আমাদের প্ল্যান্ট ধাতব অংশ, সমাবেশ, এবং গ্রাহক-অর্ডার সরঞ্জামগুলির বৈদ্যুতিক স্রাব মেশিনের কাজ করে। আমরা মস্কোতে বৈদ্যুতিক ক্ষয় সংক্রান্ত কাজের জন্য অর্ডার নিই। আমরা পৃথক ধাতব অংশ এবং ইস্পাত উপাদানগুলির বৈদ্যুতিক স্রাব মেশিনের জন্য এককালীন আদেশ গ্রহণ করি।
আপনি ফোন +7 495 952-3966 বা এর মাধ্যমে আমাদের প্ল্যান্টের বিক্রয় বিভাগের সাথে যোগাযোগ করে বৈদ্যুতিক ক্ষয়ের কাজ অর্ডার করতে পারেন ই-মেইলএই ই-মেইল ঠিকানাটি স্প্যামবট থেকে সুরক্ষিত করা হচ্ছে। এটি দেখার জন্য আপনার জাভাস্ক্রিপ্ট সক্রিয় থাকতে হবে। কাজের খরচ এবং সময় সম্পর্কে প্রতিক্রিয়া ত্বরান্বিত করতে, অনুগ্রহ করে ই-মেইলের মাধ্যমে স্কেচ বা অঙ্কন পাঠান এই ইমেল ঠিকানাটি স্প্যামবট থেকে সুরক্ষিত হচ্ছে। এটি দেখতে বা ফ্যাক্সের মাধ্যমে আপনার জাভাস্ক্রিপ্ট সক্রিয় করা প্রয়োজন।
STANKOCONSTRUCTION প্ল্যান্ট বৈদ্যুতিক স্রাব যন্ত্রের জন্য নিম্নলিখিত পরিষেবাগুলি প্রদান করে:
ইলেক্ট্রোরোসিভএকটি জটিল প্রোফাইলের সাথে অংশগুলির প্রক্রিয়াকরণ একটি সোজা উল্লম্ব বা ঝোঁক জেনাট্রিক্সের সাথে পরিবাহী উপকরণ দিয়ে তৈরি, তাদের কঠোরতা নির্বিশেষে। আকৃতির ধাতু কাটিয়া, কনট্যুর বরাবর ইস্পাত কাটিয়া, উচ্চ নির্ভুলতা ধাতু কাটিয়া.
তারের (কাটিং) এবং কপি-পিয়ারিং বৈদ্যুতিক স্রাব মেশিনে যেকোন পরিবাহী পদার্থের (যেকোন কঠোরতা এবং ভঙ্গুরতা) বৈদ্যুতিক স্রাব প্রক্রিয়াকরণের পরিষেবা। 0.01 মিমি নির্ভুলতার সাথে একটি জটিল প্রোফাইল কনট্যুর তৈরি করা।
বৈদ্যুতিক স্রাব মেশিনে স্ট্যাম্প, ছাঁচ, নিদর্শন, অ-মানক সরঞ্জাম উত্পাদন।
কার্বাইড সংকর ধাতু, চুম্বক, পলিক্রিস্টালাইন ডায়মন্ড, কিউবিক বোরন নাইট্রাইট, টাইটানিয়াম, টাংস্টেন, মলিবডেনাম, সেমিকন্ডাক্টর ইত্যাদি ইলেক্ট্রোরোসিভ মেশিনে কাটা। এবং তাদের বৈদ্যুতিক স্রাব প্রক্রিয়াকরণ.
ইডিএম মেশিনের উত্পাদন, ইডিএম মেশিনের মেরামত, ইডিএম মেশিনের সরঞ্জাম, ইডিএম মেশিনের সমন্বয়, পুরানো বর্তমান জেনারেটর এবং সিএনসি প্রতিস্থাপনের সাথে ইডিএম মেশিনের আধুনিকীকরণ।
বৈদ্যুতিক স্রাব মেশিনিং একটি বৈদ্যুতিক স্রাব নাড়ি সঙ্গে একটি পৃষ্ঠ থেকে উপাদান কণা ছিঁড়ে আউট উপর ভিত্তি করে. যদি একটি তরল অস্তরক মধ্যে নিমজ্জিত ইলেক্ট্রোডগুলির মধ্যে ভোল্টেজ (দূরত্ব) নির্দিষ্ট করা হয়, তবে যখন তারা কাছাকাছি আসে (ভোল্টেজ বৃদ্ধি), ডাইইলেক্ট্রিকের একটি ভাঙ্গন ঘটে এবং একটি বৈদ্যুতিক স্রাব ঘটে, যার চ্যানেলে একটি উচ্চ তাপমাত্রা সহ একটি প্লাজমা। গঠিত হয়.
বৈদ্যুতিক স্রাব মেশিনিং পদ্ধতি বিশেষভাবে কার্যকর যখন কঠিন উপকরণ এবং জটিল আকৃতির পণ্য প্রক্রিয়াকরণ. হার্ড উপকরণ প্রক্রিয়াকরণের সময় যান্ত্রিক উপায়েটুল পরিধান মহান গুরুত্বপূর্ণ. ইলেক্ট্রোইরোসিভ পদ্ধতির সুবিধা হল যে সস্তা, সহজে প্রক্রিয়াজাত উপকরণগুলি সরঞ্জাম তৈরির জন্য ব্যবহার করা হয়। প্রায়শই, টুল পরিধান নগণ্য। উদাহরণস্বরূপ, যান্ত্রিক পদ্ধতিতে কিছু ধরণের ডাই উৎপাদন করার সময়, প্রক্রিয়াকরণের প্রযুক্তিগত ব্যয়ের 50% এরও বেশি ব্যবহৃত সরঞ্জামের ব্যয়। বৈদ্যুতিক ক্ষয় পদ্ধতি ব্যবহার করে একই ডাই প্রক্রিয়াকরণের সময়, টুলের খরচ 3.5% এর বেশি হয় না। প্রচলিতভাবে, বৈদ্যুতিক স্রাব যন্ত্রের প্রযুক্তিগত পদ্ধতিগুলি সেলাই এবং অনুলিপিতে বিভক্ত করা যেতে পারে। সেলাইয়ের মাধ্যমে 0.3 মিমি এর কম ব্যাস সহ গর্ত পাওয়া সম্ভব, যা করা অসম্ভব যান্ত্রিক পদ্ধতি. এই ক্ষেত্রে, টুল একটি পাতলা তারের হয়। এই কৌশলটি ডায়মন্ড সহ ডাইগুলিতে গর্ত তৈরির খরচ 20-70% কমিয়েছে। অধিকন্তু, EDM কৌশলগুলি সর্পিল গর্ত তৈরি করতে পারে। একটি তারের ইলেক্ট্রোড দিয়ে প্রক্রিয়াকরণ আরও সাধারণ। এইভাবে, উদাহরণস্বরূপ, একটি একক উপাদান থেকে একটি পাঞ্চ এবং একটি ডাই ম্যাট্রিক্স উভয়ই পাওয়া সম্ভব এবং তাদের চিঠিপত্র প্রায় নিখুঁত।
কোন শব্দটি সঠিক: বৈদ্যুতিক স্পার্ক বা ইলেক্ট্রোরোসিভ প্রক্রিয়াকরণ পদ্ধতি?
