ধারালো করতে অসুবিধা বৃত্তাকার করাতকার্বাইড দাঁতের সাথে কাটিং সন্নিবেশ তৈরির জন্য সিন্টারযুক্ত টাংস্টেন-কোবাল্ট অ্যালয় ব্যবহারের কারণে হয়, যা পরবর্তীতে উচ্চ-তাপমাত্রার সোল্ডারিং দ্বারা ডিস্কের সাথে সংযুক্ত থাকে। কিন্তু প্রধান অসুবিধা তাদের জ্যামিতি এবং তীক্ষ্ণ করার সময় একটি নির্দিষ্ট কোণ প্রদানের প্রয়োজন দ্বারা সৃষ্ট হয়।
দাঁতের আকৃতি এবং তীক্ষ্ণ কোণ
GOST 9769 অনুসারে, একটি কার্বাইড দাঁতের নকশায় 4 টি প্লেন রয়েছে - পিছনে, সামনে এবং 2টি সহায়ক। কাটার জ্যামিতি অনুসারে সন্নিবেশগুলি সোজা, বেভেলড, ট্র্যাপিজয়েডাল এবং শঙ্কুযুক্ত।
তীক্ষ্ণ করার সামনের কোণটি কেবল করাত ব্লেডের বৈশিষ্ট্যগুলিই নয়, এর উদ্দেশ্যও নির্ধারণ করে:
- 15-25° - জন্য ripping;
- 5-10° - তির্যক জন্য;
- 15°-এর মধ্যে সার্বজনীন আবেদন।
এছাড়াও, কোণগুলির আকার কাটা উপাদানটির কঠোরতা দ্বারাও নির্ধারিত হয় - এটি যত বেশি হবে, তীক্ষ্ণতা তত ছোট হওয়া উচিত।
ধারালো করার প্রাথমিক নিয়ম
মূলত, প্রধান কাটিয়া প্রান্ত পরিধান সাপেক্ষে - এটি 0.3 মিমি পর্যন্ত বৃত্তাকার হয়। কার্বাইড দাঁত এই মান অতিক্রম পরতে অনুমতি দেওয়া উচিত নয়. এটি উত্পাদনশীলতা হ্রাস এবং পরবর্তী তীক্ষ্ণ করার সময় বৃদ্ধির দিকে পরিচালিত করে। নিস্তেজতা দাঁত এবং কাটা দ্বারা নির্ধারিত হয় (কাটা গুণমান খারাপ হয়)।
- কাজের সঠিক পারফরম্যান্সের সাথে, সোল্ডারিং সহ করাত ব্লেডের সর্বাধিক কার্যকরী সংস্থান নিশ্চিত করা হয় - 30 টি তীক্ষ্ণকরণ পর্যন্ত। অতএব, দাঁতের সামনে এবং পিছনের সমতল বরাবর ধারালো করা উচিত।
- প্রথমত, সামনের সমতলটি তীক্ষ্ণ করা হয়।
- ধারালো করার সময় সোল্ডারিং পুরো সমতলের সাথে ঘষিয়া তুলিয়া ফেলিতে সক্ষম চাকার পৃষ্ঠের সংস্পর্শে থাকা উচিত।
- ছোট স্ট্রোকের (3-5 সেকেন্ডের মধ্যে) দাঁতগুলিকে তীক্ষ্ণ করার পরামর্শ দেওয়া হয়, যা তাদের অতিরিক্ত গরম হওয়া থেকে রক্ষা করবে। যেহেতু ক্রমবর্ধমান তাপমাত্রার সাথে, ঘষিয়া তুলিয়া ফেলিতে সক্ষম মাইক্রোহার্ডনেস হ্রাস পায়, এবং তাই তীক্ষ্ণ করার কার্যকারিতা।
- সরানো ধাতুর বেধ 0.15 মিমি অতিক্রম করা উচিত নয়।
উপকরণ এবং সরঞ্জাম
কার্বাইড দাঁত দিয়ে ডিস্ক ধারালো করতে, আপনি হীরার চাকা এবং সিলিকন কার্বাইড ব্যবহার করতে পারেন। প্রদান মসৃণ তলনিক ছাড়া, এটি সর্বোচ্চ গ্রিট সঙ্গে ঘষিয়া তুলিয়া ফেলিতে সক্ষম ব্যবহার করার সুপারিশ করা হয়. অন্যথায়, অপারেশন চলাকালীন খাঁজগুলি চূর্ণবিচূর্ণ হয়ে যাবে, যা সোল্ডারিংকে দ্রুত ভোঁতা করে দেবে।
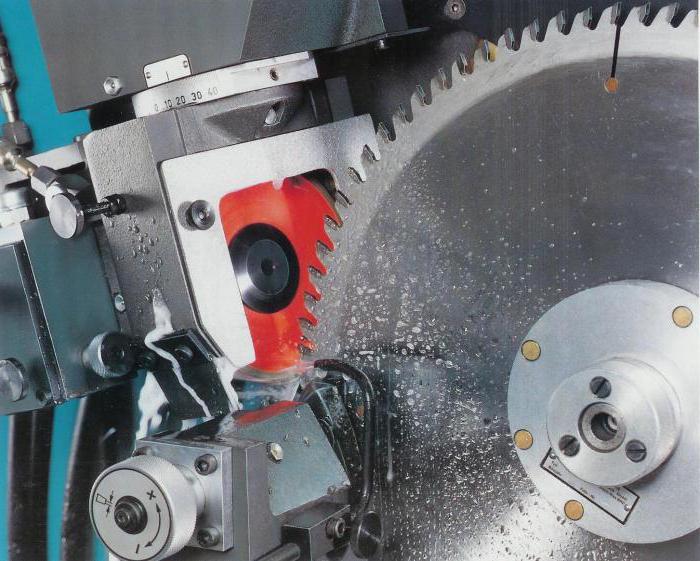
করাত ব্লেডের কোণগুলি সামঞ্জস্য করার ক্ষমতা সহ বিশেষ মেশিনে তীক্ষ্ণ করা ভাল। অনুভূমিক সমতলে এর অবস্থান নিয়ন্ত্রণ করতে (একটি বেভেলযুক্ত সামনের সমতল সহ দাঁতের ক্ষেত্রে), পেন্ডুলাম গনিওমিটার সহ বিশেষ ডিভাইসগুলি ব্যবহার করা হয়।
কিন্তু জন্য বিশেষ সরঞ্জাম ক্রয় বাড়িতে ব্যবহারযখন এটির প্রয়োজন কয়েক মাসে 1 বারের বেশি হয় না, তখন এটি যুক্তিযুক্ত নয়। এবং রাখা করাতপ্রয়োজনীয় কোণ অনুসারে সঠিকভাবে হাত - এটি কল্পনার রাজ্য থেকে কিছু।
