোগ্রামসিএনসি সিস্টেমের স্মৃতিতে;
কন্ট্রোল প্রোগ্রাম মেশিনে চেক করা হয় এবং, যদি প্রয়োজন হয়, উপযুক্ত সমন্বয় করুন।
ভাত। এক. প্রযুক্তিগত ঘাঁটি এবং ক্ল্যাম্পের প্রচলিত উপাধি:
ক- চোয়ালের বিরক্তিকর প্রান্তের উপর জোর দিয়ে তিন চোয়ালের চাকে বেঁধে রাখা, খ- চোয়ালের শেষের দিকে জোর দিয়ে তিন চোয়ালের চাকে বেঁধে রাখা, v- চোয়ালের বিরক্তিকর প্রান্ত এবং পিছনের ঘূর্ণায়মান কেন্দ্রের উপর জোর দিয়ে তিন চোয়ালের চাকে বেঁধে রাখা, জি- সামনে ভাসমান কেন্দ্রে বেঁধে রাখা, চাক চালানো এবং পিছনের ঘূর্ণন কেন্দ্র, d- সামনের লিশ ঘর্ষণ "গ্লাস" এবং পিছনের বিপরীত ঘূর্ণন কেন্দ্রে বেঁধে রাখা, e- সামনের লেশ "রাফ" এবং পিছনের ঘূর্ণন কেন্দ্রে বেঁধে রাখা
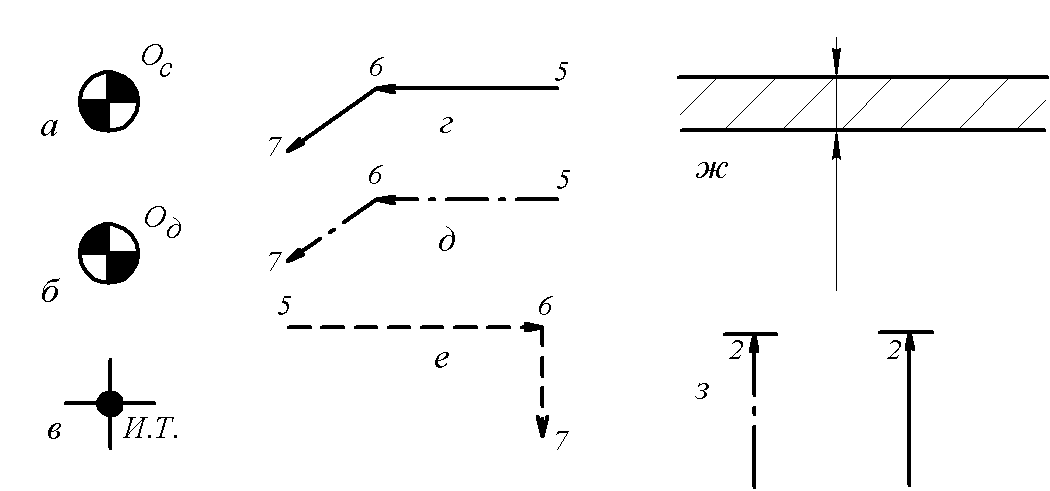
ভাত। 2. সাইক্লোগ্রামের উপাদানগুলির স্কেচের মানচিত্রে প্রতীকগুলি:
ক- মেশিন শূন্য, খ- শূন্য বিস্তারিত v- শুরু জি- কাজের ফিডে টুলের নড়াচড়া, d- কার্যকারী ফিডের সমান দূরত্বে টুলের চলাচল, e- দ্রুত ফিডে টুল সরানো, আমরা হব- প্রক্রিয়াকরণের জন্য ভাতা, জ- সময় বিলম্ব
1.2। কনট্যুর সমদূরত্ব এবং সমন্বয় সিস্টেম
একটি সিএনসি মেশিনে প্রক্রিয়াকৃত অংশগুলিকে সাধারণ জ্যামিতিক আকারের জ্যামিতিক সংস্থা হিসাবে বিবেচনা করা যেতে পারে, উদাহরণস্বরূপ, একটি সিলিন্ডার, একটি শঙ্কু, একটি গোলক, ইত্যাদি। প্রক্রিয়াকরণের সময়, সরঞ্জামটি অংশের (ওয়ার্কপিস) সাপেক্ষে সরে যায়। কর্মরত শরীরের আন্দোলনের গতিপথ, অর্থাৎ টুলের একটি নির্দিষ্ট বিন্দুর ট্র্যাজেক্টোরি, যাকে কেন্দ্র বলা হয়, নিয়ন্ত্রণ প্রোগ্রাম ব্যবহার করে সেট করা হয়।
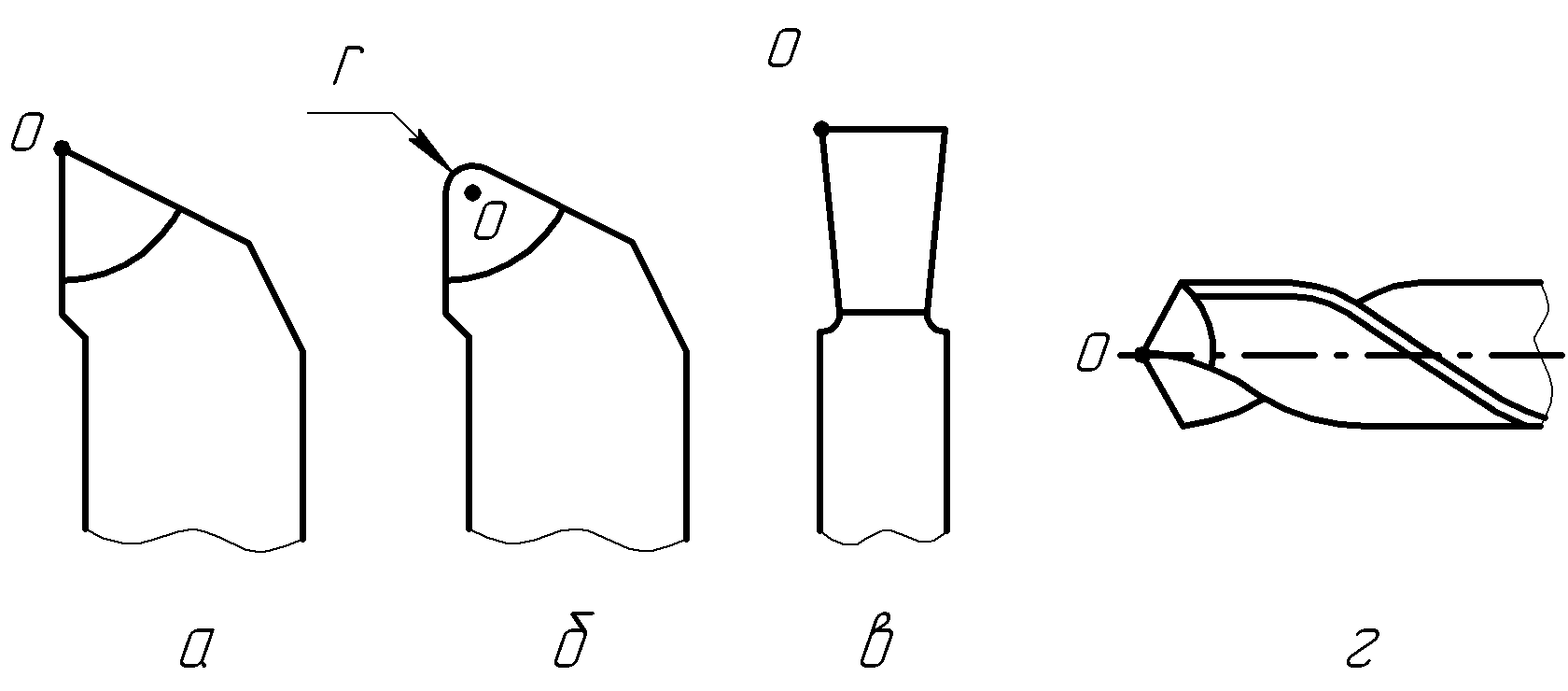
থ্রু, বোরিং এবং কনট্যুর কাটারগুলির জন্য, টুলের কেন্দ্রটি কাটারের শীর্ষে বা শীর্ষে ব্যাসার্ধের কেন্দ্র (চিত্র 3, ক, খ) স্লটেড (গ্রুভিং) কাটারে - বাম উপরের দিকে (চিত্র 3, v) একটি ড্রিল, কাউন্টারসিঙ্ক, কাউন্টারসিঙ্ক, কাউন্টারবোর, ডাই এবং ট্যাপ করার জন্য, টুলটির কেন্দ্রটি কাজের শেষের কেন্দ্র (চিত্র 3, জি).