নতুন ইলেক্ট্রোফিজিক্যাল প্রসেসিং পদ্ধতিকে বৈদ্যুতিক স্পার্ক বলা হয়েছিল, এবং ইলেক্ট্রোরোসিভ নয়, এর আবিষ্কারক লাজারেঙ্কো, বরিস রোমানোভিচ লাজারেনকো এবং নাটাল্যা ইওসাফোভনা লাজারেনকো, বিংশ শতাব্দীর 30-এর দশকের শেষের দিকে। লাজারেনকোর আবিষ্কার সম্পর্কে প্রথম প্রকাশনাগুলিতে (1943), এবং বরিস রোমানোভিচ লাজারেনকো (1947) এর ডক্টরাল গবেষণাপত্রে, "বৈদ্যুতিক স্পার্ক পদ্ধতি" শব্দটি ব্যবহার করা হয়েছিল। এই প্রযুক্তির সাথে সম্পর্কিত "বৈদ্যুতিক ক্ষয়" শব্দটি 50 এর দশকে আবির্ভূত হয়েছিল, বরং সেই সময়ে সমস্যাগুলির সাথে মোকাবিলাকারী বিভিন্ন গোষ্ঠীর "আদর্শগত দ্বন্দ্ব" এর ফলস্বরূপ। নতুন প্রযুক্তি. বিশ্বের প্রথম ওয়্যার-কাটিং মেশিনের স্রষ্টা (1954), বরিস ইভানোভিচ স্ট্যাভিটস্কি, লাজারেনকোর একজন ছাত্র, তার সমস্ত কাজে প্রযুক্তি এবং প্রক্রিয়া এবং পদ্ধতি উভয়ের ক্ষেত্রেই "বৈদ্যুতিক স্পার্ক" এবং "বৈদ্যুতিক স্পার্ক" শব্দগুলি ব্যবহার করেছেন। প্রক্রিয়াকরণ
কিছু লোক মনে করে যে "বৈদ্যুতিক স্পার্ক" মেশিনিং শব্দটি "বৈদ্যুতিক স্রাব" এর চেয়ে প্রক্রিয়াটির নামের সাথে ভাল খাপ খায়। একটি বৈদ্যুতিক স্পার্ক একটি সরঞ্জাম যা প্রক্রিয়াকরণ প্রক্রিয়ার সময় কাজ করে, বৈদ্যুতিক ক্ষয় হল ফলাফল, বৈদ্যুতিক স্পার্ক নিষ্কাশনের প্রভাবে ধাতুর ধ্বংস। যদি একই যুক্তি অনুসারে প্রক্রিয়াকরণকে "বৈদ্যুতিক ক্ষয়" বলা হয়, আমরা অন্যান্য প্রক্রিয়াগুলিকে বলি, তাহলে ড্রিলিংকে, উদাহরণস্বরূপ, "হোলিং" বলা হবে। যাই হোক না কেন, "বৈদ্যুতিক ক্ষয়" শব্দটি আরও প্রতিষ্ঠিত এবং অফিসিয়াল। উৎপাদনে, বৈদ্যুতিক স্পার্ক (বৈদ্যুতিক স্রাব) মেশিনিংকে কখনও কখনও "ক্ষয়কারী", "বৈদ্যুতিক পালস" বলা হয়; সমন্বয়-ভেদকারী বৈদ্যুতিক স্পার্ক (বৈদ্যুতিক স্রাব) মেশিনিংকে প্রায়শই "বার্নিং" বলা হয়। কিছু লোক "বৈদ্যুতিক স্রাব মেশিন", "বৈদ্যুতিক স্রাব মেশিন", "বৈদ্যুতিক স্রাব মেশিন", "বৈদ্যুতিক ডিসচার্জ মেশিন", ইত্যাদি হিসাবে সঠিক শব্দগুলি বিবেচনা করে, তবে শব্দটির সাধারণভাবে গৃহীত ব্যবহার হল "বৈদ্যুতিক স্রাব মেশিনিং", "বৈদ্যুতিক স্রাব মেশিন"।
এখানে একই নামগুলিকে বিভিন্ন পরিভাষায় ডাকা হবে:
বৈদ্যুতিক স্রাব মেশিনিং (ED মেশিনিং)
বৈদ্যুতিক স্রাব মেশিনিং
বৈদ্যুতিক স্পার্ক মেশিনিং (ইডি মেশিনিং)
তড়িৎক্ষয়
বৈদ্যুতিক স্রাব মেশিন (ESM)
ইডিএম মেশিন
বৈদ্যুতিক স্পার্ক মেশিন (EIS)
বৈদ্যুতিক ক্ষয় প্রযুক্তি (EE প্রযুক্তি)
ইলেক্ট্রোরোশন প্রযুক্তি
বৈদ্যুতিক স্পার্ক প্রযুক্তি (EI প্রযুক্তি)
ইলেক্ট্রোরোসিভ স্থানাঙ্ক ভেদন মেশিন
ইলেক্ট্রোরোসিভ স্থানাঙ্ক ভেদন মেশিন
ইলেক্ট্রোরোসিভ বার্নিং মেশিন
বৈদ্যুতিক স্পার্ক সমন্বয় ভেদন মেশিন
ইলেক্ট্রোরোসিভ তারের কাটার মেশিন
EDM তারের কাটার মেশিন
বৈদ্যুতিক স্পার্ক তারের কাটার মেশিন
ইলেক্ট্রোরোসিভ "সুপার ড্রিল"
ইলেক্ট্রোরোসিভ "সুপার ড্রিল"
বৈদ্যুতিক স্পার্ক "সুপার ড্রিল"
যন্ত্রাংশের বৈদ্যুতিক স্রাব মেশিনের জন্য পরিষেবা, বৈদ্যুতিক স্রাব মেশিনের মেরামত এবং সমন্বয়
যন্ত্রাংশের বৈদ্যুতিক ক্ষয় যন্ত্রের পরিষেবা, বৈদ্যুতিক ক্ষয় যন্ত্রের মেরামত এবং সমন্বয়
যন্ত্রাংশের বৈদ্যুতিক স্পার্ক প্রক্রিয়াকরণ, বৈদ্যুতিক স্পার্ক মেশিনের মেরামত এবং সমন্বয়ের জন্য পরিষেবা
মস্কোতে ধাতু এবং ধাতুর বৈদ্যুতিক স্রাব মেশিনিং একটি পরিষেবা যা আমাদের প্ল্যান্ট তার গ্রাহকদের প্রদান করে। আমরা সব আছে প্রয়োজনীয় সরঞ্জাম, যা যোগ্য বিশেষজ্ঞদের দ্বারা কর্মরত। আমরা উচ্চ মানের এবং সময়মতো সমস্ত অর্ডার সম্পূর্ণ করি।
লেজারের কাটিং
উইকিপিডিয়া থেকে উপাদান - মুক্ত বিশ্বকোষ
বর্তমান সংস্করণ.
ইস্পাত শীট লেজার কাটিয়া.
একটি উপাদান কাটা এবং নেস্টিং প্রযুক্তি যা একটি উচ্চ শক্তির লেজার ব্যবহার করে এবং সাধারণত শিল্প উত্পাদন লাইনে ব্যবহৃত হয়। একটি ফোকাসড লেজার রশ্মি, সাধারণত একটি কম্পিউটার দ্বারা নিয়ন্ত্রিত, শক্তির উচ্চ ঘনত্ব প্রদান করে এবং এটির থার্মোফিজিক্যাল বৈশিষ্ট্য নির্বিশেষে প্রায় যেকোনো উপাদান কাটা সম্ভব করে তোলে। কাটার প্রক্রিয়া চলাকালীন, লেজার রশ্মির প্রভাবে, কাটা এলাকার উপাদান গলে যায়, জ্বলে, বাষ্পীভূত হয় বা গ্যাসের স্রোতে উড়িয়ে দেয়। এই ক্ষেত্রে, একটি ন্যূনতম তাপ-আক্রান্ত জোন সঙ্গে সংকীর্ণ কাটা প্রাপ্ত করা সম্ভব। লেজার কাটিং প্রক্রিয়াজাত করা উপাদানের উপর যান্ত্রিক প্রভাবের অনুপস্থিতি দ্বারা চিহ্নিত করা হয়; কাটার প্রক্রিয়া চলাকালীন অস্থায়ী এবং সম্পূর্ণ শীতল হওয়ার পরে অবশিষ্ট উভয় ক্ষেত্রেই ন্যূনতম বিকৃতি ঘটে। ফলস্বরূপ, লেজার কাটিং, এমনকি সহজেই বিকৃতযোগ্য এবং অ-অনমনীয় ওয়ার্কপিস এবং অংশগুলি উচ্চ মাত্রার নির্ভুলতার সাথে করা যেতে পারে। লেজার বিকিরণের উচ্চ শক্তির জন্য ধন্যবাদ, উচ্চ মানের কাটিয়া পৃষ্ঠের সাথে সমন্বয়ে উচ্চ প্রক্রিয়া উত্পাদনশীলতা নিশ্চিত করা হয়। লেজার বিকিরণ সহজ এবং তুলনামূলকভাবে সহজ নিয়ন্ত্রণ প্রক্রিয়া অটোমেশন একটি উচ্চ ডিগ্রী সঙ্গে সমতল এবং ত্রিমাত্রিক অংশ এবং workpieces জটিল কনট্যুর বরাবর লেজার কাটিয়া অনুমতি দেয়.