শুধুমাত্র একটি উপায় আছে - একটি স্ট্যান্ড তৈরি করা, যার পৃষ্ঠটি ঘষিয়া তুলিয়া ফেলিতে সক্ষম চাকার অক্ষের সাথে একই স্তরে অবস্থিত হবে। এটি নিশ্চিত করবে যে দাঁতের পিছনের এবং সামনের সমতলের অবস্থানটি নাকাল উপাদানের সাথে লম্ব। এবং যদি আপনি আপনার কল্পনা দেখান এবং ডিভাইসের একপাশে মূলভাবে ঠিক করেন এবং অন্য দিকে বোল্টের আকারে স্ক্রু করার সম্ভাবনা সহ সমর্থনগুলি তৈরি করেন, আপনি অনুভূমিক সমতলের সাপেক্ষে প্রবণতার কোণটিও নিয়ন্ত্রণ করতে পারেন। এবং নির্ভুলতা একটি পেন্ডুলাম গনিওমিটার দ্বারা যাচাই করা হয়।
সোল্ডার করা দাঁতের সামনের এবং পিছনের প্লেনগুলিকে তীক্ষ্ণ করার জন্য প্রয়োজনীয় কোণটি নিশ্চিত করতে, স্ট্যান্ডে স্টপগুলি সজ্জিত করা যেতে পারে যা পছন্দসই অবস্থানে করাত ব্লেডকে ঠিক করবে।
- ডিভাইসের ধরন
- এটা জানা জরুরী
- একটি বাড়িতে তৈরি শার্পনার একত্রিত করা
কাঠের জন্য বৃত্তাকার করাত ব্যাপকভাবে উত্পাদন এবং বাড়িতে ব্যবহৃত হয়। আপনি এই জাতীয় সরঞ্জাম দিয়ে একটি বাড়ি তৈরি করছেন বা আসবাব তৈরি করছেন কিনা তা বিবেচ্য নয় - শীঘ্র বা পরে কাটিয়া উপাদানটিকে তীক্ষ্ণ করার প্রয়োজন হবে, অন্যথায় উপাদানটির কাটিয়া গুণমান প্রয়োজনীয়তা পূরণ করবে না। একটি বৃত্তাকার করাতকে তীক্ষ্ণ করার জন্য নির্দিষ্ট জ্ঞান এবং বিশেষ সরঞ্জামের প্রয়োজন এবং এখানে বিশেষভাবে এই জাতীয় উদ্দেশ্যে ডিজাইন করা মেশিনগুলি, যা আমাদের নিবন্ধে আলোচনা করা হবে, মাস্টারের সহায়তায় আসে।. আমরা আপনাকে বলব কিভাবে একটি বৃত্তাকার করাত তীক্ষ্ণ করা যায় যাতে ফলাফলটি ইতিবাচক হয়।
কাজ শুরু করার সময় প্রথম জিনিসটি নির্ধারণ করতে হবে যে বৃত্তাকার ডিস্কটি কোন উপাদান দিয়ে তৈরি এবং এর ব্যাস কী। তীক্ষ্ণ করার কোণ এবং দাঁতের কনফিগারেশন এখনও স্পষ্ট করা হয়নি, তবে প্রথম জিনিসগুলি প্রথমে।
ডিভাইসের ধরন
বৃত্তাকার করাত তীক্ষ্ণ করার জন্য মেশিনের কথা বললে, আমরা একটি দলকে বোঝাচ্ছি বিশেষ ডিভাইসকাটিয়া উপাদানগুলির তীক্ষ্ণতা পুনরুদ্ধার করার জন্য ডিজাইন করা হয়েছে। কার্যকরী বৈশিষ্ট্যের উপর নির্ভর করে, এগুলিকে দুটি বিভাগে বিভক্ত করা হয়েছে:
- বৃত্তাকার করাতের জন্য স্বয়ংক্রিয় ধারালো মেশিন, মানুষের হস্তক্ষেপ ছাড়াই পুরো প্রক্রিয়াটি সম্পাদন করে। এই ধরনের ইউনিট শিল্প উদ্দেশ্যে বড় উদ্যোগে ইনস্টল করা হয়;
- আধা-স্বয়ংক্রিয় বা যান্ত্রিক ডিভাইস, যার মধ্যে হাত দ্বারা কাটার ধারালো করার জন্য একটি সরঞ্জাম রয়েছে। এটি কম উত্পাদনশীলতা দ্বারা চিহ্নিত করা হয় এবং প্রধানত হোম ওয়ার্কশপে ব্যবহৃত হয়।
এই ক্ষেত্রে, আমরা অনুদৈর্ঘ্য করাতের জন্য চেইনগুলিকে তীক্ষ্ণ করার বিষয়ে কথা বলছি না, যেহেতু তাদের প্রক্রিয়াকরণের জন্য এমন একটি ডিভাইস ব্যবহার করার প্রথাগত যা বিশেষ ফাইলগুলির সাহায্যে প্রতিটি দাঁতকে তীক্ষ্ণ করতে পারে।
সমস্ত সরঞ্জাম অন্তর্ভুক্ত বৈদ্যুতিক ড্রাইভ, অপারেশন একটি অনুরূপ নীতি আছে, কিন্তু শুধুমাত্র কর্মক্ষমতা ভিন্ন. সুতরাং, স্বল্প-শক্তির গৃহস্থালীর নমুনাগুলি 20 মিনিট পর্যন্ত অবিচ্ছিন্নভাবে কাজ করতে পারে, তারপরে সেগুলিকে শীতল করার জন্য একই সময়ের জন্য বন্ধ করতে হবে।
