수치 체계 프로그램 제어
수치 제어의 기본 원리
전자 및 컴퓨터 기술의 발전, 생산에 컴퓨터의 도입으로 인해 금속 절단 기계용 수치 제어 시스템(CNC) 및 기타 기술 장비의 공작 기계 제작이 개발되고 널리 사용되었습니다.
금속 절단기의 수치 제어는 영숫자 코드로 지정된 프로그램에 따라 제어라고 하며 특정 언어로 작성된 일련의 명령을 나타내고 기계 작업 기관의 지정된 기능을 제공합니다.
CNC 시스템과 이전에 고려된 ACS의 근본적인 차이점은 기계의 작업 기관을 제어하기 위해 제어 프로그램과 전송을 계산하고 설정하는 방법입니다. 세부 도면 정보는 아날로그-디지털 형식, 즉 숫자, 다양한 구두 지시, 관습적 기호 및 제한된 수의 의미를 갖는 기타 기호의 형태로 제공되며 각각은 매우 구체적이고 모호하지 않은 정보를 가지고 있습니다.
기존 ACS에서 제어 프로그램은 캠, 복사기, 정지 장치, 지그 플레이트 및 프로그램 캐리어인 기타 수단과 같은 물리적 아날로그로 구현됩니다. 이 방법작업 제어 프로그램에는 두 가지 기본 단점이 있습니다.
첫 번째디지털(이산) 및 모호하지 않은 부품의 도면 정보가 아날로그(캠 곡선, 복사기 형태)로 바뀌기 때문에 발생합니다. 이로 인해 캠, 복사기 제조, 눈금자의 이동 정지 장치 배치 및 작동 중 이러한 소프트웨어 캐리어의 마모에 오류가 발생합니다. 초단점은 이러한 소프트웨어 캐리어를 제조하고 기계에 노동 집약적인 설정을 해야 하는 극도로 중요하다는 것입니다. 그것은 높은 비용대부분의 경우 직렬 및 특히 소규모 생산의 자동화를 위해 기존 ACS를 사용하면 수단과 시간이 비효율적입니다.
CNC 기계에 대한 제어 프로그램을 기계의 작업 본체로 전송할 때까지 준비할 때 부품 도면에서 직접 얻은 개별 형식의 정보를 처리합니다.
CNC 기계에서 가공된 공작물에 대한 절삭 공구의 이동 궤적은 일련의 연속 위치로 표시되며 각 위치는 숫자로 결정됩니다. CNC 기계에서는 운동학적 연결을 사용하지 않고 숫자 형식으로 지정된 프로그램에 따라 이러한 작업 바디의 독립적인 좌표 움직임을 제어하여 작업 바디의 복잡한 움직임을 얻을 수 있습니다. CNC 기계에서 질적으로 새로운 것은 동시에 제어되는 좌표의 수를 늘릴 수 있다는 가능성으로, 자동 제어로 광범위한 기술 역량을 확보하여 근본적으로 새로운 공작 기계 레이아웃을 생성할 수 있게 되었습니다.
제어 프로그램은 주어진 정확도와 기계 작업체의 필요한 운동 법칙에 따라 계산되어야 합니다. 컴퓨터에서 직접 공작 기계를 제어하는 일이 점점 더 널리 보급되고 있습니다.
CNC 시스템의 분류
CNC 시스템은 다양한 기준에 따라 분류할 수 있습니다.
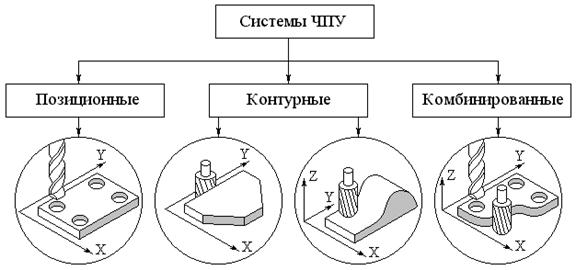
나. 처리 제어의 기술적 과제를 기반으로모든 CNC 시스템은 위치, 윤곽 및 결합의 세 그룹으로 나뉩니다.
위치 CNC 시스템제어 프로그램에 의해 지정된 위치를 결정하는 명령에 따라 기계의 작업 몸체의 움직임을 제어합니다. 이 경우 서로 다른 좌표축을 따라 이동이 동시에 수행될 수 있습니다(주어진 일정한 속도) 또는 순차적으로. 이 시스템은 주로 드릴링 및 보링 머신드릴링, 카운터싱킹, 보링 홀, 스레딩 등이 있는 플레이트, 플랜지, 커버 등과 같은 부품 가공용
CNC 윤곽 시스템궤적을 따라 그리고 제어 프로그램에 의해 지정된 윤곽 속도로 기계의 작업 몸체의 움직임을 제어합니다. 윤곽 속도는 지정된 가공 윤곽의 각 지점에서 접선 방향과 일치하는 기계 작업 본체의 결과 이송 속도입니다. Contour CNC 시스템은 위치 제어 시스템과 달리 도구 또는 공작물 이동을 하나씩 또는 한 번에 여러 좌표를 따라 연속적으로 제어하므로 매우 복잡한 부품을 처리할 수 있습니다(2개 이상의 좌표를 동시에 제어). CNC 컨투어링 시스템에는 주로 터닝 및 밀링 머신이 장착되어 있습니다.
결합된 CNC 시스템, 위치 및 윤곽 CNC 시스템의 기능을 결합한 는 가장 복잡하지만 더 다양합니다. CNC 기계 (특히 다중 작업 기계)의 복잡성, 기술 능력의 확장 및 자동화 정도의 증가와 관련하여 결합 된 CNC 시스템의 사용이 크게 확대되고 있습니다.
Ⅱ. 유효성 피드백 모든 CNC 시스템은 개방형과 폐쇄형의 두 그룹으로 나뉩니다.
닫은 CNC 시스템은 다음과 같습니다.
1) 기계의 작업 기관의 위치에 대한 피드백과 함께; 2) 작업 기관의 위치에 대한 피드백과 기계 오류에 대한 보상 3) 자기 적응(적응).
열려있는 CNC 시스템은 전력 또는 스테퍼 모터(SM)를 기반으로 구축됩니다. 후자의 경우 스테퍼 모터는 일반적으로 유압 부스터와 함께 사용됩니다.
III. 전자기술 수준에 따른 분류.
CNC 시스템의 사용 기간이 비교적 짧음에도 불구하고 전자 기술의 발전 수준에 따라 이미 여러 단계의 개발 단계를 거쳤습니다.
현재 업계에서 사용되는 CNC 시스템 클래스 NC디지털 모델을 기반으로 구축되었습니다. 이 시스템에서 프로그램(펀칭 테이프)은 보간기 3에 입력되고 추가 수정됩니다.
프로그램은 제어 시스템 2 기계 1에 입력됩니다. 이러한 CNC 시스템을 강성 프로그램이 있는 시스템이라고 합니다. 이러한 시스템에서는 프로그램 처리 과정에서 작업자가 개입할 가능성이 매우 제한적입니다.
시스템에서 클래스 SNC제어 프로그램을 읽기 위한 장치는 한 번만 사용됩니다.
저장 장치 4(메모리). 결과적으로 포토리더의 고장으로 인해 기계의 신뢰성이 높아집니다.
제어 시스템의 특징 CNC 클래스제어 컴퓨터의 구조에 해당하는 구조입니다. CNC 클래스 시스템의 출현으로 프로그램 제어 기능이 확장되었으며,
제어 프로그램의 저장 및 작업장에서 직접 편집, 고급 디스플레이 옵션, 운영자와의 대화 통신 등을 포함합니다. 제어 프로그램의 입력은 천공 테이프 또는 수동으로 수행해야 합니다. 두 번째 유형의 시스템을 시스템이라고 합니다. 클래스 HNC. 여기에서 제어 프로그램은 작업자가 키보드를 사용하여 입력하고 시스템 메모리에 저장됩니다.
게다가 자율 시스템업계의 CNC는 시스템이라고 하는 단일 컴퓨터에서 다양한 공작 기계 그룹에 대해 직접 수치 제어 시스템을 사용합니다. DNC 클래스.
 이 시스템에서 중대형 컴퓨터(3)는 여러 CNC 기계에 대한 프로그램을 준비하고 개별 기계(1)의 CNC 시스템(2)으로 전송합니다. 컴퓨터의 매우 빠른 속도 때문에 시스템은 그룹의 모든 공작 기계에 대한 프로그램을 준비합니다. 컴퓨터는 또한 반자동 장치 관리를 위한 추가 기능(예: 자동 운송 및 창고 제어)을 수행합니다. 공작 기계는 소량의 미니 컴퓨터에 의해 직접 제어됩니다. 랜덤 액세스 메모리개별 CNC 시스템에 포함됩니다.
이 시스템에서 중대형 컴퓨터(3)는 여러 CNC 기계에 대한 프로그램을 준비하고 개별 기계(1)의 CNC 시스템(2)으로 전송합니다. 컴퓨터의 매우 빠른 속도 때문에 시스템은 그룹의 모든 공작 기계에 대한 프로그램을 준비합니다. 컴퓨터는 또한 반자동 장치 관리를 위한 추가 기능(예: 자동 운송 및 창고 제어)을 수행합니다. 공작 기계는 소량의 미니 컴퓨터에 의해 직접 제어됩니다. 랜덤 액세스 메모리개별 CNC 시스템에 포함됩니다.
CNC 시스템의 일반적인 블록 다이어그램
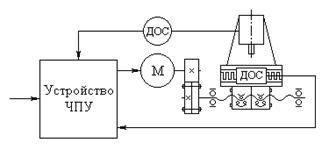
그림은 CNC 시스템의 일반적인 확대 블록 다이어그램을 보여줍니다. 여기에는 다음과 같은 주요 요소가 포함됩니다. CNC 장치; 각 제어 좌표에 설치된 기계 및 피드백 센서(DOS)의 작업 본체의 피드 드라이브. CNC 장치는 천공 테이프에 입력된 제어 프로그램에 따라 기계의 작업 본체에서 제어 작업을 실행하도록 설계되었습니다. 제어 프로그램은 메모리 블록에 저장되어 한 프레임 내에서 순차적으로 읽혀지며, 여기에서 기술 명령, 보간 및 이송 속도 블록으로 공급됩니다. 보간 블록은 제어 프로그램에 지정된 두 개 이상의 점 사이에서 도구 이동의 부분 궤적을 공식화하는 특수 컴퓨팅 장치(보간기)입니다. 이 블록의 출력 정보는 일반적으로 각 좌표에 대한 일련의 펄스로 표시되는 피드 드라이브 제어 장치에 입력되며, 주파수는 피드 속도를 결정하고 숫자는 이동량을 결정합니다.
정보 입력 및 읽기 블록제어 프로그램의 펀치 테이프에서 입력 및 읽기를 위한 것입니다. 포토컨버터가 장착된 포토리딩헤드(11)와 조명기를 포함하는 포토리더 앞에서 주기적으로 펀칭테이프를 잡아당겨서 한 프레임 내에서 라인별로 순차적으로 읽기가 이루어지며,
백열등 3과 렌즈 4로 구성되어 있습니다. 8개의 광변환기는 정보 판독을 제공하고 2개는 전송 트랙의 구멍을 통해 동기 펄스를 생성하는 데 사용됩니다. 다른 장치에서는 파손을 제어하기 위해 천공 테이프의 가장자리를 따라 설치되는 다른 광 변환기가 사용됩니다.
펀치 테이프(9)를 당기는 것은 구동 롤러(7)에 의해 수행되고, 롤러(10)에 의해 눌러지는, 브로치 전자석(EMF)이 켜지고 전기자(6)가 당겨질 때 브레이크 1에 의해 제동되고 클램프 5에 의해 헤드(11)에 대해 눌려질 때, 펀칭된 테이프가 장전되면 레버 2에 의해 후퇴되며 한 프레임의 정보를 읽은 후 EMT 브레이크를 켜고 EMF 전자석을 끄면 펀칭된 테이프가 멈춥니다. 작업의 동기화는 제어 트리거(TG)에 의해 수행됩니다.
입력 장치에 수정 사항이 있습니다.
메모리 블록.펀칭된 테이프의 정보는 순차적으로 읽혀지고 한 프레임 내에서 한꺼번에 사용되기 때문에 읽을 때 메모리 블록에 저장된다. 여기에서도 펀칭된 테이프에서 오류가 감지되면 이를 모니터링하여 신호를 생성합니다. 정보 처리가 프레임 단위로 순차적으로 진행되고 한 프레임에서 정보를 읽는 데 걸리는 시간이 약 0.1~0.2초이므로 정보 전송에 갭이 발생하여 허용할 수 없습니다. 이러한 이유로 두 개의 메모리 블록이 사용됩니다. 첫 번째 메모리 블록에서 한 프레임의 정보를 처리하는 동안 두 번째 프레임은 펀칭된 테이프에서 읽어 두 번째 블록에 저장됩니다. 메모리 블록에서 보간 블록으로 정보를 도입하는 시간은 무시할 수 있습니다. 많은 CNC 시스템에서 메모리 블록은 입력 블록을 건너뛰고 컴퓨터에서 직접 정보를 읽을 수 있습니다.
보간 블록.이 특수 컴퓨팅 장치 ĸᴏᴛᴏᴩᴏᴇ는 제어 프로그램에 지정된 두 개 이상의 지점 사이에 부분 도구 경로를 형성합니다. 이것은 CNC 윤곽 시스템에서 가장 중요한 블록입니다. 블록의 기본은 제어 프로그램에 의해 지정된 윤곽 섹션의 수치 매개변수에 따라 기능 f(x, y)를 복원하는 보간기입니다. X와 Y 좌표 값의 간격에서 보간기는 이 함수의 중간 점의 좌표 값을 계산합니다.
보간기의 출력에서 시간적으로 엄격하게 동기화된 제어 펄스가 생성되어 해당 좌표축을 따라 기계의 작업 본체를 이동합니다.
선형 및 선형 - 원형 보간기를 적용합니다. 이에 따라 전자는 선형 보간을 생성하고 후자는 선형 및 원형을 생성합니다.
예를 들어 선형 보간기는 주어진 윤곽에서 값만큼 편차가 있는 직선의 두 기준점 사이의 직경을 가진 커터로 작업 바디의 이동을 제공합니다.
이 경우 보간기에 대한 초기 정보는 좌표 증가의 크기와 직선을 따라 이동하는 처리 시간 ᴛ.ᴇ입니다. , 여기서 S는 설정된 공구 이송 속도입니다.
선형 원형 보간기의 작동은 평가 기능 F의 방법에 따라 수행할 수 있습니다. 이 방법은 본질적으로 다음 제어 펄스가 생성될 때 논리 회로가 이 펄스가 발행되어야 하는 좌표를 평가한다는 사실에 있습니다. 주어진 윤곽에 가능한 한 가깝게 공작 기계의 작업 본체의 전체 이동.
보간된 선(그림 a 참조)은 그것이 위치한 평면을 두 개의 영역으로 나눕니다. 즉, 평가 함수 F>0인 선 위와 F가 있는 선 아래입니다.<0. Все точки, лежащие теоретически заданной линии, имеют F=0.
보간 궤적은 좌표가 있는 시작점에서 좌표가 있는 끝점까지 좌표축을 따라 특정 기본 이동 시퀀스입니다.
궤적의 중간점이 F>0 영역에 있으면 X축을 따라 다음 단계가 수행되고 중간점이 영역 F에 있으면<0, шаг делается по оси Y. Аналогично происходит работа интерполятора при круговой интерполяции (см. рис. б).
피드 드라이브 제어 장치.보간 블록에서 정보가 피드 드라이브 제어 장치로 공급되고, 이 정보는 피드 드라이브를 제어하는 데 적합한 형식으로 변환됩니다. 후자는 각 펄스를 수신할 때 기계의 작업 본체가 CNC 시스템의 불연속성을 특성화하는 특정 양만큼 움직이도록 수행됩니다. 각 펄스가 도착하면 제어 대상은 펄스 가격이라고 하는 특정 양만큼 이동하며 일반적으로 0.01 - 0.02mm입니다. 기계에 사용되는 드라이브 유형(폐쇄 또는 개방, 위상 또는 진폭)에 따라 제어 장치가 크게 다릅니다. 위상 시프터 모드에서 작동하는 회전 변압기 형태의 피드백 센서를 사용하는 폐쇄 루프 위상 유형 드라이브에서 제어 장치는 펄스 대 위상 AC 변환기 및 위상 판별기로서 출력에서 신호의 위상을 비교합니다. 피드백 센서의 위상과 위상 변환기를 연결하고 차동 오차 신호를 구동 전력 증폭기에 출력합니다.
이송 속도 블록- 윤곽을 따라 주어진 이송 속도를 제공할 뿐만 아니라 주어진 법칙에 따라 처리 섹션의 시작과 끝에서 가속 및 감속 프로세스를 제공하며, 대부분 선형이며 때로는 지수적입니다. 작업 피드 (0.5 - 3000 mm / min) 외에도이 블록은 일반적으로 증가 된 속도 (5000 - 20000 mm / min)로 공회전을 제공합니다.
제어 및 표시 패널.작업자는 제어 및 디스플레이 패널을 통해 CNC 시스템과 통신합니다. 이 콘솔의 도움으로 CNC 시스템이 시작 및 중지되고 작동 모드가 자동에서 수동 등으로 전환되고 이송 속도 및 도구 크기 수정 및 도구의 초기 위치 변경 전체 또는 일부 좌표. 이 콘솔에는 조명 신호 및 디지털 표시가 있습니다.
프로그램 수정 블록프로그래밍된 가공 매개변수를 변경하는 데 사용됩니다: 이송 속도 및 공구 치수(길이 및 직경).
고정 사이클 블록고정 사이클 블록이 사용되는 부품의 반복 요소(예: 드릴링 및 보링 홀, 스레딩 등)를 처리할 때 프로그래밍 프로세스를 단순화하는 역할을 합니다. 예를 들어, 완성된 구멍에서 빠르게 후퇴하는 것과 같은 움직임은 천공된 테이프에 프로그래밍되지 않습니다. ϶ᴛᴏ는 해당 싸이클(G81)에 통합됩니다.
기술 명령 블록절삭 공구 검색 및 분석, 스핀들 속도 전환, 기계의 움직이는 작업 본체 클램핑 및 클램핑 해제, 다양한 인터록을 포함하여 기계의 사이클 제어(주기적 자동화)를 제공합니다.
전원 공급 장치기존의 3상 네트워크에서 모든 CNC 장치에 필요한 정전압 및 전류를 공급합니다. 이 블록의 특징은 산업용 전력 네트워크에서 항상 발생하는 간섭으로부터 CNC 전자 회로를 보호하는 전압 안정기 및 필터가 있다는 것입니다.
피드백 센서(DOS)
DOS는 기계 작업 본체의 선형 움직임을 움직임의 방향과 크기에 대한 정보가 포함된 전기 신호로 변환하도록 설계되었습니다.
다양한 DOS는 조건부로 각도 (원형)와 선형으로 나눌 수 있습니다. 원형 DOS는 일반적으로 랙 및 피니언 기어를 통해 리드 스크류의 회전 각도 또는 기계 작업 본체의 움직임을 변환합니다. 원형 DOS의 장점은 기계 작업 본체의 이동 길이로부터의 독립성, 기계 설치 용이성 및 조작 용이성입니다. 단점은 작업체의 변위를 간접적으로 측정하는 원리와 그에 따른 측정 오차를 포함합니다.
Linear DOS는 작업체의 움직임을 직접 측정하므로 원형 DOS에 비해 가장 큰 장점입니다. 선형 DOS의 단점은 전체 치수가 작업 본체의 이동량에 의존하고 기계 설치 및 작동이 어렵다는 것입니다.
작동 원리에 따라 DOS는 펄스, 위상, 코드, 위상 펄스 등입니다. 가장 일반적으로 사용되는 센서는 원형 및 선형인 인덕토신 유형과 리졸버입니다.
