Раздел 3. Системы управления технологическим оборудованием
Тема 3.1 Классификация систем управления оборудованием
1. Разновидности систем управления технологическим оборудованием
2. Особенности и характеристики систем управления
3. Структура систем управления оборудованием
1. Управление - это целенаправленное воздействие на какой-либо объект или протекающий процесс с целью качественного или количественного изменения параметров и достижения определенных целей.
Программное обеспечение или программное обеспечение - определение, типы, использование
Это термин, используемый в технической области для определения компьютерных приложений, используемых для управления и контроля любой электронной системы. На английском языке этот термин в общем случае используется для любой компьютерной программы в любой области.
Операционная система - это категория программного обеспечения, которая предоставляет множество основных функций и услуг для пользовательских ИТ-приложений. Операционная система представляет собой пользовательский интерфейс между пользователем и электронной системой, которую он контролирует.
Всякое управление технологическим объектом включает в себя следующие компоненты:
Сбор первичных сведений об управляемом объекте (сведения об изделии, оборудовании и приемах обработки, записанные в УП), вторичных сведений (сведения, полученные во время управления)
Обработку полученных сведений (выполнение необходимых расчетов, анализ данных, проверка условий и т.д.);
Операционная система позволяет записывать и считывать информацию со среды хранения, отправлять и получать информацию через сетевые интерфейсы, получать доступ к прикрепленным видео камерам, печатать документы и т.д. Программное обеспечение - это программное обеспечение, которое требует использования операционной системы. Программное обеспечение не может напрямую обращаться к оборудованию, но только через функции, предоставляемые операционной системой.
§2.4. Формирование файла сверления для отправки на микроконтроллер
Программными приложениями могут быть электронные таблицы или программное обеспечение для редактирования текста, редактирования видео, воспроизведения мультимедиа, просмотра в Интернете, технологии управления технологическими процессами. Условия сайта: Содержание сайта, независимо от того, где он находится на сайте, и независимо от его типа, может использоваться исключительно для личного использования.
Выводы и принятие необходимых решений;
Обеспечение управляющих воздействий.
УЧПУ наиболее полно и эффективно реализует все компоненты автоматического управления. ЧПУ придает технологическому оборудованию гибкость, так как перестройка его на новый вид технологического процесса, изделий сводится к переналадке оборудования и загрузке УЧПУ новыми управляющими программами с перезаписью новых параметров в массивы данных.
Любое использование контента, размещаемого на сайте третьими лицами в целях, отличных от личного использования, может быть сделано только с предварительного письменного согласия сайта. Запрещается копировать, извлекать, воспроизводить, публиковать, передавать, продавать, частично, полностью или изменять содержимое этого сайта или любой его части, сделанной для целей, отличных от личного использования, со следующими исключениями.
Какое программное обеспечение для цифрового дисплея является наиболее подходящим для моего бизнеса?
Разрешено воспроизводить фрагменты статей, опубликованных без разрешения сайта. . Вы собираетесь копаться в мире цифровых дисплеев. Вы знаете о своих преимуществах, и вы намереваетесь их использовать. Следующий шаг - выбрать наиболее часто используемое, ценное и современное программное обеспечение для цифрового дисплея.
Классификация СУТО.
По структуре: одноступенчатая и двухступенчатая.
1. Одноступенчатая - центральный диспетчерский пункт (ЦДП) имеет непосредственные линии связи и каналы телемеханики со всеми объектами и комплексами производства.
2. Двухступенчатая - связь осуществляется через промежуточные пункты (операторские или диспетчерские).
§1.1. Оборудование с числовым программным управлением. Назначения, функции, существующие решения и модели
Увеличение количества цифровой наружной рекламы создает более доступные пользователю возможности программного обеспечения. Вам понадобится оборудование, соответствующее вашим потребностям, в зависимости от выбранного цифрового дисплея. Вкратце, выбранное вами программное обеспечение станет решающим фактором для ваших отчетов для пользователей. Ваше сообщение должно быть эффективным, иначе ваша цифровая рекламная кампания не удастся.
По характеру использования:
1. для оперативного вмешательства в ход процесса;
2. для совершенствования организации управления;
3. для создания новых схем и конструкций, совершенствования машин и комплексов.
По степени централизации:
1. централизованные (характеризуются наличием в системе единого командоаппарата, с помощью которого осуществляется управляющее воздействие на рабочие органы станка, определяющие требуемую последовательность, скорость, подачу, величину перемещений.)
Давайте рассмотрим, какие функции и функции необходимо использовать для работы с цифровым дисплеем, чтобы принять разумное решение о его покупке. Удастся ли вам перевести качественные изображения, фотографии и другой контент на экран? Если вы хотите доставлять контент определенной аудитории в определенный момент времени, поставщик программного обеспечения должен установить возможности планирования клиента в продукте для отображения определенного контента на основе входящих данных.
Если погода холодная или влажная, меню отвечает на нее и предлагает горячий соус чили или кофе. В противном случае, когда поле составляет 30 градусов, в меню может отображаться содержимое прохладных напитков или замороженных сливок. Индивидуальное программное обеспечение для цифрового дисплея может значительно повысить эффективность любой цифровой маркетинговой кампании в соответствии с потребностями клиентов.
Преимущества - компактность, малопротяженность линий связи.
Недостатки - значительные затраты на переоборудование из-за изменения конструкции командоаппарата.
Пример: коленвал токарно-револьверного станка;
2. децентрализованные (характеризуются отсутствием командоаппарата, управляющее воздействие формируется каждым отдельным рабочим органом, с помощью упоров и путевых выключателей). Все операции в таких системах выполняются последовательно.
Те же идеи применяются в розничной торговле. Система также контролирует типы продуктов, которые пользуются спросом в течение сменного сезона. Розничный гигант работает с продажами по погоде и магазинам в ответ на продажи на уровне магазина и местную цифровую рекламу.
Если в конкретном регионе ожидается сильный дождь, предлагаются зонтики. Если ожидается снег, предусмотрены снегоочистители. Если потребности ваших клиентов изменяются как воздух, параметры планирования торговли являются обязательными для программного обеспечения по вашему выбору.
Преимущества - возможность организации управления значительным количеством объектов; исключение последующих сигналов при невыполнении предыдущих, быстрое перерегулирование.
Недостатки - большая протяженность линий связи (увеличение погрешности), из-за регулировки и переустановки упоров значительные затраты времени.
Говорят, что параметры очень важны. В области цифровых дисплеев это истинная правда. Если вы используете отличное программное обеспечение, но сеть, передающая его, слаба, она теряет смысл. Сеть, используемая вашим программным обеспечением, должна предоставлять пользовательские данные без каких-либо неудобств.
Присвоенные данные свидетельствуют о том, что ваш контент был представлен подходящей аудитории в определенное время с конкретными, будущими требованиями к покупке. Мы поговорим об этом позже. Теперь давайте посмотрим на сетевые настройки и презентацию.
Пример: робототехнический комплекс (РТК) следящего привода.
По управлению движением:
1. путевые (управление по положению с помощью путевых выключателей, упоров, кулачков);
2. командные (управление по времени с помощью командоаппаратов и ПМК);
По типу программоносителя: магнитные ленты и диски; перфокарты и перфоленты; ЛВС - локально-вычислительные сети; копиры и шаблоны; кулачки и маховые механизмы.
Почему представление так важно: большинство цифровых объявлений сегодня не используются на больших экранах. Мобильные телефоны становятся неотъемлемой частью нашей идентичности, а цифровые рекламные кампании используют данные с цифровых экранов для смартфонов.
При создании кампании, ориентированной на продукт, она должна добираться до клиентов этих продуктов там, где они есть. Поскольку две трети американцев используют мобильные телефоны, пользователи могут получить доступ в любое время. Не желая получать забастовку на миллиард долларов, трейдер предложил «специальные» сообщения, отправленные клиентам на смартфоны. Клиентам предлагали специальную цену при совершении покупок и вывозе предметов в магазине.
