এক্সেল ব্যবহার করে সর্বোত্তম লগ কাটার গণনা। প্রতিটি করাতকলের জন্য যতটা সম্ভব উৎপাদনের কাঁচামালের অপচয় কমানো গুরুত্বপূর্ণ। নির্মাণ লগ উৎপাদনের লাভজনকতা উল্লেখযোগ্যভাবে এর উপর নির্ভর করে।
এক্সেল এ কাটা নির্মাণ লগ গণনা একটি উদাহরণ
একটি লগের করাত কাটা গণনা করার প্রোগ্রামটি ছোট উদ্যোক্তাদের জন্য কার্যকর হবে যারা বৃত্তাকার লগ তৈরি এবং কাঠের নির্মাণের জন্য তাদের নিজস্ব ব্যবসা তৈরি করতে প্রস্তুত।
একটি নির্দিষ্ট সংখ্যক লগ, প্রতিটি 10 মিটার লম্বা, কাটার মধ্যে খাওয়ানো হয়। করাতকল নিম্নলিখিত পরিমাণে কাঠ থেকে কাঁচামাল সরবরাহের জন্য একটি চুক্তি স্বাক্ষর করেছে:
- 5 মিটারের 100টি লগ;
- 4 মিটারের 200 লগ;
- 3 মিটারের 300 লগ।
চুক্তির শর্তাবলী পূরণ করার জন্য সর্বোত্তম সংখ্যক লগ করা হবে? অন্য কথায়, ন্যূনতম পরিমাণ উত্পাদন বর্জ্য দিয়ে বোর্ডগুলি কীভাবে কাটা যায়?
লগ কাটা সমস্যা সমাধান
একটি সমাধান মডেল তৈরি করতে, এটি সব নির্ধারণ করা প্রয়োজন সম্ভাব্য বিকল্পবর্জ্যের দৈর্ঘ্য বিবেচনা করে 10 মিটার লম্বা লগগুলিকে 3-, 4- এবং 5-মিটার বিভাগে কাটুন। এই ধরনের গণনার ফলাফল হল 6টি কাটিয়া বিকল্পের সনাক্তকরণ:
- প্রতিটি 5m এর 2টি বিম (0মি বর্জ্য)।
- 2 beams 5m + 4m (1m বর্জ্য)।
- 2 beams 5m + 3m (2m বর্জ্য)।
- 3টি বিম 3m + 3m + 4m (0m বর্জ্য)।
- প্রতিটি 4 মিটারের 2টি বিম (2 মিটার বর্জ্য)।
- প্রতিটি 3m এর 3টি বিম (1মি বর্জ্য)।
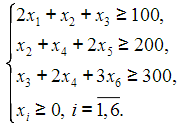
সমস্যার শর্ত অনুযায়ী, i পদ্ধতি ব্যবহার করে X i করা হয়েছে। তারপর স্কিম সঠিক হবে:
F = X 1 + X 2 + X 3 + X 4 + X 5 + X 6 => মিনিট
আপনি এই মত একটি সিস্টেম তৈরি করতে পারেন:
পরবর্তী ধাপ হল একটি মাইক্রোসফট এক্সেল স্প্রেডশীট প্রস্তুত করা যাতে সমস্যার প্রাথমিক শর্ত থাকবে।
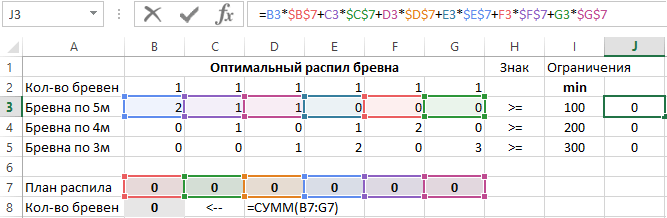
সীমাবদ্ধতার বাম দিক এবং উদ্দেশ্য ফাংশন গণনা করার জন্য, সংশ্লিষ্ট সূত্রগুলি চালু করা হয়েছে। এই সূত্রগুলি দিয়ে J3:J5 কোষগুলি পূরণ করুন:
এবং সেল B8-এ, সূত্রটি লিখুন: =SUM(B7:G7)।
এরপরে, "একটি সমাধানের জন্য অনুসন্ধান করুন" এবং "সমাধানের জন্য অনুসন্ধানের জন্য পরামিতি" মডিউলগুলির ফর্মটি পূরণ করা হয়েছে। এটি করার জন্য, সেল B8 এ যান এবং "ডেটা" - "বিশ্লেষণ" - "একটি সমাধানের জন্য অনুসন্ধান করুন" ট্যাবে টুলটি ব্যবহার করুন। যদি আপনার এই ট্যাবে এই টুলটি না থাকে, তাহলে নির্দেশাবলী পড়ুন।