선형 인덕토신은 눈금자 1과 슬라이더 2로 구성됩니다. 눈금자의 길이는 측정된 변위 값을 약간 초과하고 눈금자는 2mm 피치의 인쇄 권선이 하나 있으며 여기에서 유도 전압이 제거됩니다. 솔리드(짧은 스트로크 포함)이거나 여러 개의 플레이트(길이 250mm)로 조립되어야 합니다. 슬라이더는 작업 본체에 설치되어 눈금자를 기준으로 움직입니다. ¼ 피치만큼 이동된 두 개의 인쇄된 권선이 있습니다. 각 권선에 10kHz 주파수의 교류가 공급되고 첫 번째 권선의 전압은 ![]() , 그리고 두 번째에
, 그리고 두 번째에 ![]() , 여기서 은 지정된 오프셋 각도입니다.
, 여기서 은 지정된 오프셋 각도입니다.
슬라이더 2가 움직이면 눈금자 1의 권선 출력에 전압이 유도됩니다.
여기서 는 작업체의 실제 움직임을 반영하는 실제 변위 각도 ᴛ.ᴇ입니다.
작업 본체가 미리 결정된 위치에 있으면 라인 권선의 출력 전압은 0입니다. 이 동등성이 없으면 피드 드라이브는 추가 이동을 위한 신호를 수신합니다.
회전 변압기 유형(VT)의 DOS는 CNC 기계에 널리 사용됩니다. 
Οʜᴎ는 2상 AC 전기 기계로, 회전자가 회전할 때 고정자 2와 회전자 1의 권선 사이의 상호 유도가 높은 정확도로 정현파로 변경됩니다. 전압은 고정자의 권선(a)과 권선(b)에 적용됩니다. 여기서 는 주어진 변위량을 반영하는 변위 각도입니다. 회전자 권선 1에서 전압이 제거됩니다. VT의 권선 수는 달라야하지만 가장 자주 VT는 고정자와 회 전자에 두 개의 서로 수직 인 권선과 함께 사용됩니다. 이러한 사인-코사인 VT를 리졸버라고 합니다.
위치 CNC 시스템에서 코드 피드백 센서는 작업 본체 변위의 절대값을 측정하는 데 사용됩니다. 이러한 센서로서는, 예를 들면 2진수 10자리의 원형 광전 센서의 코드 디스크가 사용된다.
유리 디스크의 각 동심 링은 광검출기에 빛을 전달하거나 전달하지 않는 어둡고 투명한 영역으로 구성됩니다. 링은 특정 숫자에 해당합니다. 외부 - 첫 번째, 내부 - 열 번째. 디스크는 전체 회전이 작업 본체의 최대 값으로의 이동에 해당하도록 설치됩니다. 이 경우 작업체의 각 위치는 하나의 조합(코드)에 해당합니다.
그림은 고정된 회절격자(1)가 있는 펄스 선형센서의 도면으로, 이에 대해 가동보조저울(2)이 이동하며, 이와 관련하여 일정량 이동하면 주격자에 대해 비스듬히 회전한다. , 수직 방향으로 움직이는 모아레 무늬가 형성되어(3), 격자를 통해 두 개의 광전지로 전달되는 광선(4)을 주기적으로 차단합니다. 보조 눈금 2를 1획 이동하면 광전지에서 하나의 펄스가 나옵니다.
프로그램 코딩의 일반 원칙
CNC 기계에서 모든 프로그램 요소: 주어진 작업 및 보조 이동의 방향, 크기 및 속도 등 특정 순서로 배열되고 일부 코드를 사용하여 특정 방식으로 작성된 숫자의 형태로 디지털 형식으로 설정됩니다. 코드는 숫자 또는 동작의 조건부 표기법으로, PU 시스템에서 사용하기 편리한 형식으로 이 숫자의 이미지를 얻는 매우 간단한 방법을 허용합니다. 일반적으로 프로그램 제어 시스템에서 사용되는 모든 코드는 이동 코드와 보조 명령 코드라는 두 가지 기본 요소로 구성됩니다. 인코딩하는 방법에는 여러 가지가 있습니다.
단일 코드.이 코드의 본질은 사실, 그 안에 있는 모든 숫자는 하나의 기호 1로 표현된다는 것입니다. 어떤 숫자를 나타내려면 이 숫자에 있는 단위만큼 이 기호를 연속해서 여러 번 반복해야 합니다. 프로그램 캐리어(펀칭 테이프)로 사용할 때 기호 1은 구멍을 펀칭하여 표시하고 자기 테이프는 자기 스트로크로 표시합니다. 주요 단점은 낮은 기록 밀도입니다.
10진수 체계 0 - 9의 10자리 숫자를 사용하여 숫자를 씁니다. 10진수 시스템에서 숫자를 쓰려면 각 문자에는 고유한 트랙이 있어야 하고 각 숫자는 한 줄이어야 합니다. 10진수 코드로 숫자를 작성하는 것은 번거롭습니다.
이진수 시스템쓰기에 0과 1의 두 문자만 사용합니다. 이진 코드로 숫자를 쓰려면 하나는 신호의 존재에 해당하고 0에서는 신호가 없습니다. 메커니즘이 두 개의 안정적인 상태를 가장 확실하게 구별하기 때문에 이것은 편리합니다. 예를 들어, 천공된 테이프에: 펀치가 있고 펀치가 없습니다. ; ; ; (2+1); ; (4+1); (4+2); (4+2+1); ; (8+1); (8+2) 등
이진수 시스템.
이 경우 10진수의 각 자릿수는 4진수라고 하는 등가 2진수로 작성됩니다.
0 1 2 3 4 … 10 11
0000 0001 0010 0011 0100 … 0001,0000 0001,0001
국제 ISO 코드 - 7비트
많은 수의 처리 유형과 기계 유형에도 불구하고 특정 문자나 숫자로 인코딩된 비교적 제한된 명령 세트는 매우 중요한 정보를 전달하기에 충분합니다.
CNC 기계에 사용되는 코드의 사용을 보장하기 위해 프로그래밍 언어의 통합이 대규모로 수행되었습니다. 이를 위해 ISO 표준의 국제 조직은 CNC 기계의 프로그래밍 처리를 위한 단일 국제 코드를 채택했습니다. 우리나라에는 유사한 코드(GOST 13052 - 74)가 있습니다. 코드는 숫자, 라틴 알파벳의 대문자 알파벳 및 그래픽으로 구분되는 특정 문자 집합을 설정합니다. 각 캐릭터는 종이 8 트랙 테이프에 구멍을 뚫어 얻은 고유 한 표정을 가지고 있습니다. 너비 25.4mm. 왼쪽에서 첫 번째 트랙(8번째)은 패리티 및 홀수 패리티 검사 기능입니다. 천공된 테이프의 각 줄에서 천공된 구멍의 수는 짝수여야 합니다. 나머지 7개 트랙은 이진수 시스템의 해당 비트를 나타냅니다.
공작 기계의 작업 몸체의 각 이동 방향에는 특정 좌표 값과 해당 주소 기호(예: X, Y, Z, W 등)가 할당됩니다. 금속 절단기의 좌표축 축에는 단일 방향이 있습니다. 기계 요소의 양의 이동 방향은 가공 도구(홀더)와 공작물이 서로 멀어지는 방향으로 간주됩니다.
수치 제어 시스템 - 개념 및 유형. 2014, 2015 "숫자 제어 시스템"범주의 분류 및 기능.
강의 계획:
1. 장비의 수치제어 및
생산에서의 그의 역할.
2. CNC 기계 사용의 주요 이점.
3. "CNC가있는 기계"복합체의 구조.
4. CNC 시스템의 개념과 주요 기능.
5. 위치, 윤곽 및 결합된 CNC 시스템.
1. 장비의 수치 제어 및 생산에서의 역할
기계 공학에서 노동 생산성의 성장을 위한 가장 중요한 예비는 금속 절단기에서 부품을 가공하는 노동 집약도의 감소입니다. 이 예비를 사용하는 주요 방법은 수치 제어(CNC)가 있는 공작 기계와 이러한 기계를 기반으로 하는 자동 라인 및 자동화 섹션 사용을 기반으로 부품 가공 프로세스를 자동화하는 것입니다.
자동 기계 및 자동 라인을 사용하여 대규모 및 대량 생산의 자동화가 보장됩니다. 엔지니어링 제품의 약 75-80%를 차지하는 소규모 및 연속 생산의 경우 자동 공작 기계의 생산성 및 정확성과 범용 장비의 유연성을 결합한 자동화 도구가 필요합니다.
이러한 자동화 수단은 CNC 기계입니다. CNC 기계는 유연한 연결이 가능한 기계로 작동은 특수 전자 장치로 제어됩니다. 부품 처리 프로그램은 프로그램 캐리어에 숫자 형식으로 작성되고 CNC 시스템을 사용하여 구현됩니다. 이 경우 치수 설정의 정확도는 프로그램 캐리어의 속성에 의존하지 않고 CNC 시스템의 분해능에만 의존합니다. CNC 기계는 새 부품 처리로 전환할 때 긴 재조정이 필요하지 않습니다. 이렇게하려면 프로그램, 절삭 공구 및 고정 장치를 변경하면 충분합니다. 이를 통해 기계에서 광범위한 부품을 처리할 수 있습니다. 자동 사이클에서 작동하는 CNC 기계는 수동 제어가 가능한 범용 기계의 속성을 유지합니다.
CNC 기계의 사용은 부품의 설계 및 처리에 대한 새로운 요구를 제기합니다. TPP(기술적 생산 준비)는 급진적으로 변화하고 있습니다. 무게 중심이 생산 영역에서 엔지니어링 노동 영역으로 옮겨지고 더 복잡해지고 부피가 증가합니다.
기술 프로세스의 새로운 요소가 나타납니다: 도구 경로, 경로 수정, 처리 제어 프로그램, 썰매 좌표계에서 부품 및 도구 위치의 치수 정렬, 기계 외부에서 높은 정확도로 도구 설정 등
기술자의 업무의 성격과 양은 근본적으로 변화하고 있습니다. CNC 가공을 통해 이 프로세스를 공식화하고 컴퓨터 및 기타 엔지니어링 작업 자동화 수단을 기술 프로세스 설계에 적용할 수 있습니다.
CNC 가공을 생산에 도입하는 것은 주요 조직 및 기술 행사입니다. 여기에는 CNC 기계 가공을 위한 기술 프로세스 설계 분야에서 필요한 직원 및 교육 전문가 교육과 같은 우선 순위를 포함하여 이 작업에서 발생하는 모든 작업에 대한 신중하게 계획된 계획이 수반되어야 합니다.
Engineer-mechanic Specialty 12.01.00 "기계 공학 기술"은 기계 공학에서 CNC 기계의 성공적인 사용이 좌우하는 문제를 해결할 수 있어야 합니다. 이를 위해서는 CNC 기계 및 해당 기술 장비의 기술적 능력, CNC 기계 사용 가능성에 대한 타당성 조사, 이러한 기계에서 부품을 처리하기 위한 기술 프로세스 설계 방법, 제어 프로그램 개발 방법에 대한 좋은 지식이 있어야 합니다. (NC), 기술 문서 편집 및 처리 절차 .
기계 자동 제어 시스템
자동 제어 시스템은 수용된 기술 처리를 기반으로 개발된 제어 프로그램에 따라 기계의 작동 및 보조 액추에이터 사이의 정확하고 시간 조정된 상호 작용을 보장하는 장치 및 통신 수단의 복합체입니다. 제어 프로그램 - ϶ᴛᴏ 기계의 작동 부품의 지정된 기능을 보장하는 일련의 명령. . 제어 프로그램을 운반하는 요소 또는 요소의 복합체를 일반적으로 프로그램 캐리어라고 합니다.
자동 제어 시스템의 분류 및 비교 분석은 학생의 독립적 인 작업 매뉴얼에 나와 있습니다. RV(캠축 포함)가 있는 제어 시스템, 순환 프로그램 제어 및 추적 복사 시스템도 고려됩니다.
전자 및 컴퓨터 기술의 발전, 생산에 컴퓨터의 도입으로 인해 금속 절단 기계용 수치 제어 시스템(CNC) 및 기타 기술 장비의 공작 기계 제작이 개발되고 널리 사용되었습니다.
수치 제어는 영숫자 코드로 지정된 프로그램에 따라 제어라고 하며 특정 언어로 작성된 일련의 명령을 나타내고 기계 작업 기관의 지정된 기능을 제공합니다.
CNC 시스템과 이전에 개발된 ACS의 근본적인 차이점은 기계의 작업 본체를 제어하기 위해 제어 프로그램과 전송을 계산하고 설정하는 방법에 있습니다.
기존 ACS에서 제어 프로그램은 캠, 복사기, 정지 및 프로그램 캐리어인 기타 수단과 같은 물리적 아날로그로 구현됩니다. 제어 프로그램을 지정하는 이 방법에는 두 가지 기본적인 단점이 있습니다. 첫 번째는 상세 도면 정보가 디지털(이산)에서 아날로그(캠 곡선, 복사기의 형태로)로 변환된다는 사실에 기인합니다. 이로 인해 캠, 복사기 제조, 눈금자의 이동 정지 장치 배치 및 작동 중 이러한 소프트웨어 캐리어의 마모에 오류가 발생합니다. 두 번째 단점은 이러한 소프트웨어 캐리어를 제조하고 기계에 노동 집약적인 설정을 해야 하는 극도의 중요성입니다. 이것은 많은 돈과 시간을 소비하게 하고, 대부분의 경우 연속 생산, 특히 소규모 생산을 자동화하기 위해 기존의 자동 제어 시스템을 사용하는 것은 비효율적입니다.
CNC 시스템에서 제어 프로그램을 준비하여 기계의 작업 기관으로 전송하는 모든 과정에서 우리는 부품 도면에서 직접 얻은 디지털(이산) 형식의 정보만 처리합니다. CNC 기계에서 가공되는 공작물에 대한 절삭 공구의 이동 궤적은 일련의 연속 위치로 표시되며 각 위치는 숫자로 결정됩니다. 부품 처리를 제어하는 데 필요한 제어 프로그램의 모든 정보(치수, 기술 및 보조)는 기호(숫자, 문자, 기호)를 사용하여 텍스트 또는 표 형식으로 표시되며 인코딩(ISO-7비트 코드)되어 입력됩니다. 컴퓨터에서 또는 제어판의 키를 직접 사용하여 제어 시스템의 메모리. CNC 장치는 이 정보를 기계의 액추에이터에 대한 제어 명령으로 변환하고 실행을 제어합니다.
이러한 이유로 CNC 기계에서는 운동학적 연결 때문이 아니라 수치 형식으로 지정된 프로그램에 따라 이러한 작업 바디의 독립적인 좌표 움직임을 제어하기 때문에 작업 바디의 복잡한 움직임을 얻을 수 있게 되었습니다. CNC 기계의 질적으로 새로운 것은 동시에 제어되는 좌표의 수를 늘릴 수 있다는 가능성이며, 그 결과 자동 제어에서 광범위한 기술 역량을 확보하여 근본적으로 새로운 공작 기계 레이아웃을 적용할 수 있게 되었습니다.
CNC 시스템의 일반적인 확대 블록 다이어그램은 그림 1에 나와 있습니다. 이십.
여기에는 다음과 같은 주요 요소가 포함됩니다. CNC 장치; 각 제어 좌표에 설치된 기계 및 피드백 센서(DOS)의 작업 본체의 피드 드라이브. CNC 장치는 정보 입력 및 읽기를 위해 블록에 입력된 제어 프로그램에 따라 기계의 작업 본체에 제어 작업을 실행하도록 설계되었습니다. 제어 프로그램은 메모리 블록에 저장되어 한 프레임 내에서 순차적으로 읽혀지며, 여기에서 기술 명령, 보간 및 이송 속도 블록으로 공급됩니다.
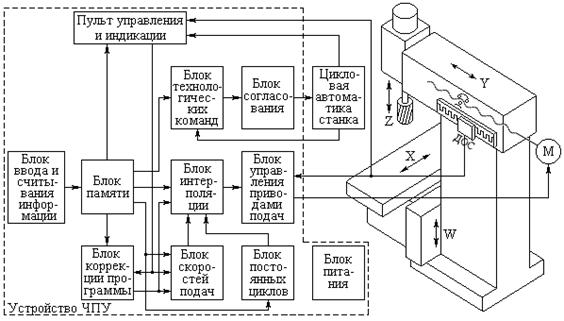 |
쌀. 20 CNC 시스템의 확대 블록도
기술 명령 블록주로 스타터, 전자기 클러치, 솔레노이드, 리미트 및 트래블 스위치, 압력 스위치 등과 같은 작동 요소로 구성된 기계의 주기적 자동화를 제어하는 역할을 하며 다양한 기술 명령(공구 교환, 스핀들 속도 전환, 등)뿐만 아니라 기계 작동 중 다양한 잠금 장치.
보간 블록- 특수 컴퓨팅 장치(보간기) - 제어 프로그램에 지정된 둘 이상의 지점 사이에서 도구의 부분 궤적을 형성합니다. 피드 드라이브 제어 장치에 제공되는 이 블록의 출력 정보는 일반적으로 각 좌표에 대한 펄스 시퀀스로 표시되며, 주파수는 피드 속도를 결정하고 숫자는 이동량을 결정합니다. 공작물 윤곽을 따라 지정된 이송 속도와 가속 및 감속 프로세스는 이송 속도 블록에 의해 제공됩니다. 프로그램 수정 블록은 프로그래밍된 처리 매개변수인 이송 속도 및 공구 치수(길이 및 직경)를 변경하는 데 사용됩니다. 조작자를 CNC 시스템과 연결하는 역할을 하는 제어 및 디스플레이 패널에서 수정 사항을 입력합니다. 고정 사이클 블록을 사용하면 드릴링 및 구멍 뚫기, 나사 가공 등과 같이 부품의 반복 요소를 처리할 때 프로그래밍 프로세스를 단순화할 수 있습니다.
작업 바디의 피드 드라이브는 드라이브 모터, 제어 시스템 및 운동학적 링크로 구성됩니다. CNC 기계의 작업 바디 이동의 정확도는 적용된 피드 드라이브 제어 방식에 따라 달라집니다. 개방형(제어된 작업 바디의 실제 변위 측정 시스템 없음) 또는 폐쇄형(측정 시스템 사용). 두 번째 경우, 기계의 각 제어 좌표에 대한 제어 신호의 정확도 제어는 피드백 센서(DOS)에 의해 수행됩니다. 이 제어의 정확도는 주로 기계에 있는 센서의 유형, 디자인 및 위치에 따라 결정됩니다.
CNC 시스템의 분류
CNC 시스템은 다양한 기준에 따라 분류할 수 있습니다.
1. 처리 제어의 기술적 작업을 기반으로 모든 CNC 시스템은 위치, 윤곽 및 결합의 세 그룹으로 나뉩니다.
위치 CNC 시스템제어 프로그램에 의해 지정된 위치를 결정하는 명령에 따라 기계의 작업 몸체의 움직임을 제어합니다. 이 경우 서로 다른 좌표축을 따라 이동을 동시에(주어진 일정한 속도로) 또는 순차적으로 수행할 수 있습니다. 이 시스템은 주로 드릴링, 카운터싱킹, 보링 홀, 스레딩 등의 플레이트, 플랜지, 커버 등과 같은 부품 가공을 위한 드릴링 및 보링 머신을 갖추고 있습니다.