По элементной базе : электрические; механические; гидравлические и пневматические.
2. Задачи СУТО: 1) Обеспечение требуемых действий исполнительных механизмов.
2) Обеспечение заданных режимов.
3) Обеспечение требуемых параметров объекта производства.
4) Выполнение вспомогательных параметров.
Требования.
Однако в 80% случаев товары были в других магазинах. Предлагая варианты доставки из других магазинов, количество продаж значительно возросло. Если вы используете надежную и надежную сеть передачи данных, потребители знают, что их клиентам предлагаются лучшие возможности в нужное время и в нужном месте.
Цифровые дисплеи должны быть не просто самостоятельной маркетинговой кампанией, которая обычно меняет изображения и текст. Тридцать лет назад было нормально создавать цифровые экраны. Есть еще много доступных вариантов. Если вы хотите использовать каналы в социальных сетях, интерактивные медиа или сенсорные экраны, вам необходимо программное обеспечение с расширенными настройками. Очень важна способность программного обеспечения интегрироваться с сторонними поставщиками данных.
1) Обеспечение высокой мобильности.
2) Обеспечение выполнения сложных задач функционирования.
3) Простота конструкции и низкая себестоимость.
4) Возможность дистанционного управления.
5) Возможность саморегулирования.
Команды СУТО.
Технологические - предусмотренные техпроцессом.
Цикловые - изменение параметров, инструмента, СОЖ, реверс.
Представьте себе программное обеспечение, которое позволяет вашим клиентам «ощущать» мощность цифровых дисплеев. Было принято решение использовать датчики, которые реагируют на предстоящий поезд на цифровом дисплее на платформе Стокгольмского метро. Когда поезд приблизился к платформе, датчики на экране были активированы, и изображение цифровой женщины возродилось - ее волосы ослепляли.
Волосы взорваны, и ваш ум реагирует на это. Подумайте о сервисе клиентов, решив, какое программное обеспечение выбрать. Вероятно, вы получите много вопросов, которые потребуют тщательных ответов и объяснений. Некоторые компании предоставляют своим клиентам трехстраничную анкету, чтобы лучше понять, о чем идет их маркетинговая кампания.
Служебные - выполняемые с помощью логических операций.
Классификация систем, по характеру информации записанной на программоносителе; системы непрерывные, дискретные и дискретно-непрерывные.
В непрерывных системах программа записывается непрерывно. Если применяется система с фазовой модуляцией, то программа представляется синусоидальным напряжением, фаза которого пропорциональна программируемым перемещениям; в системах с амплитудной модуляцией перемещениям пропорциональна амплитуда этого напряжения.
Анкета поможет вам решить, что ожидает покупатель от цифрового дисплея. Когда это будет установлено, поставщики могут порекомендовать необходимое оборудование и программное обеспечение. Это обслуживание клиентов. Большинство компаний или организаций не понимают сам процесс при поиске цифровых технологий или поставщиков программного обеспечения, поэтому важно найти компанию, которая даст вам время и поможет вам понять процессы.
Вам предлагаются два типа цифрового программного обеспечения: - Программное обеспечение для цифрового экрана на основе облачных вычислений - Программное обеспечение для цифрового экрана в номере. Обеспечивает различие между ними: Облака, используемые цифровым программным обеспечением для отображения, являются невидимым решением. Вся ваша информация хранится в облаке.
Таблица 1 - Примеры применения СУТО
| Обозначение | Определение |
|
| Следящие системы (цикловые, копировальные) |
||
| Числовое программное управление по программе, заданной в кодированном виде Короче говоря, цифровой дисплей находится в вашем магазине, и информация, отправленная напрямую, поступает из системы управления контентом. Это означает, что контент хранится в облаке, а обновление программного обеспечения также контролируется облаками. В случае программного обеспечения для цифрового дисплея, используемого в помещениях, в вашем магазине также требуется дисплей с информацией, отправляемой только из кабинета или в штаб-квартиру компании. Информация индивидуально отправляется в каждый магазин. В этом случае программное обеспечение находится на вашем сервере, и вы управляете его обновлением. Какое решение лучше для вас? С меньшей вероятностью можно найти компанию, которая не выбирает облачные решения. Компании хотят, чтобы программное обеспечение автоматически обновлялось, что не требует какого-либо технического обслуживания, которое могло бы оказать помощь, и которое не требовало бы серверных шкафов. Большинство компаний ищут программное обеспечение с низкой кривой обучения, оно будет иметь возможность тянуть и предлагать разнообразные рабочие шаблоны. |
||
| Оперативная система ЧПУ с ручным заданием программы на пульте управления |
||
| Система управления с микроЭВМ или микропроцессором и программной реализацией алгоритмов |
||
| Система программного управления группой станков от общей ЭВМ, осуществляющей хранение и распределение программ по запросам от устройств управления станком Системы автоматического управления станкамиВ этом случае облачное программное обеспечение является лучшим выбором. Решение для лучшего программного обеспечения не должно быть затруднительным. Он должен отвечать вашим потребностям и бюджету. Поскольку все цены на программное обеспечение разные, затраты не обязательно должны быть решающими. Самое главное - это функциональность. Задайте себе следующие вопросы: Какое сообщение вы хотите передать? Вы хотите, чтобы ваша аудитория взаимодействовала? Вам нужны более продвинутые решения для поддержки социальных сетей или других интерактивных медиаканалов? Вы хотите интегрировать сторонний поставщик данных? |
||
| Персональная или профессиональная ЭВМ |
||
| Программируемый командоаппарат - устройство для выполнения логических функций, в том числе и релейной автоматики. Может входить в состав ЧПУ |
||
| Локальная вычислительная сеть |
||
| Промышленный автоматизированный протокол ЛВС |
||
| Адаптивное управление режимами резания или компенсацией погрешностей. Может выполняться алгоритмически в системе ЧПУ |
||
В дискретных (импульсных) системах информация о перемещениях задается соответствующим числом импульсов. Если механизм перемещения оснащен датчиком импульсов и для учета перемещения используется счетная схема, то систему называют счетно-импульсной. Если исполнительным устройством является шаговый двигатель, то систему называют шагово-импульсной.
В импульсно-фазовых устройствах ЧПУ суммирование импульсов, задаваемых программой, производится в фазовом преобразователе, выходной, сигнал которого в виде угла сдвига фазы переменного напряжения пропорционален количеству импульсов программы.
Классификация систем по изменению режимов обработки системы ЧПУ
По изменению режимов обработки системы ЧПУ подразделяются на цикловые, программные и адаптивные.
Цикловые системы осуществляют движения с повторяющимися циклами. В них применяется кулачковое, аппаратное, микропрограммное и программируемое управления. При кулачковом управлении используют для задания режимов штекерные панели, аппаратное управление осуществляют при помощи релейно-контактной или бесконтактной аппаратуры. Для микропрограммного управления применяют запоминающие устройства микрокоманд, а программируемое управление режимами обработки основано на использовании средств программируемой логики.
В программных системах ЧПУ изменение режимов обработки осуществляется программными средствами с использованием программоносителя или памяти ЭВМ.
Применение адаптивного управления позволяет производить автоматическое изменение режима обработки независимо от программы.
Числовое программное управление обеспечивает управление по нескольким координатам, поэтому его широко применяют на многооперационных станках (обрабатывающих центрах) с автоматической сменой инструмента и обрабатываемых деталей.
