Предназначен для обработки отверстий с расположением осей размеры между которыми заданы в прямоугольной системе координат.
Наряду с расточкой на станке принеобхлдимости, могут выполняться сверление, легкое (чистовое) фрезерование, разметка и проверка линейных размеров, в частности межцентровых расстояний.
Применяя постовляемые со станком поворотные столы и другие принадлежности, можно, кроме того, производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимноперпендикулярных отверстий и проточку торцовых поверхностей.
Станок пригоден для работы как в инструментальных цехах, так и в производственных цехах для точной обработки деталей без специальной оснастки.
Технические характеристики станка 2А450 это основной показатель пригодности станка к выполнению определенных работ. Для координатно-расточных станков основными характеристиками является:
- размер рабочей поверхности стола
- наибольший диаметр обработки сверления
- наибольший диаметр обработки растачивания
- растояние от торца шпинделя до рабочей поверхности стола
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 2А450. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 2А450
| Наименование параметров | Ед.изм. | Величины |
| Рабочая поверхность стола (ДхШ) | мм | |
| Наибольшее продольное перемещение стола | ||
| Наибольшее поперечное перемещение стола | ||
| Расстояние от торца шпинделя до рабочей поверхности стола | мм | 250...750 |
| Наибольший ход шпинделя | ||
| Вылет шпинделя от стойки | ||
| Пределы чисел оборотов шпинделя (бесступенчато) | об/мин | 50...2000 |
| Пределы подач на один оборот шпинделя | ||
| Наибольший диаметр сверления по стали в сплошном материале | ||
| Наибольший диаметр расточки | ||
| Допустимый вес обрабатываемого изделия при установке на столе станка | ||
| Величина ускоренного перемещения стола и салазок | ||
| Величина перемещения изделия при фрезеровании | ||
| Мощность электродвигателя шпинделя | ||
| Число оборотов двигателя шпинделя | ||
| Габаритные размеры станка | 2670х3305х1266 |
|
| Вес станка |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Паспорт станка 2А450
Данное руководство по эксплуатации "Паспорт станка 2А450 " содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации станка 2А450.
- Назначение станка
- Техническая характеристика станка
- Требования к условиям эксплуатации станка
- Транспортировка станка
- Установка станка и подключение к электрической сети
- Паспорт координатно расточного станка
- Описание кинематической схемы станка
- Подготовка к пуску
- Управление станком
- Оптическая система отсчета координат
- Техника безопастности при работе на станке
Скачать паспорт координатно-расточного станка 2А450 в хорошем качестве можно по ссылке расположенной ниже.
Паспорт станка 2А450, координатно-расточной. Скачать бесплатно.
Кинематическая схема станка 2А450 "

Скачать кинематическую схему координатно-расточного станка 2А450 в хорошем качестве можно по ссылке расположенной ниже.
Кинематическая схема станка 2А450. Скачать бесплатно.
Схема электрическая станка 2А450
Ниже приведен эскиз одной страницы документации "Схема станка 2А450 "

Скачать бесплатно электрическую схему станка 2А450 координатно-расточного в хорошем качестве можно по ссылке расположенной ниже:
Схема электрическая станка 2А450, координатно-расточного. Скачать бесплатно.
Посмотреть еще дополнительную информацию по "Станок 2А450" можно по ссылке расположенной ниже:
Предназначен для обработки отверстий с точным расположением осей, размеры между которыми заданы в прямоугольной системе координат. На станке можно выполнять сверление, легкое (чистовое) фрезерование, разметку и проверку линейных размеров, в частности и межцентровых расстояний. Станок снабжен поворотными столами, что дает возможность производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей.
Координатно-расточной станок 2А450, 2Д450, 2Е450, 2Е450АФ30, 2450 используется для работ в инструментальных цехах (обработка кондукторов и приспособлений) и в производственных цехах для точной обработки деталей без специальной оснастки. Станок оборудован оптическими экранными отсчетными устройствами, позволяющими отсчитывать целую и дробную части координатного размера. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат — 0,004 мм.
Станок 2А450 - одноколонного типа, имеет прямоугольный стол с продольным и поперечным перемещением. Предусмотрено установочное перемещение шпиндельной бабки.
Рабочее и ускоренное перемещение стола в продольном и поперечном направлениях осуществляются электрическими приводами с широким диапазоном регулирования, позволяющими повысить жесткость и производительность станка при фрезеровании.
Точная установка стола на заданную координату производится вручную, маховичком. Станок снабжен устройством цифровой индикации, дающим возможность оператору производить установку координат с дискретностью 0,001 мм.
Вращение шпинделя осуществляется от регулируемого электропривода переменного тока через трехступенчатую коробку скоростей. Подачи шпинделя осуществляются бесступенчато при помощи фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине.
В станке предусмотрены механические зажимы стола, салазок и ручной зажим шпиндельной бабки.
Класс точности станка А по ГОСТ 8—71
Рабочая поверхность стола (длина х ширина), мм 1100x630
Наибольшее перемещение стола, мм:
продольное
поперечное
lO0O
630
Расстояние от торца шпинделя до поверхности стола, мм:
наибольшее
наименьшее
750
250
Расстояние от оси шпинделя до стойки (вылет), мм 710
Наибольший диаметр сверления, мм 30
Наибольший диаметр расточки, мм 250
Наибольший вес обрабатываемого изделия, кг 600
Дискретность установки координат, мм 0,001
Точность установки координат, мм 0,005
Диаметр универсального новоротного стола, мм 440
Диаметр горизонтального поворотного стола, мм 600
Конус отверстия шпинделя (специальный) 5°
Наибольший конус инструмента Морзе № А
Наибольшее перемещение шпинделя, мм 250
Наибольшее перемещение шпиндельной бабки, мм 250
Пределы чисел оборотов шпинделя в минуту 50-2000
Пределы подач шпинделя, мм/об. 0,03-0,16
Скорость перемещения стола, мм/мин рабочая (при фрезеровании) :
рабочая (при фрезеровании)
ускоренная
Габарит станка, включая ход стола и салазок (длина х ширина х высота), мм
Вес станка (без электрошкафа и принадлежностей), кг
20..315
1200
2670 х 3305 х 2660
7300
Модификации
- 2450, 2Л450А - 1100 х 630 координатно-расточный станок с оптической системой отсчёта координат по осям X и Y
- 2А450АФ10, 2Д450АФ10 - координатно-расточный станок с устройством цифровой индикации по осям X и Y (УЦИ). Режим электронного маховика.
- 2Д450АФ11-01, 2Л450АФ11-01 - координатно-расточный станок с устройством цифровой индикации по осям X, Y и Z и предварительным набором координат по осям X и Y. Предусмотрен следящий режим позиционирования и режим электронного маховика с дискретностью перемещения стола 0,001 и 0,01мм.
- 2Л450А, 2Л450АФ11-015, 2Л450АФ4-02 - координатно-расточный станок с универсальным поворотно-делительным столом с диаметром планшайбы 400 мм.