প্রক্রিয়া
জন্য লেজারের কাটিংধাতু, সলিড-স্টেটের উপর ভিত্তি করে প্রযুক্তিগত ইনস্টলেশন এবং গ্যাস CO2 লেজারগুলি অবিচ্ছিন্ন এবং নাড়ি-পর্যায়ক্রমিক বিকিরণ মোডে কাজ করে। শিল্প অ্যাপ্লিকেশনগ্যাস লেজার কাটা প্রতি বছর বৃদ্ধি পাচ্ছে, কিন্তু এই প্রক্রিয়াটি সম্পূর্ণরূপে ধাতু পৃথক করার ঐতিহ্যগত পদ্ধতি প্রতিস্থাপন করতে পারে না। উত্পাদনে ব্যবহৃত অনেক ইনস্টলেশনের তুলনায়, লেজার কাটিয়া সরঞ্জামের খরচ এখনও বেশ বেশি, যদিও সম্প্রতি এটি হ্রাস করার প্রবণতা দেখা দিয়েছে। এই ক্ষেত্রে, লেজার কাটার প্রক্রিয়াটি তখনই কার্যকর হয় যখন প্রয়োগের ক্ষেত্রের একটি ন্যায্য এবং যুক্তিসঙ্গত পছন্দ থাকে, যখন ঐতিহ্যগত পদ্ধতির ব্যবহার শ্রম-নিবিড় বা সম্পূর্ণ অসম্ভব।
লেজার কাটিং একটি লেজার রশ্মি দিয়ে শীট ধাতুর মাধ্যমে পোড়ানো হয়। এই প্রযুক্তির একটি সংখ্যা আছে সুস্পষ্ট সুবিধাঅন্যান্য কাটিয়া পদ্ধতির আগে:
যান্ত্রিক যোগাযোগের অনুপস্থিতি ভঙ্গুর এবং বিকৃত পদার্থের প্রক্রিয়াকরণের অনুমতি দেয়;
হার্ড অ্যালয় দিয়ে তৈরি উপাদানগুলি প্রক্রিয়া করা যেতে পারে;
পণ্যের ছোট ব্যাচ উত্পাদন করার সময়, এর জন্য ব্যয়বহুল ছাঁচ বা ঢালাই ছাঁচ তৈরি করার চেয়ে উপাদানটি লেজারে কাটা বেশি সমীচীন;
উপাদানটি স্বয়ংক্রিয়ভাবে কাটার জন্য, যে কোনও অঙ্কন প্রোগ্রামে একটি অঙ্কন ফাইল প্রস্তুত করা এবং ফাইলটিকে ইনস্টলেশনের কম্পিউটারে স্থানান্তর করা যথেষ্ট, যা খুব কম পরিমাণের ত্রুটিগুলি সহ্য করবে;
সাহিত্য
S. A. Astapchik, V. S. Golubev, A. G. Maklakov লেজার প্রযুক্তি যান্ত্রিক প্রকৌশল এবং ধাতব কাজে। - বেলারুশিয়ান বিজ্ঞান। - আইএসবিএন 978-985-08-0920-9
Cherpakov B.I., Alperovich T.A. ধাতু কাটার মেশিন। - আইএসবিএন 5-7695-1141-9
কলিন ই. ওয়েব, জুলিয়ান ডি.সি. জোন্স হ্যান্ডবুক অফ লেজার টেকনোলজি এবং অ্যাপ্লিকেশন বই 1. - IOP. - আইএসবিএন 0-7503-0960-1
কলিন ই. ওয়েব, জুলিয়ান ডি.সি. জোন্স হ্যান্ডবুক অফ লেজার টেকনোলজি এবং অ্যাপ্লিকেশন বই 2. - IOP. - আইএসবিএন 0-7503-0963-6
উইলিয়াম এম স্টিন লেজার উপাদান প্রক্রিয়াকরণ. - ২য় সংস্করণ। - গ্রেট ব্রিটেন: স্প্রিংগার-ভারলাগ। - আইএসবিএন 3-540-76174-8
একটি ধাতু পণ্য একটি নির্দিষ্ট আকৃতি এবং আকার দিতে, আপনি ব্যবহার করতে পারেন ভিন্ন পথবাঁক
তবে কখনও কখনও এই জাতীয় প্রক্রিয়াকরণের জন্য মানের প্রয়োজনীয়তার জন্য ধাতুর উপর প্রভাবের ক্ষেত্রে বর্ধিত শক্তি প্রয়োজন। এই শেষ হার্ডওয়্যারইলেক্ট্রোইরোসিভ পদ্ধতি দ্বারা প্রক্রিয়া করা হয়।
অংশগুলির পছন্দসই আকৃতি এবং পরামিতিগুলি প্রাপ্ত করার পাশাপাশি, এটি আপনাকে প্রাপ্ত করার অনুমতি দেয় গর্ত মাধ্যমে, workpieces মধ্যে recesses এবং grooves আকারে আকৃতির grooves. ধাতুর বৈদ্যুতিক স্রাব মেশিন ব্যবহার করে এটি উত্পাদন করা সম্ভব বিভিন্ন ধরনেরসরঞ্জাম যার জন্য শক্তি প্রয়োজনীয়তা বৃদ্ধি করা হয়।
বৈদ্যুতিক ক্ষয় হল বৈদ্যুতিক স্রাবের সংস্পর্শে আসার কারণে একটি ধাতুর গঠন এবং আকৃতির পরিবর্তন। ইলেক্ট্রোডগুলির মধ্যে ভোল্টেজ তৈরি হলে এটি ঘটে। তাদের মধ্যে একটি একটি ধাতব পণ্য, এবং দ্বিতীয়টি একটি কার্যকরী ইলেক্ট্রোড।
যদি ইলেক্ট্রোডের মধ্য দিয়ে কারেন্ট প্রবাহিত হয়, তবে তাদের মধ্যবর্তী স্থানের কারণে একটি ভোল্টেজ দেখা দেবে বৈদ্যুতিক ক্ষেত্র. যখন ইলেক্ট্রোডগুলির মধ্যে দূরত্ব একটি গুরুত্বপূর্ণ মানের কাছে পৌঁছায়, তখন একটি স্রাব ঘটবে, যা বিদ্যুতের পরিবাহী চ্যানেল হিসাবে পরিবেশন করবে।
স্রাব শক্তি বাড়ানোর জন্য, ইলেক্ট্রোডগুলি একটি তরলে স্থাপন করা হয় যা একটি অস্তরক, যার জন্য বিভিন্ন খনিজ তেল বা কেরোসিন ব্যবহার করা হয়। গঠিত চ্যানেলের মধ্য দিয়ে প্রবাহিত কারেন্ট ডাইইলেকট্রিক তরলকে উত্তপ্ত করে, এটিকে ফোঁড়াতে নিয়ে আসে এবং পরবর্তীতে বাষ্পীভবন এবং গ্যাসের বুদবুদ তৈরি হয়। এই বুদ্বুদের ভিতরে একটি শক্তিশালী স্রাব ঘটে, যার সাথে ইলেকট্রন এবং আয়ন প্রবাহিত হয়।