3. Все СУТО включают в себя следующие узлы (Рисунок 37): считывающее устройство, предназначенное для ввода управляющей программы с программоносителя (СУ); пульта ввода (ПВ); который предназначен для ввода управляющей программы с помощью клавиатуры, а также для назначения режимов работы, подачи разовых команд и индикации контроля состояния устройства; узла ввода (УВв), обеспечивающего выбор режима ввода, режима управления станком и устройством, вызов автоматических циклов по специальной команде G80 с встраиванием в циклы фактических параметров, управление лентопротяжным механизмом в старт-стопном режиме во время отработке управляющей программы (УП) и управление перемоткой ленты в начало программы, расшифровку адресов команд, временное хранение их содержимого и ввод в соответствующие регистры памяти содержимого команд по расшифрованному адресу. Кроме того, данное устройство управляет лентопротяжным механизмом во время поиска кадра N, заданного на переключателе
Рисунок 37- Структурная схема типового позиционного УЧПУ
Пульт коррекции (ПК) предназначен для набора и хранения коррекции по предусмотренным адресам. Узел коррекции (УК) обеспечивает последовательное считывание цифровой информации, установленной на переключателях, ввод считываемой информации с нормализацией по запросам в УП в соответствующие адреса (адреса инструментов или координат).
Пульт индикации (ПИ) обеспечивает индикацию информации на экране по задействованным адресам (построчно или по страницам) и представляет собой лучевую трубку, в левой части которой растровые строки индицируют действительное положение рабочих органов, а в правой части - заданные значения в УП. Пульт индикации может работать в рабочем и проверочном (без отработки) режимах, что дает возможность получить необходимую информацию. Пульт индикации вместе с пультом ввода является видеомонитором.
Узел скорости (УС) обеспечивает управление скоростями по действующим координатам, управление торможением и выбором направления движения.
Узел оперативной памяти (УОП) имеет память для хранения вводимой информации и информации результатов вычислений во время обработки. Кроме того, УОП имеет ПЗУ для хранения состава автоматических циклов с адресами. G81 - G89.
Узел обслуживания (УО) - это специализированный микропроцессор, который выполняет обработку геометрической информации, т.е. вычисление угла рассогласования по всем управляемым координатам, выполняет функции таймера, управляет пультом индикации.
Узел датчиков (УД) предназначен для преобразования сигналов датчиков положения в код УЧПУ, питания датчиков и усиления сигналов.
Блок внешних разъемов (БРВ) представляет собой стандартный интерфейс в виде адаптера или микроконтроллера. Обеспечивает связь УЧПУ с электроавтоматическими устройствами станка и управление ими. БРВ предназначен для расшифровки, формирования и распределения сигналов управления к исполнительным механизмам, а так же для сбора и хранения информации состояния объекта, сигналов состояния рабочих органов, сигналов готовности.
Тема 3.2 Системы числового программного управления промышленным оборудованием
1. Классификация СЧПУ
2. Структура систем числового программного управления
1. Система числового программного управления – комплекс устройств и оборудования, включающий в себя: УЧПУ; объект управления; электроавтоматические устройства, осуществляющие непосредственное управление узлами объекта; оснастку и инструмент; программное и математическое обеспечение; средства контроля.
УЧПУ можно классифицировать по различным признакам.
Классификация систем по особенностям структуры системы ЧПУ: контурные и комбинированные системы ЧПУ
Контурные системы ЧПУ позволяют производить обработку криволинейных поверхностей при фрезеровании, точении, шлифовании и других видах металлообработки. В этих системах программируется траектория перемещения режущего инструмента, поэтому их часто называют системами управления движением.
Комбинированные системы ЧПУ представляют собой сочетание позиционных и контурных и называются также универсальными. Они находят применение в многооперационных станках, где требуется позиционно-контурное управление.
При обозначении модели станка с ЧПУ, оснащенного позиционной системой, к ней добавляют индекс «Ф 2 », оснащенного контурной системой - индекс «Ф З » и комбинированной - индекс «Ф 4 ». Индекс «Ф 1 » в обозначении модели станка свидетельствует об оснащении станка цифровой индикацией и ручным управлением.
Позиционные системы ЧПУ
Системы ЧПУ металлорежущими станками классифицируются по различным признакам. По виду рабочих движений станка системы ЧПУ могут быть разделены на позиционные, контурные и комбинированные.
Позиционные системы ЧПУ позволяют производить относительное перемещение инструмента и заготовки от одной точки (позиции) к другой.
Такое управление используется в сверлильных, расточных и других станках, на которых обработка выполняется после установки инструмента в заданной позиции.
Поскольку основной задачей для таких систем является перемещение инструмента (детали) в заданные координаты, их называют также системами координатного управления и управления положением.
2. При разработке современных универсальных УЧПУ стремятся придать этим устройствам свойства унификации, т. е. создают их на базе унифицированных узлов, которые обладают большой функциональной гибкостью. При разработке УЧПУ предусматривают более полную автоматизацию программирования, возможность встраивания УЧПУ в объект управления, который в свою очередь может встраиваться в технологический модуль или более крупный технологический комплекс, а также стыковку УЧПУ с другими УЧПУ, СЧПУ и ЭВМ более высокого ранга.
Применяемые микроЭВМ своей функциональной структурой и математическим обеспечением проблемно сориентированы на управление всевозможными технологическими объектами. В микроЭВМ организация вычислительного процесса и операции логики предусматривает осуществление обработки информации управления, передачи данных и принятия информации с объекта управления в реальном масштабе времени.
Для упрощения проблемной ориентации микроЭВМ и другие устройства архитектурно, функционально и конструктивно оформляют в виде отдельных модулей. Универсальные УЧПУ, созданные на базе микро-ЭВМ, могут включать в себя различные функциональные модули.
Микропроцессорный модуль (МП) может включать в себя основной и вспомогательный микропроцессоры, причем основной обрабатывает информацию управления и планирования, а вспомогательный работает над подготовкой информации. Например, вспомогательный микропроцессор работает в системе автоматического программирования, рассчитывает траекторию движения методом линейно-круговой интерполяции, а основной обрабатывает информацию управления всеми устройствами. В МП метод обмена информацией магистральный, а управление имеет микропрограммную организацию, поэтому МП включает в себя, как правило, самостоятельный модуль микропрограммного управления. В МП могут входить буферные регистры для удобства оперирования форматами данных. Кроме того, МП могут быть многосекционными, что дает возможность наращивать секции и оперировать любыми необходимыми форматами. Модуль устройства управления (УУ) обеспечивает организацию управления устройствами СЧПУ.
Модуль оперативной памяти (ОП) предназначен для хранения оперативной информации. В него может входить модуль стековой памяти для организации всевозможных прерываний УП («стек» от англ. слова штабель, кипа). Этот модуль предназначен для запоминания данных перед прерыванием УП. Стековые регистры запоминают содержимое счетчиков, адреса данных перед прерыванием для восстановления их в основной программе после возвращения из прерывания (данные регистры обмениваются информацией в следующем порядке: первый адрес записывается, последний считывается).
Модули постоянной памяти неперепрограммируемые в виде постоянного запоминающего устройства (ПЗУ) и перепрограммируемые в виде перепрограммируемого запоминающего устройства (ППЗУ) предназначены для хранения постоянной информации.
В модулях буферной памяти хранится промежуточная информация, что дает возможность обмениваться пакетированными данными, а также обмениваться информацией с устройствами, работающими с разными скоростями.
Интерфейсные модули типа адаптера служат для связи с различными терминалами (пульт индикации, печатающее устройство, дисплей и т. д.).
Модули микроконтроллеров (МК) управляют всевозможными внешними устройствами при общем управлении центральным процессором.
Модули интервального таймера предназначены для задания временных интервалов, необходимых для согласования работающих устройств.
Модули связи с объектом управления включают в себя устройства ЦАП и АЦП и микроконтроллеры, управляющие ими, которые служат для преобразования сигналов УЧПУ и электроавтоматических устройств станка в необходимый вид; логические микроконтроллеры, которые обрабатывают команды, подаваемые на ОУ в микроконтроллере заданные логические уравнения управления рабочими органами преобразуются в сигналы, формирующие логико-временные циклы управления электроавтоматическими устройствами.