একটি পেশাদার গ্রাইন্ডিং মেশিন 8 ঘন্টা পর্যন্ত কাজ করতে পারে, যখন এটি শুধুমাত্র 20-30 মিনিটের "বিশ্রাম" এর জন্য কয়েকটি ছোট বিরতির প্রয়োজন। যদি আমরা এই ধরনের ইউনিটগুলির কনফিগারেশন সম্পর্কে কথা বলি, তারা তাদের নকশায় ধারালো করার জন্য একটি ঘষিয়া তুলিয়া ফেলিতে সক্ষম চাকা বা অনুরূপ কর্মের একটি গ্রাইন্ডিং বেল্ট অন্তর্ভুক্ত করতে পারে।
একটি নিয়ম হিসাবে, বেশিরভাগ ক্ষেত্রে, করাত সরঞ্জামগুলি মেশিনে তীক্ষ্ণ করা যেতে পারে, যার প্রধান উপাদানটি একটি নাকাল চাকা এবং টেপ ডিভাইসশিল্প ব্যবহারের জন্য আরও উপযুক্ত, যেখানে সূক্ষ্ম নাকালের বড় পরিমাণ পরিলক্ষিত হয়।
বৃত্তাকার করাতের জন্য তীক্ষ্ণ করার মেশিনগুলি বৃত্ত দিয়ে সজ্জিত যা বিভিন্ন পরামিতি রয়েছে এবং একে অপরের থেকে পৃথক:
- বেধ, যা 16 থেকে 40 মিমি পর্যন্ত পরিবর্তিত হয়;
- বাইরের ব্যাস (12 - 250 মিমি);
- ফিক্সিং গর্ত ( আদর্শ ব্যাসগর্তগুলিকে 12.7, 16, 20 এবং 32 মিমি আকার হিসাবে বিবেচনা করা হয়);
- উত্পাদন উপাদান।
বিশেষ মনোযোগ ঘষিয়া তুলিয়া ফেলিতে সক্ষম উপাদান প্রদান করা উচিত, কারণ সঞ্চালিত পদ্ধতির ফলাফল তার মানের উপর নির্ভর করে। প্রচলিত কাটার ছাড়াও, এমন বৃত্ত রয়েছে যার উপর একটি শক্তিশালী সোল্ডারিং রয়েছে - একটি শক্ত খাদ প্লেট। প্রায়শই কোরান্ডাম বা হীরার চাকা থাকে, যা বিশেষ করে শক্ত সামগ্রী কাটার জন্য ডিজাইন করা কার্বাইড-টিপড ডিস্কগুলিকে তীক্ষ্ণ করার একটি দুর্দান্ত কাজ করে।
ইনস্টলেশনের জন্য বৃত্তটি অবশ্যই বৃত্তাকার করাতের বৈশিষ্ট্যগুলি বিবেচনা করে নির্বাচন করা উচিত যা আপনি এটি দিয়ে তীক্ষ্ণ করার পরিকল্পনা করছেন, তবে টেপের ক্ষেত্রে পরিস্থিতি ভিন্ন। ঘষিয়া তুলিয়া ফেলিতে সক্ষম বেল্ট অনুযায়ী নির্বাচিত হয় স্থিতিস্থাপকমেশিন, সেইসাথে একাউন্টে graininess গ্রহণ, যা নাকাল প্রকৃতি প্রভাবিত করে.
কিভাবে সঠিকভাবে একটি বৃত্তাকার ডিস্ক তীক্ষ্ণ?
যদি ইচ্ছা হয়, এমনকি একজন নবজাতক মাস্টার একটি বৃত্তাকার করাতকে তীক্ষ্ণ করতে সক্ষম হবেন, প্রধান জিনিসটি এই ধরনের কাজের প্রযুক্তি অনুসরণ করা। প্রথমত, ঘষিয়া তুলিয়া ফেলিতে সক্ষম ডিস্কটি সমস্ত ধরণের দূষক এবং অপসারিত উপাদানের অবশিষ্টাংশ থেকে পরিষ্কার করা হয় এবং প্রবণতার কোণটিও সেট করা হয়। শার্পনিং সবসময় দাঁতের সামনে থেকে শুরু হয়। অপসারণের জন্য সর্বাধিক অনুমোদিত ধাতু স্তর 0.20 মিমি পর্যন্ত।
এর পরে, গ্রাইন্ডিং ডিস্কে কাটিয়া উপাদানটির সঠিক সরবরাহ নিশ্চিত করা প্রয়োজন যাতে চাকাটি তীক্ষ্ণ করার জন্য পুরো সমতলের সাথে ঘষিয়া তুলিয়া ফেলার সংস্পর্শে থাকে। কাজের প্রক্রিয়ায়, মাস্টারকে অবশ্যই নিশ্চিত করতে হবে যে ফলকটি অতিরিক্ত গরম না হয়। ঘষিয়া তুলিয়া ফেলিতে সক্ষম উপাদানের ঘূর্ণনের গতি সামঞ্জস্য করে, সেইসাথে কাজের আগে অল্প পরিমাণে জল দিয়ে আর্দ্র করে উপাদানের তাপমাত্রাকে সমালোচনামূলক স্তরে বৃদ্ধি করা এড়ানো সম্ভব।