এ বি সি ডি
ভাত। 3. টুল সেন্টার: ক- একটি ধারালো শীর্ষ সঙ্গে একটি কর্তনকারী; খ- incisor
শীর্ষে একটি ব্যাসার্ধ সহ; v- খাঁজ কাটা এবং কাটার কাটার; জি- ড্রিল
কনট্যুর করার সময়, টুলের কেন্দ্রটিকে অবশ্যই অংশের সমান দূরত্বের কনট্যুর বরাবর যেতে হবে, যেমন যে কোন রেখা থেকে সমান দূরত্বের বিন্দুর অবস্থান অনুসারে এবং এর একপাশে থাকা। ইকুডিস্ট্যান্ট হল বাহ্যিক E Nar এবং অভ্যন্তরীণ E vn (চিত্র 4)।
একটি ধারালো টিপ সঙ্গে একটি কর্তনকারী সঙ্গে বাঁক যখন সমান দূরত্বের একটি বিশেষ ক্ষেত্রে অংশ নিজেই কনট্যুর হয়।
ভাত। 4. অংশ কনট্যুর সমদূরত্ব
টুল সেন্টারের ট্র্যাজেক্টোরির পৃথক বিভাগ (সাইক্লোগ্রাম) সরলরেখার অংশ, বৃত্তের চাপ বা অন্যান্য বক্ররেখা হতে পারে। ডুমুর উপর. 5 শ্যাফ্টকে রুক্ষ ও সমাপ্ত করার জন্য টুল টিপের গতিপথ দেখায়।
ভাত। 5. বাঁক জন্য সাধারণ টুল টিপ পাথ
প্রক্রিয়াকরণ বিবরণ: ক- খসড়া কাজের পাস; খ- কাজের পাস সমাপ্তি
রেফারেন্স পয়েন্টের অবস্থান (সাইক্লোগ্রামের ব্রেকিং পয়েন্ট) একটি সমন্বয় সিস্টেম ব্যবহার করে নির্ধারিত হয়। প্রক্রিয়াকরণের জন্য, একটি আদর্শ আয়তক্ষেত্রাকার (কার্টেসিয়ান) সমন্বয় ব্যবস্থা গ্রহণ করা হয়েছিল। লেদগুলির জন্য স্থানাঙ্ক ব্যবস্থায়, নিম্নলিখিত অক্ষগুলি গ্রহণ করা হয়: Z - ক্যালিপারের অনুদৈর্ঘ্য ফিডের সমান্তরাল, মেশিন স্পিন্ডেলের অক্ষের সাথে মিলে যায়, X - ক্যালিপারের ট্রান্সভার্স ফিডের সমান্তরাল।
সিএনসি ল্যাথের জন্য, মেশিন সমন্বয় সিস্টেম এবং ওয়ার্কপিস সমন্বয় সিস্টেমের মধ্যে একটি পার্থক্য তৈরি করা হয়।
মেশিনের উৎপত্তি ও সঙ্গেচোয়াল চক মিররের কেন্দ্রে অবস্থিত, যেমন চক ফেসপ্লেটকে কেন্দ্র করে অবতরণ শঙ্কুর সামনে টাকু বিভাগের কেন্দ্রে (চিত্র 6)।
ভাত। 6 . সিএনসি লেদ সমন্বয় সিস্টেম: ক- সামনে
(বা নীচে); খ- টুল হেডের পিছনে (বা উপরে) অবস্থান