ইলেক্ট্রোড বোমাবর্ষণ করে, তারা একটি প্লাজমা প্রবাহ তৈরি করে। ফলস্বরূপ, স্রাব অঞ্চলে তাপমাত্রা 10,000-12,000 °C পর্যন্ত বৃদ্ধি পায় এবং একটি গর্তের আকারে একটি ক্ষয় বিষণ্নতা তৈরির সাথে সাথে সাথে ধাতুটি গলে যায়। গলে যাওয়ার একটি উল্লেখযোগ্য অংশ বাষ্পীভূত হয় এবং এটি ঠান্ডা হওয়ার পরে গর্তে থাকা ধাতুর পৃষ্ঠে একটি স্তর অবশিষ্ট থাকে, যার রচনাটি মূল ধাতুর সংমিশ্রণ থেকে পৃথক।
চিত্রটি (নীচের) একটি ক্রেটার দেখায় যা বৈদ্যুতিক স্পন্দনের সংস্পর্শে আসে, যেখানে: 1 হল গর্তের আয়তন, 2 হল সংকর স্তর, 3 হল ক্রেটার পুঁতি, 4 হল ধাতব অংশ৷
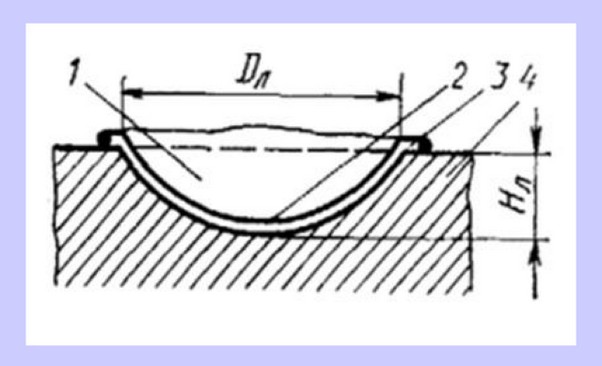
পৃষ্ঠ স্তরের সংমিশ্রণে কেবল বাষ্পীভূত তরলের উপাদানই নয়, লোহার কার্বাইড গঠনের সাথে কার্বনের সাথে ধাতুকে পরিপূর্ণ করে, তবে কার্যকারী ইলেক্ট্রোডের গলিত ধাতুর উপাদানগুলিও রয়েছে।
এই ধরনের বৈদ্যুতিক স্রাব প্রক্রিয়াকরণের ফলে, প্রভাবের বিন্দুতে ইস্পাত ওয়ার্কপিসগুলি ক্রোমিয়াম, টাইটানিয়াম, টংস্টেন এবং অন্যান্য উপাদানগুলির সাথে মিশ্রিত করা যেতে পারে। এই ধরনের অ্যালোয়িং বৈদ্যুতিক স্রাব মেশিনিং সাইটে ধাতব ওয়ার্কপিসের পৃষ্ঠকে উল্লেখযোগ্যভাবে শক্তিশালী করে।
বৈদ্যুতিক স্রাব কাটা
সবচেয়ে জনপ্রিয় হল ধাতুর বৈদ্যুতিক স্রাব কাটা। এর সারমর্ম হল স্পার্ক ইলেকট্রিক ডিসচার্জের একটি ধাতব ওয়ার্কপিসের উপর প্রভাব যখন ইলেক্ট্রোডগুলিতে একটি স্পন্দিত কারেন্ট প্রবাহিত হয়, যখন সেগুলি যতটা সম্ভব কাছাকাছি আনা হয় এবং একটি অস্তরক তরল মাধ্যমে থাকে।
এইভাবে, বৈদ্যুতিক স্রাব কাটার জন্য, পুরো কাটিয়া প্রক্রিয়া জুড়ে এটি নিশ্চিত করা প্রয়োজন:
- ডাল আকারে ইলেক্ট্রোডগুলিতে ভোল্টেজ সরবরাহ করা;
- পর্যায়ক্রমে ইলেক্ট্রোডগুলির মধ্যে দূরত্বকে একটি সমালোচনামূলক আকারে হ্রাস করুন;
- একটি তরল মাধ্যম (কেরোসিন বা তেল) এর উপস্থিতি নিশ্চিত করুন।
যদি থেকে এই ধরনের শর্ত প্রদান করা হয় ধাতু অংশডিসচার্জ আর্কের ক্রিয়া থেকে উদ্ভূত উচ্চ তাপমাত্রার প্রভাবের অধীনে, কণাগুলি ছিটকে যায়, যা পরে অস্তরক তরল দ্বারা ধুয়ে ফেলা হয়। ডাইলেকট্রিক ধাতব কণাগুলির পচনের জন্য একটি অনুঘটক হিসাবেও কাজ করে, কারণ এটি উচ্চ তাপমাত্রায় বাষ্পীভূত হয়।
যেহেতু একটি একক স্রাব অবশ্যই স্বল্প-মেয়াদী স্পার্কের আকারে পর্যায়ক্রমে ঘটতে হবে, উদ্দেশ্যযুক্ত কনট্যুর বরাবর ওয়ার্কপিস কাটার জন্য, একটি নির্দিষ্ট অপারেটিং মোড অবশ্যই পালন করা উচিত। দুটি প্রক্রিয়াকরণ মোড আছে: বৈদ্যুতিক স্পার্ক এবং বৈদ্যুতিক পালস টাইপ।
বৈদ্যুতিক স্পার্ক মেশিনিং
বৈদ্যুতিক স্পার্ক প্রক্রিয়াকরণ মোডে, ওয়ার্কপিসগুলি একটি অস্তরক তরলের মাধ্যমে স্পার্ক আকারে সংঘটিত স্বল্পমেয়াদী স্রাব ব্যবহার করে প্রক্রিয়া করা হয়।
এই মোডে, নিম্নলিখিত পালস সরবরাহ স্কিম পরিলক্ষিত হয়:
- প্রসেস করা ওয়ার্কপিসটি ধনাত্মক চার্জ সহ একটি অ্যানোড হিসাবে কাজ করে, যার দিকে কার্যকরী ইলেক্ট্রোড থেকে ইলেকট্রনের প্রবাহ ছুটে আসে।
- অংশের ধাতব আয়ন কর্মক্ষম ইলেক্ট্রোডে কাজ করে। এটি ভেঙে পড়া থেকে রোধ করতে, 10-3 সেকেন্ডের জন্য পালস ভোল্টেজ ব্যবহার করা হয়।
ইলেক্ট্রোপালস চিকিত্সা
বৈদ্যুতিক পালস মোডে, ওয়ার্কপিসটি নেতিবাচক পালস সহ ক্যাথোড হিসাবে কাজ করে, যা এক সেকেন্ডের ভগ্নাংশের জন্য স্থায়ী হয়। একটি চাপ স্রাব তৈরি করা হয়, অংশের দিকে আয়নগুলির প্রবাহকে নির্দেশ করে। এই মোডটি একটি উচ্চ ধাতু অপসারণের হার প্রদান করে, তবে ধাতু প্রক্রিয়াকরণের পরিচ্ছন্নতা বৈদ্যুতিক স্পার্ক মোডের চেয়ে খারাপ।
বৈদ্যুতিক স্রাব কাটা স্পার্ক স্রাব ব্যবহার করে, যা ডাল দ্বারা সরবরাহ করা হয় বিদ্যুত্প্রবাহজেনারেটর দ্বারা উত্পন্ন বিশেষ মেশিন, এই ধরনের প্রক্রিয়াকরণের উদ্দেশ্যে।