ডায়মন্ড-লেপা চাকার বিজয়ী কাটার সরঞ্জামগুলি সাধারণত একটি বিশেষ তরল (কুল্যান্ট) দিয়ে ঠান্ডা করা হয়। ফলক প্রান্তের সমগ্র পৃষ্ঠের উপর একটি অভিন্ন burr চেহারা পরে প্রক্রিয়া সম্পূর্ণ বিবেচনা করা যেতে পারে, যার পরে চূড়ান্ত নাকাল ম্যানুয়ালি সঞ্চালিত হয়। আমরা আপনার দৃষ্টি আকর্ষণ করছি যে বৃত্তাকার ছুরিগুলিকে তীক্ষ্ণ করার জন্য মেশিনটি একই সাথে শুধুমাত্র একটি প্লেনে ওয়ার্কপিস প্রক্রিয়া করতে পারে।
এটা জানা জরুরী
করাতের প্রধান পরিধানটি দাঁতের উপরের প্রান্তে পড়ে, যা প্রক্রিয়াকৃত উপাদানের সাথে সবচেয়ে বেশি যোগাযোগ করে, তাই, শক্ত পৃষ্ঠের সাথে অবিচ্ছিন্ন যোগাযোগের কারণে, এর কেন্দ্রীয় প্রান্তের বৃত্তাকার 0.3 মিমি পৌঁছাতে পারে, তবে এটি একটি সমালোচনামূলক সূচক। মাস্টারকে অবশ্যই নিশ্চিত করতে হবে যে কেন্দ্রীয় প্রোট্রুশনটি 0.2 মিমি এর বেশি বৃত্তাকার নয়, অন্যথায় উচ্চ-মানের তীক্ষ্ণ করা বেশ কঠিন হবে এবং এটি আরও বেশি সময় নেবে।
কাটার পরিধানের ডিগ্রি সাধারণত দাঁতের অবস্থা এবং কাটার গুণমান দ্বারা নির্ধারিত হয়। এটি মনে রাখা গুরুত্বপূর্ণ যে প্রতিটি কাটিং ডিস্কের একটি সংস্থান রয়েছে, যা বেশিরভাগ ক্ষেত্রে 30-35 তীক্ষ্ণকরণের মধ্যে সীমাবদ্ধ। আপনি ব্যবহার করলে এটা কোন ব্যাপার না বাড়িতে তৈরি মেশিনবৃত্তাকার করাত বা কারখানার সরঞ্জামগুলিকে তীক্ষ্ণ করার জন্য, প্রধান জিনিসটি হ'ল কাজের প্রক্রিয়ায়, খাঁজ, চিপস এবং অন্যান্য ত্রুটিগুলি যা ধাতুর অখণ্ডতা লঙ্ঘন করে তা কাটিয়া প্রান্তে তৈরি হয় না।
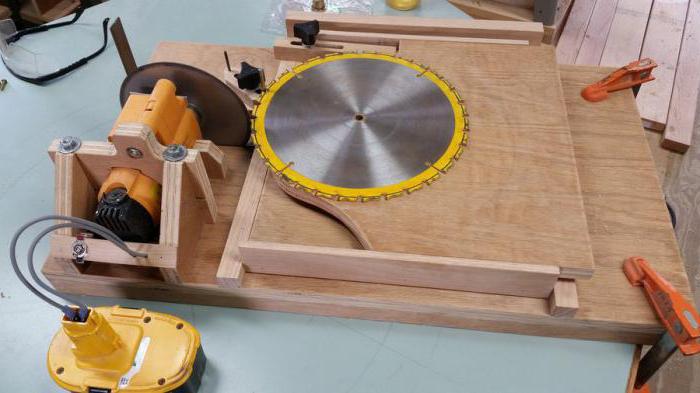
একটি বাড়িতে তৈরি শার্পনার একত্রিত করা
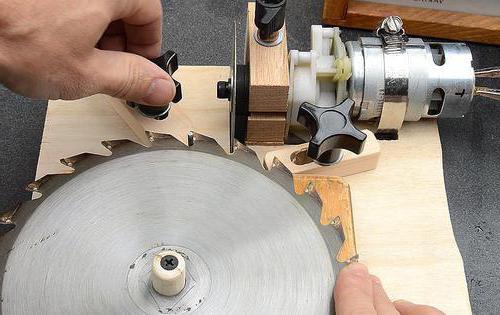
ঘরে তৈরি করতে নাকাল মেশিনবৃত্তাকার করাতের জন্য তারা সেই ক্ষেত্রে অবলম্বন করে যখন হাতে কোনও কারখানার সরঞ্জাম থাকে না এবং কাটার চাকাগুলিকে পর্যায়ক্রমে তীক্ষ্ণ করতে হয়। এই জাতীয় ডিভাইসে, আপনি বিশেষজ্ঞদের আশ্রয় না নিয়ে সহজেই আপনার নিজের হাতে একটি নিস্তেজ বৃত্তাকার করাত ব্লেড তীক্ষ্ণ করতে পারেন। এটি একত্রিত করতে, আপনার সহজ অংশগুলির প্রয়োজন হবে:
- বৈদ্যুতিক ড্রাইভ;
- ক্যালিপার;
- কাত প্রক্রিয়া;
- স্ক্রু স্টপ
বৃত্তটি ইঞ্জিনের উপর স্থির করা আবশ্যক, এবং ডিস্ক ব্লেডটি সমর্থনে ইনস্টল করা আছে, যখন স্ক্রু স্টপগুলি বৃত্তের অক্ষ বরাবর কাটারের গতিবিধি নিশ্চিত করবে, প্রবণতার প্রয়োজনীয় কোণ তৈরি করবে। শুধু সঠিক ফিক্স
আধুনিক সরঞ্জাম ব্যবহার না করে একটি ব্যক্তিগত বাড়ির নির্মাণ কঠিন এবং সময়সাপেক্ষ হবে। একটি বৃত্তাকার করাত নির্মাতাদের মধ্যে ব্যাপক জনপ্রিয়তা অর্জন করেছে, কাঠের জন্য অন্যান্য ধরণের করাতকে তার নির্ভুলতা এবং কাটা পরিষ্কারের সাথে ছাড়িয়ে গেছে।
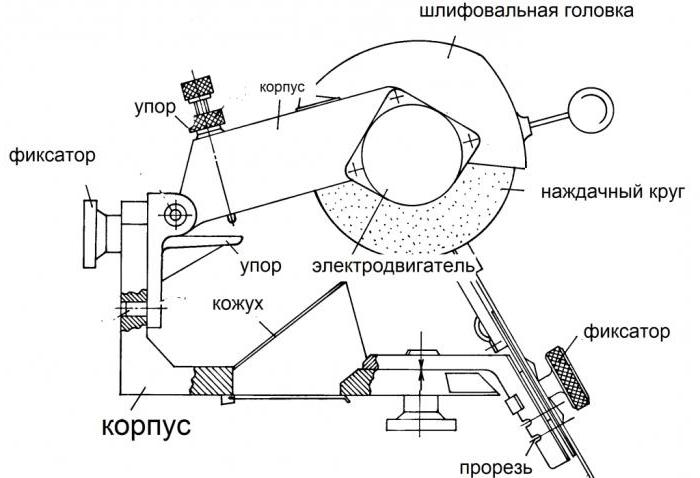
বৃত্তাকার করাত এবং ছুরি ধারালো করার জন্য একটি মেশিনের স্কিম।
যেহেতু এই পাওয়ার টুলটি সক্রিয়ভাবে ব্যবহৃত একটি এবং তাই ডিভাইসগুলি বেশ দ্রুত পরিধান করে, আপনার নিজের হাতে বৃত্তাকার করাত ধারালো করা খুব গুরুত্বপূর্ণ হয়ে ওঠে।
বৃত্তাকার করাত ধারালো করার জন্য সরঞ্জাম
একটি বৃত্তাকার করাতকে সঠিকভাবে তীক্ষ্ণ করতে, আপনার যেমন সরঞ্জামগুলির প্রয়োজন:
- ফাইল
- মাউন্টিং ভাইস;
- কাঠের একটি ব্লক;
- রঙিন মার্কার।
সূচকে ফিরে যান
কি লক্ষণ আপনাকে বলবে যে আপনার করাত ধারালো করতে হবে?