স্থানাঙ্ক অক্ষের দিকনির্দেশ টুলের অবস্থানের উপর নির্ভর করে (উদাহরণস্বরূপ, মেশিন 16K20T1 এবং 16A20F3 - স্পিন্ডেল ঘূর্ণন অক্ষের সামনে, মেশিন 1713F3 - ঘূর্ণনের অক্ষের পিছনে)। X অক্ষ বরাবর আন্দোলন ক্যালিপারের ক্রস স্লাইডটিকে ক্যারিজের গাইড বরাবর এবং Z অক্ষ বরাবর - বিছানার গাইড বরাবর গাড়িকে সরিয়ে দিয়ে উপলব্ধি করা হয়। ওয়ার্কপিস কোঅর্ডিনেট সিস্টেমের উৎপত্তি O d ওয়ার্কপিসের বাম বা ডান প্রান্তের কেন্দ্রে অবস্থিত। এই সিস্টেমের Z অক্ষটি মেশিনের Z অক্ষের সাথে মিলে যায় এবং X অক্ষটি ফিক্সচারের ভিত্তি প্রান্তের সমতলে চলে (উদাহরণস্বরূপ, ফেসপ্লেটের শেষ বা ক্যামের প্রান্ত) বা সমতলে। ওয়ার্কপিসের ডান প্রান্তের। মাত্রা আপেক্ষিক d, বিস্তারিত অঙ্কনে প্রদত্ত, প্রক্রিয়াকৃত কনট্যুরের রেফারেন্স পয়েন্টে দূরত্ব (স্থানাঙ্ক) রূপান্তরিত হয় (চিত্র 7)।
কাটার টিপ সাইক্লোগ্রামের রেফারেন্স পয়েন্টগুলির স্থানাঙ্কগুলি বিস্তারিত অঙ্কন থেকে বা গণনার মাধ্যমে সরাসরি নির্ধারণ করা যেতে পারে।
মেশিন সেট আপ করার সময়, প্রারম্ভিক বিন্দুর তথাকথিত "বাইন্ডিং" সঞ্চালিত হয় আই.টি., যা টুলের কেন্দ্রের সাথে মেশিন এবং ওয়ার্কপিস সমন্বয় সিস্টেমের সাথে মিলে যায়। অযৌক্তিক নিষ্ক্রিয় রান এড়াতে, প্রোগ্রামের সূচনা বিন্দু থেকে মেশিনের প্রথম পৃষ্ঠ পর্যন্ত সরঞ্জামটির নড়াচড়ার পরিমাণ ন্যূনতম হতে বেছে নেওয়া উচিত।
ভাত। 7. ওয়ার্কপিস সমন্বয় সিস্টেম
স্টার্টিং পয়েন্টে টুলটির অবস্থান কর্মীর দিক থেকে স্পষ্টভাবে দৃশ্যমান হওয়া উচিত। সরঞ্জামটি ইনস্টলেশন, বেঁধে দেওয়া এবং অংশটি অপসারণ, চিপগুলি অপসারণে হস্তক্ষেপ করা উচিত নয়। বিন্দু থেকে এই দূরত্ব জন্য আই.টি.ওয়ার্কপিসের শেষ পর্যন্ত খ 60 - 80 মিমি এর মধ্যে এবং ওয়ার্কপিসের বাইরের পৃষ্ঠে নিন ক- 10 - 30 মিমি (চিত্র 7)। সাইক্লোগ্রামের বিন্দু, O অংশের শূন্যের সাপেক্ষে নির্ধারিত d, যার কাছে টুল সেন্টারটি প্রোগ্রাম অনুসারে প্রারম্ভিক বিন্দু থেকে যোগাযোগ করা হয় ( এবং.টি.), যেখান থেকে ওয়ার্কপিস প্রক্রিয়াকরণের জন্য কাজের এবং সহায়ক চালনার প্রত্যক্ষ চক্র শুরু হয়, সেটি হল প্রারম্ভিক বিন্দু ( এইচ.টি.).