- 2Е450АФ30 - координатно-расточный станок с устройством числового управления (ЧПУ) с возможностью задания программы обработки в диалоговом режиме по осям X и Y и цифровой индикацией координат по оси Z.
- 2450А, 2Д450, 2Д450А, 2Е450А - 1120 х 630 координатно-расточный станок с оптической системой отсчёта координат по осям X и Y
- 2450АФ1, 2Д450АФ1, 2Е450АФ1 - координатно-расточный станок с устройством цифровой индикации (УЦИ)
- 2450АФ2, 2Д450АМФ2, 2Е450АМФ4, 2Л450АФ4-02 - координатно-расточный станок с устройством числового управления (ЧПУ)
- 2Е450АФ4, 2Е450АМФ4 - координатно-расточный станок с устройством числового управления (ЧПУ) с контурной обработкой по осям X, Y и Z. Графический монитор позволяет производить отладку программ без движения по осям. Программы обработки деталей могут быть подготовлены в диалоговом режиме стандартными текстовыми файлами или автоматизированными системами.
Производитель станка Московский завод координатно-расточных станков МЗКРС и Куйбышевский завод координатно-расточных станков (Куйбышевское станкостроительное объединение). Свою историю Куйбышевский завод координатно-расточных станков ведет с 1963 года, когда была введена первая очередь этого предприятия. Молодой коллектив завода в короткие сроки освоил производство станков высокой точности и уже в 1966 году выпустил их несколько сотен.
Завод прекратил свое существование в 1991 году, и на его производственных площадях открылось несколько станкостроительных предприятий, которые продолжают выпускать координатно-расточные станки, занимаются их ремонтом и модернизацией. Завод координатно-расточных станков «Стан-Самара» ЗАО, Самарское НПП координатно-расточных станков, ЗАО, «Станкосервис» ООО и др.
Координатно-расточной станок 2А450 предназначен для обработки отверстий с точным расположением осей, размеры между которыми заданы в прямоугольной системе координат. На станке можно выполнять сверление, легкое (чистовое) фрезерование, разметку и проверку линейных размеров, в частности и межцентровых расстоянийний. Станок оборудован оптическими экранными отсчетными устройствами, позволяющими отсчитывать целую и дробную части координатного размера.
Станок 2А450 снабжен поворотными столами, что дает возможность производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат— 0,004 мм. Станок используется для работ в инструментальных цехах (обработка кондукторов и приспособлений) и в производственных цехах для точной обработки деталей без специальной оснастки.
Класс точности станка А по ГОСТ 8—71.
Завод-изготовитель
Московский завод координатно-расточных станков МЗКРС и Куйбышевский завод координатно-расточных станков (Куйбышевское станкостроительное объединение).
Состояние и комплектация
Состояние: состояние механики хорошее, в нерабочем состоянии (выдача неправильных параметров координат на линейках), частично разобран, требует мелкого ремонта (настройки координатных линеек).
Комплектация: неполная — нет ящика с оснасткой и инструментом, есть дополнительные поворотные столы 1 и 2-х координатные (столы поставляются за отдельную плату).
Услуги: по желанию заказчика возможно проведение ремонта и восстановление параметров станка.
Сведения о производителе координатно-расточного станка 2А450
Производитель координатно-расточного станка 2А450 Московский завод координатно-расточных станков «МЗКРС» , основанный в 1942 году и Куйбышевский завод координатно-расточных станков (Куйбышевское станкостроительное объединение).
Свою историю Куйбышевский завод координатно-расточных станков ведет с 1963 года, когда была введена первая очередь этого предприятия. Молодой коллектив завода в короткие сроки освоил производство станков высокой точности и уже в 1966 году выпустил их несколько сотен.
Завод прекратил свое существование в 1991 году, и на его производственных площадях открылось несколько станкостроительных предприятий, которые продолжают выпускать координатно-расточные станки, занимаются их ремонтом и модернизацией: Завод координатно-расточных станков «Стан-Самара» ЗАО ; Самарское НПП координатно-расточных станков, ООО "НПП КРС"; «Станкосервис» ООО и др.
Координатно расточные станки. Общие сведения
Синонимы: координатно-расточный станок, координатно-расточной станок, jig boring machine.
Координатно-расточные станки предназначены для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий (в пределах 0,005 - 0,001 мм), без применения приспособлений для направления инструмента.
На этих станках можно производить растачивание, сверление, зенкерование и развертывание отверстий, чистовое фрезерование торцов, измерение и контроль деталей, а также разметочные работы.
Станки могут применяться для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий. Наряду с растачиванием на станках могут выполняться разметка и проверка линейных размеров, в частности межцентровых расстояний. Применяя поставляемые со станком поворотные столы и другие принадлежности, можно, кроме того, обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимноперпендикулярные отверстия и протачивать торцовые поверхности.
Координатно-расточные станки предназначаются для обработки отверстий с точным расположением их осей без применения разметки. Точность расположения отверстий достигается на этих станках в пределах 0,005-0,001 мм. На этих станках можно производить сверление, развертывание, зенкерование, растачивание отверстий и фрезерование поверхностей (фрезерование выполняется редко). Координатно-расточные станки используются также для измерения и контроля деталей, для точных разметочных работ.
Координатно-расточные станки чаще применяются в инструментальных и экспериментальных цехах.
Координатно-расточные станки бывают одно- и двухстоечные.
Одностоечные станки имеют крестовый стол, предназначенный для перемещения заготовки в двух взаимно перпендикулярных направлениях.
Двухстоечные станки имеют стол, находящийся на направляющих станины. Стол перемещает установленную на него заготовку только в направлении координаты х. С обеих сторон станины расположены стойки, на них помещена поперечина, на направляющих которой находится шпиндельная бабка. При движении шпиндельной бабки по направляющим поперечины ось шпинделя перемещается относительно установленного на столе изделия в направлении второй координаты у. Для подъема или опускания шпиндельной бабки поперечину перемещают вверх или вниз по направляющим стоек. Во всех типах координатно-расточных станков обработка отверстий производится с вертикальной подачей шпинделя при неподвижно закрепленных шпиндельной бабке и столе.
Для обеспечения получения более точного расстояния между центрами отверстий координатно-расточные станки должны быть установлены в отдельных помещениях, в которых всегда необходимо поддерживать постоянную температуру +20° С с отклонением не более чем ±1°.
Измерение расстояния между осями отверстий можно осуществить при помощи:
- жестких и регулируемых концевых мер, применяемых в сочетании с индикаторными устройствами
- точных ходовых винтов с лимбами и нониусами
- точных масштабов в сочетании с оптическими приборами
- индуктивных проходных винтовых датчиков
По первому способу измеряют набором концевых мер и штихмасом . Они располагаются между подвижным упором, установленным на столе, и штифтом индикатора, установленного на неподвижной стойке.
По второму способу измеряют с помощью точно изготовленных ходовых винтов , которые предназначены для перемещения стола и других частей. Величину перемещения отсчитывают лимбом с нониусом. Для устранения ошибок ходового винта очень часто применяют коррекционные линейки, которые через рычажную систему производят дополнительное перемещение стола.