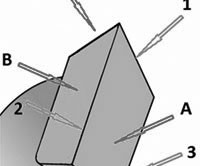
চিত্র 1. করাত দাঁতের ডায়াগ্রাম। প্লেন: a- সামনে, b - পিছনে, c - দুই পাশ্বর্ীয়। ধাতু কাটার জন্য প্রান্ত: 1 - প্রধান, 2, 3 - অতিরিক্ত।
প্রয়োজনে শুধুমাত্র আপনার করাত ব্লেড তীক্ষ্ণ করুন। এবং সত্য যে এমন একটি মুহূর্ত এসেছে তা 2টি স্পষ্ট লক্ষণ দ্বারা সংকেত করা হবে। বিশেষ করে, কাঠের জন্য বৃত্তাকার করাতের জরুরী ধারালো করা প্রয়োজন যদি:
- বৈদ্যুতিক মোটরের এলাকায় করাতের সুরক্ষা কভারগুলিতে, শক্তিশালী গরম অনুভূত হয়। কখনও কখনও তাপমাত্রায় এই ধরনের বৃদ্ধি আবরণের নীচে থেকে ধোঁয়ার উপস্থিতির সাথে থাকে।
- ভাল কাজের ফলাফল পেতে, করাত ব্লেডটি আগের চেয়ে আরও শক্তভাবে চাপতে হবে।
- কাঠের উপর করাতের ভোঁতা দাঁতের কাজের ফলস্বরূপ, কাঠের কাটার উপর কালো দাগ, কাঁচের চিহ্নের উপস্থিতি রেকর্ড করা হয়। পোড়া কাঠের চারিত্রিক গন্ধ ছড়াতে পারে।
সূচকে ফিরে যান
দাঁত কাটার প্রকারভেদ
বৃত্তাকার করাতের সঠিক ধারালো কীভাবে করা হয় তা আরও ভালভাবে বোঝার জন্য, আপনাকে গাছটি কাটা ডিস্কের অংশের বৈশিষ্ট্য এবং গঠন বুঝতে হবে। এই প্রধান অংশ কাটা দাঁত।
সব দাঁত শক্ত ধাতু দিয়ে তৈরি। তাদের প্রত্যেকের (চিত্র 1) 4টি কাজ সমতল পৃষ্ঠ রয়েছে: সামনে (a), পিছনে (b), পাশাপাশি দুটি পার্শ্ব সমতল (c)। তারা সহায়ক ভূমিকা পালন করে। একটি প্রধান (1) এবং দুটি অতিরিক্ত (2 এবং 3) উপাদান কাটার জন্য প্রান্তগুলি নির্দিষ্ট কাজের প্লেনের ছেদ লাইনে গঠিত হয়।
কনফিগারেশন অনুসারে, বৃত্তাকার করাতের সমস্ত কাটা দাঁত নিম্নলিখিত জাতগুলিতে বিভক্ত:
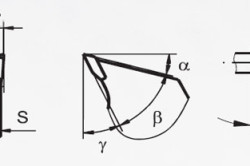
চিত্র 2. ধারালো কোণের স্কিম।
- সোজা দাঁত। প্রায়শই ত্বরিত অনুদৈর্ঘ্য করাতের জন্য ব্যবহৃত হয়। নিখুঁত কাট মানের জন্য ডিজাইন করা হয়নি.