বৈদ্যুতিক স্রাব মেশিন

একটি সরলীকৃত উপায়ে, একটি বৈদ্যুতিক ক্ষয় যন্ত্রের কাজ এইভাবে কাজ করে:
- একটি স্পন্দিত কারেন্ট অংশ এবং মলিবডেনাম তারের ইলেক্ট্রোডে সরবরাহ করা হয়। টংস্টেন, পিতল, তামা এবং অন্যান্য ধাতুও ব্যবহার করা যেতে পারে।
- একই সাথে ইলেক্ট্রোডে স্পন্দিত কারেন্ট সরবরাহের সাথে, অংশটি সিএনসি মেশিনের গাইড ব্যবহার করে পছন্দসই দিকে চলে যায়।
- ফলস্বরূপ স্পার্ক ডিসচার্জ ডালগুলি কাটা জায়গায় ধাতুর জায়গাটি পুড়িয়ে ফেলে।
- গলিত ধাতু কুল্যান্ট দ্বারা দূরে ধুয়ে ফেলা হয়।
- অপারেশন চলাকালীন, একটি বিশেষ ড্রামে তারের ক্ষতের যুগপত আন্দোলন নিশ্চিত করা হয়।
ইলেক্ট্রোরোসিভ সরঞ্জাম অন্তর্ভুক্ত:
- যে মেশিনে অপারেশন করা হয়;
- ভোল্টেজ জেনারেটর পালস মোড প্রদান;
- অস্তরক তরল সরবরাহ এবং এটি পরিষ্কার করার জন্য ডিভাইস;
- কর্মক্ষেত্র থেকে গঠিত গ্যাস পাম্প করার সিস্টেম।
মেশিন নিজেই গঠিত:
- একটি ফ্রেমের আকারে ঘাঁটি;
- টেবিলের উপর রাখা স্নান;
- টাকু মাথা;
- প্রক্রিয়া নিয়ন্ত্রণের জন্য দূরবর্তী নিয়ন্ত্রণ;
- অংশে আবেগ সরবরাহ নিশ্চিত করার জন্য সিস্টেম;
- স্বয়ংক্রিয় প্রক্রিয়া নিয়ন্ত্রণ ব্যবস্থা।
এমন মেশিন আছে যেগুলোর ডিজাইনে কিছু পার্থক্য থাকতে পারে। উদাহরণস্বরূপ, তাদের একটি পৃথক ডিভাইস হিসাবে একটি পরিষ্কার ব্যবস্থা থাকতে পারে।
পালস জেনারেটর হল প্রধান মেশিনের পাশে অবস্থিত পৃথক ইউনিট। বিভিন্ন ধরণের ডিভাইস রয়েছে যেখানে জেনারেটরটি মেশিনে তৈরি করা হয়।
বেশ অনেক আছে বিভিন্ন উপায়ে, ধাতুর আকার, আকৃতি, গুণমান পরিবর্তন করতে ব্যবহৃত হয়। কিছু উল্লেখযোগ্যভাবে পৃষ্ঠের গুণমান উন্নত করতে পারে এবং সাইজিং প্রক্রিয়ার গতি বাড়াতে পারে। বৈদ্যুতিক ডিসচার্জ মেশিনিং হল আকৃতি, আকার, রুক্ষতা সূচক এবং পৃষ্ঠের বৈশিষ্ট্যগুলি পরিবর্তন করার একটি পদ্ধতি, যা একটি ইলেক্ট্রোড টুল ব্যবহার করার সময় ওয়ার্কপিসে বৈদ্যুতিক স্রাবের প্রভাবে গঠিত।
প্রযুক্তি বেসিক
বৈদ্যুতিক স্রাব যন্ত্রের বৈশিষ্ট্যগুলির মধ্যে নিম্নলিখিতগুলি অন্তর্ভুক্ত রয়েছে:
- ইলেক্ট্রোডগুলির একটি হল ওয়ার্কপিস, অন্যটি হল ইলেক্ট্রোড-টুল।
- স্রাবটি পর্যায়ক্রমে প্রয়োগ করা হয়, সংক্ষিপ্ত ডালের আকারে, যেহেতু এই ধরনের প্রভাব ইলেক্ট্রোডগুলির মধ্যে মাঝারিটির বৈদ্যুতিক শক্তিকে পুনরুদ্ধার করতে দেয়।
- ব্যবহৃত যন্ত্র ইলেক্ট্রোডের পরিধান কমানোর জন্য ইউনিপোলার ডাল সরবরাহ করা হয়।
- একটি গুরুত্বপূর্ণ বিষয় হল আবেগ কতক্ষণ স্থায়ী হয়। প্রয়োগ করা নাড়ির সংক্ষিপ্ত সময়ের সাথে, অ্যানোডের পরিধান উল্লেখযোগ্যভাবে বৃদ্ধি পায়। যাইহোক, একটি দীর্ঘ নাড়ি সময়কাল সঙ্গে, ক্যাথোড পরিধান উল্লেখযোগ্যভাবে বৃদ্ধি পায়।
প্রায়শই অনুশীলনে, বিকল্পের ইতিবাচক এবং নেতিবাচক প্লাসের সাথে সংযোগ করার পদ্ধতি ব্যবহার করা হয়।

পদ্ধতির শ্রেণীবিভাগ
বিদ্যমান নিম্নলিখিত পদ্ধতিওয়ার্কপিসের বৈদ্যুতিক স্রাব মেশিনিং:
- সম্মিলিত পদ্ধতি - একযোগে প্রভাবের বিভিন্ন পদ্ধতির ব্যবহার জড়িত। কিছু সরঞ্জাম আপনাকে যান্ত্রিক এবং বৈদ্যুতিক স্রাব মেশিনিং একত্রিত করতে দেয়। এই পদ্ধতিটি সম্প্রতি বেশ জনপ্রিয় হয়েছে, কারণ এটি উচ্চ ফলাফল অর্জন করা সম্ভব করে তোলে।
- EECHO বা ইলেক্ট্রোইরোসিভ রাসায়নিক নাকাল প্রভাবের একটি পদ্ধতি যা কারেন্ট এবং ইলেক্ট্রোলাইট সরবরাহের পদ্ধতিকে একত্রিত করে। পদ্ধতিটি বেশ জনপ্রিয়; এটি আপনাকে পৃষ্ঠের গুণমান উন্নত করতে এবং ওয়ার্কপিসের আকৃতি পরিবর্তন করতে দেয়।
- বৈদ্যুতিক বর্তমান সরবরাহের সাথে ঘষিয়া তুলিয়া ফেলিতে সক্ষম আপনি রুক্ষতা পরিবর্তন করার জন্য workpiece প্রভাবিত করতে পারবেন। এই ক্ষেত্রে, সরঞ্জাম শুধুমাত্র একটি নির্দিষ্ট রুক্ষতা প্রাপ্ত করার উদ্দেশ্যে করা হয়.