Отсчет измерения по третьему способу производится по очень точному масштабу, наблюдаемому через микроскоп . Масштабом служит зеркальный стальной вал с нанесенной на его поверхности винтовой тонкой риской с шагом t = 2 мм или в виде плоской зеркальной шкалы. Преимуществом этого способа измерения является отсутствие износа зеркального вала или зеркальной шкалы, которые не используются для передвижения стола.
Четвертый способ измерения с применением индуктивных винтовых проходных датчиков обеспечивает возможность дистанционного менее утомительного наблюдения стрелки и шкалы электроиндикатора.
2А450 Станок координатно-расточный одностоечный. Назначение и область применения
Координатно-расточный станок 2А450 предназначен для обработки отверстий с точным расположением осей, размеры между которыми заданы в прямоугольной системе координат.
На станке можно выполнять сверление, легкое (чистовое) фрезерование, разметку и проверку линейных размеров, в частности и межцентровых расстояний. Станок снабжен поворотными столами, что дает возможность производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей.
Станок используется для работ в инструментальных цехах (обработка кондукторов и приспособлений) и в производственных цехах для точной обработки деталей без специальной оснастки.
Координатно-расточный станок 2А450 имеет ту особенность, что на нем можно производить предварительный набор координат во время обработки предыдущего отверстия; это значительно сокращает вспомогательное время.
Станок оснащен оптической измерительной системой координат: оцифрованные риски стеклянной штриховой линейки проектируются на неподвижный растр, при помощи которого можно непосредственно, в одном месте, отсчитывать все десятичные знаки устанавливаемой координаты.
На станке можно сверлить отверстия диаметром до 40 мм, размечать точные шаблоны, проверять линейные размеры и межцентровые расстояния. Можно также выполнять на нем мелкие фрезерные работы.
Станок используется в инструментальных, машиностроительных и приборостроительных цехах для обработки заготовок деталей как единичного, так и серийного производства.
Станок оборудован оптическими экранными отсчетными устройствами, позволяющими отсчитывать целую и дробную части координатного размера. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат - 0,004 мм.
Точная установка стола на заданную координату производится вручную, маховичком. Станок снабжен устройством цифровой индикации, дающим возможность оператору производить установку координат с дискретностью 0,001 мм.
Вращение шпинделя осуществляется от регулируемого электропривода переменного тока через трехступенчатую коробку скоростей. Подачи шпинделя осуществляются бесступенчато при помощи фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине.
В станке предусмотрены механические зажимы стола, салазок и ручной зажим шпиндельной бабки.
Класс точности станка А по ГОСТ 8-71.
Модификации координатно-расточного станка 2А450
2450, 2Л450А - 1100 х 630 координатно-расточный станок с оптической системой отсчёта координат по осям X и Y
2А450АФ10, 2Д450АФ10 - координатно-расточный станок с устройством цифровой индикации по осям X и Y (УЦИ). Режим электронного маховика.
2Д450АФ11-01, 2Л450АФ11-01 - координатно-расточный станок с устройством цифровой индикации по осям X, Y и Z и предварительным набором координат по осям X и Y. Предусмотрен следящий режим позиционирования и режим электронного маховика с дискретностью перемещения стола 0,001 и 0,01мм.
2Л450А, 2Л450АФ11-015, 2Л450АФ4-02 - координатно-расточный станок с универсальным поворотно-делительным столом с диаметром планшайбы 400 мм.
2Е450АФ30 - координатно-расточный станок с устройством числового управления (ЧПУ) с возможностью задания программы обработки в диалоговом режиме по осям X и Y и цифровой индикацией координат по оси Z.
2450А, 2Д450, 2Д450А, 2Е450А - 1120 х 630 координатно-расточный станок с оптической системой отсчёта координат по осям X и Y
2450АФ1, 2Д450АФ1, 2Е450АФ1 - координатно-расточный станок с устройством цифровой индикации (УЦИ)
2450АФ2, 2Д450АМФ2, 2Е450АМФ4, 2Л450АФ4-02 - координатно-расточный станок с устройством числового управления (ЧПУ)
2Е450АФ4, 2Е450АМФ4 - координатно-расточный станок с устройством числового управления (ЧПУ) с контурной обработкой по осям X, Y и Z. Графический монитор позволяет производить отладку программ без движения по осям. Программы обработки деталей могут быть подготовлены в диалоговом режиме стандартными текстовыми файлами или автоматизированными системами.
2А450 Габарит рабочего пространства координатно-расточного станка





2А450 Общее устройство и состав координатно-расточного станка
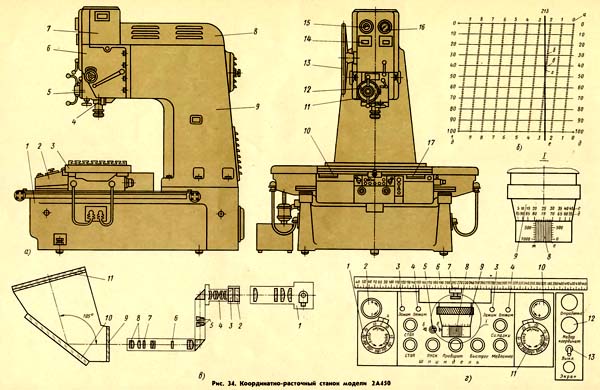
Общий вид и компоновка станка показаны на рис. 34, а.
Станок состоит из следующих основных узлов: станины 1, стойки 9, шпиндельной бабки 5, стола 3, салазок 2. Для точного отсчета перемещений стола и салазок в станке применена оптическая система.
Конструкция и характеристика работы основных узлов координатно-расточного станка 2А450
Станина 1 (рис 34, а) является основанием станка. По ее двум плоским и одной Т-образной (средней) направляющим производится перемещение салазок. Задняя часть станины служит опорной поверхностью для стойки 9.
На стойке 9 помещены: блок 6 направляющих, коробка скоростей 7 и кожух 8 клиноременной передачи. Блок б имеет направляющие для вертикального перемещения и крепления шпиндельной бабки 5. На его верхней части закреплена коробка скоростей 7.
В шпиндельной бабке 5 расположена гильза 4 со шпинделем. Подъем и опускание шпиндельной бабки производится вращением маховика 13.
Стол 3 предназначен для установки на него обрабатываемых заготовок и перемещения их в направлении координаты X, что происходит при движении стола по продольным направляющим салазок.
Салазки 2 служат для перемещения стола и установленной на него заготовки в направлении координаты у при движении салазок по поперечным направляющим станины 1.
Перемещение заготовки в положение, нужное для обработки следующего отверстия, можно производить либо управляя движениями стола и салазок вручную, либо с предварительным набором координат.
Управление движениями стола вручную производится поворотом регулятора 1 (рис. 34, г) из нулевого положения на деление, указывающее скорость перемещения стола (в мм/мин). В момент поворота регулятора происходит отжим стола, при этом гаснет красная лампочка 3 и зажигается зеленая 4. Затем стол перемещается с установленной скоростью в сторону, соответствующую надписи и стрелке. Новое положение стола отсчитывается грубо по шкале линейки 6 и указателю 7.