Модули операционных устройств (программные адаптеры) преобразуют информацию одного вида в информацию другого вида. Модули адаптивного управления предназначены для сбора, обработки технологической информации и организации корректирующей УП.
Структурная схема типового универсального УЧПУ показана на рисунке 38. Устройство состоит из нескольких типовых модулей.
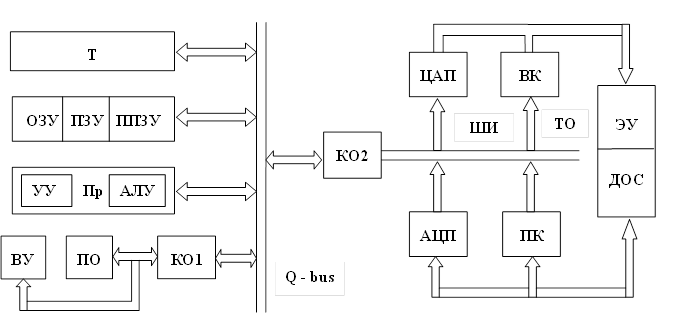
Рисунок 38 Структурная схема типового универсального УЧПУ
Процессор (Пр) является программированным преобразователем информации и включает в себя: арифметико-логическое устройство (АЛУ), служащее для математической обработки информации и выполнения операций анализа; устройство управления (УУ) обеспечивает управление работой процессора по микропрограммному алгоритму (одноуровневая или многоуровневая организация управления).
Оперативное запоминающее устройство (ОЗУ) предназначено для хранения управляющих и организующих программ, управляющих программ для управления электроавтоматическими устройствами станка с помощью программируемого командоконтроллера, для хранения параметров технологического объекта и УЧПУ, массивов, обслуживающих и корректирующих программ, стандартных подпрограмм и других массивов данных. ПЗУ хранит программы стандартных циклов (процедур), УП обработки информации, стандартные микропрограммы управления различными устройствами с помощью адаптеров (адаптеры управления приводами, пультом индикации и т. д.), стандартные программы управления другими аппаратными средствами.
ППЗУ служит для записи программы логических микроконтроллеров, управляющих электроавтоматическими устройствами технологического объекта, записи УП контроллеров обращения к внешним устройствам, записи тестовых программ и т. д.
Пульт оператора (ПО) предназначен для оперативного вмешательства в работу СЧПУ, т. е. подачи команд ручного управления, назначения режимов работы, для просмотра УП, ее редактирования, контроля работы системы, диалога с УЧПУ и т.д.
К внешним устройствам (ВУ) могут относиться: системы тестового контроля, видеомониторы (устройства, включающие в себя дисплей и клавиатуру для загрузки УЧПУ командами или управляющими программами, для вызова и просмотра их), видеотерминалы, всевозможные печатающие устройства (принтеры), пульты программирования в коде ISO или в машинно-ориентированном языке, пульты программирования УП электроавтоматическими устройствами технологического оборудования, вычислительные системы автоматического программирования и ЭВМ более высокого ранга.
Таймер (Т) организует метки реального масштаба времени, необходимые для управления всеми устройствами, в том числе и объектом управления.
Интерфейс типа контроллера обмена (КО1) служит для обеспечения связи УЧПУ с внешними устройствами управления, управления обменом информацией со всеми внешними устройствами.
Связь с объектом управления и основными устройствами объекта осуществляется через стандартный интерфейс типа Q = bus , представляющий собой контроллер управления обменом информации, и магистраль обмена на 16 разрядов. Контроллер обмена с объектом управления (К02) обеспечивает управление обменом информацией между технологическим объектом и УЧПУ с помощью шин местного интерфейса (ШИ).
Многоканальные аналого-цифровые преобразователи (АЦП) служат для преобразования аналоговых сигналов, полученных от датчиков обратной связи (ЦОС), расположенных в технологическом объекте, вцифровой код УЧПУ (число каналов обусловлено числом управляемых координат).
Цифроаналоговые преобразователи (ЦАП) преобразуют цифровые коды в аналоговые сигналы и выдают их на исполнительные устройства (на электроавтоматические устройства и приводы).
Узлы приема (ПК) и вывода (ВК) кодов являются как бы буферными портовыми устройствами для временного хранения информации обмена, расшифровки адресов команд и т. д.
Технологический объект (ТО) с исполнительными механизмами, электроавтоматическими устройствами (ЭУ) и измерительной системой реализует команды управления и контроль исполнения с помощью ДОС.
Тема 3.3 Микропроцессорные устройства программного управления
1. Структурная схема микропроцессорных устройств
2. Программируемые микроконтроллеры
3. Современные тенденции в разработке МикроЭВМ
1. МикроЭВМ оперируют значительно меньшим числом команд, чем большие ЭВМ, но все равно оно достигает нескольких десятков и для их записи в двоичном коде требуется не менее шести разрядов. Так как адресуемый объем ПЗУ обычно составляет несколько десятков тысяч, чаще всего слов, адресная часть команды должна содержать разрядов, т. е. полная «длина» команды должна быть порядка разрядов, что при обычной «длине» ячеек памяти микроЭВМ, составляющей разрядов, требует трех ячеек памяти ПЗУ. Это одна из особенностей мини-ЭВМ и микроЭВМ, усложняющая программирование и снижающая результирующее быстродействие их, которое обычно не превышает 150-200 тыс. операций типа сложения в 1 с.
МикроЭВМ обычно оперирует одноадресной системой команд, при которой адресная часть команды имеет только один адрес - адрес операнда, который необходимо передать в АЛУ. Другой операнд всегда находится в аккумуляторе; результат действия АЛУ над двумя операндами всегда остается в аккумуляторе. Команды бывают нескольких типов: команды пересылок, например, «передать данные из ОЗУ в ЦП»; команды арифметических операций, например, «сложить» или «вычесть»; команды логических операций, например, «сравнить два числа»; команды, перехода «перейти», «вызвать», «возвратить»; специальные команды, например, «останов». Полный список команд, которыми оперирует микроЭВМ, дается в сопроводительной документации на ЭВМ.
В общей сложности в программе может быть много тысяч команд, которые необходимо составить и отработать, а затем записать в ПЗУ.
Структурная схема типового секционного МП показана на рисунке 39, МП состоит из двух функциональных модулей: микропрограммного устройства управления (МПУУ) и операционного устройства (ОУ), построенного из отдельных секций. МПУУ включает в себя: память микрокоманд (ПМК), которая предназначена для хранения принимаемых команд; контроллер последовательности микрокоманд (КПМК), основным назначением которого является реализация управляющих структур (фрагментов), встречающихся в микрокомандах. Таким образом, контроллер обеспечивает дешифрацию кода операции команды для обращения к первой микрокоманде микропрограммы, формирует адреса следующих микрокоманд, как линейной последовательности, так и условных или безусловных переходов к микропрограмме. Кроме того, некоторые контроллеры могут хранить признак переходов, управлять прерываниями на микропрограммном уровне. Как правило, в комплект микропроцессора входят модули контроллеров последовательности микрокоманд для организации управления в различных режимах.
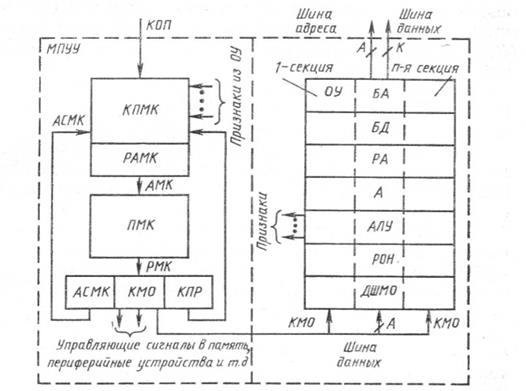
Рисунок 39 - Структурная схема типового секционного микропроцессора
МПУУ работает следующим образом. Код операции (КОП) с регистра команд поступает на вход контроллера последовательности микрокоманд (КПМК), и на выходе регистра адреса микрокоманды (РАМК) контроллера формируется адрес первой микрокоманды (АМК) выполняемой микропрограммы. Микрокоманда, подлежащая реализации в текущем микрокомандном цикле, считывается из памяти в регистры микрокоманд (РМК).