নিবন্ধ থেকে সমস্ত ছবি
এই নিবন্ধে আমরা একটি ব্যান্ড করাত কলে লগ কাটা কিভাবে সঞ্চালিত হয় সে সম্পর্কে কথা বলতে হবে। উপরন্তু, আমরা বিবেচনা করব কাঠ প্রক্রিয়াকরণের এক বা অন্য পদ্ধতি নির্বাচন করার জন্য মানদণ্ড কী এবং এটি কীভাবে সমাপ্ত কাঠের বৈশিষ্ট্যগুলিকে প্রভাবিত করে।
বিভিন্ন কাঠ প্রাপ্ত করার জন্য লগ কাটার পদ্ধতিগুলি দীর্ঘকাল ধরে উন্নত এবং উন্নত করা হয়েছে, যেহেতু এটি একটি একক গাছের কাণ্ড থেকে পাওয়ার একমাত্র উপায়। প্রান্ত বোর্ড, কাঠ এবং অনুরূপ পণ্য অন্যান্য বিভাগ.

আজ অবধি দীর্ঘ সময়ের জন্য, কাঠের প্রক্রিয়াকরণের পদ্ধতিগুলি বিকশিত হয়েছে এবং উপরন্তু, নতুন, আরও উত্পাদনশীল সরঞ্জাম উপস্থিত হয়েছে যা আপনাকে দ্রুত এবং ন্যূনতম পরিমাণ উত্পাদন বর্জ্য সহ প্রয়োজনীয় কাঠ পেতে দেয়।
কাঠ প্রক্রিয়াকরণের বৈশিষ্ট্য
কাঁচামাল প্রক্রিয়াকরণ এবং করাত পণ্য প্রাপ্তির নির্দেশাবলীতে বেশ কয়েকটি প্রযুক্তিগত ক্রিয়াকলাপ রয়েছে, যার মধ্যে রয়েছে লগগুলির অনুদৈর্ঘ্য কাটা, করাত কাঠের ছাঁটা এবং প্রস্থে কাটা, মান মাপ অনুসারে বাছাই করা, কাজের গুণমান অনুসারে বাছাই করা, শুকানো এবং স্টোরেজ।
মানের দিক থেকে এই ধাপগুলোর প্রতিটি গুরুত্বপূর্ণ সমাপ্ত পণ্য. তবে, এটি কাটা হচ্ছে সবচেয়ে সময়সাপেক্ষ এবং দায়িত্বশীল পর্যায়, যার সময় সমাপ্ত কাঠের প্রধান বৈশিষ্ট্যগুলি গঠিত হয়।
কাঠে লগ কাটার জন্য একটি পরিকল্পনা তৈরি করা (একটি উপযুক্ত প্রক্রিয়াকরণ পদ্ধতির পছন্দ) কাঠের প্রকারের উপর, কাঁচামালের মানক আকারের উপর, আর্দ্রতার ডিগ্রির উপর, ঘনত্ব এবং কঠোরতার উপর এবং অন্যান্য অনেক কারণের উপর নির্ভর করে। অবশ্যই, কাঁচামাল প্রক্রিয়াকরণের পদ্ধতিটি মূলত এন্টারপ্রাইজের প্রযুক্তিগত সরঞ্জামের স্তরের উপর ভিত্তি করে নির্ধারিত হয়।
কাঠের শিল্প করাতের জন্য কোন সরঞ্জামগুলি ব্যবহার করা হয় এবং এই সরঞ্জামগুলির প্রতিটি বিভাগের জন্য কোন পদ্ধতিগুলি প্রাসঙ্গিক তা বিবেচনা করুন।
কাটার জন্য সরঞ্জাম এবং এর প্রয়োগের বৈশিষ্ট্য
লগগুলির অনুদৈর্ঘ্য কাটার জন্য নিম্নলিখিত বিভাগের সরঞ্জামগুলি ব্যবহার করা হয়:
- একক ব্যান্ড করাত বা বৃত্তাকার (বৃত্তাকার) করাত একটি ঐতিহ্যগত সমাধান যা দীর্ঘকাল ধরে ব্যবহৃত হয়ে আসছে।
- ফ্রেম করাতের গোষ্ঠীটি একটি আরও উন্নত সমাধান যা আপনাকে সমাপ্ত পণ্যের গুণমানের সাথে আপস না করে কাঁচামাল প্রক্রিয়াকরণের উত্পাদনশীলতা উল্লেখযোগ্যভাবে বৃদ্ধি করতে দেয়।
আসুন আমরা তালিকাভুক্ত বিভাগের সরঞ্জামগুলির ব্যবহারের বৈশিষ্ট্যগুলি আরও বিশদে বিবেচনা করি।
- স্বতন্ত্র করাতএকটি পদ্ধতি যা একক করাত ব্যবহার করা হয়। এই ক্ষেত্রে, করাতের এক পাসে শুধুমাত্র একটি কাটা পাওয়া যাবে। অতএব, পুরো গাছের কাণ্ডটি বেশ কয়েকটি পাসে কাটা যেতে পারে।
গুরুত্বপূর্ণ: পৃথক করাতের সুবিধা হল পূর্ববর্তী এক থেকে প্রতিটি পরবর্তী কাটার স্বাধীনতা।
যে, sawing বিভিন্ন প্লেনে বাহিত হতে পারে।
ফলস্বরূপ, নির্দিষ্ট বৈশিষ্ট্যগুলি আরও যুক্তিযুক্তভাবে ব্যবহার করা সম্ভব হয়। বিভিন্ন অংশলগ
একই সময়ে, এই পদ্ধতিটি অদক্ষ, এবং সেইজন্য বড় কাঠের কাজগুলিতে ব্যবহারের জন্য উপযুক্ত নয়।
- গ্রুপ করাত- এই প্রযুক্তিগত প্রক্রিয়া, যার সময় ফ্রেম করাত একটি গ্রুপ ব্যবহার করা হয়.
সুবিধা এই পদ্ধতিযে লগ একটি পাস সম্পূর্ণভাবে কাটা হয়. এতে সময় সাশ্রয় হয় এবং ফলস্বরূপ উৎপাদন খরচ কম হয়। তবে আপনাকে মনে রাখতে হবে যে গ্রুপ করাত একটি সমতলে সঞ্চালিত হয়।
আজ অবধি, গ্রুপ করাতের জন্য নিম্নলিখিত বিভাগের সরঞ্জামগুলি সর্বাধিক ব্যবহৃত হয়:
- সংকীর্ণ-স্বচ্ছ উল্লম্ব ফ্রেম, সঙ্গে মেশিন বৃত্তাকার করাত, মিলিং করাত (14 থেকে 22 সেমি পর্যন্ত প্রক্রিয়াজাত কাঁচামালের ব্যাস)।
- মাঝারি-হালকা উল্লম্ব ফ্রেম (ব্যাস 24 থেকে 48 সেমি)
- প্রশস্ত-স্বচ্ছ উল্লম্ব ফ্রেম, ডবল এবং চতুর্গুণ ব্যান্ড স' ইউনিট (প্রক্রিয়াজাত কাঁচামালের ব্যাস 50 সেন্টিমিটারের বেশি)।
SawsOptimization করাতকল প্রযুক্তিবিদ এবং পরিকল্পনাবিদদের জন্য ডিজাইন করা হয়েছে এবং এটি করাত কলকে অপ্টিমাইজ করার এবং সর্বোচ্চ ফলন করার একটি হাতিয়ার। প্রোগ্রামটির সুবিধাজনক এবং নমনীয় সেটিংস এবং একটি স্বজ্ঞাত ইন্টারফেস রয়েছে, যা প্রোগ্রামটির বিকাশকে ব্যাপকভাবে সহায়তা করে এবং আরও কাজতার সাথে
প্রোগ্রামের জন্য প্রাথমিক তথ্য হল:
লগ মাত্রা
· কাঠের প্রয়োজনীয় মাত্রা এবং তাদের খরচ।