CNC 윤곽 시스템궤적을 따라 그리고 제어 프로그램에 의해 지정된 윤곽 속도로 기계의 작업 몸체의 움직임을 제어합니다. 윤곽 속도는 지정된 가공 윤곽의 각 지점에서 접선 방향과 일치하는 기계 작업 본체의 결과 이송 속도입니다. Contour CNC 시스템은 위치 시스템과 달리 도구 또는 공작물의 움직임을 하나씩 또는 한 번에 여러 좌표를 따라 연속적으로 제어합니다(그림). 결과적으로 매우 복잡한 부품을 처리할 수 있습니다(두 개 이상의 좌표를 동시에 제어). . CNC 윤곽 시스템에는 주로 터닝 및 밀링 머신이 장착되어 있습니다(예: mod. 16K20F3, 6R13F3).
 |
제어 작업 처리
결합된 CNC 시스템, 위치 및 윤곽 CNC 시스템의 기능을 결합한 는 가장 복잡하지만 더 다양합니다. CNC 공작 기계(특히 다중 작업)의 복잡성 증가, 기술 능력 확장 및 자동화 수준 증가로 인해 결합된 CNC 시스템의 사용이 크게 확대되고 있습니다(예: mod. IR500MF4, IR320PMF4; 2206PMF4, 6305F4). .
2. 피드백이 있으면 모든 CNC 시스템은 개방형과 폐쇄형의 두 그룹으로 나뉩니다.
개방 루프 CNC 시스템전력 또는 무전력 스테퍼 모터(SM)를 기반으로 구축됩니다. 후자의 경우 SD는 일반적으로 유압 부스터(GU)와 함께 사용됩니다. 이러한 시스템은 가장 간단하지만 기계의 작업 본체의 실제 위치에 대한 제어 부족으로 인해 스테퍼 모터, 유압 부스터 및 변속기 메커니즘의 오류에 의해 움직임의 정확도가 영향을 받습니다. 피드 드라이브(기어, 나사 너트 쌍 등).
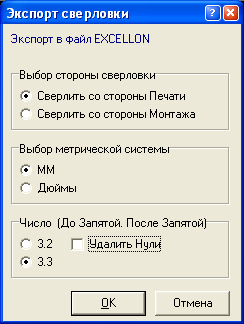
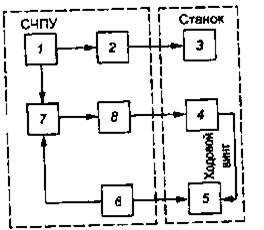
유압 부스터가 있는 스테퍼 모터의 작동 다이어그램이 그림 1에 나와 있습니다. . SM 로터를 일정 각도로 회전시키면 현재 고정되어 있는 너트(2)에서 디스트리뷰터의 나사부(1)가 풀려 디스트리뷰터가 왼쪽으로 이동하게 된다. 이 경우 오일은 유압 모터 3의 캐비티로 들어가고 기어 4를 통해 작업 본체 6 드라이브의 리드 나사 5가 회전합니다. 유압 모터의 로터가 회전하면 너트 2가 회전합니다( 분배기의 나사 부분을 고정)하고 간격이 막힐 때까지 분배기를 원래 위치로 되돌립니다. 후자는 유압 모터 로터가 스테퍼 모터의 분배기가 회전한 각도와 정확히 같은 각도로 회전할 때 발생합니다.
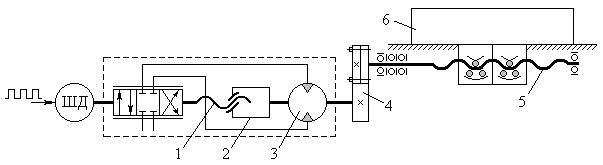 |
쌀. 22. CNC 기계의 개루프 피드 드라이브 제어 회로
개방 루프 CNC 시스템에는 CNC 공작 기계의 상당 부분이 장착되어 있습니다(예: mod. 16K20F3, 6R13F3, 6R11F3, RT-725F3, 1B732F3).
작업의 핵심 폐쇄 시스템 CNC는 서보 제어 시스템의 원리를 기반으로 합니다. 이러한 시스템에서 구동 모터 M으로 DC 모터가 가장 많이 사용됩니다.
폐쇄 루프 CNC 시스템 1) 기계의 작업 기관의 위치에 대한 피드백이 있습니다. 2) 기계 작업체의 위치에 대한 피드백과 기계 오류에 대한 보상 3) 자기 적응(적응).
첫 번째 하위 그룹의 폐쇄 루프 CNC 시스템에는 세 가지 유형이 있습니다. 첫 번째 유형의 폐쇄형 CNC 시스템(그림 23, a)에서 리드 스크류에 장착된 원형 DOS를 사용하여 작업 본체의 위치를 간접적으로 측정합니다. 이 구성표는 DOS 설치 측면에서 매우 간단하고 편리합니다. 적용된 센서의 전체 치수는 측정된 변위의 크기에 의존하지 않습니다. 리드 스크류에 장착된 원형 DOS를 사용할 때 스크류 너트 변속기의 정확도 특성(제조 정확도, 강성, 간격 없음)에 대한 높은 요구 사항이 있으며, 이 경우 피드백이 적용되지 않습니다.
CNC 기계의 피드 드라이브에 정밀하게 만들어진 볼 스크류 쌍을 사용하고 틈새를 제거하고 강성을 높이기 위해 예압을 생성하면 첫 번째 유형의 폐쇄 루프 CNC 시스템을 널리 사용하여 높은 이동 정확도를 얻을 수 있습니다. 작업 기관의.
 |
쌀. 23. 폐쇄형 CNC 시스템의 구조도:
a - 리드 나사의 원형 DOS로 닫힙니다.
b - 원형 DOS 및 랙 및 피니언으로 닫힙니다.
c - 선형 DOS로 닫힘
세 번째 유형의 폐쇄 형 CNC 시스템에는 기계의 작업 몸체 움직임을 직접 측정하는 선형 DOS (그림 23, c)가 장착되어 있습니다. 이를 통해 피드 드라이브의 모든 전송 메커니즘을 피드백으로 덮을 수 있으므로 높은 이동 정확도를 보장합니다. 동시에 선형 DOS는 원형 DOS보다 복잡하고 비용이 많이 듭니다. 전체 치수는 기계 작업 본체의 스트로크 길이에 따라 다릅니다. 선형 DOS의 정확도는 기계 오류(예: 가이드 마모, 열 변형 등)의 영향을 받을 수 있습니다.
고려되는 세 가지 유형의 폐쇄형 CNC 시스템 모두에서 기계 작업 본체의 피드 드라이브 오류만 고려되며 두 기계 자체의 오류(가이드 및 마모, 진동, 기본 부품의 열 변형) 및 가공 부품의 정확도에 영향을 미치는 기술 시스템의 기타 요소(탄성 변형, 공구 마모 등).
두 번째 하위 그룹의 폐쇄 루프 CNC 시스템(그림 24)에는 기계 오류(열 변형, 진동, 가이드 마모 등)를 보정하는 센서 D와 함께 처리 정확도를 개선하기 위한 추가 피드백 시스템이 장착되어 있습니다.
 |
세 번째 하위 그룹의 폐쇄형 CNC 시스템을 자체 적응형(적응형) 제어 시스템이라고 합니다. 작업 본체의 위치뿐만 아니라 가공 공정의 매개변수(기술 시스템의 탄성 변형, 공구 마모, 절단 영역의 온도, 진동)에 대한 피드백이 있기 때문에 자동 조정을 제공합니다. 주어진 가공 정확도, 최대 생산성 또는 최소 가공 비용을 얻기 위해 가공 조건(공작물의 허용 오차 변동, 경도 등)을 변경하는 기계의 가공 모드.
CNC 시스템의 사용 기간이 비교적 짧음에도 불구하고 전자 기술의 발전 수준에 따라 이미 여러 단계의 개발 단계를 거쳤습니다. 동시에 CNC 시스템 개발자는 릴레이 접촉기, 트랜지스터, 중소 수준의 통합 마이크로 회로, 미니 컴퓨터 및 마지막으로 마이크로 프로세서 세트 및 대형 메모리 집적 회로(LSI 메모리)와 같은 다양한 요소 기반을 사용했습니다.
 |
전체 텍스트 검색:
Home > 초록 >정보학
소개 4
1장. 수치 제어를 통한 하드웨어-소프트웨어 콤플렉스 구축의 본질 7
§1.1. 수치 제어가 가능한 장비. 목적, 기능, 기존 솔루션 및 모델 7
§1.2. 스테퍼 모터. 장치, 작동 원리, 제어 8
§1.3. 마이크로컨트롤러의 아키텍처. 필수 매개변수 12
§1.4. 마이크로컨트롤러 14를 위한 소프트웨어 환경
§1.5. PC 레벨 15에서 CNC 기계 제어 모듈을 위한 소프트웨어 환경
2장. CNC 기계에 필요한 제어 모듈의 구현 21
§2.1. 하드웨어의 물리적 모델 21
§2.2. *.drl 확장자를 가진 드릴링 파일의 데이터 분석 및 구조. 22
§2.3. UART 26을 통해 PC에서 들어오는 마이크로컨트롤러의 데이터 읽기 알고리즘
§2.4. 마이크로컨트롤러로 보내기 위한 드릴링 파일 형성 28
§2.5. 드릴링 작업 28
§2.6. 수동 모드 31
§2.7. 번아웃 32
§2.8. CNC 컴플렉스의 현대화 38
3장. 복잡한 42의 분석 및 테스트
§3.1. 컴퓨터 시뮬레이션 컴플렉스에서 CNC 컴플렉스 테스트 42
§3.2. 드릴링 모듈 테스트 43
§3.3. 수동 제어 45
§3.4. 번아웃 46
결론 49
중고 문헌 51
소개
현대 사회에서는 거의 모든 영역에서 최신 기술을 사용하지 않고는 더 이상 불가능합니다. 기본적으로 이것은 자동화 시스템을 우리 삶에 도입하여 인간의 작업을 촉진하고 과학 및 기술 수준의 지식을 모두 높일 수 있게 하는 것입니다. 컴퓨터의 출현으로 이러한 시스템의 도입이 가장 대중적이고 관련성이 높아졌습니다. 이는 생산 및 일상 생활에서 자동 제어 시스템에 대한 수요가 높기 때문입니다.
그리고 실제로, 특정 장치의 소프트웨어 제어는 큰 응용을 받았습니다. 스테퍼 모터는 프린터, 자동 도구, 디스크 드라이브, 자동차 대시보드 및 높은 위치 정확도와 마이크로프로세서 제어가 필요한 기타 애플리케이션에 널리 사용됩니다. 알려진 바와 같이, 이러한 제어는 개별 요소 기반에서 구현될 수 있는 특수 로직 및 고정밀 드라이버의 사용을 필요로 하며, 이는 회로의 복잡성과 비용을 증가시킵니다.
수치 제어(CNC)가 있는 공작 기계는 특별한 주의가 필요합니다. 높은 정확성, 신뢰성 및 실용성으로 인해 사람의 작업을 용이하게 할 수 있기 때문에 오늘날 그들의 역할은 훌륭합니다.
연구원, 개발자 및 시스템 엔지니어는 제어 시스템의 더 큰 개방성을 필요로 합니다. 이러한 개방성을 통해 프로그래머블 컨트롤러 애플리케이션의 계속 증가하는 실제 요구 사항을 충족하기 위해 기능을 훨씬 쉽게 설계, 구축 및 신속하게 배포할 수 있습니다. 일부 로봇 제어 공급업체는 제품에 대한 맞춤형 개발 도구를 제공하지만 시장 변화에 신속하게 대응하고 수명 주기 비용을 줄일 수 있다는 점에서 저비용 및 비독점 솔루션이 선호됩니다. 가장 중요한 성공 요인은 공통 요소 기반과 오픈 소스 소프트웨어(가능하면 무료 배포)의 사용입니다. 결과적으로 소프트웨어 설계는 최대 이식성과 재구성 가능성에 초점을 맞춰야 합니다.
이 논문의 목적은 위의 모든 요구 사항을 충족하는 CNC 제어로 소프트웨어 및 하드웨어 콤플렉스를 만드는 것입니다. CNC 컴플렉스를 사용하면 소유자의 상상력에 따라 설정할 수 있는 많은 작업을 수행할 수 있습니다. 이 작업의 궁극적인 목표는 다음을 수행하는 이러한 제어 모듈 및 하드웨어 부품을 만드는 것입니다.
PC에 의해 자동으로 제어되는 PCB 제조용 홀 드릴링;
컴퓨터를 통한 CNC 컴플렉스의 수동 제어;
열처리를 통해 PC에서 가공된 소재로 이미지를 전송합니다.
이러한 소프트웨어 및 하드웨어 컴플렉스를 구현하려면 다음 작업을 해결해야 합니다.
a) 기계의 물리적 작업 영역을 만들기 위해 기계 기술을 연구합니다.
b) 관리 원칙을 이해한다 스테퍼 모터;
c) Atmel 시리즈 마이크로컨트롤러의 아키텍처와 작동을 연구합니다.
d) RS232 인터페이스를 통한 데이터 교환 모드를 연구합니다.
e) 최소한의 필요한 재료 및 어셈블리로 단지의 물리적 하드웨어를 개발합니다.
f) Atmel 마이크로컨트롤러를 기반으로 하는 RS232 인터페이스를 통해 직접 PC와의 상호 작용 및 복합물의 물리적 부분을 위한 제어 보드를 개발합니다.
g) 컴플렉스의 올바른 작동을 보장하는 마이크로컨트롤러용 프로그램을 개발합니다.
h) 다음 작업을 제공하는 PC에서 컴플렉스의 소프트웨어 부분을 만듭니다.
교련;
탈진;
수동 제어;
i) 하드웨어 및 소프트웨어 컴플렉스를 테스트하기 위한 전자 장치의 최신 컴퓨터 시뮬레이터에 대해 알아봅니다.
제1장 수치 제어를 통한 소프트웨어 및 하드웨어 단지 구축의 본질
§1.1. 수치 제어가 가능한 장비. 목적, 기능, 기존 솔루션 및 모델
사물의 과정에 대한 소개를 위해 기본 용어와 의미를 정의합시다.
컴퓨터 수치 제어또는 CNC- 명령을 판독하는 컴퓨터 제어 시스템을 의미합니다. G 코드(CNC 시스템용 기술 데이터 형식, 아래 설명) 및 금속 가공 기계용 공작 기계 및 드라이브 제어용. CNC는 제어 프로그램에 따라 가공 도구의 움직임을 보간합니다.
이것은 위키피디아(이하 CNC)에서 가져온 수치 제어의 많은 정의 중 하나입니다.
즉, CNC의 주요 특징은 컴퓨터 제어 시스템으로 제어 장비와 제어 터미널이 있음을 의미합니다. 우리의 경우 제어 장비는 CNC 제어 및 제어 터미널(특수 소프트웨어 패키지가 포함된 컴퓨터)을 기반으로 하는 다기능 기계가 될 것입니다.
이 문제를 해결하려면 CNC 시스템에 대한 제어 알고리즘이 있는 방법이 필요합니다. 특정 문제를 해결하려면 단지의 다음 요소 간의 상호 작용을 구성해야 합니다.
단지의 기계적 부분;
스테퍼 모터 제어용 전원 키;
자율 전원 스위치 제어 터미널, 컴퓨터 및 작업자 개입 없이 자율 작동이 가능한 컨트롤러;
하드웨어 컴플렉스를 제어하기 위해 컨트롤러에 전송된 명령을 생성하기 위한 모듈;
제어 모듈과 제어되는 컨트롤러 간의 데이터 교환 인터페이스;
제어 모듈과 하드웨어 컴플렉스 간에 정보를 수신 및 전송하기 위한 라인입니다.
엄격한 기준을 유지하면서 더 높은 정밀도와 많은 작업이 필요한 많은 작업을 수행할 수 있는 산업 단지가 있습니다. 이러한 경우 이러한 시스템은 특정 영역에서 작업을 크게 단순화하고 속도를 높입니다. 이러한 시스템의 대부분은 석고에서 고강도 철강 제품에 이르기까지 다양한 재료의 가공에 중점을 두고 있습니다. CNC는 천문학, 항공 및 우주 산업에서도 사용됩니다. 정확성과 효율성이 중요한 역할을 하는 활동 영역입니다.
§1.2. 스테퍼 모터. 장치, 작동 원리, 제어
스테퍼 모터는 프린터, 자동 도구, 디스크 드라이브, 자동차 대시보드 및 높은 위치 정확도와 마이크로프로세서 제어가 필요한 기타 애플리케이션에 널리 사용됩니다. 알려진 바와 같이, 이러한 제어는 개별 요소 기반에서 구현될 수 있는 특수 로직 및 고정밀 드라이버의 사용을 필요로 하며, 이는 회로의 복잡성과 비용을 증가시킵니다.
소형 스테퍼 모터는 예를 들어 자동차 대시보드(계기판)에 자주 사용되며 속도계, 회전 속도계, 냉각수 온도 게이지 및 연료 레벨의 화살표를 회전시키는 기능을 수행합니다. 동시에, 전통적으로 사용되는 검류계 시스템에 비해 포인터의 진동이 없고 판독 정확도가 높아집니다.
DC 모터(DC 모터)는 일정한 전압이 인가되는 즉시 작동을 시작합니다. 회 전자 권선을 통한 전류 방향 전환은 기계적 정류자 인 컬렉터에 의해 수행됩니다. 영구 자석은 고정자에 있습니다. 스테퍼 모터는 정류자가 없는 DC 모터로 간주할 수 있습니다. 권선은 고정자의 일부입니다. 영구 자석은 회전자 또는 가변 자기 저항의 경우 연자성 재료로 만든 톱니 블록에 있습니다. 모든 정류는 외부 회로에 의해 이루어집니다. 일반적으로 모터 컨트롤러 시스템은 로터를 고정된 위치로 가져올 수 있도록 설계되었습니다. 즉, 시스템이 위치 제어됩니다. 로터의 주기적 위치는 형상에 따라 다릅니다.
스테퍼 모터와 서보 모터를 구별하는 것이 일반적입니다. 작동 원리는 대체로 유사하며 많은 컨트롤러가 두 유형 모두에서 작동할 수 있습니다. 주요 차이점은 사이클당 단계 수(로터 1회전)입니다. 서보 모터는 일반적으로 전위차계인 제어 시스템에 아날로그 피드백이 필요합니다. 이 경우의 전류는 원하는 위치와 현재 위치의 차이에 반비례합니다. 스테퍼 모터는 주로 피드백이 없는 시스템에 사용되며 이동 중에 작은 가속이 필요합니다.
스테퍼 모터(SM)는 영구 자석 모터와 가변 자기 저항 모터(하이브리드 모터)의 두 가지 종류로 나뉩니다. 컨트롤러의 관점에서 그들 사이에는 차이가 없습니다. 영구 자석 모터에는 일반적으로 중앙 탭이 있거나 없을 수 있는 두 개의 독립적인 권선이 있습니다(그림 1.2.1 참조).
그림 1.2.1 영구자석이 있는 단극 스테퍼 모터.
바이폴라 영구 자석 스테퍼 모터와 하이브리드 모터는 유니폴라 모터보다 설계가 더 간단하고 중앙 탭 권선이 없습니다(그림 2.2.2 참조).
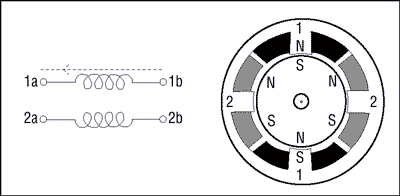
그림 2.2.2 바이폴라 및 하이브리드 SD.
이러한 단순화는 각 모터 극 쌍의 극성을 더 복잡하게 반전시키는 대가를 치르게 됩니다.
스테퍼 모터는 다양한 각도 분해능을 가지고 있습니다. 거친 모터는 일반적으로 단계당 90° 회전하는 반면 미세 모터는 단계당 1.8° 또는 0.72° 분해능을 가질 수 있습니다. 컨트롤러가 허용하는 경우 반단계 모드 또는 더 미세한 단계 분할이 있는 모드(마이크로 스테핑 모드)를 사용할 수 있으며 분수 전압 값은 종종 PWM 변조를 사용하여 형성되는 권선에 적용됩니다.
제어 프로세스에서 언제든지 하나의 권선에만 전원이 공급되면 회전자는 고정된 각도로 회전하며 외부 토크가 평형점에서 모터 유지 토크를 초과할 때까지 유지됩니다.