Микрокоманда содержит три основных поля , содержание которых хранится в соответствующих узлах:
1) поле кода микрооперации (КМО), определяющее вид операции, выполняемой одним из устройств микро-ЭВМ;
2) поле, в котором закодированы признаки результата (КПР), поступающие из ОУ в контроллер и анализируемые контроллером при выполнении команд условного перехода по данным признакам условия;
3) поле, в котором содержится код адреса для формирования адреса следующей команды (АСМК). После выполнения считанной микрокоманды цикл повторяется. Управляющие сигналы микрокоманд подаются в соответствующие устройства микроэвм.
ОУ предназначено для выполнения всех арифметических и логических операций. ОУ собирают из секций процессорных элементов, каждый из которых содержит арифметико-логическое устройство (АЛУ), регистры общего назначения (РОН), аккумулятор (А) - накапливающий регистр, дешифратор микрооперации (ДШМО), буфер данных (БД) и буфер адреса (БА), позволяющие временно хранить адрес (Л) и данные (Д).
Одной из особенностей ОУ является вертикальное разбиение, что требует меньшего числа передач кодов между отдельными БИС. Шины данных, шины адреса и кода микроопераций объединяются в общую магистраль. Основными достоинствами секционных МП являются возможность разработки микроЭВМ с максимальным соответствием структуре характеризуемых задач, исключение избыточности структуры и разрядов, выбор произвольной нестандартной разрядности. Наличие независимых адресных шин и шин входных и выходных данных (шины адресов и данных могут быть различных форматов) позволяет организовать сопряжение с памятью и периферийными устройствами без использования мультиплексирования.
2. Программируемые логические микроконтроллеры (ПЛМК) в основном ориентированы на реализацию логических функций и используются вместо релейных схем управления, т.е. для управления полупроводниковыми схемами электроавтоматических устройств технологических объектов.
ПЛМК реализуют функции командоаппаратов и микроконтроллеров и создаются на базе микроЭВМ. Данные микроЭВМ можно рассматривать как универсальную программно-настраиваемую модель цифрового управляющего автомата. Возможность применения ПЛМК в качестве универсального локального устройства управления разными технологическими процессами достигается путем внесения в ПЛМК программы, определяющей алгоритм работы конкретного объекта управления без изменения его электрической структуры.
В состав ПЛМК, как минимум, входят логический микропроцессор с блоком управления, оперативная память, пульт настройки и загрузки управляющей программы и устройство связи с объектом управления (Рисунок 40).
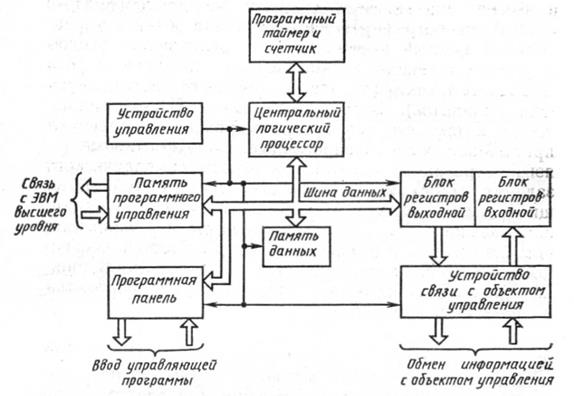
Рисунок 40 - Программируемый логический микроконтроллер
На рисунке 40 представлена обобщенная структурная схема ПЛМК, в который входят различные устройства. Центральный логический процессор (ЦЛП) обеспечивает логическую обработку поступающей информации в соответствии с записанной программой в памяти программы и моделирует конкретную релейную схему. Устройство управления логического процессора опрашивает все входы и выходы блока регистров, производит логическое сравнение состояния входов и выходов и по результатам сравнения включает или выключает те или иные исполнительные органы через схему устройства связи с объектом управления. Микроконтроллер с помощью программного таймера и счетчика последовательно, строка за строкой, опрашивает (сканирует) память программ и с помощью ЦЛП производит вычисления логических функций согласно уравнениям, поступающим из памяти программ, и заносит вычисленные значения в память данных. После того, как опрос памяти окончился, устройство управления микроконтроллера выполняет обмен данными между входными и выходными регистрами блока регистров и памятью данных. Затем опрос памяти программ повторяется от начала до конца.
Таким образом, опрос памяти программ и обмен данными периодически повторяется в процессе управления. Однократный проход логического процессора по всей программе называют циклом полного опроса (сканирование) памяти, а время, в течение которого этот цикл исполняется, временем цикла. Оно характеризует быстродействие микроконтроллера.
Программируемые логические микроконтроллеры реализуют относительно простые функции управления и обладают рядом важных особенностей. Первая из них заключается в том, что циклы непрерывно повторяются в режиме управления объектом. Циклы состоят из отдельных фраз следующего содержания: «фотографирования» состояния узлов объекта (опрос выходов), переработки данных совместно с данными новой фразы и выдачи управляющих сигналов на исполнительные органы. «Фотографирование» состояния объекта управления в данный момент времени реализуется вводом в соответствующие ячейки памяти сигналов опроса состояния объекта (получение ответов от соответствующих аппаратов).
Вторая особенность ПЛМК заключается в том, что для программирования используют простейшие специализированные, но эффективные языки программирования или языки символического задания алгоритмов управления: простые, описывающие релейно-контактные схемы; логических функций; описывающие УП с помощью операторов управления; символического кодирования и т. д.
Третьей особенностью ПЛМК является то, что они могут функционировать без постоянного обслуживающего персонала в процессе эксплуатации.
3. Широкие возможности для построения устройств ЧПУ открывает применение микропроцессоров и мини-ЭВМ.
Алгоритм функционирования станка или группы станков зависит от сложности конфигурации обрабатываемой детали, получения требуемых точности обработки и шероховатости поверхности.
Для решения задач обработки деталей простой конфигурации при невысоких требованиях к точности и качеству обработки алгоритм функционирования должен быть достаточно простым.
Процессор ЭВМ в этом случае может быть выполнен на базе стандартных блоков, из которых создается управляющее устройство. Оно воспроизводит модель управления станком, допускает параллельное выполнение операций, реализующих несложные функции. Такие управляющие устройства получили название цифровых моделей. Промышленность выпускает такие системы ЧПУ типа Н22, НЗЗ, построенные на микроэлектронных элементах. Они предназначены для управления станками и осуществляют позиционирование, прямоугольное и контурное (в плоскости) управление. Перестройка алгоритмов управления в таких системах невозможна.
Микро ЭВМ отличаются от мини-ЭВМ меньшими разрядностью слова и объемом памяти, реализованы на минимальном числе интегральных схем с большой степенью интеграции и служат для создания автоматических систем управления несложными объектами; устройств связи с мини-ЭВМ, персональными компьютерами (ПК) и др.
Переход от многокристалльного микропроцессора к одно-кристалльному и, наконец, к микроЭВМ, размещенной на одном кристалле, создает наибольший экономический эффект при реализации упрощенных ЭВМ. Многокристальные микропроцессоры обладают большей функциональной полнотой, вычислительной мощностью и производительностью и наиболее эффективны при построении микро- и мини-ЭВМ для управления более сложными установками и технологическими процессами.
Тема 3.4 Системы адаптивного программного управления
1. Структурная схема системы управления с блоком адаптации
2. Функциональная схема.
1. Принцип построения СЧПУ основан на том, что управление действует согласно заданному алгоритму, определенному управляющей программой в соответствии с первичными сведениями об управляемом объекте, технологическом процессе и его параметрах, а также коррекции и перестройке алгоритма управления на основании полученных вторичных сведений об управляемом объекте (сведения об изменении исходных данных, отклонение фактических параметров от тех значений, которые предусматривались в УП, и т. д.).