· করাতকল সরঞ্জামের বৈশিষ্ট্য।
প্রোগ্রামের মৌলিক কার্যকারিতা হল এই ডেটার উপর ভিত্তি করে সর্বোত্তম বিতরণের গণনা। প্রোগ্রামটি সরবরাহ করে যা এই সরঞ্জামগুলিতে প্রয়োগ করা যেতে পারে এবং সর্বাধিক ফলন বা পণ্যগুলির সর্বাধিক ব্যয় সরবরাহ করে, আপনাকে বোর্ডগুলির ছাই সামগ্রীর পরিমাণ, সমাপ্ত পণ্যের পরিমাণ এবং ব্যয় গণনা করতে দেয়।
আমাদের সাইটে নিবন্ধন করে, আপনি "ডকুমেন্টেশন এবং সমর্থন" বিভাগে প্রোগ্রামটির একটি ডেমো সংস্করণ ডাউনলোড করতে পারেন।
3.0 সংস্করণে নতুন কি আছে
পূর্ববর্তী সংস্করণ 2.3 এর SawsOptimization প্রোগ্রামটি অনেক করাত কারখানার কাছে সুপরিচিত এবং রাশিয়ায় ব্যাপক জনপ্রিয়তা অর্জন করেছে। SawsOptimization2.3 এর ব্যবহারকারীরা এতে পাবেন নতুন সংস্করণপ্রোগ্রাম নিম্নলিখিত উন্নতি:
· করাত প্রোফাইল এবং সরঞ্জাম সেটিংস কাস্টমাইজ করার জন্য উন্নত বিকল্প, যার মধ্যে রয়েছে: করাতের জন্য অতিরিক্ত সেটিংস, প্রোফাইলিং মেশিন, করাত এবং কাটার, অতিরিক্ত সরঞ্জাম প্রোফাইল (ক্যারোসেল, লিঙ্ক, এসএবি, 3 পাসে করাত), করাতের প্রস্থের উপর নির্ভরতা কাটার পুরুত্ব।
· বিশেষ করাত মোড: কোরলেস বোর্ড, বাইরের দিকের বোর্ডগুলির একটি নির্দিষ্ট বেধের সাথে করাত, একটি মিথ্যা কোর দিয়ে করাত উপাদান।
· উন্নত অপ্টিমাইজেশান ইঞ্জিন কিছু ক্ষেত্রে ভাল ফলাফল দেয়।
· স্টাবগুলির সাথে ক্রিয়াকলাপের জন্য উন্নত বিকল্পগুলি: ম্যানুয়াল তৈরি এবং সম্পাদনা, সংরক্ষণ-পঠন, নির্বিচারে আকারের লগে একটি ইচ্ছাকৃত স্টাবের প্রয়োগ, একটি স্টাবের জন্য সর্বোত্তম ব্যাস নির্বাচন।
· স্বয়ংক্রিয় গণনা মাপ দেখেছি GOST 6782-1.75 অনুযায়ী চূড়ান্ত আর্দ্রতার উপর নির্ভর করে
মৌলিক সংস্করণ ছাড়াও, 3.0 পেশাদার সংস্করণ রয়েছে, যা বড় উদ্যোগগুলিতে লগ সাজানোর থেকে করাতকল চক্রকে অপ্টিমাইজ করার জন্য ডিজাইন করা হয়েছে এবং উপরেরটি ছাড়াও, নিম্নলিখিত অতিরিক্ত কার্যকারিতা রয়েছে:
· প্ল্যানার কার্যকারিতা: বিভিন্ন ব্যাসের লগগুলির জন্য গ্রুপ অপ্টিমাইজেশান, সমগ্র স্যালগ ভলিউমের জন্য আউটপুটের সাধারণ স্পেসিফিকেশন, বিভাগ দ্বারা পছন্দসই আউটপুট পাওয়ার জন্য পরিকল্পনা এবং অপ্টিমাইজেশন।
বক্রতা জন্য অপ্টিমাইজেশান
· পণ্যের সর্বোচ্চ ফলন পাওয়ার জন্য ডেলিভারি অনুসারে লগ সাজানোর অপ্টিমাইজেশন।