আমাদের পরিচিত ত্রিমাত্রিক স্থানাঙ্ক ব্যবস্থায়, তিনটি পারস্পরিক লম্ব অক্ষ (X, Y, Z), যা ভিত্তি তৈরি করে।
প্রাথমিক-বেসিক সংস্করণে বেশিরভাগ সিএনসি মেশিন শুধুমাত্র 3-অক্ষ মেশিনিং করে।
যাইহোক, জটিল আকারের কিছু পণ্যের জন্য, এটি যথেষ্ট নয়। অতিরিক্ত পরিবর্তনের কারণে - একটি ঘূর্ণমান অক্ষের ইনস্টলেশন, সিএনসি খোদাই এবং মিলিং মেশিনগুলি 4-অক্ষ প্রক্রিয়াকরণ করতে সক্ষম।
একটি ঘূর্ণমান অক্ষ ব্যবহার করে একটি CNC মেশিনে একটি খোদাই-মিলিং মেশিনে চার-অক্ষ প্রক্রিয়াকরণ সাধারণভাবে প্রতিসাম্য এবং অ-প্রতিসম উভয় সংস্থার একটি অবিচ্ছিন্ন প্রক্রিয়াকরণ।
একটি 3D মডেলের প্রচলিত 3-অক্ষ যন্ত্রের বিপরীতে, যেখানে অংশটিকে একপাশে সিএনসি মেশিন টেবিলের সাথে সংযুক্ত করতে হবে, 4-অক্ষ মিলিং অংশটিকে পুনরায় সাজানোর জন্য অতিরিক্ত ক্রিয়াকলাপ ছাড়াই ক্রমাগত সমস্ত দিক থেকে পণ্যটি প্রক্রিয়া করা সম্ভব করে তোলে। ডেস্কটপ। এটি জটিল আকারের পণ্যগুলি প্রাপ্ত করা সম্ভব করে তোলে। বালাস্টার, ক্যাপিটাল, কলাম, স্তম্ভ, টেবিল এবং চেয়ারের পা, দাবার টুকরো, সেইসাথে বিভিন্ন মূর্তি, অন্যান্য গহনার আংটি এবং প্রচারমূলক স্যুভেনির তৈরি করা এই ধরনের প্রক্রিয়াকরণের সবচেয়ে সাধারণ উদাহরণ।
বিভিন্ন আকার, কনট্যুর - 4র্থ ঘূর্ণমান অক্ষ ব্যবহার করে একটি খোদাই এবং মিলিং মেশিনে অংশগুলির প্রক্রিয়াকরণে অভিনব যে কোনও ফ্লাইট মূর্ত হবে।
পরিবর্তন করার জন্য প্রধান বিকল্প, যেমনটি আগে উল্লেখ করা হয়েছে, একটি 3-অক্ষের মেশিন থেকে 4-অক্ষের মেশিনে একটি ঘূর্ণমান অক্ষের ব্যবহার, চিত্র 1 এবং 2।
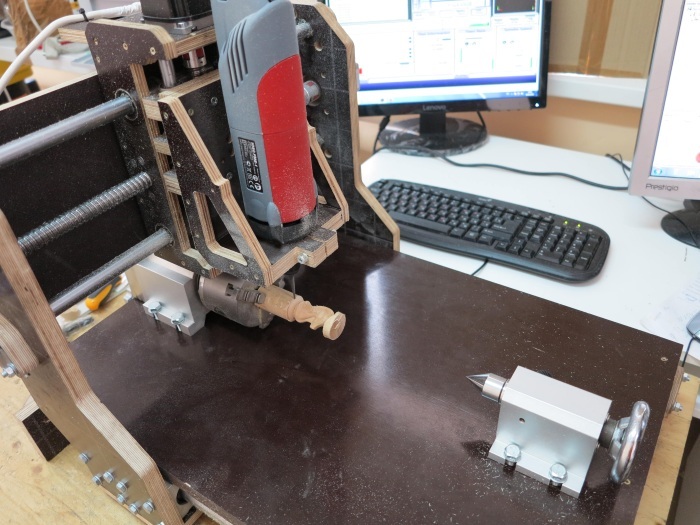
চিত্র 1 একটি CNC মেশিনের জন্য একটি ঘূর্ণমান অক্ষের একটি ফটোগ্রাফ দেখায়, যা বহু-পার্শ্বযুক্ত প্রক্রিয়াকরণের অনুমতি দেয়।
চিত্র 1 একটি CNC মেশিনের জন্য ঘূর্ণমান অক্ষ।
সিএনসি মিলিং মডেলার 3040
একটি দাবা নাইট উদাহরণ ব্যবহার করে একটি ঘূর্ণমান অক্ষ ব্যবহার করে একটি জটিল আকার কাটার ভিডিও
একটি 3-অক্ষ মিলিং CNC cnc-3040al300 এ একটি ঘূর্ণমান অক্ষের ইনস্টলেশন

চিত্র 2 4-অক্ষ মিলিং মেশিনসিএনসি