바이폴라 스테퍼 모터를 적절하게 제어하려면 시동, 정지, 역회전 및 속도 변경 기능을 수행해야 하는 전기 회로가 필요합니다. 스테퍼 모터는 일련의 디지털 스위치를 동작으로 변환합니다. "회전" 자기장은 권선의 적절한 스위칭 전압에 의해 제공됩니다. 이 필드를 따라 로터가 회전하고 기어박스를 통해 엔진의 출력 샤프트에 연결됩니다.
각 시리즈에는 오늘날 전자 애플리케이션의 계속 증가하는 성능 요구 사항을 충족하는 고성능 구성 요소가 포함되어 있습니다.
바이폴라 스테퍼 모터의 제어 회로에는 각 권선에 대한 브리지 회로가 필요합니다. 이 회로를 사용하면 각 권선의 전압 극성을 독립적으로 변경할 수 있습니다. 그림 3.2.3은 단일 스텝 모드의 제어 순서를 보여줍니다.
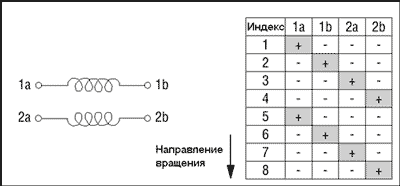
그림 3.2.3 싱글 스텝 모드의 제어 순서.
그림 4.2.3은 하프스텝 제어의 순서를 나타냅니다.
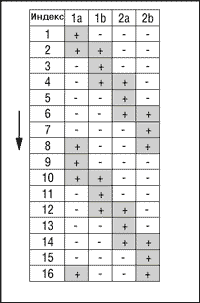
그림 4.2.3 하프 스텝 모드의 제어 순서.
§1.3. 마이크로컨트롤러의 아키텍처. 필수 매개변수
MK는 외부 전기 신호에 응답하여 다음에 따라 작동하는 미세 회로(칩, 석재, IC)입니다.
제조사에서 제공하는 기능으로
MK에 연결된 전자 제품으로
- 우리가 로드한 프로그램으로.
우리 프로그램에 따라 행동하는 MK의 능력은 MK의 본질입니다.
이것이 MK와 "보통"의 주요 차이점입니다. 아니다프로그래밍 가능한 마이크로 회로. AVR- 회사의 MK패밀리입니다. ATMEL
,
C 언어로 프로그램을 작성하는 특징과 편의성을 고려하여 개발되었습니다. 왜 AVR인가?
이것들은 비싸지 않고 널리 사용 가능하고 신뢰할 수 있고 간단하고 상당히 빠르며 대부분의 명령을 계산하면 1 클럭 사이클에서 실행됩니다. 10MHz 석영에서 초당 최대 1천만 개의 명령이 실행됩니다.
ㅏ  VR은 주변기기를 개발했습니다. 하나의 MK 하우징에서 프로세서 컴퓨터를 둘러싼 장비 세트 또는 MK에 내장된 전자 장치, 블록, 모듈 세트.
VR은 주변기기를 개발했습니다. 하나의 MK 하우징에서 프로세서 컴퓨터를 둘러싼 장비 세트 또는 MK에 내장된 전자 장치, 블록, 모듈 세트.
스테퍼 모터를 제어하려면 전류 펄스를 증폭하는 중간 전원 스위치와 스테퍼 모터의 제어와 PC와의 상호 작용을 모두 제공하는 컨트롤러가 필요합니다. 필수 매개변수 측면에서 가장 이해하기 쉽고 적합한 것은 AVR의 8비트 마이크로컨트롤러 - AT Mega 8(8KB의 시스템 내 프로그래밍 가능 플래시 메모리 포함)으로 다음과 같은 특징이 있습니다.
8비트 고성능 저전력 AVR 마이크로컨트롤러 프로그레시브 RISC 아키텍처; 130개의 고성능 명령; 대부분의 명령어는 하나의 클럭 사이클에서 실행됩니다. 32개의 8비트 범용 작업 레지스터; 완전히 정적 작업; 내장 2사이클 승수; 비휘발성 프로그램 및 데이터 메모리; 8KB의 시스템 내 자체 프로그래밍 가능 플래시 메모리, 1000 지우기/쓰기 주기를 제공합니다. 독립적인 잠금 비트가 있는 부트 코드의 추가 섹터; 동시 읽기/쓰기(Read-While-Write) 모드가 제공됩니다. 512바이트 EEPROM; 100,000 지우기/쓰기 주기를 제공합니다. 1KB 내장 SRAM, 프로그래밍 가능 잠금, 사용자 소프트웨어 보호 보장 내장 주변기기; 별도의 프리스케일러가 있는 2개의 8비트 타이머/카운터; 하나는 비교 모드, 하나는 별도의 프리스케일러 및 캡처 및 비교 모드가 있는 16비트 타이머/카운터입니다. 별도의 발전기가 있는 실시간 카운터; 3개의 PWM 채널, 8채널 A/D 변환기(TQFP 및 MLF 패키지), 10비트 정밀도의 6개 채널, 8비트 정밀도의 2개 채널; 6채널 아날로그-디지털 변환기(PDIP 패키지); 10비트 정밀도의 4개 채널; 8비트 정밀도의 2개 채널; 바이트 지향 2선 직렬 인터페이스; 프로그래밍 가능한 직렬 USART; 직렬 인터페이스 SPI(마스터/슬레이브); 별도의 내장 발진기가 있는 프로그래밍 가능한 워치독 타이머; 내장 아날로그 비교기; 특수 마이크로컨트롤러 기능; 파워온 리셋 및 프로그래밍 가능한 전압 강하 감지기; 내장 보정 RC 발생기; 내부 및 외부 인터럽트 소스; 5가지 절전 모드: 유휴, 절전, 절전, 대기 및 ADC 노이즈 감소 I/O 핀 및 케이스; 23개의 프로그래밍 가능한 I/O 라인; 28핀 PDIP 패키지; 32핀 패키지; TQFP 및 32핀 MLF 패키지; 작동 전압: 2.7~5.5V(ATmega8L), 4.5~5.5V(ATmega8); 작동 주파수: 0 - 8MHz(ATmega8L), 0 - 16MHz(ATmega8).
이러한 매개변수는 하드웨어-소프트웨어 콤플렉스 구현에 대한 요구 사항을 크게 충족하며 이와 관련하여 기술 매개변수 및 널리 사용되고 친숙한 명령 아키텍처를 포함한 다른 모든 측면에서 이 특정 마이크로컨트롤러를 사용하기로 결정했습니다. 각 레그의 목적은 그림 1.3.1의 부록 1에 나와 있습니다.
§1.4. 마이크로컨트롤러를 위한 소프트웨어 환경
마이크로컨트롤러용 프로그램을 작성할 때 C 컴파일러 CodeVisionAVR이 사용되었습니다.
코드비전AVR- Atmel AVR 제품군의 마이크로컨트롤러를 위한 통합 소프트웨어 개발 환경.
CodeVisionAVR에는 다음 구성 요소가 포함됩니다.
AVR용 C 컴파일러; AVR용 어셈블리 언어 컴파일러; 주변 장치를 초기화할 수 있는 프로그램의 초기 코드 생성기; 디버그 보드 STK-500과의 상호 작용을 위한 모듈; 프로그래머와의 상호 작용 모듈; 단말기.
CodeVisionAVR의 출력 파일은 다음과 같습니다.
프로그래머를 사용하여 마이크로컨트롤러에 다운로드하기 위한 HEX, BIN 또는 ROM 파일. COFF - 디버거에 대한 정보를 포함하는 파일. .OBJ 파일.
CodeVisionAVR은 상용 소프트웨어입니다. 기능이 제한된 무료 평가판 버전이 있습니다.
2008년 4월 현재 최신 버전은 1.25.9입니다.
Wikipedia에서 가져온 데이터입니다.
프로그램 코드는 원래 C 언어로 개발되었습니다. C 언어는 간결함, 최신 흐름 제어 구성, 데이터 구조 및 광범위한 작업 집합이 특징입니다.
시(영어) 씨)은 B 언어의 개발로 Bell Labs 직원인 Ken Thompson과 Denis Ritchie가 1970년대 초에 개발한 표준화된 절차적 프로그래밍 언어입니다. C는 UNIX 운영 체제(OS)에서 사용하기 위해 만들어졌습니다. 그 이후로 많은 다른 운영 체제에 이식되었으며 가장 많이 사용되는 프로그래밍 언어 중 하나가 되었습니다. C는 효율성으로 평가됩니다. 시스템 소프트웨어를 만드는 데 가장 많이 사용되는 언어입니다. 응용 프로그램을 만드는 데에도 자주 사용됩니다. C는 초보자를 위해 설계되지 않았음에도 불구하고 프로그래밍을 가르치는 데 적극적으로 사용됩니다. 결과적으로 C 언어의 구문은 다른 많은 언어의 기초가 되었습니다. Wikipedia에서 가져온 데이터입니다.
§1.5. PC 수준에서 CNC 기계 제어 모듈을 위한 소프트웨어 환경
볼랜드 C++빌더 6 소프트웨어 환경은 CNC 기계 제어 소프트웨어 모듈을 작성하기 위한 기반으로 선택되었습니다.볼랜드 C++빌더는 최근에 볼랜드에서 출시한 신속한 애플리케이션 개발 도구로 델파이 개발 환경과 구성 요소 라이브러리. 이 기사에서는 C++ Builder 개발 환경과 사용자 인터페이스 디자인에 사용되는 기본 기술에 대해 설명합니다.
볼랜드 C++ 빌더 작업에 대한 많은 튜토리얼과 참고서가 있기 때문에 제어 모듈의 현재 개발 환경에 대한 자세한 설명은 생략합니다. 단지를 만들 때 교과서 자료가 사용되었습니다.
또한 소프트웨어 패키지를 개발, 작성 및 개선할 때 다양한 포럼뿐만 아니라 소스에서 가져온 인터넷에서 이전에 습득한 기술과 기사를 사용했습니다.
컨트롤러와 제어 모듈 모두에 대한 프로그램을 작성할 때 PROTEUS 패키지 테스트 콤플렉스는 AVR, 8051, Microchip PIC10, PIC16, PIC18, Philips 마이크로컨트롤러를 지원하는 전자 장치 시뮬레이터가 상당히 중요했습니다.
ARM7, 모토로라 MC68HC11, 완전한 디자인 시스템. 아이디어에서 보드에 대한 장치 및 파일의 결과까지 테스트하는 기능.
이러한 시스템에서 중요한 역할은 CNC 기계에서 부품을 처리하기 위한 제어 프로그램 생성 문제를 해결하도록 설계된 CAM 시스템의 성공적인 생성에 의해 수행됩니다. 즉, 소스 정보에서 제어 데이터 블록의 형성입니다. 현재 작업에서 소스 정보는 필요한 명령 형식으로 변환해야 하는 이미지 파일, 벡터 홀 파일입니다.
현재 CAM 시스템은 복잡한 소프트웨어 패키지입니다. 지난 10년 동안 여러 세대의 CAM 시스템이 변경되었습니다.
전문가들에 따르면, 베스트 웨스턴 모델을 견딜 수 있는 현대적인 국내 CAM 시스템은 다음과 같은 특징이 있어야 합니다.
기하학적 모델을 가져오기 위한 고급 도구.
STL 또는 VDA 형식의 기하학적 모델 표현에 모델 표현의 정확성과 관련된 특정 단점이 있고 STFP 형식이 아직 적절한 분포를 찾지 못한 경우 IGES 표준을 사용하면 문제를 해결할 수 있습니다. 이 문제. 현재 IGES 표준은 일반적으로 인정되며 모든 기하학적 정보의 전송을 제공합니다. 모든 최신 컴퓨터 지원 설계 시스템에서 지원됩니다.
NURBS 표현에서 3D 개체를 지원합니다.
합리적인 스플라인 또는 NURBS 형태의 곡선 및 표면 표현은 데이터 저장의 높은 정확도와 컴팩트함을 제공합니다. 또한 최신 CNC 랙에는 NURBS 보간 기능이 내장되어 있습니다. 이러한 이유로 근사 객체로 작동하는 기존 시스템의 대부분은 상당한 개선이 필요합니다.
모든 복잡성의 3D 모델을 지원합니다.
최신 CAM 시스템을 사용하면 고도로 복잡한 표면 및 솔리드 모델(예: 차체 부품)을 생성할 수 있습니다. 이러한 모델의 처리는 CAM 시스템에 양적 및 질적 제한이 없는 경우 가능합니다.
모델의 기본 개체에 대한 액세스 수단입니다.
실제 모델은 많은 표면으로 구성됩니다. 시스템은 최적의 기술 솔루션을 달성하는 데 필요한 별도의 표면(또는 해당 그룹)으로 작동할 수 있어야 합니다.
기하학적 모델을 수정하는 수단.
기술 장비 처리를 위해 제품의 기하학적 모델이 사용됩니다. 이 경우 원래 모델을 수정해야 하는 경우가 많습니다. 최상의 경우 시스템에는 본격적인 3D 모델링 도구가 있어야 하지만 이 요구 사항을 충족하면 시스템 비용에 큰 영향을 미칩니다.
보조 기하학적 개체를 구성하기 위한 기능.
처리 프로세스의 최적 구성은 모델의 제한된 영역에서 작업을 수행하거나 반대로 처리가 금지된 "섬"을 선택해야 할 수 있습니다. 시스템에는 경계의 윤곽을 구성하는 데 필요한 수단이 있어야 합니다. 현대 시스템은 그러한 경계의 수와 중첩에 제한이 없습니다. 또한 윤곽을 사용하여 도구의 경로를 제어할 수 있습니다.
광범위한 처리 방법.
최적의 처리 방법을 선택할 가능성은 기술자의 작업을 크게 촉진하고 기계의 처리 시간을 줄일 수 있습니다. 최근에 CAM 시스템은 isoparametric 라인을 따라 표면 처리를 할 수 있었습니다. 오늘날 이 방법을 적용할 수 있는 모델은 가장 단순한 것 중 하나입니다. 실제 모델을 처리하려면 예를 들어 준 등거리 표면이 있는 평면을 교차하여 얻은 곡선을 따라 도구 이동을 제공하는 더 복잡한 알고리즘이 필요합니다.
자동 절단 제어.
준 등거리 표면의 구성으로 공구 경로를 계산할 때 가우징을 제외할 수 있습니다. 그러나 수학적 장치의 관점에서 근사 모델을 고려하지 않으면 이것은 프로그램에서 가장 어려운 부분입니다.
작업 중 영역의 자동 식별 수단.
이러한 기금이 있으면 기술자의 작업을 크게 촉진할 수 있습니다.
기술 운영의 매개변수를 관리하는 개발된 수단.
선택한 매개변수에 따라 작업 실행 모드가 크게 달라질 수 있습니다. 다양한 튜닝 도구를 통해 적은 수의 처리 방법으로도 많은 처리 옵션을 얻을 수 있습니다. 그러나 많은 수의 조정 가능한 매개 변수는 시스템의 개발 및 사용을 크게 복잡하게 하므로 모델의 치수에 따라 기술 작업의 매개 변수 값을 자동으로 결정하고 처리하는 수단이 필요한 것 같습니다. 방법, 도구 등
다양한 절삭 공구 지원.
시스템은 사용되는 도구의 모양에 제한을 두어서는 안 됩니다. 이 요구 사항을 충족하면 도구 궤적을 구성하기 위한 알고리즘이 상당히 복잡해집니다.
프로세스 및 처리 결과를 모델링하는 수단.
시스템은 가공된 부품의 모델과 사실적인 이미지를 생성합니다. 이를 통해 기술자는 작업 결과를 신속하게 제어하고 적시에 오류를 감지할 수 있습니다.
제어 프로그램의 임의 형식에 대한 사용자 정의 수단이 있는 후처리기.
중간 형식(예: CLDATA)에서 데이터를 번역하는 작업은 특별히 어렵지 않습니다. 그러나 수치 제어 시스템의 다양성은 임의의 장비와의 호환성을 보장하는 문제를 야기한다. 사용자 지정 도구는 사용자 수준에서 사용할 수 있어야 합니다.
동적 시각화 수단.
현대 시스템의 특징은 3차원 모델을 위한 고급 시각화 도구가 있다는 것입니다. OpenGL 또는 DirectX와 같은 기술을 사용하면 값비싼 하드웨어 가속기를 사용하지 않고도 초당 최대 몇 프레임의 생성 속도를 달성할 수 있으므로 이미지의 각도와 크기를 동적으로 제어할 수 있습니다. 이 문제를 해결하기 위해서는 3차원 객체의 다양한 표현 형태가 지원된다면 원래 모델의 삼각 측량을 수행하는 것이 항상 쉬운 일은 아닙니다.
최신 사용자 인터페이스.
최신 시스템의 수준은 주로 사용자 인터페이스의 구성에 의해 결정됩니다. 동시에 광범위한 기능 구성은 컨트롤에 대한 편리한 액세스 구성과 충돌하고 인터페이스 디자인을 실제 예술로 바꿉니다. 구형 시스템의 심각한 문제는 사용자 인터페이스의 수많은 격변을 지원한다는 것입니다.
나열된 요구 사항 집합은 완전하다고 주장하지 않지만 현대 시스템의 가장 일반적인 아이디어를 형성할 수 있습니다.
국내에서 가장 유명한 CAM 모듈은 SprutCAM, Compass-CNC, Gemma-3D 등입니다.
그러한 시스템의 사용은 고려되지 않습니다. 그러한 시스템을 구입하려면 상당한 재정적 기여를 해야 하고 특정 CAM 시스템용으로 특별히 설계된 장비를 구입해야 하기 때문입니다. 이는 또한 매우 고가입니다. 따라서 과제 해결을 위한 요구 사항을 충족하는 시스템인 자체 CAM을 개발하기로 결정했습니다.
2장. 필요한 CNC 기계 제어 모듈의 구현
§2.1. 하드웨어의 물리적 모델
먼저 CNC를 이용하여 하드웨어-소프트웨어 콤플렉스를 생성하는 방법을 분석하였다. CNC 기계의 기계 부품을 설계할 때 도트 매트릭스 프린터에 사용되는 부품을 사용했습니다. 특히 다음과 같습니다.
캐리지가 있는 가이드;
스테퍼 모터;
스테퍼 모터 제어용 전원 마이크로 회로;
커넥터 및 케이블.
스테퍼 모터의 마찰력과 낮은 출력으로 인해 필요한 하중이 있는 청동 부싱에서 이동이 불가능하기 때문에 캐리지가 있는 가이드는 청동 부싱 대신 진자 베어링으로 변환되었습니다. 베어링은 상당한 하중에서도 X 및 Y 좌표를 따라 자유로운 움직임을 제공합니다(그림 2.1.1 참조).
쌀. 2.1.1. – 여행 객차에 진자 베어링 사용.
모든 부품은 마분지 시트에 단단히 고정되었습니다. Z 축을 따라 기계 스핀들의 움직임을 보장하기 위해 디스크 위로 레이저를 이동하는 데 웜 기어가 사용된 일반 CD 드라이브의 부품이 사용되었습니다(그림 2.1.2 참조).
그림 2.1.2. – Z 축에 대해 CD 드라이브의 부품 사용.
스테퍼 모터와 스핀들 모터의 모든 케이블은 기계 제어 보드에 연결될 커넥터로 라우팅되었습니다. 제어 보드는 프로그래밍 커넥터와 필요한 전자 요소 및 미세 회로가 있는 회로 기판의 AT Mega 8 마이크로 컨트롤러를 기반으로 조립되었습니다(그림 2.1.3 참조).
기계의 하드웨어를 테스트하기 위해 마이크로컨트롤러용 스테퍼 모터 제어 프로그램이 작성되었습니다. 프로그램 알고리즘은 PC의 참여 없이, 즉 마이크로컨트롤러에 내장된 명령에 따라 기계의 모든 요소를 작동시키는 것으로 구성됩니다.