- অ্যানোডিক-যান্ত্রিক প্রভাব এই সত্য দ্বারা নির্ধারিত হয় যে প্রক্রিয়াটি একটি তরল মাধ্যমে ঘটে। এই ক্ষেত্রে, কারেন্ট প্রয়োগ করার পরে, একটি ফিল্ম পৃষ্ঠে উপস্থিত হয়, যা পরবর্তীতে যান্ত্রিকভাবে সরানো হয়।
- বৈদ্যুতিক চিকিত্সা দ্বারা ইলেক্ট্রোরোসিভ হার্ডনিং এই বৈশিষ্ট্য দ্বারা চিহ্নিত করা হয় যে ব্যবহৃত সরঞ্জামগুলি পৃষ্ঠ স্তরের শক্তি উল্লেখযোগ্যভাবে বৃদ্ধি করতে পারে। পদ্ধতিটি খুব বেশি সময় নেয় না এবং এটি সম্পাদন করা সহজ।
- ভলিউমেট্রিক অনুলিপি - এই ক্ষেত্রে সরঞ্জামগুলিতে একটি নির্দিষ্ট আকৃতি এবং আকারের একটি সরঞ্জাম রয়েছে, যা কারেন্ট প্রয়োগ করার সময় ওয়ার্কপিসে প্রতিফলিত হয়।
- সেলাই - পদ্ধতি বৈদ্যুতিক প্রভাব, যেখানে একটি নির্দিষ্ট ব্যাস এবং আকৃতির একটি গর্ত গঠিত হয়।
- নির্দিষ্ট তথ্য প্রয়োগ করে চিহ্নিত করা হয় যা দীর্ঘ সময়ের জন্য থাকে। এই চিহ্নিতকরণ কার্যকর করা সহজ এবং কম ব্যয়বহুল।
- বৈদ্যুতিক স্রাব কাটা প্রায়ই বাহিত হয়। এটি ভিন্ন যে এই পদ্ধতিটি ব্যবহার করে কাটার মাধ্যমে উচ্চ-নির্ভুলতা মাত্রা পাওয়া সম্ভব।
- স্যান্ডিংও প্রায়শই করা হয়।
উপরের পয়েন্টগুলি নির্ধারণ করে যে ধাতুগুলির বৈদ্যুতিক স্রাব মেশিনিং সবচেয়ে উপযুক্ত বৈশিষ্ট্যগুলির সাথে একটি ওয়ার্কপিস প্রাপ্ত করা সম্ভব করে তোলে।
বৈদ্যুতিক স্রাব বৈশিষ্ট্য
বৈদ্যুতিক স্রাব কিভাবে প্রয়োগ করা হয় তার উপর অনেক কিছু নির্ভর করে। বৈদ্যুতিক স্পার্ক মেশিনিং নিম্নলিখিত পয়েন্ট দ্বারা চিহ্নিত করা যেতে পারে:
- প্রথম পর্যায়ে বৈদ্যুতিক ভাঙ্গন নিয়ে গঠিত। এর ফলে স্পার্ক স্রাব ঘটে।
- পরবর্তী পর্যায়ে একটি চাপ স্রাবের ঘটনা, যা একটি আরো গুরুতর প্রভাব আছে।
উপরের পয়েন্টগুলি নির্ধারণ করে যে অনেক জেনারেটর একটি মাল্টি-স্টেজ স্রাব উত্পাদন করতে সক্ষম। এই পদ্ধতি উল্লেখযোগ্যভাবে প্রাপ্ত ফলাফলের গুণমান উন্নত করতে পারে।
নাড়ির সময়কাল এবং ফ্রিকোয়েন্সি পৃষ্ঠের উপর প্রয়োগ করা উচিত এমন প্রভাব দ্বারা নির্ধারিত হয়। একটি নাড়ির সময়কাল 0.1 ... 10 −7 সেকেন্ডের মধ্যে হতে পারে। এছাড়াও একটি গুরুত্বপূর্ণ সূচক হল ফ্রিকোয়েন্সি 5 kHz থেকে 0.5 MHz পর্যন্ত। এটি লক্ষ করা উচিত যে বৈদ্যুতিক ক্ষয় সর্বনিম্ন রুক্ষতার সাথে পৃষ্ঠের গুণমান অর্জন করা সম্ভব করে: নাড়ির সময়কাল যত কম, সূচক তত কম। ওয়ার্কপিসের ক্ষেত্রফল কতটা কারেন্ট ব্যবহার করা হয় তা নির্ধারণ করে। উদাহরণস্বরূপ, 3,600 বর্গ মিলিমিটার এলাকা সহ, বর্তমান রেটিং হল 100 A।
বিবেচনাধীন পদ্ধতির সুবিধা
বিবেচনাধীন পদ্ধতির সুবিধার মধ্যে নিম্নলিখিত বিষয়গুলি অন্তর্ভুক্ত রয়েছে:
- ব্যবহৃত টুল, যা একটি ইলেক্ট্রোড হিসাবে কাজ করে, কোন আকৃতি থাকতে পারে। এই বিন্দু নির্ধারণ করে যে বন্ধ চ্যানেল গঠন করা যেতে পারে। যান্ত্রিক ধাতু অপসারণের ক্ষেত্রে কি আকারগুলি অর্জন করা যেতে পারে তার অনেক সীমাবদ্ধতা রয়েছে।
- workpiece কোনো পরিবাহী উপাদান দ্বারা প্রতিনিধিত্ব করা যেতে পারে। যাইহোক, আমরা লক্ষ্য করি যে উচ্চ প্রতিরোধের সাথে উপকরণ ব্যবহার করা যাবে না। উচ্চ দরপ্রতিরোধের পৃষ্ঠের গরম বাড়ে.
- প্রশ্নবিদ্ধ প্রক্রিয়া সম্পূর্ণ স্বয়ংক্রিয়। এই বিন্দু নির্ধারণ করে যে বিবাহের দিকে পরিচালিত একটি মানবিক কারণের সম্ভাবনা বাদ দেওয়া হয়।
- ফলস্বরূপ মাত্রার নির্ভুলতা এবং রুক্ষতার ডিগ্রি খুব বেশি। এটি লক্ষ্য করা গুরুত্বপূর্ণ যে আকার, আকার, রুক্ষতা এবং অন্যান্য সূচকগুলির উচ্চ নির্ভুলতা পাওয়া সম্ভব।
বৈদ্যুতিক ডিসচার্জ মেশিনিং - আধুনিক পদ্ধতিউত্পাদন, যা প্রতি বছর ক্রমবর্ধমান জনপ্রিয় হয়ে উঠছে। সম্প্রতি, বেশ কিছু সরঞ্জাম তৈরি করা হয়েছে যা বৈদ্যুতিক স্রাবের প্রভাব তৈরি করতে পারে।
ত্রুটি
কিছু কিছু অসুবিধা রয়েছে যা বৈদ্যুতিক স্রাব মেশিনের ব্যাপক ব্যবহারের অসম্ভবতা নির্ধারণ করে। প্রধান অসুবিধা কি কি?
- খারাপ করা. পৃষ্ঠের আকৃতি বা আকার বা গুণমান পরিবর্তন করতে, একটি বৈদ্যুতিক স্রাবের একটি মোটামুটি দীর্ঘায়িত এক্সপোজার প্রয়োজন। বেশিরভাগ সরঞ্জামের নিম্নলিখিত কর্মক্ষমতা সূচক রয়েছে: এক মিনিটে 10 মিলিমিটার।
- উচ্চ শক্তি খরচ মানে যন্ত্রাংশ প্রাপ্তির খরচ অনেক বেশি। বিদ্যুৎ শক্তির সবচেয়ে ব্যয়বহুল উৎস এবং অনেক শিল্পে ব্যবহৃত হয়।
- প্রক্রিয়াটির জটিলতা নির্ধারণ করে যে শুধুমাত্র একজন পেশাদার সরঞ্জাম পরিচালনা করতে পারে।
- যেখানে সরঞ্জাম ইনস্টল করা হয় তার জন্য নির্দিষ্ট প্রয়োজনীয়তা রয়েছে। এটা প্রযুক্তির সঙ্গে বর্তমান সরবরাহ জড়িত যে বিবেচনা মূল্য অনেক শক্তিশালীবর্তমান এবং ভোল্টেজ।
উপসংহারে, আমরা লক্ষ্য করি যে বৈদ্যুতিক স্রাব মেশিনিং সম্প্রতি বিভিন্ন শিল্পে একটি উপাদানের কর্মক্ষমতা বৈশিষ্ট্য পরিবর্তন করতে ব্যবহৃত হয়েছে। নির্দিষ্ট এক্সপোজারের সাথে, আপনি স্ক্র্যাচ, আঙুলের ছাপ ইত্যাদির জন্য পৃষ্ঠের প্রতিরোধ ক্ষমতা বাড়াতে পারেন।
আপনি যদি একটি ত্রুটি খুঁজে পান, দয়া করে পাঠ্যের একটি অংশ হাইলাইট করুন এবং ক্লিক করুন৷ Ctrl+Enter.