При приближении стола к нужному положению скорость его движения следует уменьшать поворотом регулятора 1 и затем выключить, поставив нуль шкалы регулятора 1 против неподвижной риски а.
Управление поперечным перемещением салазок производится регулятором 11 и таким же способом, как и управление движениями стола.
Предварительный набор величины перемещения стола и салазок сокращает время для установки их в нужное положение.
Направление движения стола устанавливается переключателем 5 (рис. 34, г). Для движения стола влево переключатель поворачивается влево (в сторону стрелки б). При таком его положении величину перемещения стола влево устанавливают по шкалам: д - лимба 9 и е - нониуса 8.
Для движения стола вправо переключатель 5 поворачивают вправо (в сторону стрелки в). В этом случае величину перемещений стола вправо устанавливают по шкалам: г - лимба 9 и ж - нониуса 8.
Нужная величина перемещения стола набирается вращением лимба 9. За каждый оборот лимба ход стола увеличивается (или уменьшается) на 100 мм. Деления и числа на шкалах е и ж нониуса 8 указывают установленный ход стола в сотых долях миллиметра. Шкалы г, д и деления на лимбе 9 позволяют устанавливать ход стола с точностью до миллиметра, а линии нониуса 8 - с точностью до десятых долей миллиметра. Отсчет устанавливаемого хода стола нужно производить всегда от нулевых делений лимба и нониуса.
Предварительный набор нужного направления и величины хода салазок производится другим переключателем и лимбом, устроенных точно так же, как переключатель 5 и лимб 9, но расположенных на правой стороне салазок.
После предварительной установки направления движения и величин хода стола и салазок можно в любой нужный момент повернуть переключатель 13 (рис. 34, г) в положение «набор координат» и нажимом на кнопку 12 «отработка» включить быстрое перемещение стола и салазок. При этом стол и салазки начнут перемещать с грубой точностью (до 0,1 мм) обрабатываемую заготовку в положение для обработки следующего отверстия. Когда ноль шкалы лимба 9 подойдет к нулю шкалы нониуса 8, стол и салазки остановятся. Точную установку стола и салазок производят по оптическим экранам 10 и 17 (рис. 34, а).
Оптические устройства . Точное измерение величин координатных перемещений стола и салазок производится оптическими устройствами и прецизионными стеклянными линейками. Линейка стола имеет 1000, а линейка салазок 630 делений. Каждое деление равно одному миллиметру.
Оптические устройства стола и салазок одинаковые, поэтому рассмотрим только устройство для точного измерения перемещений стола в продольном направлении (рис. 34, в).
Пучок лучей от лампы 1 через систему линз освещает шкалу линейки 3. С помощью объектива 4, призм, линз и двух оптических клиньев 5 увеличенное в 5 раз изображение штрихов и чисел прецизионной линейки 3 переносится на плоскость растра 7.
На растре выполнен рисунок, необходимый для точного отсчета положения стола. Этот рисунок и спроецированное на него с прецизионной линейки изображение штриха и цифр увеличивается линзами окуляра 8 еще в 25 раз и в таком виде переносится на экран 11. При этом расстояние между штрихами, равное на масштабной линейке 1 мм, проецируется на экран увеличенным в 125 раз, т. е. равным 125 мм.
Стеклянная линейка 2 предохраняет от пыли штрихи и числа, нанесенные на прецизионную масштабную линейку 3. Защитное стекло 9 предохраняет внутреннюю полость экрана 11 от загрязнения. Зеркало 10 направляет изображение растра 7 на экран 11.
Спроецированные на экран рисунок растра 7 и изображение штриха и чисел масштабной линейки 3 позволяют с большой точностью определить перемещение стола от крайнего положения. Величину перемещения стола следует прочесть по экрану (рис.34, 6) последовательно в целых, десятых и тысячных долях миллиметра. Целое число написано над вертикальным штрихом е. Десятые доли миллиметра читаем в ряду, а над наклонной линией б растра, которая пересекается штрихом е.
В двух вертикальных колонках д написаны числа, указывающие тысячные доли миллиметра. По этой шкале нужно найти, какому числу шкалы соответствует точка пересечения штриха е с наклонной линией б растра. Для удобства отсчета руководствуются тем, что горизонтальные линии в служат для отсчета каждых 0,010 мм, а кружки г - для отсчета каждых 0,002 мм. Если штрих е пересекает наклонную линию б между двумя соседними кружками, то к отсчету следует прибавить тысячную долю миллиметра.
Например, на экране появилось изображение, помещенное на рис. 34, б, и по нему можно прочесть величину перемещения стола от крайнего правого положения. Число 213, написанное над штрихом е, указывает целое число в мм (213 мм). Число 2, написанное над той линией б растра, которая пересекается штрихом е, указывает десятые доли миллиметра (0,2 мм).
Тысячные доли миллиметра находим по цифрам вертикальной шкалы д, спроецировав на нее точку пересечения наклонной линии б растра со штрихом е (0,042 мм).
Складывая эти величины, получаем х = 213+0,2+0,042 = 213, 242 мм - расстояние, на которое перемещен стол в направлении координаты х от крайнего правого положения.
Желательно, чтобы при исходном положении стола отсчет по экранам начинался бы с целого числа миллиметров. Это достигается смещением изображения штриха на экране в пределах ±0,5 мм отсчета. Для этого оптические клинья 5 (рис. 34, в) поворачиваются маховиками 2 и 10 (рис. 34, г).
Для повышения точности оптических отсчетов станок снабжен линейками, которые с помощью толкателя и рычажка наклоняют плоскопараллельную пластинку 6 (рис. 34, в). Этим достигается смещение изображения на экране визируемого штриха на величину коррекции.
2А450 Кинематическая схема координатно-расточного станка

Кинематическая схема станка
Кинематическая схема станка показана на рис. 35
Движения в станке : главное движение, вертикальное перемещение шпинделя, продольное перемещение стола, поперечное перемещение салазок, вертикальное перемещение шпиндельной бабки.
Кинематическая цепь привода главного движения . Шпиндель III получает вращение от электродвигателя M1 постоянного тока, частота вращения которого может изменяться в пределах от 700 до 2800 об/мин.
Кроме того, для увеличения диапазона частот вращения можно поворотом маховика 7 включать любую из трех ступеней частот вращения шпинделя III. Маховик 7 поворачивает вал XI и зубчатые колеса z=18, z=18, z=45, 2=33, z=33.
Первое зубчатое колесо z=33 поворачивает вал XII и барабанный кулачок 9, который через рычаги переключает блок Б1 и муфту Мф1, включая одну из следующих трех ступеней частот вращения шпинделя III: 50-200 или 145-575, или 505-2000 об/мин. Эти диапазоны частот поочередно появляются в отверстии указателя 14 (рис. 34, а) при повороте диска 8 (рис. 35).