СЧПУ с такой организацией управления получила название адаптивной СЧПУ. Для подобной системы УП формирует цель управления (алгоритмы управления, определяющие траекторию движения рабочих органов, их скорости, а также другие технологические параметры и команды на основании известных сведений об объекте управления, заготовке, приемах обработки, инструменте и т. д.), к которой должна стремиться система управления. Таким образом, для адаптивных СЧПУ записанная УП, определяющая заданный алгоритм управления объектом и заданные параметры, является информацией о целях управления, и при изменении обстановки в управляемом объекте такая система будет адаптироваться, менять дисциплину управления с учетом изменившихся конкретных условий, т. е. устройство управления будет вырабатывать дополнительные инструкции управления к существующей УП.
В универсальных УЧПУ, создаваемых на базе микроЭВМ для обеспечения адаптивного управления, создаются специальные интерфейсные модули для связи объекта управления с УЧПУ по адаптивному управлению. Причем создаются также дополнительные модули в виде программируемых микроконтроллеров для реализации адаптивного управления в объекте. Интерфейсный модуль включает в себя дополнительные аналого-цифровые преобразователи для преобразования сигналов датчиков, измеряющих всевозможные технологические параметры во время управления, которые преобразуются в цифровой код. Кроме того, применяются программируемые микроконтроллеры для обработки вторичной информации и введения ее в основную УП. Все перечисленные выше модули, как правило, управляются от центрального процессора микроЭВМ.
В УЧПУ, построенных на базе микроЭВМ, в ЗУ хранится специально разработанное математическое и программное обеспечение для организации адаптивного управления совместно с ЧПУ.
На рисунке 41 показана структурная схема универсального УЧПУ с блоком адаптации (АЦП адаптации), предусматривающим реализацию адаптивного управления объектом. Универсальное УЧПУ построено на базе микроЭВМ «Электроника-60», в которую входят ЦП, ЗУ и ПЗУ, магистральный канал ЭВМ. Кроме модуля адаптации в УЧПУ входят следующие модули: интерфейс связи с пультом коррекции (СПК), интерфейс связи с печатающими устройствами (ПУ) и электрической печатающей машинкой (ЭПМ) интерфейс связи с блоком отображения символьной информации (БОСИ)у интерфейс связи с фотосчитывающим устройством (ФСУ), интерфейс связи с перфоратором, интерфейс связи с кассетным накопителем на магнитной ленте (КНМЛ)У интерфейс связи с блоком преобразования кодов и блоками умножения (БУ, БПК), интерфейс связи с ЭВМ более высокого ранга.

Рисунок 41 - Структурная схема адаптивной СЧПУ
Канал ЭВМ через интерфейс связи с технологическим объектом (ТО) связан с внешними устройствами через дополнительную магистраль связи с объектом управления. Таким образом, интерфейс связи с ТО управляет обменом информацией между микроЭВМ и внешними устройствами, расположенными на объекте управления.
Для связи УЧПУ с объектом управления служат следующие блоки, выполненные в виде стандартных модулей (блоки, обслуживающие рабочие органы объекта управления); блок выходных и входных сигналов, блок связи с шаговым приводом (БСШП), интерфейс связи с приводом, питающимся и управляемым тиристорным преобразователем с ЧИМ- или ШИМ - управлением; модуль связи с датчиками обратной связи (АЦП ДОС), которые измеряют всевозможные технологические параметры, следовательно, этот модуль можно частично использовать для получения вторичной информации с объекта управления и ее обработки.
Все адаптивные СЧПУ следует применять там, где они дают экономический эффект и оправдывают начальные затраты за счет малой избыточности аппаратных средств и стандартных модулей.
Адаптивные СЧПУ, применяемые в промышленных роботах, оснащают специальным математическим и программным обеспечением, которое записывается в ОЗУ и ПЗУ УЧПУ через специальный унифицированный интерфейс может оснащаться средствами технического зрения при адаптации на обстановку, геометрическую форму, измерение силы захвата для фиксации в момент захвата, маркировку заготовок, взаимное расположение, измерение осевой деформации при сборке и т. д. В качестве рецепторов технического зрения могут применяться электронно-лучевые трубки, интегральные фотоприемные устройства матричного типа (ИФУ), матричные приборы с зарядовой связью, диссекторы (диссекторы являются телевизионной трубкой с произвольной разверткой луча), матричные тензометрические датчики и т. д.
Широкое применение адаптивные СЧПУ находят также в тех технологических объектах, где предъявляются высокие требования к параметрам технологических процессов или параметрам получаемых изделий. Кроме того, они применяются в тех случаях, когда возмущающие воздействия в технологическом процессе значительны и носят случайный характер, что дает возможность учесть данные отклонения в УП или скорректировать с пульта в процессе управления.
Адаптивные СЧПУ различаются способами адаптации, видами организации измерительных систем, способами организации адаптивного управления и разновидностью аппаратных средств, с помощью которых организуется адаптивное управление. По принципу адаптации различают адаптивные СЧПУ: с функциональным регулированием, в которых процесс адаптации осуществляется регулированием параметров, функционально зависящих от отклонившихся величин; с экстремальным регулированием, целью адаптации которых является получение максимального или минимального результата; с оптимальным регулированием, где ведется регулирование многих параметров на оптимальный результат по комплексному критерию оптимальности.
Адаптивные СЧПУ могут различаться способами контроля параметров, вызывающих возмущающее воздействие, и способами воздействия на параметры регулирования, посредством которых, как правило, ведется адаптация с учетом новых условий управления. Чаще всего параметрами, которые являются возмущающими или регулирующими, бывают мощность и сила резания, диаметр обработки, припуск на обработку, температура в зоне резания, деформация в системе станок - приспособление - инструмент - заготовка, износ режущего инструмента и т. д.
Адаптивные СЧПУ могут различаться числом каналов регулирования, видом и законом регулирующих воздействий.
2. Адаптивная СЧПУ с применением оптимального регулирования построена на базе универсального УЧПУ с соответствующим дополнительным математическим и программным обеспечением (Рисунок 42).

Рисунок 42 - Функциональная схема адаптивной СЧПУ
Функциональная схема устройства адаптации включает в себя следующие узлы: узел, в котором проходит процесс резания (ПР) и измеряются необходимые параметры процесса обработки; упругая система станка (УСС), которая представляет собой фактическую систему станок - приспособление - инструмент - заготовка; привод подачи (ПП); главный привод (ГП); датчик синхронизации схемы с частотой вращения шпинделя (ДС); датчик, измеряющий амплитуду колебаний (ДК), датчик тока или мощности (ДТ), усилитель датчика колебаний (УДК) блок масштабирования сигнала обратной связи по мощности и компенсации сигнала, создаваемого током холостого хода (БМК) блоки ограничения сигналов управления скоростью подачи (υ s) и частотой вращения шпинделя (Б01, Б02); командный генератор (Г); полосовой фильтр (ПФ) блок согласования (БС) блоки умножения (БУ1, БУ2); экстремальный регулятор колебаний изменением частоты вращения шпинделя (ЭРК) регулятор колебаний изменением скорости подачи, (РК) блок логики для сравнения частоты вращения шпинделя с заданными параметрами (БЛ); регулятор мощности (РМ); физические величины, характеризующие в процессе обработки скорость подачи, частоту вращения шпинделя, амплитуду колебания, силу резания (мощность) и ток нагрузки.
На основании комплексного критерия оптимальности в адаптивной СЧПУ реализуется несколько алгоритмов оптимального автоматического регулирования с полной или частичной реализацией функции оптимальности. Такой метод осуществляется поочередным регулированием установки приоритета по тому или иному алгоритму управления или совместным регулированием по всем необходимым параметрам этого критерия. Адаптивная СЧПУ может реализовывать несколько алгоритмов автоматического регулирования параметров техпроцесса.