OptiGrade লগ সাজানোর অপ্টিমাইজেশান সফ্টওয়্যারের সাথে একীকরণ
প্রোগ্রাম বৈশিষ্ট্য সংক্ষিপ্ত বিবরণ সাস অপটিমাইজেশন প্রফেশনাল:
- সমস্ত ব্যাসের জন্য ব্যাচ অপ্টিমাইজেশান, প্রতিটি ব্যাসের জন্য সর্বোত্তম সেটের গণনা সহ, করাত কাঠের মোট ফলন এবং বিভাগ অনুসারে ফলন।

- প্রয়োজনীয় ক্রস-বিভাগীয় ফলন অর্জনের জন্য অপ্টিমাইজেশনের সম্ভাবনা।
উদাহরণ: সর্বোত্তমভাবে কমপক্ষে 10% এর 32x150 সেকশনের একটি আউটপুট প্রাপ্ত করা প্রয়োজন। আমরা এটি অর্জন করি, যখন সামগ্রিক ফলন 52.24% থেকে 51.83% এ নেমে আসে।


- বাছাই গোষ্ঠীর সীমানাগুলির স্বয়ংক্রিয় অপ্টিমাইজেশন, সেইসাথে সীমানাগুলিকে ম্যানুয়ালি পরিবর্তন করার ক্ষমতা এবং সীমানা পরিবর্তন করা আউটপুটকে কীভাবে প্রভাবিত করে তা দেখুন।
উদাহরণ: বিভিন্ন গোষ্ঠীর সীমানা পরিবর্তনের ফলে ফলন বেড়েছে 52.66%

- যে কোনো বৈচিত্র্যের গোষ্ঠীর জন্য একটি বিকল্প সেট বেছে নেওয়ার ক্ষমতা এবং সেটের পরিবর্তন সামগ্রিক ফলনকে কীভাবে প্রভাবিত করবে তা দেখুন।

- একটি প্রান্ত ট্রিমারের জন্য একটি কাটিয়া অপ্টিমাইজেশান সিস্টেমের প্রাপ্যতার জন্য অ্যাকাউন্টিং। ভিন্ন ভিন্ন রূপএক সেটে পাশের বোর্ডগুলির প্রস্থ।

ব্যাস দ্বারা কাঁচামালের বন্টন: হয় গুদামে অবশিষ্ট কাঁচামালগুলিকে ব্যাসের দ্বারা টুকরো টুকরো করে নির্দিষ্ট করার ক্ষমতা, অথবা লগ বাছাই অনুসারে একটি পরিসংখ্যানগত বন্টন ব্যবহার করার ক্ষমতা। মোট আউটপুট গণনা করার সময় সমস্ত মাত্রিক কারণের (ব্যাস, রানঅফ) বিবেচনা।

- সরঞ্জাম প্রোফাইলের বিস্তারিত কনফিগারেশন, বিভিন্ন ব্যাসের জন্য বিভিন্ন প্রোফাইল নির্দিষ্ট করার ক্ষমতা।
কাঠ কাটার সময়, খরচ কী হবে তা অবিলম্বে গণনা করা গুরুত্বপূর্ণ, কারণ এটি কাঠের ব্যয়কে প্রভাবিত করবে। সমাপ্ত পণ্যের আউটপুট ভিন্ন হতে পারে। এটা সব ব্যবহৃত কাঠের মানের উপর নির্ভর করে, কাটিং অপ্টিমাইজ করার জন্য ব্যবস্থা নেওয়া হয় কিনা। কাজের দক্ষতা বাড়ানো, আউটপুট আরও ভাল করা এবং করাতের মান উন্নত করার জন্য বিশেষ ব্যবস্থা রয়েছে। কাটার আগে, আপনাকে প্রথমে সবকিছু গণনা করতে হবে। এটা মনে হতে পারে হিসাবে কঠিন নয়, কিন্তু খরচ গোলাকার কাঠসর্বোত্তম হবে, চমৎকার ফলাফল পাওয়ার জন্য উপকারী।
কিভাবে কাটিয়া দক্ষতা বৃদ্ধি