그림 2.1.3. – 회로 기판이 있는 하드웨어 컴플렉스의 일반적인 보기.
이제 이전에 "스티칭"된 알고리즘 및 좌표에 따라 PC를 사용하지 않고 3개의 좌표에서 CNC 기계를 제어하는 하드웨어 및 소프트웨어 부품이 있습니다.
§2.2. *가 있는 드릴링 파일의 데이터 분석 및 구조.drl.
첫 번째 단계에서는 기판에 미세 회로를 장착하기 위한 구멍을 뚫기 위한 하드웨어 및 소프트웨어 부품이 개발되었습니다. 이를 위해 드릴 구멍에 대한 특정 기술 데이터 형식을 이해하는 알고리즘이 개발되었습니다. 작업을 수행하기 위해 소프트웨어 패키지가 작동할 데이터 형식이 결정되었습니다. 인터넷에서 CNC 기계에 대한 정보를 분석한 결과 다음과 같은 결론이 도출되었습니다. 기본적으로 모든 기계는 구매한 CNC 제어 드라이버와 여기에 첨부된 "VriCNC" 프로그램의 도움으로 작동하며, 이는 해외에서 개발되고 비용이 많이 듭니다. . 그러나 수신된 프로그램의 데모 버전과 CNC용 "샘플"에서도 대부분의 경우 G 코드로 작업하는 일반적으로 허용되는 "Gerber" 형식이 기계를 제어하는 데 사용되는 것으로 나타났습니다. 자원을 사용하여 다음을 얻었습니다.
G 코드는 NC 및 CNC 기계를 제어하기 위한 프로그래밍 언어의 이름입니다. 1960년대 초 Electronic Industries Alliance에서 만들었습니다. 최종 개정판은 1980년 2월 RS274D 표준으로 승인되었습니다. 개발 과정에서 공작 기계의 많은 기능과 도구에 대한 제어가 크게 부족하여 여러 CNC 기계 제조업체에서 G 코드를 표준으로 채택했습니다. G 코드의 추가 및 혁신은 제조업체가 직접 수행했으므로 각 작업자는 다른 제조업체의 기계 간의 차이점을 알고 있어야 합니다.
다음은 형식의 구조와 내용을 보여주는 간단한 Gerber 파일입니다.
그런 다음 유사한 형식으로 작동하는 응용 프로그램을 검색했습니다. 공통 프로그램에 주목 스프린트 레이아웃 PCB 설계자를 위해 설계되었습니다. 이 프로그램은 결과를 우리가 필요로 하는 Gerber 형식으로 내보내는 기능이 있습니다. 이제 필요한 보드를 그리고 G 코드를 사용하여 *.drl 형식의 드릴 구멍에 대한 결과를 내보낼 수 있습니다.
다음으로, 결과 파일의 데이터 구조를 분석하는 방법을 개발하고 CNC 기계로 구멍을 드릴링하는 데 필요한 데이터를 선택했습니다. 처음에는 필요한 매개변수를 나타내는 몇 가지 명령을 사용하여 기계를 사용하기로 결정했습니다. 예를 들어 다음을 나타내는 단일 바이트 명령이 될 수 있습니다.
드릴링 작업이 있을 것입니다.
운영 변수에 대한 데이터가 있습니다.
좌표 블록이 도착합니다.
작업 종료.
PC와 MK 간의 대화도 구성됩니다. 현재 작업을 취소할 수 있는 기능을 통해 서로 간에 정렬된 양방향 통신을 제공합니다.
기계에 의한 포지셔닝은 "X123456Y123456Z123…" 형식으로 수신된 좌표를 기반으로 수행됩니다. 즉, 처음 세 숫자는 숫자의 정수 부분을 구성하고 두 번째 세 숫자는 숫자의 소수 부분을 구성하며 Z 좌표에는 정수 부분만 있습니다. 하지만 앞으로는 평면에서 스테퍼 모터의 스텝당 거리라는 요소를 감안할 때 각 좌표에 대한 스텝 수와 필요한 명령만 보내게 될 것이다.
그래서, *.drl 파일의 데이터 구조에 대해.
프로그램에서 스프린트 레이아웃 3개의 구멍이 있는 보드 디자인이 생성되었습니다. 구멍의 내경은 1mm로 설정됩니다. 수수료의 규모는 중요하지 않습니다. 그런 다음 파일->내보내기 파일->"Excellon 형식" 메뉴에서 드릴 내보내기 마법사가 호출됩니다. "인쇄면에서 드릴" 또는 장착면(가로 반전)으로 설정합니다. 측정의 미터법이 선택됩니다. "소수점 뒤의 숫자" 필드에서 값 3.3이 선택되고 그림과 같이 0을 삭제하기 위한 확인란의 선택이 취소됩니다. 2.2.1.
쌀. 2.2.1. – 드릴링을 위해 파일을 내보냅니다.
CNC로 보내기 위한 어플리케이션에서 보다 편리한 변환을 위해 미리 파일을 준비하기 위함입니다. 확인을 누르면 파일 이름이 지정되고 저장됩니다. 예: 123.drl. 그런 다음 텍스트 편집기로 결과 파일을 열면 다음이 표시됩니다.
이 작업을 수행하려면 다음이 필요합니다.
파일에서 한 줄씩 배열로 데이터 읽기;
텍스트 내용에 대해 읽을 수 있는 각 줄 분석
코드 G05(드릴링 명령)가 발생하면 분석을 계속하고 3.3 형식의 좌표 데이터를 읽고 드릴링 보기 패턴의 후속 형성을 위해 숫자 배열에 입력합니다.
코드 M30(프로그램 끝)이 발생하면 파일 분석이 완료됩니다.
다음은 C ++ Builder 환경에서 C ++로 이 작업을 구현하는 예입니다.
§2.3. PC에서 오는 마이크로컨트롤러의 데이터를 읽는 알고리즘UART
마이크로컨트롤러를 사용하여 CNC 기계를 제어하기 위해 컨트롤러가 "이해"할 일련의 명령과 데이터가 구성되었으며 PCMK 대화 상자가 제공됩니다. 이것은 MK의 메모리 부족 원인을 우회하기 위해 필요합니다. 결국 전송된 볼륨은 MK의 RAM 양보다 훨씬 클 수 있습니다. 이를 위해 MK에 255바이트(255자 - 여백은 2~3배)의 수신 버퍼를 형성하기로 결정하고 데이터 라인을 전송한 후 이전의 실행 확인을 기다립니다. 명령과 다음 라인의 전송을 허용하는 신호. 모든 필요한 조건을 분석 한 후 다양한 방법을 구현할 수있는 가능성이 더 제한적이기 때문에 컨트롤러에서 데이터를 수신하는 알고리즘을 개발하기로 결정했습니다.
컨트롤러는 초기에 Code Visio AVR 환경에서 C 언어로 프로그래밍되었으며, MK의 빈번한 재프로그래밍을 피하기 위해 프로그램은 Proteus 컴플렉스에서 테스트되었습니다. 그러나 작동 중에 출력 결과의 차이는 proteus 및 실제로 하드웨어에서 종종 관찰되었습니다.
이 문제를 해결하기 위해 UART를 통한 입출력 작업을 위해 Code Visio AVR에서 사용할 수 있는 기능과 절차를 분석했습니다. 작업을 기반으로 분석을 수행했습니다. PC에서 라인을 받아서 다른 라인과 분리해서 읽어서 내용분석을 해야 하는데 이것이 명령어라면 더 나아가 좌표 데이터 분석을 진행해야 합니다. 여기서 가장 중요한 것은 수신된 데이터의 형식을 올바르게 선택하여 사용 가능한 기능을 가장 편리하게 사용하는 것입니다. 처음에는 라인의 마지막 문자를 정확하게 결정해야 하기 때문에 MK로 들어오는 데이터 라인을 "정확하게" 읽을 수 없었습니다. 또한 MK에서의 수신 및 전송은 중단 시 구성됩니다. 그리고 데이터는 동일한 버퍼에 저장되며 그 중 하나는 수신용이고 다른 하나는 전송용입니다. 인터넷 및 과학 소스에서 문제를 해결하기 위해 수신된 데이터를 스캔하여 자동으로 라인을 강조 표시하는 기능이 발견되었습니다. 예를 들어, 첫 번째 매개변수에 지정된 형식으로 입력 스트림에서 데이터를 읽고 변수에 저장하는 scanf()와 같은 함수는 주소가 다음 매개변수로 전달됩니다. 예를 들어:
스캔(“% 디,% 디/ N”,& 엑스& 와이); - 쉼표로 구분된 10진수 형식의 두 숫자를 각각 변수 X, Y로 읽습니다. 하지만 앞서 말씀드린 것처럼 줄 끝을 찾는 데 문제가 있으며, 이 기능은 PC에서 들어오는 데이터에 대해서는 제대로 동작하지 않습니다. 들어오는 데이터에서 문자열을 생성하는 "자체" 프로시저를 만들기로 결정했습니다. 다음은 문자열 생성 알고리즘의 구현입니다.
|
su=getchar(); 만약 (su=="\n") sscanf(su,"G%d\n",&op); |
이 알고리즘을 더 자세히 설명하겠습니다. 우리는 수신 문자 인터럽트로 직접 작업하지 않습니다. 버퍼는 인터럽트에 의해 독립적으로 형성되며 불필요한 연산으로 버퍼 형성 기능을 로드해서는 안됩니다. 우리는 필요할 때 버퍼에서 조용히 문자를 읽습니다( 수[ ii]= getchar(); ) 인덱스 배열을 사용하여 문자열 su에 추가하고 동시에 들어오는 문자에 줄 종결자가 있는지 확인합니다. 하나가 있으면 수신된 라인에 있을 수 있는 필요한 모든 데이터에 대해 라인을 스캔합니다. 절차의 도움으로 sscanf ( 수 ," G % 디 \ N ",& op );, 이 경우 문자 'G'가 있는지 문자열 su를 스캔하고 존재하는 경우 변수에 배치합니다. op 'G' 문자 뒤의 문자열에서 숫자.
따라서 PC에서 MC로 수신되는 데이터를 분석하고 수신된 데이터를 기반으로 다양한 작업을 수행할 수 있었습니다. 드릴링, 기계 초기화와 같은 작업의 작동을 보장하기 위해 마이크로컨트롤러의 프로그램 코드에 몇 가지 절차가 추가되었습니다. 모든 작업은 PC에서 제어됩니다. 이어 번아웃 작업과 수동 제어 모드(로봇)를 구현했다.
§2.4. 마이크로컨트롤러로 보낼 드릴 파일의 형성
PCMK 간의 대화를 수행하기 위해 RS232 인터페이스를 통해 CNC 기계와 PC의 "통신"을 위한 알고리즘이 구성되었습니다. 이를 위해 특정 제어 및 정보 명령 세트를 사용하여 MC와 PC 간에 대화가 구성됩니다. 또한 MK의 버퍼 크기가 256바이트임을 고려했습니다. 즉, 더 많은 정보를 보낼 때 데이터 손실이 발생하고 결과적으로 CNC 기계와 전체 시스템 전체의 작동에 오류가 발생합니다. 이를 위해 크기가 256바이트를 초과하지 않는 패킷으로 MK에 데이터를 보내기로 결정했습니다.
그러나 우리는 또한 무엇을 보낼지 알아야 합니다. PCMC 대화가 컴파일되었는지 확인하는 데 사용할 명령 목록입니다. 예를 들어, MK로 전송된 명령 G05 드릴링 작업이 시작되고 있음을 의미합니다. G22 – 굽기 작업.
§2.5. 드릴링 작업
구멍을 뚫기 위해서는 보드에 있는 구멍의 좌표와 드릴의 깊이를 알아야 합니다. 시간과 자원을 절약하기 위해 드릴의 초기 위치 개념도 소개합니다. 즉, 드릴의 작업 스트로크가 100mm이고 보드의 두께가 3mm에 불과하면 필요하지 않습니다. 구멍 위로 드릴을 완전히 올리고 내립니다. MK의 좌표 이동 기능은 실행 시 Z축이 먼저 이동한 다음 X축과 Y축이 이동하는 방식으로 구성되어 있으므로 MK에 구멍을 뚫는 알고리즘은 다음과 같습니다.
프로그램의 메인 싸이클에서 드릴링 명령 G05를 받았습니다.
우리는 제어를 드릴링 절차로 이전합니다.
드릴의 초기 위치(ZN(value))에 대한 데이터가 있는 문자열을 예상하고 변수 zn에 입력합니다.
드릴의 최대 위치(드릴 하강 깊이 - ZH(value))에 대한 데이터가 있는 라인을 예상하고 변수 zh에 입력합니다.
DRL1 명령(드릴링 시작)이 있는 라인을 예상하고 드릴링 사이클로 제어를 전송합니다.
DRL0 명령(드릴링 종료)이 있는 라인을 예상하고 이전에 CNC 기계를 초기화한 주 프로그램 루프로 제어를 전송합니다. 그러한 라인이 없으면 더 실행합니다.
좌표가 "(value_X),(value_Y)"인 문자열을 예상하고 해당 변수에 입력합니다. 드릴을 표시된 위치로 이동하고 Z 축을 zn 위치로 이동한 다음 드릴 모터를 켜고 드릴을 zh 위치로 낮추고 다시 6을 가리킵니다.
이 알고리즘을 테스트할 때 컨트롤러의 시뮬레이터에서와 동일한 결과를 얻을 수 없었습니다. 프로그램의 코드를 변경하려고 여러 번 시도한 후에 "실제" 장치에서 올바른 작업을 수행할 수 있었지만 시뮬레이터에서 올바른 결과를 희생해야 했습니다. 이는 시뮬레이터 라인 끝 분석과 컨트롤러를 사용한 작업 애플리케이션 간의 불일치 때문입니다. 최종 결과는 성공적이었고 시험 구멍이 뚫렸습니다. 드릴링 작업을 테스트할 때 기계의 정확도가 요구 사항을 충족하지 못하는 것으로 나타났습니다. 일련의 테스트 후에 스테퍼 모터의 한 단계에서 CNC 기계 스핀들이 1.6mm의 거리를 이동하는 것으로 나타났습니다. 이는 기존 정확도가 허용하지 않기 때문에 산업용 회로에 구멍을 뚫을 수 없음을 의미합니다. 기계 스핀들의 위치 정확도를 높이기로 결정했습니다. 이렇게 하려면 스테퍼 모터에서 캐리지로의 기어비를 높여야 합니다. 이를 위해 기존 기어를 해당하는 더 큰 직경으로 교체했습니다. 그림과 같이 기어를 기존 기어 위에 빠르게 장착하고 접착제로 교체하고 기어에서 스테퍼 모터를 제거합니다. 2.5.1, 몇 가지 더 많은 시추 작업이 수행되었습니다.
쌀. 2.5.1. - 스테퍼 모터에서 캐리지로의 기어비 증가.
기계의 현대화 후에는 원하는 정확도를 다시 달성할 수 없었습니다. 이제 스테퍼 모터의 한 단계에서 CNC 기계의 스핀들이 0.8mm의 거리를 이동합니다. 이것은 내가 원한 것이 아니지만 모든 것을 그대로 두기로 결정했습니다.
보드 드로잉 프로그램에서 미세 회로의 개체와 일부 구성 요소가 추가된 다음 응용 프로그램을 통해 모두 가져와서 작업에 더 가까이 다가가기 위해 getenax에 구멍을 뚫기 위해 기계로 보냈습니다. 기계의 기존 오류는 반올림 알고리즘을 사용하고 계수를 고려하여 소프트웨어로 부분적으로 보정되었습니다. 구멍을 뚫은 후, 미세 회로는 노력 없이 구멍에 들어갔습니다. 이 사실은 다시 한번 기계의 정확도를 높일 필요성을 확신시켰습니다.
오랜 테스트 동안 드릴링 오류가 때때로 발생하는 것으로 나타났습니다. 이것은 노이즈 내성, 소프트웨어 장애 및 다양한 역 요인과 같은 다양한 요인에 기인합니다. 이 문제를 피하기 위해 드릴된 구멍을 모니터링하는 시스템과 후속 오류 수정으로 잘못된 작업을 제어하는 기능을 구성하기로 결정했습니다. 운영의 무결성을 모니터링하는 데 필요한 모든 기능과 필요한 모든 개선 사항을 구성하는 절차가 작성되었습니다. 무결성 분석을 위한 주요 매개변수는 각 캐리지 이동 작업이 완료된 후 PC에 도착하는 데이터에서 컨트롤러에서 가져옵니다. 이 데이터에는 CNC 기계 스핀들의 현재 위치에 대한 정보가 포함되어 있습니다. 즉, 응답으로 우리가 보낸 것과 동일한 문자열을 받아야 하며, 문자열이 다르면 "오류"를 의미하며 이 문자열을 이후 수정을 위해 오류 목록에 추가합니다. 이러한 방식으로 우리는 오류 없는 구멍 드릴링을 달성하는 데 성공했습니다. 이 항목의 추가 개발이 계획되어 있습니다. 하지만 앞으로의 발전을 위해 남겨두자.
§2.6. 수동 모드
다음으로 다양한 명령 세트를 사용하여 CNC 기계를 실시간으로 제어할 수 있는 모듈을 만들었습니다. 명령은 CNC 기계의 다양한 기능을 제어합니다. 그 중에는 속도 설정, 반 스텝 모드 설정, 드릴 모터 켜기/끄기, 3차원 공간에서 캐리지 이동 등이 있습니다. 이 모든 것은 컨트롤러와 애플리케이션이 상호 이해하는 명령 목록을 사용하고 마이크로 컨트롤러와 PC 수준 모두에서 이미 존재하는 절차 기능을 사용하여 구성되었습니다.
사용된 명령에 대한 설명은 다음과 같습니다.
|
설명 |
|
|
수동 제어 절차를 호출하는 명령 |
|
|
절차 시작 |
|
|
X 캐리지 위치 |
|
|
Y축 캐리지 위치 |
|
|
Z의 캐리지 위치 |
|
|
위상 펄스 간 지연 시간(글로벌 속도) |
|
|
하프 스텝 모드 선택 - 풀 스텝 모드 |
|
|
절차 종료 |
|
|
활성화 (1) 비활성화 (0) 드릴 모터 |
이러한 명령은 컨트롤러에 의해 인식되고 명령에 따라 필요한 작업이 수행됩니다. 이러한 명령을 보내는 응용 수준에서 수동 제어 문제의 솔루션은 다음과 같이 달성되었습니다. 기계 스핀들의 위치 제어, 전기 모터 켜기 및 끄기, 모드 변경 등에 필요한 시각적 요소가 생성되었습니다. 요소의 값이 변경되면 이 이벤트에 대한 핸들러가 활성화되면 기존 명령이 MC로 전송됩니다. 이에 대한 응답으로 머신의 현재 상태에 대한 정보가 예상됩니다. 성공적인 응답을 받은 후에야 MC로 데이터 패킷을 다시 보낼 수 있습니다.
실제 장치에서 이 모드를 테스트한 후 기계의 위치가 항상 애플리케이션의 제어에 따라 수행되는 것은 아님을 발견했습니다. 매개변수 변경 이벤트 핸들러는 애플리케이션 양식의 데이터가 변경될 때만 데이터를 전송하기 때문입니다. 그리고 데이터 패킷 전송은 이전 작업의 확인을 받은 후에만 발생합니다. 캐리지를 특정 단계로 이동하는 것과 같은 작업은 완료하는 데 특정 시간이 걸리고 특정 데이터 패킷을 건너뜁니다. 이 오류를 수정하기 위해 완전히 효과적이지 않은 대기열을 사용하거나 C ++ Builder에서 PC의 데이터와 CNC 기계의 현재 위치를 확인하는 타이머를 구성하기로 결정했습니다.
§2.7. 탈진
드릴링 및 수동 모드에서 일련의 테스트를 수행한 후 기존 CNC 기계 또는 스핀들에 재료를 태우기 위한 헤드가 장착되었습니다. 생성된 머신의 기능을 사용하여 포인트 방식과 "드로잉" 방식을 모두 사용하여 굽기를 수행할 수 있습니다.