- বেভেলড (তির্যক) দাঁত। এগুলি বাম বা ডান দিকে দাঁতের পিছনের সমতল পৃষ্ঠে একটি কৌণিক কাটার উপস্থিতি দ্বারা চিহ্নিত করা হয়। কখনও কখনও ডিস্কে, বেভেলের বিভিন্ন পাশ দিয়ে দাঁতগুলি পর্যায়ক্রমে এবং তারপরে তাদের বিকল্পভাবে বেভেলড বলা হয়। এই জাতীয় উপাদানগুলি কেবল কাঠই নয়, চিপবোর্ড, বিভিন্ন প্লাস্টিকও কাটতে ব্যবহৃত হয়। একটি বড় বেভেল কোণ সহ, কাটিয়া প্রান্তে চিপ ছাড়া উচ্চ-মানের করাত নিশ্চিত করা হয়।
- ট্র্যাপিজয়েডাল দাঁত। ক্রস বিভাগে, কাটিয়া পৃষ্ঠ একটি trapezoid আকার আছে. এই কনফিগারেশনের জন্য ধন্যবাদ, তারা দীর্ঘ সময়ের জন্য নিস্তেজ হয় না। প্রায়শই সোজা দাঁত দিয়ে বিকল্প ডিস্কে। এই ক্ষেত্রে, ট্র্যাপিজয়েডাল উপাদানগুলি রুক্ষ করাত সঞ্চালন করে, যখন সোজাগুলি সমাপ্তি সম্পাদন করে।
- শঙ্কুযুক্ত দাঁত। তাদের একটি শঙ্কু আকৃতি আছে। সাধারণত ল্যামিনেটের প্রাথমিক খাঁজ করার সহায়ক ফাংশনগুলি সম্পাদন করে। এই দাঁত নির্দিষ্ট প্রক্রিয়া মেঝেপ্রধান করাত দিয়ে ল্যামিনেট প্যানেল কাটার সময় চিপিং প্রতিরোধ করতে।
সূচকে ফিরে যান
বৃত্তাকার করাত ধারালো করার নীতি এবং কোণ
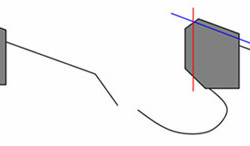
চিত্র 3. করাতের দাঁতে ধাতু নাকাল করার স্কিম।
কাজের অংশ বৃত্তাকার করাত 4টি প্রধান তীক্ষ্ণ কোণে তীক্ষ্ণ করা। এই কোণগুলি (চিত্র 2), আকৃতির মতো দাঁত কাটা, প্রধান প্রযুক্তিগত পরামিতিডিস্ক
সুতরাং, প্রতিটি বৃত্তাকার দাঁত সামনের (γ), পিছনের (α) কোণগুলির পাশাপাশি সামনের এবং পিছনের পৃষ্ঠতলগুলির কাটিয়া কোণগুলি (ε1 এবং ε2) দ্বারা চিহ্নিত করা হয়। নির্দিষ্ট কোণগুলির মান করাত ডিভাইসের উদ্দেশ্য, উপাদান কাটা এবং করাতের দিকের উপর নির্ভর করে।
বিশেষ করে, জন্য একটি করাত slittingএকটি অপেক্ষাকৃত বড় রেক কোণে ধারালো করুন (15° থেকে 25° পর্যন্ত)। ক্রস কাটার জন্য রেক কোণের ধারালো সূচক 5° থেকে 10° এর মধ্যে থাকে। কিন্তু সার্বজনীন সংস্করণ, যা সমস্ত দিক থেকে উপাদান প্রক্রিয়া করে, ঐতিহ্যগতভাবে 15 ° কোণে তীক্ষ্ণ করা হয়।
উপরন্তু, নির্দিষ্ট কোণগুলি কাটা বস্তুর কঠোরতার মাত্রা দ্বারা প্রভাবিত হয়। তাদের মানগুলি কঠোরভাবে নির্ভরশীল: করাতের জন্য এই বা সেই ওয়ার্কপিসটি যত শক্ত উপাদান থাকে, কাটা দাঁতগুলি তত কম তীক্ষ্ণ হওয়া উচিত।
কার্বাইড করাতের দাঁত তীক্ষ্ণ করার মূল নীতিটি এই সত্যের উপর ভিত্তি করে যে দীর্ঘমেয়াদী অপারেশন চলাকালীন, উপরের কাটিয়া প্রান্তে সবচেয়ে উল্লেখযোগ্য পরিধান ঘটে। নিবিড় ব্যবহারের ফলে, এর লাইনটি 0.3 মিমি বা তার বেশি বৃত্তাকার হতে পারে। দাঁতের সমতলগুলির জন্য, সর্বাধিক পরিধান সামনের পৃষ্ঠে স্থির করা হয়।
কাটিয়া উপাদানগুলির যথাযথ তীক্ষ্ণকরণের জন্য এই ধরনের প্রান্তগুলি প্রদান করা উচিত, যেখানে তাদের বৃত্তাকার ব্যাসার্ধ 0.2 মিমি অতিক্রম করে না। এটি করার জন্য, দাঁতের সামনে এবং পিছনের সমতলগুলিতে ধাতুটিকে সমান্তরালভাবে পিষে ফেলার পরামর্শ দেওয়া হয় (চিত্র 3)। এই পদ্ধতিটি সর্বোত্তম বিবেচনা করা যেতে পারে। কেবলমাত্র একটি সামনের সমতলকে তীক্ষ্ণ করা সম্ভব, তবে, এই ক্ষেত্রে, এই জাতীয় অপারেশনে আরও সময় লাগবে, তদ্ব্যতীত, অপসারণের প্রয়োজনের কারণে দাঁত নিজেই দ্রুত পিষে যায়। আরো ধাতুসামনের পৃষ্ঠ থেকে।
গ্রাউন্ড অফ করা ধাতুর আদর্শ স্তর হল 0.05-0.15 মিমি।
বৃত্তাকার করাত ধারালো করা, কার্বাইড এবং প্রচলিত উভয়ই, খরচ হয় 350-450 রুবেল