Изменение передаточного отношения фрикционного вариатора, а, следовательно, и величины вертикальной подачи гильзы шпинделя производится вращением маховика 15. При этом через зубчатые колеса z=18, z=18, z=31, z=25 производится перемещение вверх или вниз винта - тяги XV, который раздвигает или сдвигает конусы 11 вариатора. Устанавливаемая величина подачи указывается на диске 14.
Направление подачи изменяется поворотом рукоятки 10, которая переключает муфту Мф2. При среднем положении рукоятки муфта Мф2 и подача гильзы шпинделя отключены.
Включение подачи производится поворотом сдвоенных рукояток 4 «от себя». При этом конус 5 разводит толкатели, включающие муфту МфЗ, которая передает вращение от червячного колеса z=56 валу IX и реечной шестерне z=15. Для отключения подачи поворотом рукоятки 4 «на себя» разъединяют муфту МфЗ.
Автоматическое отключение подачи при обработке отверстий на заданную глубину производится кулачком 6.
Для установки нужной величины хода сначала шпиндель опускают в положение, при котором инструмент подведен к обрабатываемой поверхности. Затем поворотом рукоятки 12 (рис. 34, а) освобождают лимб 11 от зажима и поворачивают его в положение, при котором деление лимба, указывающее нужную величину хода шпинделя, совпадает с нулевой риской нониуса а. В этом положении лимб закрепляют. При установке нужного хода шпинделя лимб следует поворачивать только против часовой стрелки для того, чтобы устранить люфт в зацеплении шестерен.
После этого перемещением сдвоенных рукояток 4 «от себя» (рис. 35) включают подачу шпинделя. При включенной подаче лимб получает вращение от вала IX через колеса с числами зубьев z=58, 2=35, 2=23 и 2=70. Шпиндель будет опускаться до положения, при котором нуль шкалы лимба совпадет с нулем нониуса а. При этом положении лимба кулачок 6 выведет из зацепления зубчатое колесо г=21, вследствие чего прекратится вращение вала VIII и вертикальная подача шпинделя.
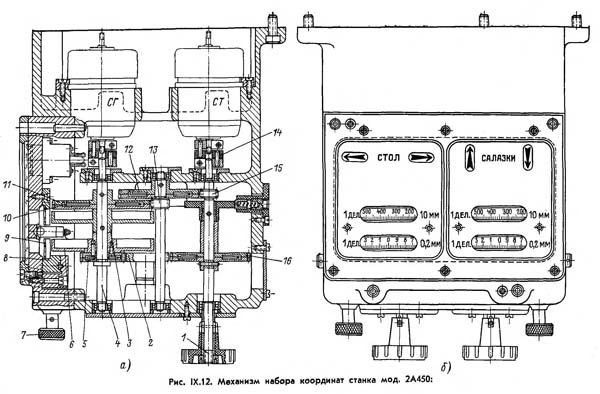

Механизм набора координат (рис. IX.12) представляет собой двухступенчатый редуктор с цилиндрическими зубчатыми передачами 15, 12 и 13, 11, общее передаточное отношение которых:
16/80 · 16/96 = 1/30
Величину очередной координаты устанавливают со сравнительно небольшой точностью на пульте задающего устройства до начала перемещения; эта установка может быть совмещена по времени с обработкой предыдущего отверстия.
Исполнение команды происходит после нажатия кнопки на пульте управления. Заданный размер и точность исполнения обеспечивают перемещение стола или салазок в положение, близкое к окончательному. Дальнейшее перемещение производится вручную с контролем по растру на экране оптического устройства (см. рис. IX.9, а). Механизм набора координат (рис. IX.12) состоит из двух самостоятельных секций, одинаковых по конструкции и управляющих: одна - перемещением стола, вторая - перемещением салазок.
Валик 1 установки размера связан соединительной муфтой 14 с точным сельсином СТ, а валик 4 - с грубым сельсином СГ. На валик 4 свободно посажен лимб 6 отсчета десятых долей миллиметра и закреплен лимб 3 отсчета десятков миллиметров. Лимб 6 связан с лимбом 3 зубчатыми передачами 5 и 2, 2 и 16, 15 и 12, 13 и 11, передаточное отношение которых равно:
i = 42/42 · 42/77 · 16/80 · 16/96 = 1/55
Один оборот точного лимба 6 соответствует перемещению в 40 мм, а половина оборота грубого лимба 3 - перемещению, равному:
1/2 · 40 х 55 = 1100 мм
Зубчатые передачи механизма выполнены так, что в каждой паре большое зубчатое колесо (16, 12 и 11) состоит из двух частей, между которыми помещена спиральная пружина 10, разворачивающая венцы зубчатого колеса в противоположные стороны и выбирающая, таким образом, зазоры в зацеплении.
Чтобы отсчет по лимбам не расходился с отсчетом по точным шкалам, после сдвига изображения штриха оптическим клином 8 (рис. IX.9) необходимо сдвинуть визирную риску отсчетной пластинки 9 (рис. IX.12, с) на ту же величину. Для этого, вращая рукоятку (головку) 7, через пару конических колес перемещают ползушку 8, с которой скреплена пластинка 9. 300
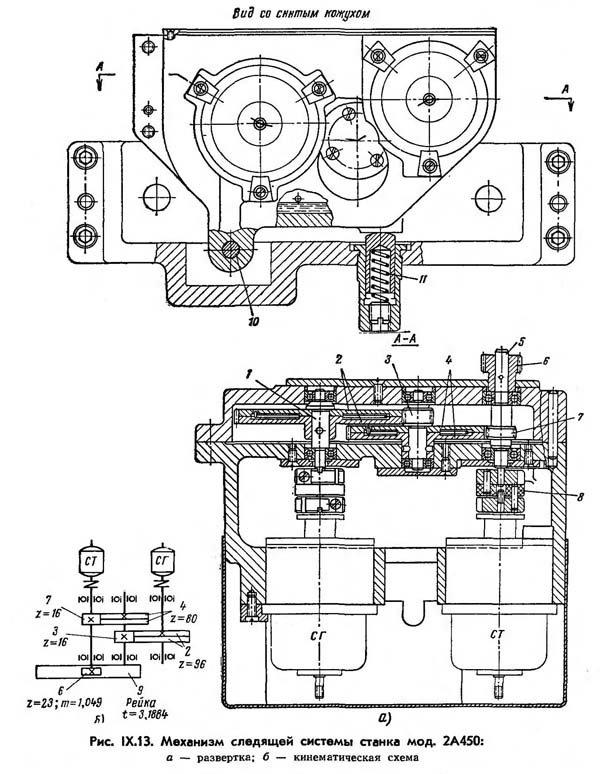
Механизм следящей системы (рис. IX.13) представляет собой двухступенчатый редуктор с цилиндрическими зубчатыми передачами 7 и 4, 3 и 2, имеющими общее передаточное отношение 1: 30. Ведущий валик 5 с одной стороны через реечное колесо 6 соединяется с рейкой 9 стола или салазок, с другой стороны - через соединительную муфту 8 с точным сельсином СТ.
Выходной валик 1 соединен с грубым сельсином СТ. Связь между механизмом набора координат и следящими системами осуществляется электрическим путем. Редуктор следящей системы крепится к салазкам (станине) через шарнирный палец 10 и пружиной 11 прижимает реечное колесо к рейке, выбирая таким образом зазор.