Тема 3.5 Гибкие производственные системы и гибкие производственные модули
1. Основные термины и определения ГПС
2. Гибкие автоматизированные линии
3. Управление ГПС
4. Современные тенденции в использовании ГПС
1. Гибкая производственная система (ГПС) представляет собой совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц технологического оборудования и систем обеспечения их функционирования в автоматическом режиме в течение заданного интервала времени. Любая ТПС обладает свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений их характеристик.
Роботизированный технологический комплекс (РТК) состоит из единицы технологического оборудования, промышленного робота и средств оснащения (устройств накопления, ориентации и поштучной выдачи изделий). РТК может функционировать автономно, осуществляя многократно циклы обработки. Если РТК предназначены для работы в составе ГПС, то они должны иметь автоматизированную переналадку и возможность встраивания в систему.
Гибкий производственный модуль (ГПМ) - это единица технологического оборудования для производства изделий произвольной номенклатуры в установленных пределах значений их характеристик, автономно функционирующая, автоматически осуществляющая функции, связанные с производством изделий, и имеющая возможность встраивания в ГПС.
По организационным признакам можно выделить 3 разновидности ГПС: ТАЛ, ГАУ и ГАЦ.
1) Вгибкой автоматизированной линии (ГАЛ ) технологическое оборудование расположено в принятой последовательности технологических операций.
2) Гибкий автоматизированный участок (ГАУ ) функционирует по технологическому маршруту, в котором предусмотрена возможность изменения последовательности использования технологического оборудования.
3) Всостав гибкого автоматизированного цеха (ГАЦ) входят в различных сочетаниях гибкие автоматизированные линии, роботизированные технологические линии, гибкие автоматизированные участки и роботизированные технологические линии и участки для производства изделий заданной номенклатуры.
Таким образом, ГПС - это организационно-техническая производственная система, позволяющая в условиях мелкосерийного, серийного и в отдельных случаях крупносерийного многономенклатурного производства заменить с минимальными затратами и в короткий срок выпускаемую продукцию на новую.
Вструктуре типовой ГПС необходимы три группы компонентов: технологическая, управления и подготовки производства. Каждая из указанных групп компонентов, образующих соответствующую систему (или подсистему), является человеко-машинной, в которой наиболее трудоемкие функции выполняются входящими в систему средствами вычислительной техники, а творческие функции - конструкторами, технологами и организаторами производства, работающими на АРМ.
Технологическая система представляет собой совокупность основного и вспомогательного технологического оборудования и реализованногона нем технологического производственного процесса, который может быть механообрабатывающим, сборочным, литейным, кузнечнопрессовым, сварочным, гальваническим и т. д. Производственные функции выполняются с помощью специфических для каждого вида производства технических средств, построенных на модульной основе.
При этом решаются следующие задачи: комплектация, складирование, транспортирование и промежуточное накопление исходного материала, заготовок, полуфабрикатов и технологической оснастки; обработка и сборка объектов производства; контроль заготовок, полуфабрикатов и готовой продукции; контроль параметров технологического процесса и состояния инструмента,уборка отходов производства (стружки, облоя, литников); подача вспомогательных материалов (смазочного материала, охлаждающей жидкости, формовочных материалов).
Производственная гибкость ГПС определяется технологической, структурно-организационной и параметрической гибкостью. При этом под гибкостью понимают приспосабливаемость ГПС к изменениям, связаннымс выполнением производственной программы. Производственная система считается гибкой и быстропереналаживаемой без существенных затрат, если при изменении объектов производства не меняется состав компонентов системы и состав информационных связей.
2. Обычно станочные автоматические линии, созданные для обработки одной конкретной детали, очень сложно использовать для обработки новой детали, даже аналогичной по конструкции. Принципиально новые средства автоматизации, появившиеся в виде ГПС, позволили создать для таких производств гибкие автоматизированные линии (ГАЛ).
ГАЛ предназначены для групповой обработки нескольких заранее известных аналогичных по конструкции и технологии изготовления деталей. Они состоят из переналаживаемых агрегатных станков и станков с ЧПУ, объединенных единой автоматической транспортной системой Станки с ЧПУ используют в таких линиях при сложных циклах обработки и при необходимости реализовать контурное управление. Технологическое оборудование ГАЛ расположено в принятой последовательности технологических операций.
Широкое распространение получили ГАЛ, создаваемые на базе агрегатных станков со сменными шпиндельными коробками для обработки корпусных деталей.
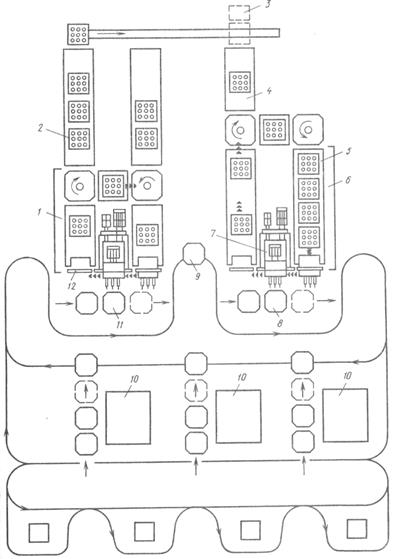 На рисунке 43 показан пример такой линии, в состав которой входят: два комплекта унифицированных узлов 1
и 6
для механообработки, две автоматически действующие секции конвейеров шпиндельных коробок 2
и 4,
стеллаж 3
для складирования не используемых в заданном цикле работы шпиндельных коробок, три позиции 10
установки заготовок на зажимные приспособления-спутники, транспортная система автоматической подачи деталей со спутниками на рабочие позиции 11
и 8
(позиция 9
для промежуточного контроля деталей). Комплекты унифицированных узлов имеют силовой стол с редуктором 7
для крепления сменных шпиндельных коробок 5
, устройство подачи к силовому столу шпиндельных коробок 12,
набор секций конвейеров и поворотных столов. На линии используется до 28 многошпиндельных коробок, которые на спутниках транспортируются в нужный период цикла обработки к силовому узлу, где поочередно автоматически закрепляются. При переналадке новый комплект коробок загружается ни конвейер со склада.
На рисунке 43 показан пример такой линии, в состав которой входят: два комплекта унифицированных узлов 1
и 6
для механообработки, две автоматически действующие секции конвейеров шпиндельных коробок 2
и 4,
стеллаж 3
для складирования не используемых в заданном цикле работы шпиндельных коробок, три позиции 10
установки заготовок на зажимные приспособления-спутники, транспортная система автоматической подачи деталей со спутниками на рабочие позиции 11
и 8
(позиция 9
для промежуточного контроля деталей). Комплекты унифицированных узлов имеют силовой стол с редуктором 7
для крепления сменных шпиндельных коробок 5
, устройство подачи к силовому столу шпиндельных коробок 12,
набор секций конвейеров и поворотных столов. На линии используется до 28 многошпиндельных коробок, которые на спутниках транспортируются в нужный период цикла обработки к силовому узлу, где поочередно автоматически закрепляются. При переналадке новый комплект коробок загружается ни конвейер со склада.
Также большее применение находят в ГАЛ для обработки деталей типа тел вращения и корпусных деталей агрегатные станки с ЧПУ, создаваемые из комплектов унифицированных узлов (столов различных типов, механизмов автоматической смены инструмента).
3. Управление ГПС реализует комплексные многофункциональные иерархически построенные автоматизированные системы управления (АСУ), в которых можно выделить две функциональные составные части :
Управления технологическими процессами (АСУТП)
Организационно- - технологического управления (АСУОТ).
Первая решает задачи группового управления технологическим и транспортным оборудованием, а вторая – задачи планирования, диспетчеризации и учета хода производства. Обе составные части АСУ ГПС тесно взаимосвязаны между собой как аппаратными, так и программными средствами.