বৃত্তাকার করাত, যেকোন কাঠমিস্ত্রিতে অপরিহার্য, দীর্ঘায়িত ব্যবহারে নিস্তেজ হয়ে যায় এবং কম উৎপাদনশীল হয়। এটি কাটার জন্য ধ্রুবক ব্যবহারের সাথে বিশেষভাবে লক্ষণীয়। বিভিন্ন উপকরণপর্যায়ক্রমিক এবং উচ্চ মানের শার্পনিং ছাড়াই। যখন দাঁত মধ্যস্থতা করে, করাত ভাঙ্গে না, তবে এটি শুধুমাত্র উচ্চ মানের সঙ্গে দাঁত তীক্ষ্ণ করতে হবে। এই কাজ করার বিভিন্ন উপায় আছে। আপনি এটিকে একটি ফাইল দিয়ে তীক্ষ্ণ করার চেষ্টা করতে পারেন, যা খুব সমস্যাযুক্ত এবং ভুল। আমরা সুপারিশ করি যে আপনি একটি বিশেষ কেন্দ্রে, অর্থাৎ আমাদের কোম্পানির পেশাদারদের কাছে যান। আমরা একচেটিয়াভাবে বৃত্তাকার করাত ব্লেডগুলিকে তীক্ষ্ণ করি পেশাদার সরঞ্জাম. করাতের সঠিক ধারালো করার পরে, এর তীক্ষ্ণতা কারখানার মানের থেকে নিকৃষ্ট নয়।
করাত ব্লেড তীক্ষ্ণ করা একটি বিশেষ মেশিনে করা হয় sharpening কোণ পালন সঙ্গে
আমরা দায়িত্বের সাথে কাটিয়া সরঞ্জাম sharpening যোগাযোগ
আমাদের বিশেষজ্ঞদের বহু বছরের অভিজ্ঞতা এবং পেশাদারিত্বের জন্য এই সমস্ত অর্জন করা হয়েছে। বৃত্তাকার করাতের গুণগতভাবে তীক্ষ্ণ কাটিং এজ আপনার এন্টারপ্রাইজে কাটার প্রক্রিয়াটিকে দ্রুত এবং আরও সঠিক করে তুলবে। আপনি যদি সময়মতো করাতের একটি শক্তিশালী পদক্ষেপ রোধ করেন তবে আপনি পুনরুদ্ধার বা একটি নতুন সরঞ্জাম কেনার সময় এবং অর্থ সাশ্রয় করতে পারেন।
কার্বাইড-টিপড করাত ব্লেড তীক্ষ্ণ করা হয় 20-30 মিনিটের মধ্যে আপনার জায়গায়
 অধিকাংশ মানুষ যে, তারা সহজেই মানিয়ে নিতে পারে বৃত্তাকার করাত ধারালো করাআপনার নিজের উপর এবং এটা খুব সহজ. তবে আমরা আপনাকে সতর্ক করতে চাই যে এর জন্য আপনার বিশেষ জ্ঞান এবং বহু বছরের অভিজ্ঞতা থাকতে হবে। এটি ঘটে যে আপনি যখন করাতটি নিজেকে তীক্ষ্ণ করার চেষ্টা করেন, এটি বিশেষ কেন্দ্রগুলিতে পুনরুদ্ধার করা যায় না। পরিষেবা জীবন দীর্ঘায়িত করার জন্য, সরঞ্জামের নির্দেশাবলী কঠোরভাবে অনুসরণ করা আবশ্যক, এবং এইভাবে পরিষেবা জীবন লক্ষণীয়ভাবে বাড়ানো যেতে পারে। সময় নষ্ট করার এবং সম্ভাব্য ক্ষতির জন্য ব্যয়বহুল সরঞ্জাম প্রকাশ করার দরকার নেই।
অধিকাংশ মানুষ যে, তারা সহজেই মানিয়ে নিতে পারে বৃত্তাকার করাত ধারালো করাআপনার নিজের উপর এবং এটা খুব সহজ. তবে আমরা আপনাকে সতর্ক করতে চাই যে এর জন্য আপনার বিশেষ জ্ঞান এবং বহু বছরের অভিজ্ঞতা থাকতে হবে। এটি ঘটে যে আপনি যখন করাতটি নিজেকে তীক্ষ্ণ করার চেষ্টা করেন, এটি বিশেষ কেন্দ্রগুলিতে পুনরুদ্ধার করা যায় না। পরিষেবা জীবন দীর্ঘায়িত করার জন্য, সরঞ্জামের নির্দেশাবলী কঠোরভাবে অনুসরণ করা আবশ্যক, এবং এইভাবে পরিষেবা জীবন লক্ষণীয়ভাবে বাড়ানো যেতে পারে। সময় নষ্ট করার এবং সম্ভাব্য ক্ষতির জন্য ব্যয়বহুল সরঞ্জাম প্রকাশ করার দরকার নেই।
বৃত্তাকার কার্বাইড করাত ধারালো করার সময়, ধাতু পুনরায় গরম করা উচিত নয়।
শার্পনিং ব্লেড দেখেছিকাঠের কাজের জন্য ব্যবহৃত যে কোনও সরঞ্জামের জন্য প্রয়োজনীয়। কাটার গুণমান হ্রাসের ক্ষেত্রে এটি করা হয় এবং প্রাথমিক নিয়মগুলির সাথে সম্মতি প্রয়োজন, যেহেতু তীক্ষ্ণ করার সাক্ষরতা করাতের অপারেশনের সময়কেও প্রভাবিত করে।
নিয়ম
- প্লায়ারগুলি নমনের সরঞ্জাম হিসাবে কাজ করতে পারে, তবে এই ক্ষেত্রে, সমস্ত দাঁতের অবস্থান নিরীক্ষণ করা প্রয়োজন, অন্যথায় ডিস্কটি ক্ষতিগ্রস্ত হবে এবং কাঠের সঠিক প্রক্রিয়াকরণ প্রদান করবে না।
- কাজের সময়, ধরে রাখা বারগুলি ডিস্কের বিপরীতে মসৃণভাবে ফিট করা উচিত এবং পৃষ্ঠটি একই অবস্থানে থাকা উচিত।
- করাত ব্লেডগুলিকে সঠিকভাবে তীক্ষ্ণ করার জন্য, ওয়ার্কপিসটি অবশ্যই এমনভাবে স্থাপন করা উচিত যাতে সমস্ত দাঁত অবাধে দেখা যায়।
- একটি নিয়ম হিসাবে, মেশিনটি প্রধান সরঞ্জাম হিসাবে কাজ করে, তবে কখনও কখনও এটি ডিস্কটি অপসারণ এবং এটিকে একটি ভাইসে সুরক্ষিত করার জন্য প্রয়োজনীয় হয়ে ওঠে।
- কোণ পরিবর্তন করার আগে, একটি উপযুক্ত টুল প্রাথমিকভাবে প্রস্তুত করা হয় এবং চিহ্ন তৈরি করা হয়।