উপরন্তু, 4টি অক্ষ বরাবর ক্রমাগত প্রক্রিয়াকরণের জন্য, মেশিনের CNC সিস্টেমটি এখনও এটিতে ইনস্টল করা পুনরাবৃত্ত অক্ষকে নিয়ন্ত্রণ করতে সক্ষম হবে। অতএব, 4-অক্ষ মেশিনিং শুধুমাত্র একটি ঘূর্ণমান অক্ষের উপস্থিতি বোঝায় না, তবে একটি উপযুক্ত CNC সিস্টেমের ব্যবহারও বোঝায়। এর জন্য কন্ট্রোলার সবচেয়ে বেশি ব্যবহৃত হয়। স্টেপার মোটর 4টি কন্ট্রোল চ্যানেল বা আরও সহজভাবে, একটি 4-অক্ষ নিয়ামক সহ। একটি নিয়ামকের উদাহরণ চিত্র 3 এ দেখানো হয়েছে। এই নিয়ামকের চ্যানেল A মেশিনে ইনস্টল করা একটি ঘূর্ণমান অক্ষ নিয়ন্ত্রণ করতে ব্যবহার করা যেতে পারে।
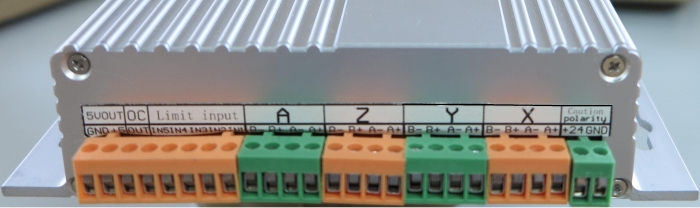
চিত্র 3
দুই ধরনের 4-অক্ষ মেশিনিং আছে: প্রথমটি ক্রমাগত এবং দ্বিতীয়টি অবস্থানগত মেশিনিং (সূচীকরণের সাথে মেশিনিং)। ক্রমাগত প্রক্রিয়াকরণ - এই ক্ষেত্রে, কর্তনকারী একযোগে স্বাধীনতার সমস্ত ডিগ্রী মাধ্যমে চলে।
অবস্থানগত মেশিনিং - ঘূর্ণমান অক্ষটি শুধুমাত্র ওয়ার্কপিসের অবস্থান পরিবর্তন করতে ব্যবহৃত হয় এবং বাকি ক্রিয়াকলাপগুলি ত্রিমাত্রিক মেশিনিং মোডে সঞ্চালিত হয়।
একটি ঘূর্ণমান অক্ষের সাথে কাজ করার জন্য, নিয়ন্ত্রণ প্রোগ্রামটি কনফিগার করা প্রয়োজন। নীচে 6:1 এবং 4:1 ঘূর্ণন অক্ষের জন্য Mach3 এর সেটিংস রয়েছে৷ চিত্র 4 চিত্র 3 এ দেখানো অ্যালুমিনিয়াম কেসড স্টেপার মোটর কন্ট্রোলারের জন্য এলপিটি পোর্টের পিন সেটিংস দেখায়।
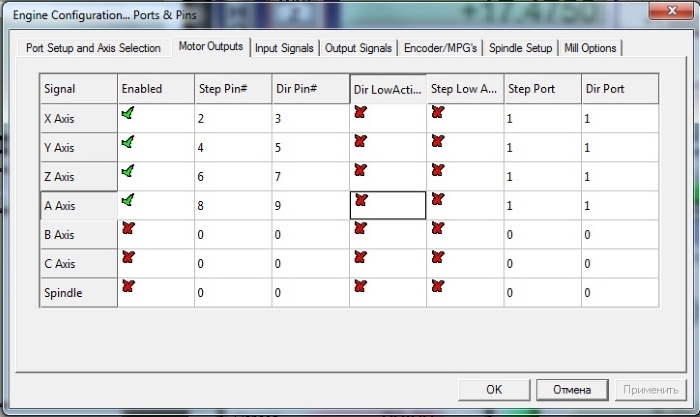
চিত্র 4
চিত্র 5 - 4:1 অনুপাত সহ একটি ঘূর্ণমান অক্ষের জন্য সেটিংস।
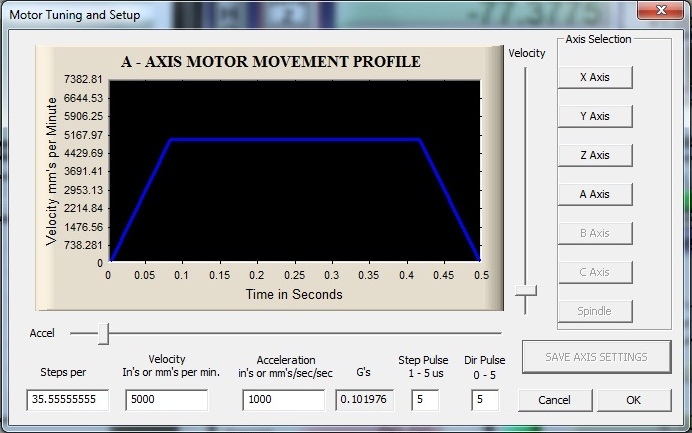
চিত্র 5
চিত্র 6 - 6:1 অনুপাত সহ একটি ঘূর্ণমান অক্ষের জন্য সেটিংস।
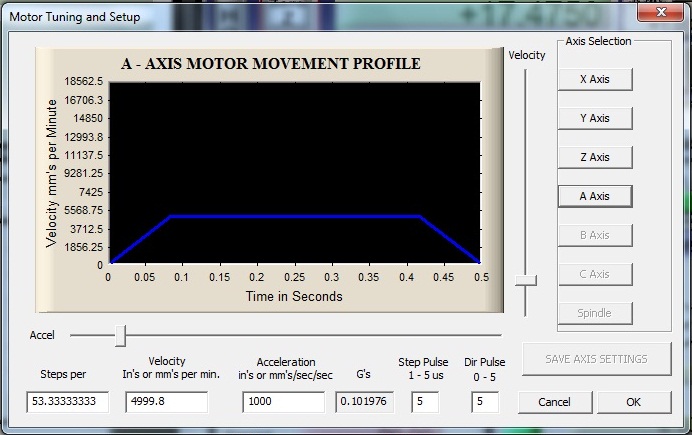
চিত্র 6
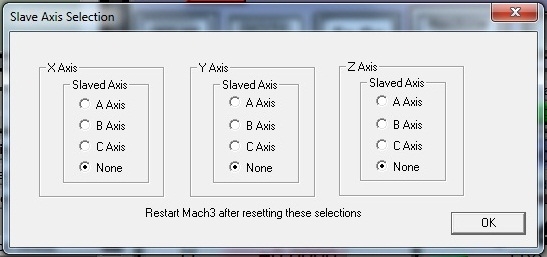
চিত্র 7
মাল্টি-পার্শ্বযুক্ত প্রক্রিয়াকরণের সাথে কাজ করার জন্য কন্ট্রোল প্রোগ্রামগুলি ডেস্কপ্রোটো, পাওয়ারমিল ইত্যাদিতে পাওয়া যায়।
চিত্র 8 একটি 4-অক্ষে বহু-পার্শ্বযুক্ত যন্ত্রের ফলাফল দেখায় মিলিং সিএনসি CNC-3040AL2
চিত্র 8. একটি ঘূর্ণমান অক্ষ ব্যবহার করে 4-অক্ষের ডেস্কটপ CNC-তে বহু-পার্শ্বযুক্ত মেশিনিং
UDC 621.9.06-529:006.354 গ্রুপ G8|
SSR-এর ইউনিয়নের স্টেট স্ট্যান্ডার্ড
ধাতু-কাটিং মেশিন সংখ্যাসূচক প্রোগ্রাম নিয়ন্ত্রণ সমন্বয় অক্ষ এবং আন্দোলনের নির্দেশনা নির্ধারণ
(ST SEV 3135-81)
সাধারণ বিধান
মেশিন টুলস, অক্ষ এবং গতির দিকনির্দেশের সংখ্যাগতভাবে নিয়ন্ত্রিত উপাধি।
সাধারণ বিবৃতি
পরিচয় তারিখ 01.07 80