포인트 방식은 열공구를 이용하여 주어진 지점에서 스핀들 헤드를 포인트 하강시키고, 소성이 수행되는 재료와 접촉하는 지점에서 유지한 후 스핀들 헤드를 상승시켜 소성 작업을 수행하는 방식으로 이해된다. 평면의 다른 지점으로 이동하여 작업을 반복합니다.
"드로잉" 방법은 곡선, 직선 등으로 주어진 궤적을 따라 재료 표면의 열 도구를 이동하여 굽기 작업을 실행하는 것으로 이해됩니다.
열 도구로 헤드가 설계되었으며, 한편으로는 전선용 마운트 및 접촉 커넥터로, 다른 한편으로는 예각 형태로 만들어진 니크롬 전선으로 구성되어 있습니다. "버너"에 전원을 공급하기 위해 수동 "버너"의 추가 전원 어댑터가 사용되며 연소 작업 중에만 추가 전선으로 연결됩니다.
이 작업을 수행하기 위해 포인트 방식이 선택되었습니다. 선택은 자신의 욕망뿐만 아니라 기술 및 소프트웨어 이유에 따라 다릅니다.
기술적인 이유는 굽기 도구가 재료의 표면에서 움직일 때 표면이 고르지 않고 도구의 강성이 부족하여 도구가 구부러지고 선이 왜곡된다는 사실 때문입니다. 이 원인은 기계의 더 정확하고 개선된 기계 부품을 만들어 제거할 수 있습니다.
현재 마이크로컨트롤러와 기계 제어 소프트웨어 제품 모두에서 프로그램 코드를 변경하여 해결할 수 있는 "드로잉" 방법으로 굽기를 허용하지 않는 두 가지 소프트웨어 이유가 있습니다.
마이크로컨트롤러 수준에서 이 문제에 대한 해결책은 프로그램 코드를 개선하고 곡선과 직선을 그리는 방법을 구현하는 데 필요한 모듈을 추가하는 것입니다.
CNC 기계 제어 소프트웨어에서 벡터 파일(예: *.dxf - Gerber 형식의 벡터 이미지를 생성하기 위해 많은 소프트웨어 제품에서 사용되는 표준 데이터 형식)을 다음으로 보내기 위한 데이터 블록으로 변환하는 모듈을 구현해야 합니다. 마이크로 컨트롤러. 두 번째 옵션은 곡선, 직선, 원 등을 직접 그리는 모듈을 만드는 것입니다. 및 마이크로컨트롤러로 전송될 데이터 블록을 준비하는 단계를 포함합니다.
프로그래밍 방식의 이유는 현재 해결되지 않은데, 주로 필요한 방법을 구현하고 모듈을 생성할 시간이 부족하기 때문입니다.
포인트 방식을 구현하기 위해 거의 기성품 드릴링 모듈이 있으며 포인트별 굽기 작업을 수행하도록 약간 수정되었습니다. 구멍의 좌표는 점의 좌표라고 가정하지만 드릴 대신 "버너"도구를 설치해야하며 드릴을 켤 필요가 없으며 " 버너”는 별도의 전원에서 상시 공급됩니다. 포인트로 굽는 알고리즘을 설명하겠습니다.
나-마이크로컨트롤러:
불타버릴 명령을 기다리며;
작업을 수행하는 데 필요한 매개변수를 얻습니다.
포인트에 대한 데이터 블록을 수신하기 시작하는 명령을 기다립니다.
굽기 지점의 좌표에 대한 데이터 얻기
"버너"를 지정된 지점으로 이동합니다.
연소를 위해 지정된 높이로 버너를 낮추는 단계;
연소에 대한 재료 표면의 시간 지연;
버너를 초기(지정된) 높이로 올립니다.
데이터 블록의 끝 명령이 오지 않았다면 4단계부터 실행하십시오.
작동 종료, 기계 초기화.
II- PC의 소프트웨어 패키지에서.
이미지를 픽셀 단위로 스캔하고 양식에 설정된 매개변수에 따라 각 점의 좌표로 데이터 블록을 생성하여 마이크로컨트롤러로 전송합니다.
프로세스를 시각화하고 굽기 작업 실행에 대한 통계를 유지하는 버튼 터치로 PC에서 MC로 데이터 블록을 대화 모드로 전송합니다.
버튼을 눌러 굽기를 취소하고 지정된 지점에서 굽기를 계속할 수 있습니다.
마이크로컨트롤러에서 프로그래밍 방식으로 구현된 점별 굽기 알고리즘은 다음과 같은 몇 가지 점을 제외하고 구멍 드릴링 알고리즘과 거의 유사하기 때문에 특별히 고려되지 않습니다.
매개변수로 버너의 초기 위치, 버너의 이동 높이, 버너의 재료 표면 지연 시간에 대한 데이터가 마이크로 컨트롤러에 전송됩니다.
드릴은 현재 작업에 관여하지 않으므로 드릴 모터를 켜고 끌 필요가 없습니다.
한 점을 태우려면 드릴할 때 두 가지 명령을 실행하는 것과 달리 세 가지 명령을 실행해야 합니다.
a) 기계 스핀들을 지정된 좌표점으로 이동하는 단계;
b) 연소 재료의 표면에서 버너를 낮추는 단계;
c) 버너를 시작 지점으로 올리고 다음 지점에서 데이터를 기다립니다.
PC에서 포인트 버닝 모듈의 알고리즘 및 소프트웨어 구현을 더 자세히 고려할 것입니다.
먼저 이미지가 TImage 필드에 로드됩니다. 이를 위해 표준 이미지 로드 대화 상자가 사용됩니다. 작동하려면 *.bmp 형식의 사전 처리된 그래픽 파일이 필요합니다. 사전 처리는 이미지를 회색 또는 흑백 음영으로 만들고 밝기, 대비를 수정하여 보다 효율적인 이미지를 만드는 것으로 이해해야 합니다. 이미지 효율성은 원하는 이미지를 표시하기 위해 최소한의 도트 수를 만드는 데 있습니다. 이 요구 사항은 연소를 완료하는 데 일정 시간이 걸리고 한 영역에서 집중적으로 연소하면 연소점이 한 지점으로 병합되어 완제품의 시각적 인식이 악화된다는 사실 때문입니다.
이미지를 업로드하면 육안 관찰을 위한 애플리케이션 필드에 나타납니다. 다음으로 이미지에 대한 정보를 분석하여 MC로 보낼 데이터 블록을 구성해야 합니다. 이를 위해 색상 정보에 대해 이미지의 각 픽셀을 프로그래밍 방식으로 검사하기로 결정했습니다. 실제로 이것은 함수를 사용하여 구현되었습니다. ImageV->캔버스->픽셀[x][y], 색상 팔레트의 수와 세 가지 구성 요소를 반환합니다. 이 숫자가 작을수록 이미지의 픽셀이 더 어두워집니다. 이 기능을 사용하여 CNC 제어 응용 프로그램 양식에서 직접 강도를 설정할 수 있는 포인트만 선택하기로 결정했습니다. 이를 위해 Intensity라고 하는 수치 상수 형태로 매개변수를 제한하는 슬라이더가 사용되었습니다. 검은색에서 흰색이 아닌 모든 픽셀에 이르는 픽셀 선택을 지정할 수 있습니다.
이미지를 픽셀 단위로 스캔하여 선택한 모든 매개 변수를 충족하는 지점만 선택하고 후속 전송을 위해 해당 픽셀의 좌표를 데이터 블록에 쓰고 선택한 지점을 이미지에 녹색으로 표시합니다. 이 기능을 사용하면 레코딩을 위해 수신된 데이터를 시각적으로 분석할 수 있습니다. 불만족 또는 기타 이유가 있는 경우 매개변수를 변경하고 새 선택 매개변수로 이미지를 다시 스캔할 수 있습니다. 전송된 이미지의 크기를 지정하는 것도 가능하며, 이는 시각적으로 반영되지 않지만 MK로 보낼 데이터의 차이를 확인할 수 있습니다. 배율을 설정하기 위해 "배율" 슬라이더를 10%에서 400% 사이에서 선택하여 사용했습니다. 모듈의 모양은 그림 1에 나와 있습니다. 2.7.1.
데이터 블록이 형성되면 데이터가 지정된 필드에 표시되며 MK로 보낼 준비가 거의 완료됩니다. 또한 버튼을 누르면 레코딩 명령과 작업을 수행하는 데 필요한 매개변수가 포함된 데이터 블록이 전송됩니다. 굽기 명령은 텍스트 문자열입니다. "G22\n", 시작 지점, 처리 표면에 도달한 지점, 시간 지연 및 문자열 전송에 대한 데이터 "DRL1\n", 포인트 좌표에 대한 데이터가 이제 전송됨을 나타냅니다. 그런 다음 MP와 PC 간의 대화를 위한 타이머가 켜지면 각 후속 라인은 좌표에서 스핀들의 위치에 대한 좌표 문자열 형식으로 이전 명령의 실행 확인을 받은 후에만 전송됩니다. 비행기.
쌀. 2.7.1. – 굽기 모듈의 모양.
문자열을 보낼 때 현재 작업을 중지할 수 있습니다. "DRL0\n", 일시 중지는 대화 타이머를 일시 중지하여 수행할 수 있습니다. 미디어 제어판은 이러한 작업을 수행하는 데 사용됩니다. 또한 지정된 지점에서 계속하는 옵션을 추가했습니다. 로깅은 기계와 컴퓨터 모두의 작동에 다양한 장애가 발생하는 경우 자동으로 작업을 계속할 수 있어야 합니다.
연소 모듈 테스트의 첫 번째 단계에서 드릴링과 동일한 단점이 발견되었습니다. 우리는 기계의 위치 정확도, 또는 오히려 해상도에 대해 이야기하고 있습니다. 앞서 언급했듯이 기계 스핀들이 이동할 수 있는 최소 거리는 0.8mm입니다. 즉, 전사된 재료의 픽셀 사이의 거리는 굽기 도구의 직경에 따라 약 0.8mm입니다. 정확도를 높이기 위해 기계 및 소프트웨어 모듈을 개선하는 문제가 더욱 중요해졌습니다.
§2.8. CNC 컴플렉스의 현대화
이전에는 스테퍼 모터에서 캐리지 이동 벨트까지의 기어비를 X 및 Y 좌표로 증가시키는 것으로 구성된 기계의 현대화에 대해 설명했지만 이제 마이크로 컨트롤러에서 스테퍼 모터 제어 모듈을 다시 분석하여 결정했습니다. 프로그래밍 방식으로 정확도를 높입니다. 먼저 이번 행사의 예상 결과를 분석했다. 이론적으로 작업은 다양한 작업에서 대부분의 요구 사항을 충족하는 기계 캐리지의 최소 이동 거리를 0.8mm에서 0.2mm로 줄이는 것으로 설정되었습니다. 즉, 기계의 정확도는 4배 증가해야 합니다.
현재 사용 가능한 특정 최소 각도로 이동하기 위한 기존 스테퍼 모터 제어 알고리즘을 분석해 보겠습니다.
이 서브루틴은 X축 캐리지를 한 단계 앞으로 이동하기 위해 스테퍼 모터를 회전해야 할 때 호출됩니다. 이를 위해서는 스테퍼 모터 제어 이론에서 설명한 대로 4개의 펄스를 보내야 함을 사이클에서 알 수 있습니다. 스테퍼 모터를 제어하기 위해 한 번의 호출에 대해 하나의 임펄스가 주어지면 스테퍼 모터가 회전하는 각도가 4배로 줄어들고 따라서 좌표 평면에서 기계 스핀들이 이동한 거리가 됩니다.
이 스테퍼 모터 제어 모듈을 변경하는 것만 남아 있습니다. 이렇게하려면 임펄스를 적용 할 때 위치를 기억해야 다음 호출에서 스테퍼 모터 회전 제어 체계를 위반하지 않도록 "올바른"임펄스를 적용합니다. 수행한 작업:
서브루틴에서 위치를 저장하는 기능을 수행하는 새로운 변수 bx가 도입되었습니다. 4개의 펄스 - 추가 변수에서 4개의 가능한 값. 하나의 펄스를 적용할 때 - bx의 값은 1만큼 증가하고 다음에 서브루틴이 호출될 때 "원하는" 펄스가 제공됩니다. 4개의 펄스에 도달하면 변수는 0으로 재설정되고 펄스 주기는 스테퍼 모터 제어용 펄스 테이블에 따라 계속됩니다. 캐리지를 반대 방향으로 이동하는 서브루틴도 변경되었습니다. 전체 단계 모드에서 스테퍼 모터 제어 루틴만 변경되었습니다. 테스트에 성공하면 1/2 단계 모드의 스테퍼 모터 제어 서브루틴도 변경됩니다.
마이크로컨트롤러는 프로그램 코드의 업데이트된 버전으로 다시 플래시되었습니다. 전원이 공급되면 기기가 성공적으로 초기화되었습니다. 굽기 작업을 위한 이미지가 로드되고, 스캔되고, 매개변수가 설정되고, 시작 버튼이 눌러집니다. 수십 라인 후에 전사된 재료에서 이미지의 강한 왜곡이 감지되었습니다. 모든 매개 변수를 다시 확인하고 이미지를 변경했으며 시작 버튼을 다시 클릭하고 기계가 다시 올바르게 작동하지 않았습니다 ...
여러 번의 테스트 끝에 상황을 분석한 결과 스테퍼 모터의 잘못된 제어가 원인인 것으로 밝혀졌다. 이것은 방향을 직접에서 반대 방향으로 변경할 때 "필요한" 충동 공급의 불일치 때문입니다. 이는 스테퍼 모터 제어 주기가 반대 방향으로 잘못 구성되었기 때문입니다. 이론적으로 캐리지의 순방향 제어 순간과 반대 방향으로 스테퍼 모터를 제어하는 알고리즘이 개발되었습니다. 이에 따라 서브 프로그램의 필수 섹션이 변경되었습니다. 다음은 X축을 따라 반대 방향으로 캐리지를 이동하는 예입니다.
앞의 프래그먼트와 비교하면 변수 bx가 증가하지 않고 감소하며 이론적인 계산에 따라 위상 차수가 선택됨을 알 수 있습니다.
마이크로컨트롤러가 다시 "깜박거렸고" 초기화, 테스트 및 성공적인 결과가 나타났습니다. 목표가 달성되어 이제 위치 정확도가 4배, 원래 결과에서 8배, 한 단계로 스핀들이 0.2mm의 거리를 이동합니다.
기계에 대한 몇 가지 추가 테스트 후, 일부 작업의 경우 반단계 제어가 필요하다는 것이 다시 입증되었습니다. 주로 X축에서 가장 부하가 많이 걸리는 부분이기 때문에 많은 기계 이동력이 필요하기 때문입니다. 기계.
이론적으로 반스텝 모드에서 제어를 사용하면 같은 방식으로 정확도를 2배 더 높일 수 있지만 스테퍼 모터 제어표에 표시된 대로 반스텝으로 일정 위상의 펄스를 일정하게 유지해야 합니다. 모터 권선과 같은 과열로 이어지는 모드와 이를 제어하는 전원 드라이버. 따라서 스테퍼 모터를 이중 펄스로 하프 스텝 모드로 제어하여 위상을 부하에서 해방하기로 결정했습니다. 동시에 위치 정확도가 유지됩니다.
|
for(i=1;i<=ar;i++) ( // 반스텝 펄스 X 축 앞으로 사례 0: PORTD.7 = 0; PORTD.4 = 0; delay_ms(수면); //1001 PORTD.7 = 1; delay_ms(수면); //0001 PORTD.4 = 1; bx++; 부서지다; 사례 1: PORTD.4 = 0; PORTD.5 = 0; delay_ms(수면); //0011 PORTD.4 = 1; delay_ms(수면); //0010 PORTD.5 = 1; bx++; 부서지다; 사례 2: PORTD.5 = 0; PORTD.6 = 0; delay_ms(수면); //0110 PORTD.5 = 1; delay_ms(수면); //0100 PORTD.6 = 1; bx++; 부서지다; 사례 3: PORTD.6 = 0; PORTD.7 = 0; delay_ms(수면); //1100 PORTD.6 = 1; delay_ms(수면); //1000 PORTD.7 = 1; bx=0; 부서지다; |
이러한 방식으로 충분한 정확도가 달성되었으며 정확도 측면에서 구멍 드릴링 모듈의 기능도 크게 확장됩니다. 이동 거리에서 스테퍼 모터의 "단계" 수에 대한 새로운 계수를 실제로 계산한 후 PC에서 스테퍼 모터를 제어하기 위한 소프트웨어 제품의 상수가 변경되었습니다.
3장. 단지 분석 및 테스트
§3.1. 컴퓨터 시뮬레이션 컴플렉스에서 CNC 컴플렉스 테스트
하드웨어-소프트웨어 컴플렉스를 설계할 때 첫 번째 단계에서 중요한 역할은 장치의 실제 작동을 에뮬레이트하는 프로그램에서 테스트하는 것입니다. 주요 에뮬레이션 컴플렉스의 경우 "Proteus"테스트 패키지를 사용하여 복잡한 회로와 마이크로 컨트롤러 펌웨어 프로그램을 에뮬레이트하는 기능으로 작업할 수 있습니다. 전자 장치를 에뮬레이트하기 위한 패키지를 사용하면 실제 하드웨어-소프트웨어 컴플렉스를 구성하는 동안 모든 종류의 오류를 우회할 수 있습니다. 이 테스트 방법의 큰 장점은 프로그래머로 마이크로컨트롤러를 플래시하지 않고 "펌웨어"를 확인할 수 있다는 것입니다. 실제로 콤플렉스를 설정하고 설계할 때 프로그램 코드를 반복적으로 변경해야 하며 실제 콤플렉스에 대한 테스트는 마이크로컨트롤러에 대한 하나 또는 다른 코드 서브루틴을 변경할 필요가 있음을 보여줍니다.
작동 중에 가장 불리한 이 테스트 패키지의 한 가지 단점은 단지 기능이 약간 불일치한다는 것입니다. 이는 특정 중간 상호 작용 명령의 불일치 때문입니다. 예를 들어 패키지 개발자가 고려하지 않은 마이크로 컨트롤러의 일부 공장 기능과 Proteus와 컴퓨터의 UART 터미널 간의 약간 다른 교환 인터페이스 때문입니다. .
PROTEUS에서는 다음을 포함하는 CNC 컴플렉스의 노드와 장치 간의 상호 작용 모델이 모델링되었습니다.
마이크로컨트롤러;
UART 터미널;
필요한 "버튼", 스위치 등
스테퍼 모터 위상 표시용 LED.
스테퍼 모터의 올바른 작동을 위해 각 임펄스를 제어할 수 있도록 기존 스테퍼 모터 모델 대신 LED를 사용하기로 결정했습니다. 에뮬레이션 컴플렉스는 그림 3.1.1에 나와 있습니다.
쌀. 3.1.1. – PROTEUS의 콤플렉스 모습.
Proteus에서 올바른 작동을 시각화할 수 있도록 이전에 마이크로컨트롤러의 프로그램 코드에 큰 시간 지연이 설정되었습니다. 이를 통해 컴플렉스의 모든 노드 작동을 적절하게 제어할 수 있습니다. 테스트에 성공하면 변경된 매개변수가 원래 매개변수로 복원되었습니다.