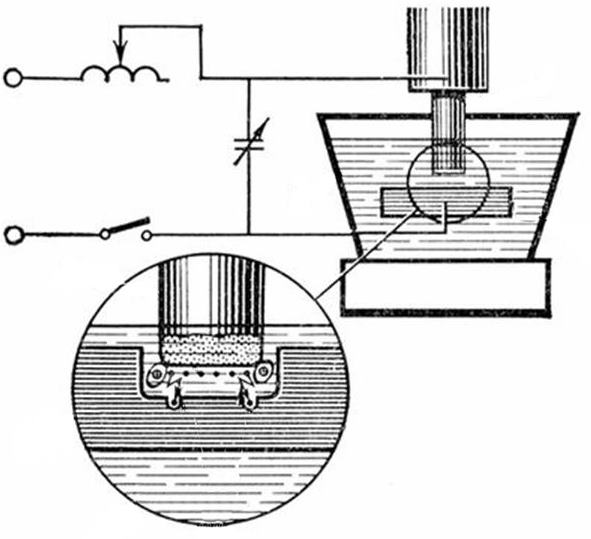
একটি প্রোফাইলড গহ্বরের EEO। বিপরীত পোলারিটি সহ চালু করা হচ্ছে। 1 - ওয়ার্কপিস প্রক্রিয়া করা হচ্ছে, 2 - ফাঁকে নিষ্কাশন করা হচ্ছে, 3 - ইলেক্ট্রোড-টুল, 4 - প্রক্রিয়া বর্তমান পালস জেনারেটর।
একটি ইলেক্ট্রোরোসিভ কপি এবং ব্রোচিং মেশিনে ওয়ার্কপিস প্রক্রিয়াকরণ। ওয়ার্কপিসটি কাজের তরল দিয়ে ভরা একটি ওয়ার্কিং বাথের মধ্যে রয়েছে।
বৈদ্যুতিক স্রাব মেশিনিং(abbr. EEO) - প্রক্রিয়াকরণ যার মধ্যে একটি বৈদ্যুতিক পরিবাহী ওয়ার্কপিসের আকৃতি, আকার, রুক্ষতা এবং পৃষ্ঠের বৈশিষ্ট্যগুলি ওয়ার্কপিস এবং ইলেক্ট্রোড-টুলের মধ্যে বৈদ্যুতিক স্রাবের প্রভাবে পরিবর্তন করা জড়িত।
একটি ইলেক্ট্রোড হল ওয়ার্কপিস প্রক্রিয়াজাত করা হচ্ছে, অন্যটি হল ইলেক্ট্রোড টুল। ডিসচার্জগুলি পর্যায়ক্রমে সঞ্চালিত হয়, স্পন্দিত হয়, যাতে ইলেক্ট্রোডগুলির মধ্যে মাধ্যমটি তার বৈদ্যুতিক শক্তি পুনরুদ্ধার করে। টুল ইলেক্ট্রোডের পরিধান কমাতে, প্রসেস কারেন্টের ইউনিপোলার ডাল সরবরাহ করা হয়। মেরুতা নাড়ির সময়কালের উপর নির্ভর করে, যেহেতু সংক্ষিপ্ত নাড়ির সময়কালের সাথে, অ্যানোডের ক্ষয় (পরিধান) প্রাধান্য পায় এবং দীর্ঘ নাড়ির সময়কালের সাথে ক্যাথোডের ক্ষয় (পরিধান) প্রাধান্য পায়। অনুশীলনে, ইউনিপোলার ডাল সরবরাহের উভয় পদ্ধতিই ব্যবহৃত হয়: পালস জেনারেটরের ধনাত্মক মেরুতে ওয়ার্কপিসকে সংযুক্ত করে (তথাকথিত সরাসরি পোলারিটি সংযোগ), এবং ওয়ার্কপিসটিকে নেতিবাচক মেরুতে সংযুক্ত করে (তথাকথিত বিপরীত পোলারিটি) সংযোগ)।
EEE এর প্রকারভেদ
- সম্মিলিত বৈদ্যুতিক স্রাব মেশিনিং - অন্যান্য ধরনের প্রক্রিয়াকরণের সাথে একযোগে সঞ্চালিত হয়
- ইলেকট্রিক্যাল ডিসচার্জ মেশিনিং (EDCM) হল একটি সম্মিলিত বৈদ্যুতিক ডিসচার্জ মেশিনিং যা ইলেক্ট্রোলাইটে ওয়ার্কপিস উপাদানের ইলেক্ট্রোকেমিক্যাল দ্রবীভূতকরণের সাথে একযোগে সম্পাদিত হয়।
- ইলেক্ট্রোরোসিভ অ্যাব্রেসিভ মেশিনিং - ধাতুর বৈদ্যুতিক ক্ষয়কারী ধ্বংস ব্যবহার করে ঘষিয়া তুলিয়া ফেলা যন্ত্র
- অ্যানোডিক-মেকানিক্যাল ট্রিটমেন্ট হল একটি তরল মাধ্যমের একটি ইলেক্ট্রোকেমিক্যাল চিকিত্সা, যেখানে ওয়ার্কপিস ইলেক্ট্রোডের উপাদান বৈদ্যুতিক প্রবাহের প্রভাবে দ্রবীভূত হয় এবং চিকিত্সা করা পৃষ্ঠে অক্সাইড ফিল্ম তৈরি হয় এবং যান্ত্রিক ক্রিয়া দ্বারা তাদের অপসারণ করা হয়।
বৈদ্যুতিক স্রাব মেশিনিং দ্বারা অনুষঙ্গী হতে পারে
- বৈদ্যুতিক ডিসচার্জ হার্ডেনিং হল বৈদ্যুতিক স্রাব মেশিনিং যা ওয়ার্কপিসের পৃষ্ঠ স্তরের শক্তি বৃদ্ধি করে
- বৈদ্যুতিক স্রাব ভলিউমেট্রিক কপি হচ্ছে বৈদ্যুতিক ডিসচার্জ মেশিনিং যাতে ইলেক্ট্রোড-টুলের পৃষ্ঠের আকৃতি ওয়ার্কপিস ইলেক্ট্রোডে প্রদর্শিত হয়
- ইলেকট্রিক্যাল ডিসচার্জ পিয়ার্সিং হল বৈদ্যুতিক ডিসচার্জ মেশিনিং যেখানে ইলেক্ট্রোড-টুল, ইলেক্ট্রোড-ওয়ার্কপিসে প্রবেশ করে, ধ্রুবক ক্রস-সেকশনের একটি গর্ত তৈরি করে।
- ইলেক্ট্রোরোসিভ মার্কিং
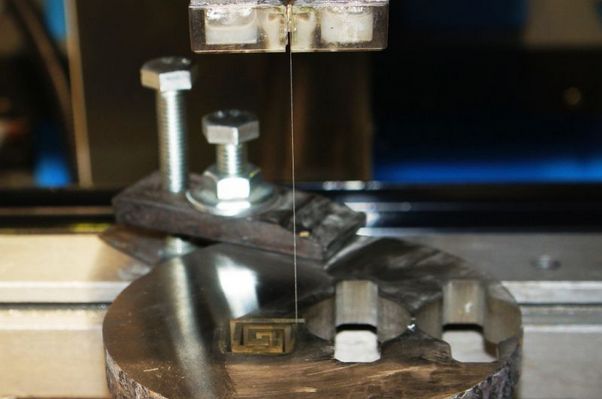
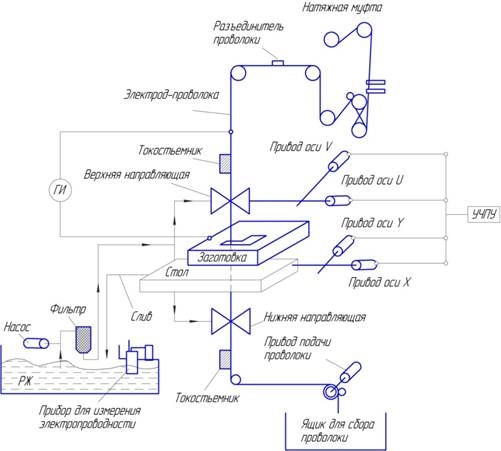
- বৈদ্যুতিক ডিসচার্জ কাটিং হল বৈদ্যুতিক ডিসচার্জ মেশিনিং যেখানে একটি ইলেক্ট্রোড-টুল একটি ক্রমাগত রিওয়াইন্ডিং তারের আকারে, ফিডটি সরানোর সময়, একটি নির্দিষ্ট পথ বরাবর ওয়ার্কপিসকে বাইপাস করে, একটি প্রদত্ত কনট্যুরের একটি পৃষ্ঠ তৈরি করে।
- বৈদ্যুতিক ডিসচার্জ কাটিং হল বৈদ্যুতিক স্রাব মেশিনিং যেখানে ওয়ার্কপিস অংশে বিভক্ত
- ইলেক্ট্রোরোসিভ গ্রাইন্ডিং - ধাতুর ইলেক্ট্রোরোসিভ ধ্বংস ব্যবহার করে নাকাল