এই আন্তর্জাতিক স্ট্যান্ডার্ড সংখ্যার সাথে মেশিন টুলের ক্ষেত্রে প্রযোজ্য প্রোগ্রাম ব্যবস্থাপনা(CNC) এবং প্রক্রিয়াকরণ করা ওয়ার্কপিস (এর পরে ওয়ার্কপিস হিসাবে উল্লেখ করা হয়েছে) এবং সরঞ্জামের সাথে যুক্ত মেশিনের কার্যকারী সংস্থাগুলির স্থানাঙ্ক অক্ষ এবং গতিবিধির নির্দেশনা প্রতিষ্ঠা করে।
স্ট্যান্ডার্ড অন্যান্য ধরনের CNC সরঞ্জামের জন্য ব্যবহার করা যেতে পারে
স্ট্যান্ডার্ডটি ST SEV 3135-81-এর সাথে সম্পূর্ণরূপে মেনে চলে।
মান সম্পূর্ণরূপে অনুগত আন্তঃর্জাতিক মানদণ্ড ISO 841-74।
(পরিবর্তিত সংস্করণ, রেভ. নং 1, 2)।
I. স্ট্যান্ডার্ড সমন্বয় সিস্টেমে মেশিনে চলাচলের দিকনির্দেশনা
1.1। স্ট্যান্ডার্ডটি নিম্নরূপ মেশিনে স্থানাঙ্ক অক্ষের উপাধি এবং গতিবিধির দিকনির্দেশ স্থাপন করে। যাতে মেশিনিং অপারেশনের প্রোগ্রামিং টুল বা ওয়ার্কপিস সরানো হয় কিনা তার উপর নির্ভর করে না।
ভিত্তিটি হ'ল স্থির ওয়ার্কপিসের সমন্বয় ব্যবস্থার সাথে সম্পর্কিত সরঞ্জামটির গতিবিধি।
1.2। স্ট্যান্ডার্ড কোঅর্ডিনেট সিস্টেম হল একটি ডান হাতের আয়তক্ষেত্রাকার স্থানাঙ্ক ব্যবস্থা (অঙ্কন দেখুন) যুক্ত
একটি ওয়ার্কপিস সহ যার অক্ষগুলি মেশিনের সোজা গাইডের সমান্তরাল।
1.3। মেশিনের ওয়ার্কিং বডির নড়াচড়ার ইতিবাচক দিকটি ভালভাবে ওয়ার্কপিস থেকে টুলটি প্রত্যাহার করার দিকটির সাথে মিলে যায়।
1.4। ড্রিলিং বা বিরক্তিকর জন্য একটি মেশিন ব্যবহার করার সময়, শুধুমাত্র তিনটি মৌলিক রৈখিক আন্দোলন ব্যবহার করে।
প্রক্রিয়াকরণ ঘটবে যখন টুলটি Z অক্ষের নেতিবাচক দিকে সরানো হয়।
1.5। মেশিন টুলের পরিকল্পিত অঙ্কনে, সরঞ্জাম বহনকারী কার্যকারী সংস্থাগুলির চলাচলের দিকনির্দেশগুলি একটি স্ট্রোক ছাড়াই অক্ষর দ্বারা নির্দেশিত হওয়া উচিত, এবং যারা ওয়ার্কপিস বহন করছে - একটি ড্যাশ সহ অক্ষর দ্বারা; এই ক্ষেত্রে, আন্দোলনের ইতিবাচক দিক, একটি স্ট্রোক সহ একটি অক্ষর দ্বারা চিহ্নিত, সংশ্লিষ্ট আন্দোলনের বিপরীত, একটি স্ট্রোক ছাড়া একই অক্ষর দ্বারা চিহ্নিত করা হয়।
2. জেড-অ্যাক্সিস মুভমেন্ট
2.1। Z অক্ষ (ধারা 2.5-এ উল্লেখিত কেসটি বাদ দিয়ে।) প্রধান মুভমেন্ট স্পিন্ডেলের সাথে সম্পর্কিত, অর্থাৎ, ড্রিলিং-মিলিং-বোরিং গ্রুপের মেশিনে টুল ঘোরানো স্পিন্ডল বা স্পিন্ডল ঘূর্ণায়মান বাঁক গ্রুপ এর lathes মধ্যে workpiece.