АСУ ТП предназначена для выработки управляющих воздействий на комплексы (группы) основного и вспомогательного оборудования ГПС, передачи управляющих программ и другой требуемой информации в устройства локального управления (системы ЧПУ оборудованием, устройства электроавтоматики), приема информации от устройств локального управления, а также для организации хранения в памяти ЭВМ библиотеки управляющих программ и всей необходимой технологической документации. В состав АСУ ТП входят модули локального управления, средства информационно-измерительной и вычислительной техники.
В ГПС программное управление обеспечивает функционирование оборудования в автоматическом режиме в соответствии с заданной программой и возможность изменения процессов функционирования при смене программы.
Главная проблема, возникающая при разработке системы группового управления оборудования ГПС – обеспечение взаимодействия устройства локального управления с ЭВМ. Решение этой проблемы связано с унификацией и стандартизацией программно-аппаратных интерфейсов (физического, логического и информационного).
Физический интерфейс определяет способ электрического и механического сопряжения ЭВМ и локальных устройств управления. Логический интерфейс определяет способ передачи информации (протокол обмена информацией) по каналу связи: способ установления и прекращения сеансов связи, размер передаваемых сообщений. Информационный интерфейс определяет состав и формат передаваемых по каналу связи сообщений, т.е. язык информационного обмена между ЭВМ и локальными устройствами управления.
4. ГПС находят применение в основном в станкостроении, машиностроении.
Анализ ГПС позволяет сделать некоторые выводы:
- управление транспортными системами и работой станков осуществляется одной или несколькими отдельными ЭВМ;
- число станков в ГПС колеблется от 2 до 50. Однако 80% ГПС составлено из 4-5 станков и 15% из 8 – 10;
- реже встречаются системы из 30-50 станков (2-3%);
- наибольший экономический эффект от использования ГПС достигается при обработке корпусных деталей, нежели от их использования при обработке других деталей, например деталей типа тел вращения. Например в Германии их 60%, в Японии – более 70, в США – около 90%;
- различна и степень гибкости ГПС. Например в США преобладают системы для обработки изделий в пределах 4-10 наименований, в Германии – от 50 до 200;
- нормативный срок окупаемости ГПС в различных странах 2 - 4,5 года.
Проблемы, возникшие при применении гибких систем:
· ГПС не достигла поставленных целей по рентабельности; она оказалась слишком дорогостоящей по сравнению с преимуществами, достигнутыми с ней. Обнаружено, что причиной высокой стоимости оборудования были несоразмерные расходы на приспособления и транспортную систему;
· разработка и введение в эксплуатацию комплексной ГПС оказалось трудным, а также дорогостоящим;
· из-за недостатка опыта было трудно выбирать подходящие типы систем и оборудование для нее;
· имеется мало поставщиков систем, которые могут поставлять сложные системы.
· в некоторых случаях эксплуатационники получили опыт о фактически слабой гибкости;
· конструктивные элементы ГАПС, например, станки, системы управления и периферийные устройства часто оказывались неподходящими к системе и вызывали лишние проблемы по стыковке.
· Эксплуатационники часто не имеют достаточной готовности к эксплуатации сложной системы;
· Длительный срок выполнения проекта от конструирования до запуска системы.
Перспективы применения гибких систем
· одновременное повышение эффективности и гибкости;
· повышение степени автоматизации не уменьшая гибкости;
· усовершенствование таких измерительно-контрольных методов, которые контролируют в процессе обработки состояние инструмента и обрабатываемых деталей, необходимое для соответствующей автоматической подналадки;
· уменьшение количества приспособлений и палет за счет автоматизации крепления деталей;
· введение в ГПС таких операций, как промывка, покрытие, термообработка, сборка и т.д;
· развитие профилактического техобслуживания.
Значение ГПС
· более высокий коэффициент использования станков (в 2-4 раза больше по сравнению с применением отдельных станков);
· более короткое время прохода производства;
· уменьшается доля незаконченного производства, т.е. уменьшается количество запасов деталей на складах, которое означает уменьшение продукции, привязанного к производству;
· более ясный поток материала, меньше перетранспортировок и меньше точек управления производством;
· уменьшаются расходы на заработную плату;
· более ровное качество продукции;
более удобная и благоприятная обстановка и условия работы для работающих.
[Предыдущая лекция ] [Оглавление ] [Следующая лекция ]| Рекомендуемые лекции |
| АС и ДНР |
| Лекция 1 |
| 2 - Подготовка воздуха |
| 3.6. Поток жидкости |
| Тема 4. Продолговатый и задний мозг |
План лекции:
1. Числовое программное управление оборудованием и
его роль в производстве.
2. Основные преимущества применения станков с ЧПУ.
3. Структура комплекса "Станок с ЧПУ".
4. Понятие системы ЧПУ и ее основные функции.
5. Позиционные, контурные и комбинированные системы ЧПУ.
1. Числовое программное управление оборудованием и его роль в производстве
Важнейшим резервом роста производительности труда в машиностроении является снижение трудоемкости механической обработки деталей на металлорежущих станках. Основной путь использования этого резерва - автоматизация процессов механической обработки деталей на основе применения металлорежущих станков с числовым программным управлением (ЧПУ), а также автоматических линий и автоматизированных участков на базе этих станков.
Автоматизация крупносерийного и массового производства обеспечивается применением станков-автоматов и автоматических линий. Для мелкосерийного и серийного производств, охватывающих примерно 75-80% продукции машиностроения, необходимы средства автоматизации, сочетающие в себе производительность и точность станков-автоматов с гибкостью универсального оборудования.
Такими средствами автоматизации являются станки с ЧПУ. Станок с ЧПУ представляет собой автомат с гибкой связью, работой которого управляет специальное электронное устройство. Программа обработки детали записывается в числовой форме на программоноситель и реализуется с помощью системы ЧПУ. При этом точность задания размеров зависит не от свойств программоносителя, а только от разрешающей способности системы ЧПУ. Станок с ЧПУ не требует длительной переналадки при переходе на обработку новой детали. Для этого достаточно сменить программу, режущий инструмент и приспособление. Это позволяет обрабатывать на станке широкую номенклатуру деталей. Работая в автоматическом цикле, станок с ЧПУ сохраняет свойства универсального станка с ручным управлением.
Применение станков с ЧПУ предъявляет новые требования к конструированию и к технологии обработки деталей. Коренным образом меняется технологическая подготовка производства (ТПП): центр тяжести ее переносится из сферы производства в сферу инженерного труда, она усложняется и увеличивается по объему.
Появляются новые элементы технологического процесса: траектория движения инструмента, коррекция траектории, управляющая программа обработки, размерная увязка положения детали и инструмента в системе координат санка, настройка инструмента вне станка с высокой точностью и т. д.
Кардинально изменяется характер и объем работы технолога. ЧПУ обработкой резанием позволяет формализовать этот процесс и применять для проектирования технологических процессов ЭВМ и другие средства автоматизации инженерного труда.
Внедрение в производство обработки на станках с ЧПУ - это крупное организационно-техническое мероприятие. Ему должен соответствовать тщательно продуманный план всех вытекающих из этой задачи работ и в том числе такой первоочередной, как обучение необходимого состава работников и подготовка специалистов в области проектирования технологических процессов механической обработки на станках с ЧПУ.
Инженер - механик специальности 12.01.00 «Технология машиностроения» должен уметь решать вопросы, от которых зависит успешное применение станков с ЧПУ в машиностроении. Для этого он должен хорошо знать технологические возможности станков с ЧПУ и их техническое оснащение, технико-экономическое обоснование целесообразности использования станков с ЧПУ, методы проектирования технологических процессов обработки деталей на этих станках, методы разработки управляющих программ (УП), порядок составления и оформления технологической документации.










Салат коул слоу рецепт от ивлева
Потрясающий капустный салат коул слоу на праздники и каждый день
Солянка из капусты с грибами на зиму
К чему снится дорога — значение сновидения
«Абрикос к чему снится во сне?