§3.2. 드릴 모듈 테스트
첫 번째 홀 드릴링 모듈은 앞서 설명한 EXCELLON 데이터 형식을 사용하여 개발되었습니다. CNC 컴플렉스의 제어를 구현하는 프로그램을 시작하면 이 모듈이 기본적으로 활성화되어 있거나 활성화되어 있지 않은 경우 모듈의 페이지 선택(페이지 제어)을 사용하여 선택할 수 있습니다. 먼저 하드웨어의 모든 연결 와이어를 PC에 연결하고 CNC 기계에 전원을 공급해야 합니다. 그런 다음 RS-232 인터페이스의 스위치 포트를 엽니다. 다운로드 버튼을 누르면 다운로드 대화 상자에서 *.drl 파일을 선택하라는 메시지가 표시됩니다. PCB 도면 프로그램에서 이전에 생성한 드릴링 파일을 선택하여 엽니다. 버튼 아래에는 현재 파일 이름에 대한 정보가 나타납니다. 이제 열린 파일을 분석해야 합니다. 이를 위해 오른쪽 화살표 형태로 논리적으로 이해할 수 있는 버튼을 클릭합니다. 버튼을 누르면 파일이 처리되며 자연스럽게 하나 또는 다른 시간 간격이 걸립니다. 구멍 수가 적으면 이 간격이 중요하지 않습니다. 하나 이상의 간단한 구성표를 만들 때 구멍의 수는 200-400개를 초과하지 않습니다. 실제로 약 200개의 구멍이 있는 회로도 약 10개의 AT Mega 8 마이크로컨트롤러와 필요한 요소 또는 약 15개의 K155 시리즈 마이크로 회로의 배치를 의미합니다.
그러나 테스트를 위해 다이어그램이 그려졌으며 나중에 알려 졌을 때 복잡한 테스트에 매우 적합한 1243 개의 구멍이 있습니다. 이러한 파일의 분석은 1초도 채 되지 않아 수행되었습니다. 이 시간 간격은 컴퓨터 성능에 따라 달라집니다. 그러나 다른 컴퓨터에서 작업할 때는 구분하기가 쉽지 않습니다. 파일이 분석된 후 데이터 블록이 메모 필드에 배치되어 컴플렉스의 하드웨어로 전송되고 이미지에 녹색 점이 좌표 평면 형태로 표시되어 드릴링 구멍을 나타냅니다. 3.2.1.
또한 장치의 올바른 작동을 위해 매개변수를 지정해야 합니다. 이것은 드릴의 시작 위치, 드릴의 작업 깊이, 보드의 시작점 및 보드의 크기입니다. 이 데이터는 기계 작동 방식에 영향을 미칩니다. 주요 매개변수는 드릴의 시작 위치와 드릴의 작업 깊이입니다. 시작 위치는 가공할 표면 위의 OZ 평면에서 드릴의 위치를 결정합니다. 그리고 작업 깊이는 드릴이 낮아지거나 올라갈 거리입니다. 드릴링할 때 최적의 매개변수를 실험적으로 달성해야 합니다. 결국 드릴을 낮추는 양이 적을수록 드릴이 더 빨라집니다. 즉, 초기 위치를 가공할 표면에 최대한 가깝게 설정해야 합니다.
쌀. 3.2.1. – 드릴링 모듈.
따라서 이동할 때와 드릴링할 때 모두 기계의 특징적인 소음인 "드릴" 버튼이 눌립니다. 이것은 단지가 작동 중임을 의미합니다. 드릴링은 구멍을 드릴링할 때 제시된 속도 모드와 달리 상당히 빠릅니다. 이것은 드릴을 부러뜨리거나 하강 메커니즘을 깨뜨릴 위험이 있습니다. 따라서 드릴을 낮추는 다양한 속도를 설정하고 여러 낮추기에 구멍을 뚫는 것이 더 좋습니다. 일시적인 이유로 아직 허용되지 않습니다. 그러나 깊은 구멍을 뚫을 때 드릴의 하강 높이를 높일 때마다 2회 이상의 패스로 작업을 수행하기로 결정했습니다.
드릴링 모듈의 왼쪽에 있는 정보 패널에는 작업 시작 시간, 작업 시작 후 경과 시간 및 현재 작업에 대한 추가 데이터가 표시됩니다.
구멍을 드릴링할 때 이미 드릴된 지점은 빨간색으로 표시됩니다. 라인이 전송되고 완료 응답을 기다리고 다음 응답이 전송됩니다. 오류 필드에는 데이터 전송 중 오류로 인해 실행되지 않는 행이 배치됩니다. 그러나 교환 인터페이스는 오류가 거의 관련이 없는 방식으로 구성됩니다. 그러나 데이터 수신 처리에 오류가있을 수 있으며 하드웨어에서 응답을 기다리는 동안 오류가 발견되었습니다. 완성된 좌표에 대한 데이터가 있는 줄이 와야 하지만 원인 파악 실패로 이 단점이 해결될 때까지는 빈 줄이 옵니다. 그러나 이것은 명령이 일치하지 않는 경우 해당 정보를 발행하는 오류 제어에 의해 보상됩니다.
약 100개의 구멍을 뚫는 데 약 2분이 걸렸고 한 번의 실수도 없었습니다.
§3.3. 수동 제어
수동 제어 모듈은 기계의 각 부분을 개별적으로 제어하는 수동 모드에서 가능한 최대 기능을 테스트하도록 설계되었습니다. 다른 모듈을 개발하는 동안 수동 제어 모듈은 다른 모듈에 적용하기 위해 기계의 특정 기능을 테스트하는 데 도움이 되었습니다. 예를 들어, 시간 지연을 변경하면 매개변수의 최적 값을 설정하는 데 도움이 되어 최소한의 진동으로 하드웨어 콤플렉스 부품의 빠르고 소음 없는 움직임을 보장합니다.
"시작" 버튼을 누르면 제어 명령 전송이 활성화됩니다. 수동 제어 모듈에서 기계를 작동할 때 몇 가지 단점이 확인되었습니다. 슬라이더를 천천히 움직이면서 여러 번 명령을 보내는 것입니다. 이러한 단점은 프로그래밍 방식으로 해결됩니다. 이 모듈 덕분에 제어가 단계별로 수행되기 때문에 나머지 제어 모듈에 대한 계수가 계산되었습니다. 다른 작업을 수행할 때 초기 매개변수를 설정하기 위한 수동 제어 모듈의 사용도 계산됩니다 - 그림. 3.3.1.
쌀. 3.3.1. – 수동 제어 모듈의 모습
§3.4. 탈진
굽기 모듈은 드릴링 모듈을 기반으로 만들어집니다. 즉, 제어 알고리즘이 유사합니다. 차이점은 작업의 기능과 소스 데이터입니다. 드릴링과 달리 굽기에는 드릴링보다 더 많은 작업이 필요합니다.
아시다시피 이 모듈은 이미지를 픽셀 단위로 스캔합니다. 예를 들어, 300*300 픽셀의 해상도로 이미지를 스캔하려면 90,000 픽셀을 분석해야 합니다. 이것은 드릴링보다 훨씬 오래 걸립니다. 그리고 불편한 점은 응용 프로그램이 멈추는 느낌이 있을 때 큰 이미지를 스캔하는 과정입니다.
버튼을 눌러 이미지를 로드하고, 밖으로 내밀고, 열면 모듈의 해당 창에 나타납니다. 크기는 적절한 필드(이 경우 87 * 202)에 즉시 표시되고 총 포인트 수는 자동으로 17574로 계산됩니다. "분석" 버튼이 활성화됩니다. 매개 변수에 따라 약 7초 동안 누르면 선택한 픽셀이 파란색으로 칠해집니다. 3.4.1.
쌀. 3.4.1 - 굽기 모듈의 이미지 분석
해당 필드에서 2214개의 점이 선택되었음을 알 수 있습니다. 이것은 드릴링할 때보다 훨씬 더 많습니다. 번아웃 표면의 "버너" 지연 시간과 달리 드릴링할 때와 거의 동일한 매개 변수를 지정하면 시작 버튼을 누릅니다. 굽기 위해서는 먼저 버너를 기계에 설치하고 전원을 연결해야 합니다(그림 3.4.2.).
쌀. 3.4.2. - 굽기로 이미지를 나무로 옮김.
현재 이미지를 소녀의 윤곽선으로 합판에 전사할 때 약 22분이 소요되었습니다. 이 시간은 초기 매개변수와 전송된 이미지의 크기에 따라 다릅니다. 테스트 시 297 X 400 크기의 패턴을 전사하여 총점수는 118,800점, 평균강도는 22,589점으로 분석하였다. 그리고 "버너"가 있는 이미지를 재료로 전송하는 데 약 6시간이 걸렸습니다. 3.4.2.
쌀. 3.4.2 - 많은 수의 포인트로 테스트
그러나 굽는 동안 컴퓨터가 충돌하고 컴플렉스의 하드웨어에 정전이 발생하여 프로세스가 중지되었습니다. 그리고 전원이 켜지면 마이크로컨트롤러가 재부팅되고 시작점에 좌표를 설치하여 초기화됩니다. 수술이 거의 끝나서 다행입니다. 따라서 문제는 로깅 및 이전에 설명한 수동 제어 모듈을 사용하여 초기 위치를 설정하는 것에 관한 것입니다. 또한 절전 모드를 구현하여 마지막 위치를 "기억"하기 위해 컴플렉스의 하드웨어를 개선합니다.
기존의 1mm의 스핀들 이동 분해능으로 번아웃 모듈을 테스트한 것과 비교하여 4배 더 큰 현재 분해능은 우수한 번아웃 품질을 보여주었다. 또한 각 명령의 지연 시간을 나타내는 각 픽셀의 강도를 제어하는 것이 좋습니다. 이렇게 하면 화상을 다양한 색조로 표시할 수 있어 화상을 크게 아름답게 할 수 있습니다.
또한 다른 이미지를 테스트할 때 이미지를 소재로 옮기면 이미지가 반전되는 것을 발견했습니다. 즉, 이미지를 전송할 때 수평 반전을 프로그래밍 방식으로 보상해야 합니다. 그러나 일반적으로 굽기 작업의 결과는 얻은 결과에 만족합니다(그림 3.4.4).
쌀. 3.4.4. – 하루 24시간 동안 단지 테스트.
굽는 동안 완성된 포인트는 굽기 모듈의 이미지에 표시됩니다. 또한 밀리미터 단위로 전송된 이미지의 실제 크기에 대한 정보가 충분하지 않습니다. 하나의 이미지 픽셀은 전송된 이미지의 0.2mm에 해당하기 때문에 프로그래밍 방식으로도 해결됩니다.
응용 프로그램 외에도 도움말 컨텍스트 메뉴에서 호출할 수 있는 사용자 설명서가 개발되었습니다. 이 매뉴얼은 기계 제어 및 프로그램 작동의 주요 사항을 다룹니다. 거의 모든 사용자는 설명서를 읽고 복합물을 사용하는 동안 발생한 특정 질문에 대한 답을 찾을 수 있습니다. 그러나 프로그램 인터페이스는 사소한 설정과 매개변수를 제외하고 모든 것이 직관적이고 단순하도록 설계되었습니다.
결론
CNC 컴플렉스를 설계할 때 많은 문제가 해결되었지만 일부는 완전히 해결되지 않은 채로 남아 있었습니다. 가장 중요한 것은 CNC를 사용하여 대규모 단지를 구현하기 위한 수치 소프트웨어 방법의 사용을 시연할 수 있다는 것입니다.
RS232 인터페이스를 통해 모든 스텝 모터, 캐리지 끝 위치 스위치, 제어 보드 및 PC의 상호 작용을 보장하는 하드웨어 부품이 개발되었습니다. 소프트웨어 부분은 모든 기계 구성 요소를 제어할 수 있는 방식으로 구현되며 또한 주석이 있는 공개 코드 덕분에 기능을 확장하고 기존 제어 모듈을 업그레이드합니다.
복합물 테스트를 통해이 프로젝트 작업 결과를 객관적으로 평가할 수있었습니다. 이미 언급했듯이 장단점이 있습니다. 장점은 다음과 같습니다.
단일 CNC 시스템으로 복합 단지의 기능;
CNC 기계를 기반으로 한 여러 기능 구현
컴플렉스의 작동을 보장하는 모든 모듈의 자세한 공개 코드:
단지의 기능적 운영을 개선하고 확장할 가능성;
장치 간의 교환 인터페이스의 복잡하고 표준화된 유연성;
다음과 같은 점이 마이너스에 기인합니다.
초기에 설정된 작업을 구현하는 데 필요한 시간을 잘못 계산했습니다.
컨트롤러 수준에서 오류를 방지하기 위해 컨트롤러의 독립적인 전원 공급 장치가 부족합니다.
초기 데이터 처리 속도를 높이는 소프트웨어 솔루션이 부족합니다.
뿐만 아니라 콤플렉스의 사용 용이성과 관련되어 있지만 콤플렉스의 복잡한 기술 수준으로 인해 해결하기 쉽지 않은 기타 사소한 단점.
모든 긍정적 인 점과 부정적인 점을 분석 한 후 일반적으로 작업이 CNC 컴플렉스의 기능을 추가로 고려하고 확장 할 가치가 있다고 말할 수 있습니다.
아마도이 복합체는 표면 및 부품의 3D 처리 복합체의 구현과 그림 및 곡선을 구성하기 위한 다양한 알고리즘의 구현을 위한 기초로 간주될 것입니다. 이를 통해 CAM 시스템에 가까운 하드웨어-소프트웨어 컴플렉스를 만들 수 있습니다. 3D 표면 처리는 석고 밀링에 적용하여 3차원 조각을 만들 뿐만 아니라 비평면 부품 제조에 적용할 수 있습니다. 첫 번째 단계에서 처리된 재료는 거품일 수 있습니다. 미래에는 기계 스핀들에 레이저를 사용하는 것이 고려될 수 있습니다. 이를 통해 2개의 레이저가 교차하는 지점 또는 특정 깊이에서 점을 태워 3차원 부품을 만드는 것과 같은 복잡한 작업을 수행할 수 있습니다.
또한 유리 및 화강암, 대리석, 목재, 느슨한 금속 모두에 조각 복합물을 구현할 수 있습니다. 이러한 복합물에는 많은 기회가 있습니다. 이는 컴퓨터에서 소프트웨어 도구의 유연성으로 인한 것이며 CNC 복합물 개발에 대한 창의성과 투자에 의해서만 제한됩니다.
중고책
개발기업 진입로에 있는 마차를 회계하기 위한 정보 및 참조 시스템
논문 >> 정보학... 수치작업 코드 Key_Gruz 수치코드 무게 수치무게 N_dor_ved 수치 ... 제어유사하게 생산 관리 ... 하드웨어자금 선택할 때 하드웨어자금 개발 소프트웨어... 별도로 장치기회로...
프로그래밍 방식으로-하드웨어데이터 보호
시놉시스 >> 정보학같지 않은 프로그램보호. 프로그래밍 방식으로-하드웨어... 네트워크를 의미합니다. 관리블로킹 장치정보 교환과 함께 ... 특정 할당 개발 소프트웨어제품과...은 수치아이디 접수중...
프로그래밍 방식으로-하드웨어에 기반한 다기능 기상 레이더를 위한 복합
초록 >> 정보학1.3. 다른 장치온칩 11 1.4 시스템 소프트웨어-하드웨어디버그 도구... 규모. 장치전단 운동 제어 수치포함하는 형식... 증분이 처음부터 다시 시작됩니다. 3.2 개발 Windows 앱 이전...
소프트웨어개인용 컴퓨터 소프트웨어 (2)
테스트 작업 >> 정보학, 프로그래밍... 하드웨어부분적으로 드라이버를 제공합니다. 드라이버 - 다음을 통해 OS의 기능을 확장하는 프로그램 관리 장치... 대용량 컴퓨팅 수치및 텍스트 데이터, ... 프로그램, 소프트웨어기본 자금 제공 개발, 하드웨어플랫폼,...
An P., "PC와 외부 장치 페어링", Per. 영어로부터. - M.: DMK Press, 2001. - 320 p.: ill.
아누리예프 V.I. 디자이너-머신 빌더의 핸드북. 3권으로. 모스크바. "공학". 2001.
Deitel H., Deitel P., C++로 프로그래밍하는 방법 - 1001 p.
Dunaev P.F., Lelikov O.P. 기계의 단위 및 부품 설계, M. Higher school, 1985.
Korovin B.G., Prokofiev G.I., Rassudov L.N. 산업 설비 및 로봇 단지를 위한 프로그램 제어 시스템.
Kuzminov A.Yu. RS232 인터페이스. 컴퓨터와 마이크로컨트롤러 간의 통신. - M.: 라디오 및 통신, 2004. - 168 p.: ill.
레빈 아이야. 정밀 기기 설계자의 핸드북. 모스크바. 오보롱기즈. 1962년.
리트빈 F.L. 장치의 메커니즘 및 부품 설계. 레닌그라드. "공학". 1973.
Morton John, AVR 마이크로컨트롤러. 입문 과정, 트랜스. 영어로부터. - M .: 출판사 "Dodeka - XXI", 2006. - 272 p.: 아프다. (시리즈 "세계 전자").
올로프 P.I. 디자인 기본. 3권으로. 모스크바. "공학". 1977.
Academician Emelyanov S.V.의 편집하에 유연한 생산 시스템 관리. 모델 및 알고리즘.
마카로프 I.M. 편집 및 Chiganova V.A. 산업용 로봇의 제어 시스템.
Sazonov A.A. 교수의 편집 하에 마이크로일렉트로닉스 기술 장비의 마이크로프로세서 제어.
예배 규칙서. 계기 볼 베어링. 모스크바. "공학". 1981년.
금속세공인의 핸드북. 5권으로. 에드. 보구슬라브스키 B.L. 모스크바. "공학". 1978.
Fadyushin L., 뮤지션 Ya.A., Meshcheryakov A.I. etc. ChPU가 있는 공작기계용 공구, 다목적 공작기계. M.: 마시노스트로에니, 1990.
슈팍 유아. AVR 및 PIC 마이크로컨트롤러용 C 프로그래밍 - K .: "MK Press", 2006 - 400 p., ill.
http://avr123.nm.ru/ - 마이크로 컨트롤러 AVR, 설명, 지침. 하드웨어... 패키지로 개발 CNC 장비 제어 프로그램( 수치 소프트웨어 제어). 나침반...
자동화 공정 장비용 제어 시스템
모든 자동 장치의 가장 중요한 부분은 시스템과 제어 메커니즘입니다. 현대 ATO 처리 및 전자 부품 조립의 가장 중요한 정의 기능 중 하나는 주어진 작업 프로그램을 구현하고 작업 주기 동안 모든 ATO 메커니즘 및 장치의 작동을 조정하며 여러 추가 기능을 수행하는 제어 시스템 유형입니다.
기계의 프로그램 제어에 대한 일반 정보
금속 절단기의 생산성 및 작업 품질 향상은 가공 사이클 및 공작물의 기계화 및 자동화와 관련이 있습니다.
제어 프로그램은 특정 공작물을 처리하기 위한 공작 기계의 작동을 위해 주어진 알고리즘에 해당하는 프로그래밍 언어의 명령 세트입니다.
치수 정보를 설정하는 방법에 따라 모든 기계 제어 시스템은 아날로그(숫자 아님)와 숫자로 나뉩니다. 아날로그 제어 시스템은 사전 제작 과정에서 프로그램 캐리어에 포함된 초기 정보를 변환합니다. 프로그램 캐리어는 기계, 복사기, 캠 및 캠축의 특정 방식에 위치한 정류장일 수 있습니다. 기계의 집행 기관은 변위 프로그램의 아날로그 형태로 제공된 초기 정보에 따라 공작물 처리를 위해이 프로그램을 재현합니다.
아날로그 제어 시스템은 폐쇄형, 개방형, 서보 드라이브가 있는 복사기로 분류됩니다.
폐쇄 루프 제어 시스템은 경로(트랙), 시간(임시), 속도, 전력, 압력 및 기타 매개변수를 따라 기계의 집행 기관을 제어합니다.
복사기, 캠, 래칫 등에 의해 구동되는 제어 시스템은 기계의 집행 기관의 일정량 이동을 수행하고 전력 증폭기가 없는 시스템(직접 복사)은 개방형으로 분류됩니다.
서보 드라이브(유압, 전기 유압 또는 전기)가 있는 복사기 시스템은 다양한 유형의 공작 기계에 널리 사용됩니다. 이러한 시스템에는 기계적 또는 전기적 피드백이 있습니다.