- ইলেক্ট্রোরোসিভ ফিনিশিং
- সোজা পোলারিটি EDM
- বিপরীত পোলারিটি EDM
- মাল্টি ইলেক্ট্রোড ক্ষয় মেশিনিং
- মাল্টি-পাথ প্রক্রিয়াকরণ
EDM সময় বৈদ্যুতিক স্রাব বৈশিষ্ট্য
ইলেক্ট্রোডগুলির মধ্যে বৈদ্যুতিক স্রাব বিভিন্ন পর্যায়ে ঘটে: প্রথমত, একটি বৈদ্যুতিক ভাঙ্গন ঘটে, যা স্পার্ক স্রাবের সাথে হতে পারে; তারপর একটি চাপ স্রাব প্রতিষ্ঠিত হয়। অতএব, অনেক জেনারেটর একটি মাল্টি-স্টেজ পালস আকৃতি উত্পাদন করতে সক্ষম।
ডালের ফ্রিকোয়েন্সি এবং তাদের সময়কাল চিকিত্সা করা পৃষ্ঠের প্রযুক্তিগত প্রয়োজনীয়তার উপর ভিত্তি করে নির্বাচন করা হয়। নাড়ির সময়কাল সাধারণত 0.1 .. 10 −7 সেকেন্ডের মধ্যে থাকে, 5 kHz থেকে 0.5 MHz পর্যন্ত ফ্রিকোয়েন্সি। নাড়ির সময়কাল যত কম হবে, ফলিত পৃষ্ঠের রুক্ষতা তত কম হবে। EDM চলাকালীন গড় স্রোত চিকিত্সা করা পৃষ্ঠের ক্ষেত্রফলের উপর নির্ভর করে। 3600 mm² এর ক্ষেত্রফলের সাথে, সর্বোত্তম স্রোত প্রায় 100।
EEE এর বৈশিষ্ট্য
ইলেক্ট্রোড টুলের একটি মোটামুটি নির্বিচারে আকৃতি থাকতে পারে, যা প্রচলিত যন্ত্রের কাছে অ্যাক্সেসযোগ্য বন্ধ চ্যানেলগুলিকে প্রক্রিয়া করা সম্ভব করে তোলে।
কোন পরিবাহী উপাদান EEE অধীন হতে পারে. EEE এর প্রধান অসুবিধা হল কম উৎপাদনশীলতা (ফিডের গতি সাধারণত ~10 মিমি/মিনিট) এবং উচ্চ শক্তি খরচ।
গল্প
রবার্ট বয়েল (1694), বেঞ্জামিন ফ্রাঙ্কলিন (1751), জোসেফ প্রিস্টলি (1766) লিচেনবার্গ জর্জ ক্রিশ্চিয়ান (1777): বৈদ্যুতিক নিঃসরণ এবং তাদের সাথে এর প্রভাব সম্পর্কে প্রথম প্রতিবেদন তৈরি করেছিলেন।
1941 সালে, ডাক্তার বরিস রোমানোভিচ লাজারেনকো এবং নাটালিয়া ইওসিফোভনা লাজারেনকো (মস্কো) স্টেট ইউনিভার্সিটি)কে অটোমোবাইল ইঞ্জিনে ইগনিশন সুইচের পরিষেবা জীবন বাড়ানোর পদ্ধতি খুঁজে বের করার দায়িত্ব দেওয়া হয়েছিল।
টংস্টেন নিয়ে গবেষণা ও পরীক্ষা-নিরীক্ষার ফলস্বরূপ, একটি নির্দিষ্ট বর্তমান আকৃতির ডাল দ্বারা সৃষ্ট বৈদ্যুতিক নিঃসরণ দ্বারা লক্ষ্যবস্তু ধ্বংসের দিকে মনোযোগ আকর্ষণ করা হয়েছিল, যা একটি নতুন সৃষ্টির প্রেরণা হিসাবে কাজ করেছিল। প্রযুক্তিগত প্রক্রিয়াবৈদ্যুতিক ক্ষয় ব্যবহার করে workpieces প্রক্রিয়াকরণ.
1943 সালে, সোভিয়েত বিজ্ঞানীরা - স্বামী-স্ত্রী বরিস রোমানোভিচ লাজারেনকো এবং নাটালিয়া আইওসাফোভনা লাজারেনকো, গঠনের জন্য বায়ুর ফাঁকে স্রাবের বৈদ্যুতিক স্রাবের বৈশিষ্ট্যগুলি ব্যবহার করার প্রস্তাব করেছিলেন (বৈদ্যুতিক স্রাব মেশিনের বৈদ্যুতিক স্পার্ক পদ্ধতি)। আবিষ্কারটি 3 এপ্রিল, 1943 তারিখের কপিরাইট শংসাপত্র নং 70010, ফরাসি পেটেন্ট নং 525414 তারিখ 18 জুন, 1946, যুক্তরাজ্যের পেটেন্ট নং 285822 তারিখ 24 সেপ্টেম্বর, 1946, মার্কিন পেটেন্ট নং 6992718 তারিখে (আগস্ট 19, 1946 তারিখে) পেয়েছে একটি সম্পূর্ণ ভিন্ন তারিখ এবং বিষয়), সুইস পেটেন্ট নং 8177 তারিখ 14 জুলাই, 1946, সুইডিশ পেটেন্ট নং 9992/46 তারিখ 1 নভেম্বর, 1946 আরও দেখুন
মন্তব্য
লিঙ্ক
- GOST 25331-82 বৈদ্যুতিক স্রাব মেশিনিং। শর্তাবলী এবং সংজ্ঞা
- নেমিলভ ই.এফ.পদার্থের ইলেক্ট্রোরোসিভ প্রক্রিয়াকরণ। - এল.: মেকানিক্যাল ইঞ্জিনিয়ারিং, 1983।*










দুঃখ দুশ্চিন্তা এবং হতাশার জন্য দুআ
বৌদ্ধধর্ম: ধর্মের বুনিয়াদি, পৃথিবীতে কত বৌদ্ধ আছে
বাধ্যতামূলক প্রার্থনা: বৈশিষ্ট্য এবং পুরুষদের দ্বারা কর্মক্ষমতা ক্রম
জন্ম তারিখ অনুসারে ড্রুইড রাশিফল: ব্যাখ্যা এবং বৈশিষ্ট্য
অরেগানো কি: আশ্চর্যজনকভাবে স্বাস্থ্যকর সিজনিং সম্পর্কে সব!