2.2। যদি বেশ কয়েকটি স্পিন্ডেল থাকে তবে তাদের মধ্যে একটিকে প্রধান হিসাবে বেছে নেওয়া উচিত, বিশেষত টেবিলের কাজের পৃষ্ঠের সাথে লম্ব যার উপর ওয়ার্কপিসটি মাউন্ট করা হয়েছে।
2.3। যখন প্রধান টাকুটির অক্ষ স্থির করা হয়, তখন স্ট্যান্ডার্ড থ্রি-অর্ডিনেট সিস্টেমের তিনটি অক্ষের মধ্যে একটি, স্পিন্ডেল অক্ষের সমান্তরাল, Z অক্ষ হিসাবে নেওয়া উচিত।
2.4। যে ক্ষেত্রে প্রধান টাকুটির অক্ষ ঘোরানো যেতে পারে, আপনার উচিত:
যদি এটি শুধুমাত্র একটি অবস্থানে থাকতে পারে * স্ট্যান্ডার্ড থ্রি-অর্ডিনেট সিস্টেমের একটি অক্ষের সমান্তরাল - এই স্ট্যান্ডার্ড অক্ষটিকে অক্ষ 7 হিসাবে নেওয়া হয়।\
যদি এটি স্ট্যান্ডার্ড থ্রি-অর্ডিনেট সিস্টেমের বিভিন্ন অক্ষের সমান্তরাল * বিভিন্ন অবস্থানে থাকতে পারে, তাহলে Z-অক্ষটিকে স্ট্যান্ডার্ড অক্ষ হিসাবে গ্রহণ করা হয়, বিশেষত টেবিলের কার্যকারী পৃষ্ঠের সাথে লম্ব যার উপর ওয়ার্কপিসটি মাউন্ট করা হয়েছে।
2.5। মেশিনে একটি টাকু অনুপস্থিতিতে, অক্ষ 7. টেবিলের কার্যকারী পৃষ্ঠের সাথে লম্ব হওয়া উচিত।
2.6। Z-অক্ষ বরাবর ইতিবাচক দিক দিয়ে চলাফেরা অবশ্যই ওয়ার্কপিস থেকে টুলটির প্রত্যাহার করার দিকটির সাথে মেলে।
3. এক্স-অক্ষের উপর আন্দোলন
3.1। X-অক্ষটি অনুভূমিকভাবে এবং ওয়ার্কপিস মাউন্টিং পৃষ্ঠের সমান্তরালে অবস্থান করা উচিত।
3.2। একটি নন-ঘূর্ণায়মান টুল এবং ওয়ার্কপিস সহ মেশিনে, যেমন প্ল্যানার, X-অক্ষটি অবশ্যই প্রধান গতির দিক এবং এটির সমান্তরালে ইতিবাচক হতে হবে।
3.3। ঘূর্ণায়মান ওয়ার্কপিস সহ মেশিনে, যেমন লেদ, এক্স-অক্ষের গতিবিধি ওয়ার্কপিসের ব্যাসার্ধ বরাবর এবং ট্রান্সভার্স গাইডের সমান্তরালে পরিচালিত হয়। ক্রস স্লাইডের প্রধান টুল হোল্ডারে মাউন্ট করা টুলটি ওয়ার্কপিসের ঘূর্ণনের অক্ষ থেকে দূরে সরে গেলে ইতিবাচক X-অক্ষ আন্দোলন ঘটে।
3.4। ঘূর্ণায়মান সরঞ্জাম সহ মেশিনে, যেমন মিলিং, ড্রিলিং:
একটি অনুভূমিক Z অক্ষের সাথে, X-এর ধনাত্মক আন্দোলন ডানদিকে নির্দেশিত হয়, যখন প্রধান টুল স্পিন্ডেল থেকে পণ্যটিতে দেখা হয়;
1 এর উল্লম্ব অক্ষের সাথে, X-অক্ষের ইতিবাচক গতি একক-কলাম মেশিনের জন্য ডানদিকে নির্দেশিত হয়, যখন প্রধান টুল স্পিন্ডেল থেকে কলামে দেখা হয় এবং দুই-কলামের মেশিনের জন্য, যখন প্রধান টুল থেকে দেখা হয় বাম কলামে টাকু।
4. Y-অক্ষ আন্দোলন
5.1। Y-অক্ষ বরাবর আন্দোলনের ইতিবাচক দিকটি নিম্নরূপ নির্বাচন করা উচিত। যাতে Y-অক্ষ, Z এবং X অক্ষের সাথে একসাথে, একটি ডান-হাতের আয়তক্ষেত্রাকার স্থানাঙ্ক ব্যবস্থা তৈরি করে (অঙ্কন দেখুন)।
5. ঘূর্ণনশীল আন্দোলন A. B এবং C
5.1। A, B এবং C অক্ষরগুলি যথাক্রমে X, Y এবং Z এর সমান্তরাল অক্ষগুলির চারপাশে ঘূর্ণনশীল গতিবিধি নির্দেশ করবে।
5.2। ইতিবাচক দিকনির্দেশ A, B এবং C অবশ্যই যথাক্রমে X, Y এবং Z অক্ষের ইতিবাচক দিকগুলিতে ডান হাতের থ্রেডগুলির সাথে স্ক্রু করার দিকটির সাথে মিলবে (অঙ্কন দেখুন)।