예를 들어, 공작물(4)에서 복사기(8)를 따라 성형 부품(5)을 제조하기 위해 선반에 사용되는 기계적 피드백이 있는 유압 서보 드라이브(그림 1)가 있는 복사기 제어 시스템의 작동을 고려하십시오. 유압 펌프, 시스템 작동은 유압 실린더(1)의 오른쪽 공동에 압력 PH의 오일을 공급하고 왼쪽 공동은 배수 파이프라인 Pc에 연결됩니다. 압력 차이의 결과로 로드가 있는 유압 실린더 1의 피스톤이 Z 축을 따라 움직이기 시작하여 서보 유압 드라이브 2의 로드를 드래그합니다. 스로틀링 유압 분배기 7은 압력 PH에 연결되고 배수됩니다 PC 파이프라인. 복사기(8)를 따른 프로브(9)의 종방향 이동(Z축을 따른)은 밸브(7)가 배치되는 본체에 대해 이동하도록 한다. 복사기(8)의 작업 표면으로부터 프로브(9)의 분리는 유압 분배기의 스프링(6)을 제외한다. 서보 유압 드라이브(2)의 몸체에 대한 밸브의 움직임의 결과로 몸체와 밸브에 의해 형성된 스로틀 슬롯이 열립니다. 유압 실린더의 캐비티 A와 B는 각각 압력 및 드레인 파이프라인에 연결됩니다. 서보 유압 드라이브(2)의 피스톤 상의 압력 강하는 드라이브 하우징이 스로틀링 유압 분배기(7) 뒤에서 움직이도록 하며, 즉 복사기를 따라 프로브의 움직임이 모니터링됩니다. 유압 드라이브(2)의 몸체의 움직임은 몸체에 견고하게 연결된 커터(3)로 전달됩니다.
쌀. 1. 유압 서보 드라이브 및 기계적 피드백이 있는 복사 제어 시스템: 1 - 하이드로 실린더; 2 - 유압 드라이브; 3 - 커터; 4 - 공백; 5 - 부품의 모양 부분; 6 - 봄; 7 - 유압 분배기; 8 - 복사기; 9- 프로브
따라서 커터(3)는 유압 실린더(1)로부터 종방향 이동(Z축을 따라)을 수신하고 유압 구동 본체(2)로부터 횡방향 이동(X축을 따라)을 수신합니다.
복사 시스템은 1, 2, 3 좌표에서 부품 처리를 제어하는 데 널리 사용됩니다. 프로그램 캐리어(복사기)를 빠르게 변경할 수 있어 대량 생산에 사용할 수 있습니다.
아날로그 제어 시스템은 가공 생산성을 높이지만 충분한 유연성을 제공하지 않습니다. 이로 인해 장비 교체 비용이 많이 듭니다.
수치 제어 기술의 진화는 컴퓨터 기술의 발전과 밀접하게 관련되어 있었고 그것에 의존했습니다. CNC 시스템의 컴퓨터 프로그래밍 자동화 없이는 많은 유형의 부품을 처리하기 위한 제어 프로그램을 구성하는 것이 불가능합니다. 또한 컴퓨터는 대화형 컴퓨터 그래픽 및 프로그램의 음성 입력과 같은 방법을 사용하여 CNC 프로그래밍 절차를 개선하고 용이하게 합니다.
1. 컴퓨터의 CNC 또는 MCNC(기계 수치 제어).
2. 직접 디지털 제어(DCU).
3. 적응 제어(AC).
컴퓨터 또는 MNC의 CNC 시스템에서 조정할 수 없는("고정 배선") 장비를 기반으로 하는 기존 제어 장치는 소형(미니 또는 마이크로) 컴퓨터로 대체됩니다. 이 소형 컴퓨터는 메인 메모리에 저장된 프로그램의 도움으로 여러 가지 기본 CNC 기능을 수행하는 데 사용됩니다. MNC의 두드러진 특징 중 하나는 여기에서 하나의 기계가 하나의 컴퓨터에 의해 제어된다는 것입니다.
대조적으로, 다른 유형의 컴퓨터 제어인 직접 디지털 제어(DNC)는 하나의 메인프레임 컴퓨터를 사용하여 여러 개의 개별 CNC 기계를 제어합니다.
세 번째 유형의 제어인 적응 제어는 구현을 위해 추가 디지털 컴퓨터를 사용할 필요가 없습니다. 적응 제어 가공에는 가공 프로세스를 특성화하는 하나 이상의 변수(예: 절삭 부하, 온도, 전력 소비 등)를 측정하고 이에 따라 이송 및/또는 절삭 속도를 변경하여 변수의 원치 않는 편차를 보상하는 제어 시스템이 포함됩니다. 통제된 과정. 이 모드의 목적은 제어 자체가 제공할 수 없는 가공 프로세스를 최적화하는 것입니다. 적응 제어 시스템의 많은 초기 설계는 아날로그 제어 장치를 기반으로 했습니다. 이 유형의 최신 시스템은 마이크로프로세서를 사용합니다.
CNC 하드웨어
CNC 하드웨어 기술은 수년에 걸쳐 급격하게 변화했습니다. 최소 7세대의 제어 장비를 구별할 수 있습니다.
1. 진공관(1952년경).
2. 전자기계식 릴레이(1955년경).
3. 이산 반도체 소자(1960년경).
4. 집적 회로(1965년경).
5. 직접 디지털 제어(1968년경).
6. 컴퓨터의 CNC(1970년경).
7. 마이크로프로세서와 마이크로컴퓨터(1975년경).
자동화 장비의 수치 제어
금속 절단 장비의 수치 제어 분야에서 기본 개념의 용어 및 정의는 GOST 20523-80에 의해 설정됩니다.
수치 기계 제어(CNC) - 데이터가 디지털 형식으로 제공되는 제어 프로그램에 따라 기계에서 공작물 처리를 제어합니다.
제어 프로그램과 제어 대상의 상태에 대한 정보에 따라 기계의 집행 기관에 제어 조치를 내리는 장치를 수치 제어 장치(CNC)라고 합니다.
 |
|
하드웨어와 프로그래밍 가능한 CNC를 구별하십시오. 하드웨어(NC) 장치에서 연산 알고리즘은 회로 방식으로 구현되며 장치가 제조된 후에는 변경할 수 없습니다. 이 장치는 터닝("Kontur-2PT", H22), 밀링("Kontur-ZP", NZZ), 지그 보링("크기-2M", PZZ) 등 다양한 공작 기계 그룹을 위해 생산됩니다. 이러한 CNC는 천공 테이프에 제어 프로그램의 입력으로 제조. 프로그래머블 디바이스(CNC)에서 알고리즘은 디바이스의 메모리에 입력된 프로그램을 사용하여 구현되며 디바이스가 제조된 후에 변경할 수 있습니다. CNC 장치에는 소형 컴퓨터, RAM 및 외부 인터페이스가 포함됩니다.
수치 제어 시스템(CNC)은 기능적으로 상호 연결되고 상호 작용하는 하드웨어 및 소프트웨어 도구 세트로 CNC에 공작 기계를 제공합니다.
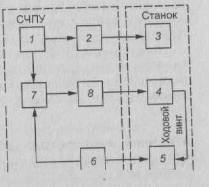
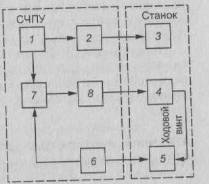
CNC의 주요 기능은 주어진 프로그램에 따라 공작 기계의 피드 드라이브를 제어하는 것이며 추가 기능은 도구 등을 교환하는 것입니다. 그림에서. 111은 CNC의 일반화된 블록도를 보여줍니다. 회로는 다음과 같이 작동합니다. 프로그램 입력 장치(1)는 이를 전기 신호로 변환하고 프로그램 처리 장치(7)로 전송합니다. 프로그램 처리 장치(7)는 구동 제어 장치(8)를 통해 제어 대상인 피드 드라이브(4)에 작용합니다. 피드 드라이브(4)와 관련된 기계의 움직이는 부분은 주 피드백 회로에 포함된 센서(5)에 의해 제어됩니다.
 |
센서(5)로부터 피드백 장치(6)를 통해 정보는 프로그램을 실행하기 위한 장치(7)로 들어간다. 여기에서 실제 변위는 수행 중인 변위를 적절하게 조정하기 위해 프로그램에서 지정한 것과 비교됩니다. 장치 1은 또한 추가 기능을 구현하기 위해 장치 2에 전기 신호를 보냅니다.
장치(2)는 기술 명령(모터, 전자석, 전자기 클러치 등)의 작동 요소(3)에 작용하는 한편 작동 요소는 켜지거나 꺼집니다. CNC 기계의 장점은 기계적 요소를 변경하거나 재배열하지 않고 빠르게 재조정할 수 있다는 것입니다. 기계에 입력한 정보를 변경하기만 하면 다른 프로그램, 즉 다른 공작물(부품)을 처리하기 위해 작업이 시작됩니다. CNC 기계의 높은 다용도성은 다른 부품의 제조로 빠르게 전환해야 하는 경우에 편리하며 기존 기계에서는 특수 장비를 사용해야 합니다.
|
|
|
|
|
|
|
|
쌀. 2. CNC의 일반화된 블록 다이어그램: 1 - 프로그램 입력 장치; 2 - 추가 기능을 구현하기 위한 장치; 3 - 집행 요소; 4 - 피드 드라이브; 5-센서; 6 - 피드백 장치; 7 - 프로그램 처리 장치; 8 - 드라이브 제어 장치
공작물의 치수 및 모양의 정확도는 물론 필요한 표면 거칠기 매개변수는 기계의 강성과 정확도, 위치 지정 및 수정 입력의 불연속성과 안정성, CNC 품질에 의해 보장됩니다.
구조적으로 CNC 시스템은 개방형, 폐쇄형 및 자체 조정형입니다. 모션 제어 유형별 - 위치, 직사각형, 연속(윤곽).
개방 루프 CNC 시스템은 단일 정보 스트림을 사용합니다. 장치는 프로그램을 읽고, 그 결과 명령 신호가 후자의 출력에 나타나며 변환 후 기계의 집행 기관(예: 캘리퍼스)을 움직이는 메커니즘으로 전송됩니다. 주어진 변위와 실제 변위의 준수에 대한 제어는 없습니다.
폐쇄 제어 시스템에서는 피드백을 위해 두 가지 정보 스트림이 사용됩니다. 하나의 스트림은 판독기에서 나오고 두 번째 스트림은 캘리퍼스, 캐리지 또는 기계의 기타 집행 기관의 실제 움직임을 측정하는 장치에서 나옵니다.
자체 조정 시스템(CNC)의 경우 판독기의 정보는 이전 공작물 처리 결과에 대한 메모리 블록의 정보를 고려하여 수정됩니다. 이로 인해 작업 조건의 변화가 기계 메모리의 자체 튜닝 장치에 저장되고 일반화 된 다음 제어 신호로 변환되므로 처리 정확도가 높아집니다. CNC는 공작물 처리 프로세스를 기계 및 도구의 기능을 더 잘 사용하기 위해 변화하는 처리 조건(특정 기준에 따라)에 자동으로 적용한다는 점에서 단순한 CNC 제어와 다릅니다. 간단한 CNC가 있는 공작 기계는 여유, 가공되는 재료의 경도 및 도구의 절삭날 상태와 같은 임의 요소의 작용을 고려하지 않고 프로그램을 실행합니다. CNC는 작업 및 해결 방법에 따라 모든 매개변수(예: 절삭 속도 등)에 대한 제어 시스템과 하나 이상의 매개변수 중 가장 높은 값을 유지하는 시스템으로 나뉩니다.
주어진 위치에 액추에이터를 정밀하게 설치하는 CNC 시스템을 위치 지정이라고 합니다. 이 경우 집행 기관은 특정 순서로 X 및 Y 축을 따라 주어진 좌표를 우회합니다 (그림 3, a). 이 경우 주어진 좌표를 가진 한 지점에 집행체의 설치(포지셔닝)를 먼저 수행한 다음 작동 시간을 수행합니다. 다양한 위치 CNC는 점이 프로그래밍되지 않고 y와 절단을 분리하지만 세로 및 가로 이송이 시간적으로 분리되는 직사각형 CNC입니다.
계단식 표면을 처리할 때 기계의 세로 및 가로 이송을 순차적으로 차단하는 CNC 시스템(그림 3, 6)을 직사각형이라고 합니다. 이 CNC는 터닝, 회전 목마, 터렛, 밀링 및 기타 기계에 사용됩니다. 직사각형 윤곽이 있는 계단식 샤프트 및 기타 부품의 처리는 작업 본체의 이동 방향과 평행한 궤적을 따라만 수행됩니다.
필요한 처리 윤곽을 얻기 위해 경로와 이동 속도를 변경하는 주어진 법칙에 따라 작업 몸체를 지속적으로 제어하는 CNC 시스템(그림 3, c)을 윤곽이라고 합니다. 이 경우 도구는 2개(평면 곡선 경로) 또는 3개(공간 곡선 경로) 직선 좌표를 따라 이동을 추가하여 얻은 곡선 경로를 따라 공작물에 대해 상대적으로 이동합니다. 이러한 CNC는 표면이 성형된 부품 제조의 터닝 및 밀링 머신에 사용됩니다. 가공의 각 순간에 공구의 이송 s는 횡방향 S의 합입니다.
및 세로 피드. 따라서 서로 다른 좌표축을 따른 도구 이동은 기능적으로 서로 관련되어 있습니다.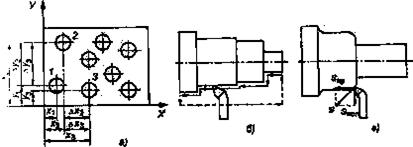
쌀. 3. 위치(a), 직사각형(b) 및 윤곽(c) CNC를 사용할 때 처리 유형: 1, 2, 3 - 가공되는 구멍 수;
및 - X 및 Y 축을 따른 구멍의 좌표;컴퓨터 수치 제어
MNC 시스템은 배타적 모드에서 프로그램이 기록된 컴퓨터를 사용하여 수치 제어의 기본 기능 중 일부 또는 전부를 수행합니다. 수년 동안 미니 컴퓨터는 MNC 장치에도 사용되었습니다.
외관상 MNC 기계는 기존 CNC 기계와 매우 유사합니다.
쌀. 4. 기계 수치 제어 시스템(MCNC)의 일반 구성.
부품 제어 프로그램은 동일한 방식으로 먼저 입력됩니다. 기존 CNC 시스템과 비교하여 CNC 시스템은 유연성과 컴퓨팅 성능이 향상되었습니다. 시스템 기능을 위한 새로운 옵션은 작업 프로그램을 교체하기만 하면 MNC 장치에 도입할 수 있습니다. 재프로그래밍의 가능성으로 인해(이것은 부품 제어 프로그램과 시스템 제어 옵션 모두에 적용됨) MNC는 종종 유연한 프로그래밍 가능 CNC라고 합니다. MNC 시스템의 일반적인 구성은 그림 1에 나와 있습니다. 4.
다국적 기업 기능
MCPU 시스템은 여러 기능을 수행하도록 설계되었습니다. MNC의 주요 기능은 다음과 같습니다.
1. 기계 제어.
2. 부품 가공의 편차에 대한 보상.
3. 프로그래밍 및 작동 모드에서 향상된 기능을 제공합니다.
진단
기계 제어. MNC 시스템의 주요 기능은 기계 작동을 제어하는 것입니다. 여기에는 부품을 처리하기 위한 제어 프로그램의 명령을 컴퓨터 인터페이스에 연결된 서보 시스템을 통해 구현되는 해당 도구의 움직임으로 변환하는 작업이 포함됩니다. 이러한 프로그래머블 컨트롤러에 다양한 제어 기능을 편리하게 입력할 수 있다는 것이 MNC의 주요 장점입니다.
그림 1에 개략적으로 표시된 하이브리드 기계 수치 제어 시스템에서. 도 5에 도시된 바와 같이, 제어 장치는 재프로그래밍 가능한 부품(컴퓨터) 및 하드웨어로 구현된 "하드 와이어" 논리 회로를 포함합니다. 하드웨어 구성 요소는 가장 잘하는 일(예: 이송 속도 형성 및 원형 보간)을 수행합니다. 컴퓨터는 나머지 제어 기능과 일반적으로 기존의 "고정 배선" 컨트롤러와 관련이 없는 기타 책임을 처리합니다. 하이브리드 MNC 시스템에서는 더 저렴한 컴퓨터가 필요하지 않습니다.
그림 5 하이브리드 CNC 시스템
MNC 장치의 두 가지 대체 구성이 개발되었습니다.
1. 하이브리드 MNC 시스템.
2. 직접 MNC 시스템.

쌀. 6. 직접 수치 제어(NCNC) 시스템.
시스템의 직접 구성에서 MNC 컴퓨터는 수치 제어의 모든 기능을 수행하는 데 사용됩니다. 컴퓨터와 기계 및 작업자 콘솔을 연결하는 인터페이스 요소만 하드웨어로 구현됩니다. 보간, 도구 위치에 대한 피드백 및 기타 모든 기능은 컴퓨터 소프트웨어에 의해 수행됩니다. 이에 따라 직접 MNC 시스템에서는 하이브리드 시스템보다 더 강력한 컴퓨터가 필요합니다. 직접 MNC 구성의 장점은 추가된 유연성입니다. 여기에서 보간 프로그램을 변경할 수 있지만 하이브리드 시스템의 하드웨어 회로에 "납땜된" 논리는 재구축할 수 없습니다. 직접 MCPU 시스템을 구성하는 방식은 그림 1에 나와 있습니다. 6.
부품 가공의 편차에 대한 보상. 이 기능은 기계 제어와 밀접한 관련이 있습니다. 이는 부품이 가공되는 동안 발생하는 변경이나 오류를 보상하기 위해 기계 움직임을 동적으로 수정합니다.
프로그래밍 및 작동 모드에서 향상된 기능을 제공합니다. 소프트웨어 구성 가능한 제어 장치의 유연성으로 인해 시스템을 프로그래밍하고 부품을 처리할 때 많은 편리한 옵션을 제공할 수 있습니다.
진단. CNC 기계는 복잡하고 값비싼 시스템입니다. 이상적으로는 진단 하위 시스템이 여러 기능을 수행해야 합니다. 첫째, 유지보수 담당자가 더 빠르게 수리할 수 있도록 다운타임의 원인을 식별할 수 있어야 합니다. 둘째, 진단 하위 시스템은 하나 또는 다른 요소의 접근 실패를 나타내는 징후에 민감해야 합니다. 이를 통해 유지보수 담당자는 예정된 유지보수 중에 결함 요소를 적시에 교체할 수 있어 예기치 않은 생산 중단을 방지할 수 있습니다. 세 번째 가능한 기능은 MNC 시스템이 신뢰할 수 없는 것으로 간주되는 요소 중에서 특정 수의 중복 요소를 포함할 수 있다는 사실과 관련이 있습니다. 이러한 요소 중 하나가 실패하면 진단 하위 시스템이 자동으로 해당 요소를 끄고 예비에서 동일한 유형 요소를 사용합니다.
서지
1. CNC 기계용 프로그램 자동 준비, (핸드북) / R.E. 사프라간, G.B. Evgenev, A.L. 데리아빈 등; 일반 편집 아래. 답장. 사프라가나. - K .: 기술, 1986. - 191 p.
2. R.I. 그지로프, P.P. 세레브레니츠키. CNC 기계의 프로그래밍 처리. 핸드북, - L.: Masinostroenie, 1990. - 592 p.










혼합 성격 장애: 원인, 증상, 유형 및 치료
GTA 4 컨트롤 설정
GTA 온라인 밀수에 대한 FAQ
LPDFR - 경찰에 오신 것을 환영합니다
Grand Theft Auto San Andreas의 거대한 지도와 그 비밀