Стол и салазки имеют одну плоскую направляющую и одну призматическую направляющую качения. На нижней и боковых плоскостях стола смонтированы: грубая масштабная линейка, ленты зажима, оптическая масштабная линейка, коррекционная линейка, рейка перемещения стола и рейка следящей системы.
На передней стенке салазок смонтированы экраны продольного и поперечного перемещений, механизм предварительного набора координат и пульт управления станком.
Внутри салазок смонтированы устройства проекционной оптики, редукторы перемещения стола и салазок и редуктор зажима стола. На задней хвостовой части салазок смонтированы электродвигатели перемещения стола и салазок и механизм следящей системы перемещения стола. В крайних положениях стола и салазок происходит автоматическое отключение двигателей их перемещения.
Описанная конструкция станка усовершенствована по сравнению с предыдущей моделью станка 2А450. Разработана новая электрическая схема, позволяющая одновременно перемещать стол и салазки, пересмотрен способ окончательного доведения заданной координаты при предварительном наборе, улучшена оптическая схема, пересмотрен привод вращения шпинделя и способ его бесступенчатого регулирования и внесены некоторые другие усовершенствования.
2А450 Электрическая схема координатно-расточного станка
Принципиальная электрическая схема станка 2А450 без системы управления перемещением стола и салазок
- А - амперметр
- ВВ - выключатель вводной
- ВК - ограничитель хода шпинделя
- 1ВК1, 1ВК2, 2ВК1, 2ВК2 - ограничители хода стола и салазок
- 6ВК - ограничитель хода ползушки
- КЭ - магнитный пускатель включения ЭМУ
- 1К - магнитный пускатель нулевой защиты
- КТ - магнитный пускатель торможения
- КП1 - магнитный пускатель 1-й ступени пуска шпинделя
- КП2 - магнитный пускатель 2-й ступени пуска шпинделя
- КЗШ - магнитный пускатель замедления шпинделя
- 1КЗ и 2КЗ - магнитные пускатели зажима стола и салазок
- 1КО и 2КО - магнитные пускатели отжим стола и салазок
- 1КУ - кнопка общего останова
- 2КУ - кнопка подготовки работы
- ЗКУ - кнопка освещения оптики
- 4КУ - кнопка останова шпинделя
- 5КУ - кнопка пуска шпинделя
- 6КУ - кнопка медленного вращения
- ТКУ, 8КУ - кнопка включения зажима и отжима стола и салазок
- 9КУ - кнопка пуска стола и салазок
- 11КУ, 12КУ - кнопки изменения скорости шпинделя
- 1Л1, 2Л1 - лампы подсветки оптики
- lЛ4, 2Л4 - лампы подсветки лимбов предварительного набора координат
- 4Л, 5Л - лампы подсветки лимбов станка
- 7Л - лампа подсветки линейки салазок
- 1Л2, 1Л3, 2Л2, 2Л3 - лампы сигнализации отжима и зажима стола и салазок
- ЗЛ - лампа сигнализации включения напряжения
- 1Л5, 1Л6 - лампы сигнализации направления движения
- 6Л - лампа микроскопа центроискателя
- ЛО - лампа местного освещения
- ОСД - обмотка синхронного двигателя
- ОВДШ - обмотка возбуждения двигателя ДШ
- РТ - реле тепловые
- РО - реле освещения оптики
- РМВ - реле медленного вращения шпинделя
- 1РВ, 2РВ - реле движения вперед - салазок, вправо - стола
- 1РН, 2РН - реле движения назад - салазок, влево - стола
- 1РБП, 2РБП - реле быстрого перемещения стола и салазок
- 1РЗ, 2РЗ - реле запоминания зажима стола и салазок
- 1РОК, 2РОК - реле отработки координат
- РВО - реле времени освещения оптики
- РВП - реле времени 2-й ступени пуска и торможения шпинделя
- 1РВВ, 2РВВ - реле времени зажима и отжима
- РВД - регулятор возбуждения двигателя ДШ
- 1ТП - трансформатор цепей управления
- 2ТП - трансформатор освещения оптики
- МУ - магнитный усилитель
- 2П - выключатель местного освещения
Электрическая схема станка и системы предварительного набора координат
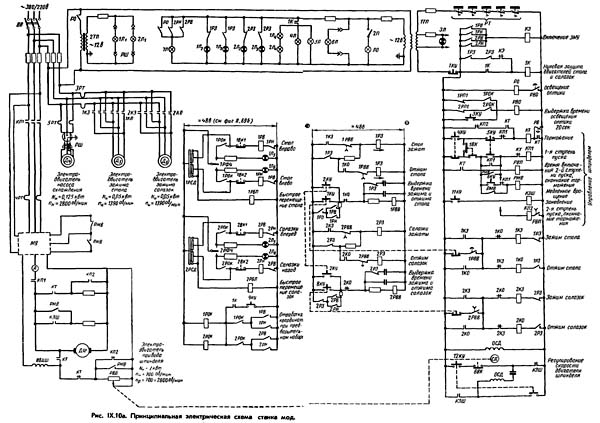
Электрическая схема станка (рис. IX.10 и IX.11) включает в себя электроприводы шпинделя, стола и салазок, механизмов зажима, охлаждения и обеспечивает освещение оптики станка, блокировку и защиту ее агрегатов при различных режимах работы.
Вращение расточного шпинделя, перемещения стола и салазок производятся от двигателей постоянного тока, а зажим стола и салазок и привод насоса охлаждения - от асинхронных электродвигателей. Для питания электродвигателей постоянного тока имеются усилители магнитный и электромашинные.
Электрическая схема обеспечивает включение вращения шпинделя (рис. IX.10, а), его отключение с торможением, бесступенчатое изменение числа оборотов, а также медленное вращение с «ползучей» скоростью.
Пуск шпинделя производится в две ступени при помощи магнитных пускателей и контролируется реле времени. Медленное вращение шпинделя может быть включено лишь после его останова. Нагрузка шпинделя контролируется амперметром. Величина хода шпинделя ограничивается конечным выключателем.
Электроприводы стола и салазок. Электрической схемой станка обеспечиваются следующие режимы работы: предварительный набор координат от постоянной базы; набор координат оператором (без предварительного набора); рабочая подача стола и салазок при фрезеровании и быстрые их перемещения.
Перемещение стола и салазок может происходить одновременно, благодаря наличию двух совершенно одинаковых схем с дублированием аппаратуры.
Требуемый режим работы станка устанавливается переключателями на пульте управления. Система задания координат обеспечивает перемещение стола и салазок на величину, предварительно установленную по лимбам механизма предварительного набора координат (см. рис. IX.12). При этом в зависимости от направления устанавливаемой координаты - «Вправо» или «Влево», «Вперед» или «Назад» - включаются соответствующие реле и загораются сигнальные лампочки.
Система отсчета координат выполнена на основе следящей системы, где в качестве измерителей рассогласования между угловыми положениями исходного (задающего) и конечного звена применены бесконтактные сельсины, работающие в трансформаторном режиме.