6. স্ট্যান্ডার্ড কোঅর্ডিনেট সিস্টেমের উৎপত্তি
6.1। স্ট্যান্ডার্ড কোঅর্ডিনেট সিস্টেমের উৎপত্তির অবস্থান, (X=0, Y-O, Z-0) নির্বিচারে বেছে নেওয়া উচিত।
6.2। আন্দোলনের উত্স A, B এবং C নির্বিচারে নির্বাচন করা উচিত।
7. অতিরিক্ত অক্ষ
7.1। রেকটিলাইনার মোশন
7.1.1। যদি, প্রধান (প্রাথমিক) রেকটিলাইনার আন্দোলন X, Y এবং Z ছাড়াও, তাদের সমান্তরাল গৌণ আন্দোলনগুলি থাকে, সেগুলিকে যথাক্রমে U, V এবং W মনোনীত করা উচিত।
যদি তাদের সমান্তরালে অতিরিক্ত তৃতীয় গতিবিধি থাকে, তবে তাদের যথাক্রমে P. Q এবং R হিসাবে মনোনীত করা উচিত।
যদি অতিরিক্ত সরল-রেখার গতিবিধি থাকে যা X, Y বা Z-এর সমান্তরাল না বা নাও হতে পারে, সেগুলিকে U, V, W, P, Q বা R হিসাবে মনোনীত করা উচিত।
বিঃদ্রঃ. একটি অনুভূমিক বিরক্তিকর মেশিনের জন্য, রেডিয়াল সমর্থনের অর্ধ-বোল্টের নড়াচড়া U বা P অক্ষর দ্বারা চিহ্নিত করা উচিত, যদি এই অক্ষরগুলি টেবিল X এর নির্দেশিত গতিবিধির সাথে দখল না করা হয়, যেহেতু এই ক্ষেত্রে নড়াচড়া কাটার, যদিও টাকু কাছাকাছি, তির্যক হয়.
7.1.2। যন্ত্রের কার্যকারী সংস্থাগুলির প্রাথমিক, মাধ্যমিক এবং তৃতীয় স্থানান্তরগুলি প্রধান টাকু থেকে এই দেহগুলির দূরত্ব অনুসারে নির্ধারিত হয়।
মন্তব্য:
ক) রেডিয়ালি ঢালাই করা স্ট্যাকের জন্য, স্পিন্ডেল হাতা এবং ট্রা-এয়ারের গতিবিধি যথাক্রমে 7 এবং \T অক্ষর দ্বারা নির্দেশিত হওয়া উচিত
খ) একটি লেদ এর জন্য, পিসি-স্লেজ থেকে টার্রেট স্লেজ পর্যন্ত, টাকু থেকে দূরে অবস্থিত, যথাক্রমে Z এবং 1Г অক্ষর দ্বারা চিহ্নিত করা উচিত।
গ) দুটি স্বাধীন দ্বি-স্থানাঙ্ক সিএনসি ডিভাইস থেকে নিয়ন্ত্রিত দুটি কার্যকরী অভিন্ন কার্যকারী সংস্থাগুলির জন্য (মেয়ারাইমার, কার্যকরীভাবে অভিন্ন দুটি স্পিন্ডেল এবং ক্যালিপার সহ লেদগুলির জন্য), o: এবং উভয় সমানভাবে কাজকারী সংস্থাগুলির জন্য (উদাহরণস্বরূপ, ক্যালিপার) সমন্বয় করা উচিত একই মনোনীত - অক্ষর 7. এবং X।
7.2। ঘূর্ণায়মান আন্দোলন
যদি, প্রাথমিক ঘূর্ণন আন্দোলনের পাশাপাশি, গৌণ ঘূর্ণন আন্দোলন, সমান্তরাল বা অ-সমান্তরাল A, B এবং C থাকে, তাহলে তাদের O এবং E মনোনীত করা উচিত।
7.3। এই স্ট্যান্ডার্ডের রেফারেন্স পরিশিষ্টে প্রধান এবং অতিরিক্ত স্থানাঙ্ক অক্ষের উপাধি এবং CNC মেশিন টুলে চলাচলের ইতিবাচক দিকনির্দেশের উদাহরণ দেওয়া হয়েছে।
পরিশিষ্ট
রেফারেন্স
মেটাল কাটিং সিএনসি মেশিনে স্থানাঙ্কের অক্ষ এবং গতিবিধির ইতিবাচক দিকনির্দেশ










বাড়িতে চুলায় হ্যাম কীভাবে রান্না করবেন
গর্ভাবস্থায় তলপেটে ব্যথা, গর্ভাবস্থায় তলপেটে ব্যাথা হতে পারে তার কারণ কী?
পেশী লাভের জন্য প্রোটিন
গ্রাহকদের পর্যালোচনা অনুযায়ী পুরুষদের জন্য সেরা ভিটামিন
কিভাবে একটি নিরামিষ খাদ্যে ওজন কমাতে?