কাঠের ফলন উল্লেখযোগ্য হওয়ার জন্য, প্রক্রিয়াটির দক্ষতা বাড়ানোর জন্য বিশেষ ব্যবস্থা ব্যবহার করা প্রয়োজন:
- গণনাটি কেবলমাত্র বিশেষ প্রোগ্রামগুলি ব্যবহার করার সময় করা উচিত, ম্যানুয়ালি এটির দক্ষতা কম হবে, প্রত্যাখ্যানের হার বড় হবে।
- বৃত্তাকার কাঠ প্রথমে বাছাই করা আবশ্যক যাতে প্রক্রিয়াকরণ সঠিকভাবে সম্পন্ন হয়।
- কাটা জন্য, উচ্চ মানের সরঞ্জাম ব্যবহার করা আবশ্যক। অন্যথায়, বর্জ্য পরিমাণ বড় হবে, এবং ফলস্বরূপ কাঠের গুণমান কম হবে।
- প্রথমে চওড়া কাঠ কাটা ভাল, সরু কাঠ প্রক্রিয়া করতে বেশি সময় লাগে।
- লগ দীর্ঘ সময় নিতে সুপারিশ করা হয় না.
- কাজের আগে, আপনাকে অবশ্যই সরঞ্জামগুলি কনফিগার করতে হবে।
সমাপ্ত কাঠের আউটপুট ভিন্ন হতে পারে। এটি অবশ্যই মনে রাখতে হবে যে প্রথম পর্যায়ে বোর্ডগুলি প্রাপ্ত হয়, তারপরে সেগুলি সাজানো হয়। ফলস্বরূপ, শতাংশ আরও কমে যায়, উদাহরণস্বরূপ, শক্ত কাঠের জন্য এটি শুধুমাত্র 10-20% হতে পারে।
কিভাবে কাটিং অপ্টিমাইজ করা যায়

কাঠের আউটপুট বাড়ানোর জন্য, করাত প্রক্রিয়াটি অপ্টিমাইজ করা আবশ্যক। এটি প্রাথমিকভাবে সেইসব ফাঁকা জায়গায় প্রযোজ্য যেগুলির একটি উল্লেখযোগ্য বক্রতা রয়েছে। একটি বাঁকা গোলাকার কাঠ কাটার জন্য, আপনাকে একাধিক ক্রিয়া সম্পাদন করতে হবে:
- প্রথমত, কাজের জন্য শুধুমাত্র উপযুক্ত কাঠ নির্বাচন করা হয়। যদি অবশিষ্ট লগগুলির প্রান্তে পচা, স্প্রাউট, ফাটল থাকে, তবে কিছু অংশ ছাঁটাই করা প্রয়োজন।
- অপারেশন চলাকালীন যদি একটি পচা কোর পাওয়া যায়, তাহলে আপনি সাবধানে এটি অপসারণ করতে পারেন, এবং তারপর বাকি কাটা। এটি বড় ক্ষতি এড়াবে, প্রয়োজনীয় মানের সাথে 1 মিটার দৈর্ঘ্যের বোর্ডগুলি পাবেন।
- এটি একটি বড় ব্যাস সঙ্গে লগ ব্যবহার করার সুপারিশ করা হয় যাতে ফলন শতাংশ বেশী হয়। সহগ 1.48-2.1 হতে পারে, তবে এটি সমস্ত ব্যাস, বৃত্তাকার কাঠের গুণমান, বাছাই এবং সরঞ্জামের উপর নির্ভর করে। ফ্রেমের দোকানগুলির জন্য, এই সহগ হবে 1.48-1.6, এবং লাইনগুলির জন্য মিলিং সরঞ্জাম- বড় বনের জন্য 1.6। 12 সেমি বা তার বেশি একটি বৃত্তাকার কাঠের ব্যাস সহ, সহগ 2.1 অতিক্রম করতে পারে।
sawing পরে বর্জ্য ভলিউম