- 1 В схемах перед обозначением аппаратов и машин цифра 1, стоящая впереди, означает, что аппарат относится к приводу стола, цифра 2 - к салазкам
- В описании, для упрощения, будут приводиться обозначения, относящиеся только к столу.
2А450 Электрическая схема управления перемещениями стола и салазок станка
![]()
Принципиальная электрическая схема управления перемещениями стола и салазок станка 2а450
- 1ВГ, 2ВГ - выпрямители германиевые
- ВСВ, ВСУ - выпрямители селеновые
- 1EI, 2Е1 - конденсаторы противоколебательной обратной связи
- 1E2, 2Е2 - конденсаторы фильтрации высших гармоник
- 1КО, 2КО - обмотки компенсационные обмотки ЭМУ
- ОВ1Д, ОВ2Д - обмотки возбуждения электродвигателей Д1 и Д2
- OB1T, OB2T - обмотки возбуждения тахогенераторов 1ТГ и 2ТГ
- 10У1, 10У11, 20У1, 20У11 - обмотки управления 1ЭМУ и 2ЭМУ
- 1П - переключатель включения предварительного набора координат
- 5ПП - предохранитель плавкий
- 1РСД, 2РСД - регуляторы скорости стола и салазок
- 1РФЧ, 2РФЧ - реле фазочувствительные
- 1РП1, 2РП1 - реле переключения с грубого сельсина на точный
- 1РТ, 2РТ - реле тепловые
- 1СТО, 2СТО - селеновые столбики ограничения тока
- 1C1, 2C1 - сопротивления торможения
- 1C2, 2С2 - сопротивления противоколебательной обратной связи
- 1C3, 2СЗ - сопротивления защитные
- 1С4, 2С4 - сопротивления регулировочные
- 1С5, 2С5 - сопротивления быстрых перемещений
- 1C5, 2С6 - сопротивления перемещений по точному сельсину
- СЭВ - сопротивления экономическое
- 1СДГ - 1СДТ - сельсины грубого и точного отсчета, задающие перемещения стола
- 2СДГ, 2СДТ - сельсины грубого и точного отсчета, задающие перемещения салазок
- 1СПГ, 1СПТ - сельсины грубого и точного отсчета, контролирующие перемещение стола
- 2СПГ, 2СПТ - сельсины грубого и точного отсчета, контролирующие перемещение салазок
- СИ - стабилизатор напряжения
- 1Т1, 2Т1 - трансформаторы разделительные
- 5Т - трансформатор понижающий
- 1ШКО, 2ШКО - шунты компенсационных обмоток
Следящая система выполнена здесь двухканальной, т. е. имеются два сельсина-датчика и два сельсина-приемника для набора каждой из координат (рис. IX.12, в и IX.13). Однако пара сельсинов (датчик и приемник) включена в систему с передаточным отношением 1: 1 и образует точный отсчет ТО системы, служащий для обеспечения согласования при малых углах рассогласования. Другая пара сельсинов включена в систему через редукторы и образует грубый отсчет ГО, обеспечивающий согласование при больших углах рассогласования. Сельсины ГО имеют только одно устойчивое согласованное положение при угле рассогласования до 180°.
Подавать на вход усилителя напряжения ошибки ТО и ГО одновременно нельзя, так как они будут искажать друг друга и при определенных значениях могут находиться в противофазе. Для исключения возможности этого в схему введен релейный селектор грубого и точного отсчетов, который состоит из выпрямителя ВГ11 (см. рис. IX.10B), поляризованного реле РП и реле РП1.
При больших углах рассогласования управление идет в функции напряжения грубого сельсина СПГ (рис. IX. 10б), а при малых - в функции точного сельсина СПТ. На вход селектора подается напряжение сельсинов грубого отсчета, регулируемое сопротивлением С27 (рис. IХ.10в). При уменьшении этого напряжения реле РП размыкает свои контакты, которые отключают реле РП1. Контакты РП1 отключают сигнал быстрого перемещения и подключают цепь точных сельсинов. При этом на вход фазочувствительного устройства вместо напряжения грубого сельсина будет подаваться напряжение точного сельсина.
Для усиления сигнала ошибки слежения, а также сигнала от стабилизирующих устройств, как по напряжению, так и по мощности до величин, необходимых для работы исполнительного двигателя, применен электронный усилитель 1ЭУ (рис. IX.10б и 11) и электромашинный усилитель 1ЭМУ (рис. IX.106).
На выходе электронного усилителя включены обмотки управления 10У1 и 10УП электромашинного усилителя 1ЭМУ, питающего обмотку якоря электродвигателя Д1 привода стола.
На вход электронного усилителя 1ЭУ при наличии углов рассогласования подается разность напряжения задающего сигнала, снимаемого с обмотки сельсина-датчика 1СДТ или трансформатора 1Т1, и напряжения тахогенератора 1T Г.
При возрастании напряжения задающего сигнала возрастает напряжение на входе 1ЭУ, повышается возбуждение и напряжение 1ЭМУ, вследствие чего число оборотов электродвигателя Д1 увеличивается. При уменьшении задающего сигнала число оборотов электродвигателя Д1 соответственно снижается.
При постоянной величине задающего сигнала, в результате увеличения нагрузки и т. п., число оборотов электродвигателя будет уменьшаться; это снижает напряжение тахогенератора и увеличивает напряжение на входе 1ЭУ, вследствие чего возбуждение ЮМУ и напряжение возрастают, и скорость электродвигателя будет восстановлена.
Так поддерживается постоянная скорость перемещения стола.
Питание обмоток возбуждения электродвигателя Д1 - ОВ1Д и тахогенератора OB1T осуществляется напряжением селенового выпрямителя ВСВ.
Для уменьшения нагрева электродвигателей при их отключении, последовательно с обмотками возбуждения вводится сопротивление СЭВ.
Питание электронных усилителей производится стабилизированным напряжением.
Для значительного увеличения скорости двигателя Д1 последовательно с обмоткой возбуждения тахогенератора включается сопротивление 1С5, а для некоторого увеличения скорости при работе от точного сельсина сопротивление 1С6.
Направление перемещения стола или салазок при работе с предварительным набором координат определяется знаком угла рассогласования, т. е. направлением поворота роторов задающих сельсинов 1СДТ, 1СДГ. При повороте оператором этих сельсинов на их обмотках возникает напряжение рассогласования, которое поступает на вход фазочувствительного блока (рис. IX.10B).
В зависимости от положения реле РП и РП1 то или другое напряжение подается на сетку лампы 6Н2П. Анодная цепь лампы 6Н2П питается стабилизированным напряжением переменного тока. При включении на ее сетки различного характера напряжений рассогласования (совпадающего по фазе с напряжением анодной цепи или сдвинутого на 180°) замыкается тот или другой контакт фазочувствительного реле 1РФЧ (рис. IX.10, б, в). Реле 1РВЧ подготавливает цепь катушки реле 1РВ (рис. IX.10, б) для осуществления движения стола вправо или цепь катушки реле 1РН - влево.