সমাপ্ত বোর্ডটি একটি বড় শতাংশের সাথে বেরিয়ে আসার জন্য, সবকিছু সঠিকভাবে প্রস্তুত করা প্রয়োজন, কাজটি কেবলমাত্র প্রযুক্তি অনুসারে করা উচিত। শঙ্কুযুক্ত এবং পর্ণমোচী জাতের গোলাকার কাঠ বিভিন্ন আউটপুট দেয়। পরবর্তী ক্ষেত্রে, ভলিউম ছোট, এমনকি যদি বিশেষ অতিরিক্ত সরঞ্জাম ব্যবহার করা হয়। করাতের জন্য সূঁচগুলিকে আরও সুবিধাজনক বলে মনে করা হয়, যেহেতু ট্রাঙ্কটি সোজা এবং লগের ব্যাস আরও বেশি।শঙ্কুযুক্ত বন ক্ষয় প্রবণ নয়, তাই কম বিবাহ হয়। শক্ত কাঠের জন্য, সাধারণত 2টি কাটিং প্রযুক্তি ব্যবহার করা হয়:

- Z75, Z63 এ একটি ব্যান্ড করাতকল ব্যবহার করে;
- পতনের মধ্যে, যখন উপাদানটির মূল অংশে একটি অর্ধ-বিম কাটা হয়, একটি মাল্টি-ব্লেড মেশিনের মধ্য দিয়ে যায়।
একটি ব্যান্ড করাতকলের আয়তন 40-50%। ধসে প্রযুক্তি ব্যবহার করার সময়, ফলন ভিন্ন, এটি 70% পর্যন্ত বাড়ানো যেতে পারে, তবে এই ধরনের কাজের খরচও বেশি। যদি রাউন্ডউড করা হয়, যার দৈর্ঘ্য 3 মিটার, তবে আপনি দেখতে পাবেন যে প্রত্যাখ্যানের শতাংশ বেশ বড়, এবং অবশিষ্ট উপাদানগুলির প্রক্রিয়াকরণ প্রয়োজন। এটি 22x105 (110, 115) x3000 মিমি বোর্ড সহ বাল্কের ক্ষেত্রে প্রযোজ্য। এই ধরনের বিবাহের জন্য অনেক বিকল্প আছে। উদাহরণস্বরূপ, এটি একটি ওয়ার্মহোল হতে পারে, যা বেশিরভাগ কাজের জন্য আর উপযুক্ত নয়।
বাছাই করার পরে, 0-2 গ্রেডের শক্ত কাঠের উপাদানের পরিমাণ করাত করার পরে প্রাপ্ত পরিমাণের মাত্র 20-30% হবে। এর মানে হল যে কাটা গোলাকার কাঠের মোট ভর থেকে, একটি সাধারণ বোর্ডের আউটপুট হবে মাত্র 10-20%। বাকি উপকরণগুলি প্রধানত জ্বালানী কাঠের জন্য ব্যবহৃত হয়। শঙ্কুযুক্ত বৃত্তাকার কাঠের একটি ভিন্ন ফলন থাকবে, তবে প্রাপ্ত আয়তনের গড় মান কী পরিলক্ষিত হয় সেদিকে মনোযোগ দেওয়া উচিত।
কাঠের আউটপুট
কাঠের ফলন সর্বোত্তম হওয়ার জন্য, অনেকগুলি শর্ত অবশ্যই বিবেচনায় নেওয়া উচিত। একটি সঠিক গণনার জন্য, আপনি বৃত্তাকার কাঠের আউটপুট উদাহরণ বিবেচনা করতে পারেন। বিশেষজ্ঞদের বাস্তব অভিজ্ঞতা এবং করাতকলের কর্মক্ষমতার উপর তথ্য প্রাপ্ত করা হয়েছিল। এটি শতাংশের তুলনা করা এবং সর্বোত্তম গড় গণনা করা সম্ভব করে তোলে।
কনিফারগুলিতে, নিম্নলিখিত আউটপুট সম্ভব:

- জন্য unedged বোর্ডএবং অন্যান্য unedged উপকরণ sawing সময়, ফলন হবে 70%. এটি প্রক্রিয়াকরণের সময় প্রাপ্ত উপাদানের পরিমাণ, বর্জ্যের পরিমাণ 30% হবে।
- প্রান্তযুক্ত উপাদানের জন্য, 63, 65, 75 এ করাতকল ব্যবহার করার সময়, 45% অঞ্চলে কাঠের কম ফলন হবে। এ ব্যান্ড করাতকলফলন সাধারণত সমাপ্ত উপাদানের 55-60% পর্যন্ত হয়। আপনি যদি দক্ষতা উন্নত করার উপায়গুলি প্রয়োগ করেন তবে আপনি 70% এ পৌঁছাতে পারেন, যদিও এর জন্য প্রচুর অভিজ্ঞতার প্রয়োজন হয়।
- একটি করাতকল থেকে 70-75% কাঠ পাওয়া যেতে পারে, যদিও দক্ষতার উন্নতির পদ্ধতিতে এটি 80-75% হতে পারে। কিন্তু অভিজ্ঞতা প্রয়োজন।
GOST 8486-86 অনুসারে, গ্রেড 0-3-এর জন্য, বাছাই করা বাদ দিয়ে, ফলনের শতাংশ প্রায় 70%।
সমাপ্ত উপাদান প্রত্যাখ্যানের জন্য আরও 30% বাকি থাকতে পারে। প্রত্যাখ্যান করা উপাদানগুলি ফেলে দেওয়া হয় না, এটি অন্যান্য ধরণের কাঠ তৈরির জন্য ব্যবহৃত হয়, যা একটি নির্দিষ্ট বিবাহের উপস্থিতি অনুমোদন করে।
শক্ত কাঠের রাউন্ডউডের একটি ভিন্ন ফলন শতাংশ রয়েছে:
- অপ্রত্যাশিত উপাদানের জন্য - 60%।
- প্রান্ত কাঠের জন্য - 35-40% পর্যন্ত, যেহেতু মূল শক্ত কাঠের বনের বক্রতা সাধারণত বড় হয়।
আউটপুট বাড়ানো যেতে পারে, এই জন্য অতিরিক্ত সরঞ্জাম ব্যবহার করা হয়। এটি একটি বিশেষ মাল্টি-স মেশিন, একটি প্রান্ত ছাঁটাই মেশিন, একটি স্ল্যাব মেশিন হতে পারে। এই ক্ষেত্রে, কাঠের ফলন প্রায় 20% বৃদ্ধি পাবে। প্রদত্ত শতাংশটি গ্রেড 0-4 বোর্ডের উত্পাদনের ডেটার ভিত্তিতে দেওয়া হয়েছে। গ্রেড 0-1 বাছাই করার সময়, কাঠ উৎপাদনের শতাংশ 10% হয়। সমাপ্ত শক্ত কাঠের প্রান্তযুক্ত উপাদানের একটি ঘনক পেতে, করাতের জন্য মূল গোলাকার কাঠের 10 কিউব কাটা প্রয়োজন।
রাউন্ডউড থেকে কাঠের আউটপুট ভিন্ন হতে পারে। এটা সব করাত কল দ্বারা ব্যবহৃত মূল কাঠের প্রজাতির উপর নির্ভর করে। বিশেষ ব্যবস্থাদক্ষতা বাড়ানোর জন্য, তারা আপনাকে সম্ভবের চেয়ে বড় শতাংশ পেতে দেয়, তবে এর জন্য আপনার কিছু কাজের অভিজ্ঞতা থাকতে হবে।







 মোট ভাইরাল")


চ্যান্টিলি ক্যাসেল - ভার্সাই চ্যান্টিলি ক্যাসেলের পরে ফ্রান্সে দ্বিতীয় প্যারিস থেকে কীভাবে যাবেন
তুরস্কের বিনোদন পার্ক "দ্য ল্যান্ড অফ লেজেন্ডস থিম পার্ক"
গ্রীসের পবিত্র স্থান। গ্রীস অর্থোডক্স। সেন্ট নিকোলাসের ভোজে তীর্থযাত্রা
পিকোদি: এক জায়গায় সব ছাড়!
কিভাবে Dolmabahce প্রাসাদ যেতে