Направление движения указывается лампами сигнализации. Электрической схемой предусмотрена возможность включения электродвигателей стола и салазок лишь после того, как они будут отжаты. Зажим и отжим происходят при нажатии кнопки на пульте управления.
При помощи устройства для предварительного набора координат отсчет перемещений при установке координат задается с точностью до 0,1 мм. Отработка производится в точку, лежащую в пределах 0,5 мм до заданной координаты. Точная же установка требует ручного перемещения с контролем по экранам.
При ручном управлении приводом перемещения стола и салазок оператор пользуется регулятором 1РСД (рис. IX.10, б). Для быстрого перемещения стола регулятор 1РСД ставят в крайнее положение, что приводит к уменьшению напряжения тахогенератора, а следовательно, и к увеличению скорости вращения электродвигателя Д1. В крайних положениях ход стола ограничивается конечными выключателями.
2А450 Схема фазочувсвительного блока и электронного усилителя

Схема фазочувствительного блока
- ТРФ - разделительный трансформатор
- C21, С22 - сопротивления сеточные
- С23, С24 - сопротивления делителя
- С25 - сопротивление балансировочное
- С26 - регулятор чувствительности по входу точного сельсина
- С27 - регулятор чувствительности селектора
- РП - реле селектора
- РП1 - реле размножения сигнала реле селектора
- РФЧ - реле фазочувствительное
- Е10, E11, E12 - конденсаторы фильтрующие
- ЭЛ11 - двойной триод
- ВГП - германиевый выпрямитель селектора
2А450 станок координатно-расточный. Видеоролик.
Технические характеристики координатно-расточного станка 2А450
| Наименование параметра | 2А450 | |
|---|---|---|
| Основные параметры станка | ||
| Рабочая поверхность стола, мм | 1100 х 630 | |
| Наибольшая масса обрабатываемого изделия, кг | 600 | |
| Наибольший диаметр сверления в стали 45, мм | 30 | |
| Наибольший диаметр расточки в стали 45, мм | 250 | |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 250...750 | |
| Наибольшее перемещение стола, мм | 1000 х 630 | |
| Наибольшее вертикальное (ход) перемещение шпинделя (ручное, механическое), мм | 250 | |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм | 250 | |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 710 | |
| Внутренний конус шпинделя | Специальный | |
| Наибольший конус закрепляемого инструмента | Морзе 4 | |
| Закрепление шпиндельной коробки на направляющих | ручное | |
| Предохранение от перегрузки механизма подач | есть | |
| Число Т- образных пазов на столе | 7 | |
| Величина ускоренного перемещения стола, мм/мин | 1200 | |
| Пределы рабочих подач при фрезеровании, мм/мин | 30...200 | |
| Цена деления растровой сетки установки координат, мм | 0,002 | |
| Частота вращения шпинделя (б/с регулирование), об/мин | 50...2000 | |
| Пределы рабочих подач на один оборот шпинделя (б/с регулирование), мм | 0,03...0,16 | |
| Привод | ||
| Количество электродвигателей на станке | 6 | |
| Электродвигатель привода главного движения Мощность, кВт | 4,5 | |
| Электродвигатель привода главного движения, об/мин | 1800 | |
| Привод перемещения стола. Мощность, кВт | 0,245 | |
| Привод перемещения стола, об/мин | 3600 | |
| Привод перемещения салазок. Мощность, кВт | 0,245 | |
| Привод перемещения салазок, об/мин | 3600 | |
Предназначен для обработки отверстий с расположением осей размеры между которыми заданы в прямоугольной системе координат.
Наряду с расточкой на станке принеобхлдимости, могут выполняться сверление, легкое (чистовое) фрезерование, разметка и проверка линейных размеров, в частности межцентровых расстояний.
Применяя постовляемые со станком поворотные столы и другие принадлежности, можно, кроме того, производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимноперпендикулярных отверстий и проточку торцовых поверхностей.
Станок пригоден для работы как в инструментальных цехах, так и в производственных цехах для точной обработки деталей без специальной оснастки.
Технические характеристики станка 2А450 это основной показатель пригодности станка к выполнению определенных работ. Для координатно-расточных станков основными характеристиками является:
- размер рабочей поверхности стола
- наибольший диаметр обработки сверления
- наибольший диаметр обработки растачивания
- растояние от торца шпинделя до рабочей поверхности стола
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 2А450. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 2А450
| Наименование параметров | Ед.изм. | Величины |
| Рабочая поверхность стола (ДхШ) | мм | |
| Наибольшее продольное перемещение стола | ||
| Наибольшее поперечное перемещение стола | ||
| Расстояние от торца шпинделя до рабочей поверхности стола | мм | 250...750 |
| Наибольший ход шпинделя | ||
| Вылет шпинделя от стойки | ||
| Пределы чисел оборотов шпинделя (бесступенчато) | об/мин | 50...2000 |
| Пределы подач на один оборот шпинделя | ||
| Наибольший диаметр сверления по стали в сплошном материале | ||
| Наибольший диаметр расточки | ||
| Допустимый вес обрабатываемого изделия при установке на столе станка | ||
| Величина ускоренного перемещения стола и салазок | ||
| Величина перемещения изделия при фрезеровании | ||
| Мощность электродвигателя шпинделя | ||
| Число оборотов двигателя шпинделя | ||
| Габаритные размеры станка | 2670х3305х1266 |
|
| Вес станка |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Паспорт станка 2А450
Данное руководство по эксплуатации "Паспорт станка 2А450 " содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации станка 2А450.
- Назначение станка
- Техническая характеристика станка
- Требования к условиям эксплуатации станка
- Транспортировка станка
- Установка станка и подключение к электрической сети
- Паспорт координатно расточного станка
- Описание кинематической схемы станка
- Подготовка к пуску
- Управление станком
- Оптическая система отсчета координат
- Техника безопастности при работе на станке
Скачать паспорт координатно-расточного станка 2А450 в хорошем качестве можно по ссылке расположенной ниже.
Паспорт станка 2А450, координатно-расточной. Скачать бесплатно.
Кинематическая схема станка 2А450 "
Скачать кинематическую схему координатно-расточного станка 2А450 в хорошем качестве можно по ссылке расположенной ниже.
Кинематическая схема станка 2А450. Скачать бесплатно.
Схема электрическая станка 2А450
Ниже приведен эскиз одной страницы документации "Схема станка 2А450 "
Скачать бесплатно электрическую схему станка 2А450 координатно-расточного в хорошем качестве можно по ссылке расположенной ниже:
Схема электрическая станка 2А450, координатно-расточного. Скачать бесплатно.
Посмотреть еще дополнительную информацию по "Станок 2А450" можно по ссылке расположенной ниже:









Паланицы (паляницы) - картофельные лепешки - рецепт от бабы Оси
Малоизвестные способы улучшить память и работу мозга Как улучшить работу мозга в пожилом возрасте
Оливье с языком: рецепты
Овощной суп с сосисками в мультиварке
Китайские пельмени: виды и рецепты