প্রশিক্ষণ
কাজ শুরু করার আগে, সরঞ্জামটিকে ডি-এনার্জাইজ করা প্রয়োজন, যার অংশটি তার আগের বৈশিষ্ট্যগুলি হারিয়েছে। ডিস্কটি বিশেষ বারগুলির সাহায্যে শক্তভাবে স্থির করা হয়, যা এটির উভয় পাশে স্থাপন করা হয়। সমস্ত দাঁত ব্লেডের উপর চিহ্নিত করা হয়, সমান শক্তি এবং একই সংখ্যক টুল নড়াচড়া প্রক্রিয়ায় প্রয়োগ করা হয়। তাই আপনি ডিস্কের উচ্চ-মানের, অভিন্ন প্রক্রিয়াকরণ তৈরি করতে পারেন।
প্রয়োজনীয় উপস্থিতিতে পৌঁছে এবং তীক্ষ্ণ কোণগুলি পরীক্ষা করার পরে অংশটি আবার ইনস্টল করা হয়। এর পরে, আপনাকে মেশিনে একটি ট্রায়াল কাট করতে হবে এবং সম্পাদিত কাজের গুণমান নিশ্চিত করতে হবে। এটি গুরুত্বপূর্ণ যে সমস্ত দাঁত একই সমতলে স্থাপন করা হয়, অন্যথায় বারের আন্দোলন অসম হবে, এবং মেশিনের অপারেশন একটি চরিত্রগত শব্দ দ্বারা অনুষঙ্গী হবে। কিছু দাঁত সামঞ্জস্য প্রয়োজন হলে এটিও সম্ভব।

ওয়্যারিং
যদি করাত ব্লেডগুলি স্বাধীনভাবে তীক্ষ্ণ করা হয় তবে এটি প্রান্তের সেটিং সম্পর্কে মনে রাখার মতো, যেখানে সমস্ত দাঁত ধীরে ধীরে বিভিন্ন দিকে বাঁকানো হয়, তবে তাদের মধ্যে দূরত্ব একই থাকে। এই ক্রিয়াগুলি ওয়্যারিং নামক একটি বিশেষ সরঞ্জাম ব্যবহার করে সঞ্চালিত হতে পারে, এটি সমস্ত উপাদানের মাঝখানে একটি অভিন্ন বাঁক সরবরাহ করে। এই জাতীয় পদ্ধতিটি সম্পাদন করার পরে, করাতটি একটি মুক্ত স্ট্রোক অর্জন করবে এবং কাটার প্রস্থ আরও বড় হয়ে উঠবে।
এই বিষয়টিকে বিবেচনায় রেখে যে কাটটি নিজেই ডিস্ক দ্বারা নয়, তবে এর প্রান্তগুলি দ্বারা তৈরি করা হয়, যা ধীরে ধীরে কাঠের স্তরগুলি সরিয়ে দেয়, এটি স্পষ্ট হয়ে যায় যে দাঁতের বিচ্ছেদ বৃদ্ধির সাথে, জ্যামিংয়ের সম্ভাবনা হ্রাস পায় এবং কাটাটি আরও প্রশস্ত হয়। . এটি লক্ষণীয় যে এই ক্ষেত্রে, সরঞ্জামটি কাজ করার জন্য আরও প্রচেষ্টা প্রয়োগ করতে হবে। ছাড়া বিশেষ ডিভাইসঅনেক লোক দাঁত প্রজনন করতে ব্যবহার করে, তবে এই কৌশলটির অনেক সীমাবদ্ধতা রয়েছে এবং এটি সমস্ত করাতের জন্য উপযুক্ত নয়।
তারের ধরন প্রাথমিকভাবে কাঠের প্রকার দ্বারা প্রভাবিত হয়, যা পরবর্তীতে প্রক্রিয়া করা হবে। উদাহরণস্বরূপ, নরম শিলায় কোন ত্রুটি এবং প্রোট্রুশন ছাড়াই একটি মসৃণ কাটা পেতে, একটি বড় তারের প্রয়োজন হয়। এটি বাঞ্ছনীয় যে দাঁত 5-10 মিমি দ্বারা নির্বাচিত দিক থেকে বিচ্যুত হয়। কাঠের উপর করাত ব্লেডগুলিকে তীক্ষ্ণ করা কেবল তারের কাজ সম্পন্ন করার পরেই করা হয়, অন্যথায় ফলস্বরূপ বিকৃতির কারণে দাঁতগুলি অকেজো হয়ে যাবে।

কোণ নির্বাচন
করাতের উদ্দেশ্য, অর্থাৎ ধরন উপযুক্ত উপকরণ, প্রয়োজনীয় তীক্ষ্ণ কোণ নির্ধারণ করে। একটি অপেক্ষাকৃত বড় মান রিপ করাত (25 ডিগ্রির মধ্যে) ক্রসকাট করাতের জন্য ব্যবহৃত হয় প্রদত্ত পরামিতি 5-10 ডিগ্রি। ধারালো করার কোণ একটি সার্বজনীন ধরণের করাতের ব্লেড (অনুদৈর্ঘ্য এবং ক্রস কাটা) 15 ডিগ্রি।
কাটার দিক ছাড়াও, করাত করা উপাদানটির ঘনত্বও অবশ্যই বিবেচনায় নেওয়া উচিত। ঘনত্ব হ্রাসের সাথে, পূর্ববর্তী এবং পশ্চাৎ কোণগুলির মান বৃদ্ধি পায়, অর্থাৎ, দাঁতটি আরও বিন্দু হয়ে যায়। রেক অ্যাঙ্গেল প্যারামিটারটিও নেতিবাচক হতে পারে, এটি প্লাস্টিক এবং অ লৌহঘটিত ধাতুর সাথে কাজ করার জন্য প্রয়োজনীয়।
যখন করাত ব্লেড ধারালো
আপনাকে কখন একটি বৃত্তাকার করাত নিতে হবে তা খুঁজে বের করতে, আপনি একটি ছোট অংশ নিতে পারেন, যার ঘনত্ব এবং গুণমান কাজের জন্য ব্যবহৃত উপকরণের সাথে মিলে যায়। পরবর্তী, আপনি বার কাটা প্রয়োজন। একটি মসৃণ কাটা তৈরি হলে ডিস্কের প্রক্রিয়াকরণের প্রয়োজন হয় না, করাত সহজে চলে যায় এবং অপারেশনের সময় শব্দ করে না। বিপরীত পরিস্থিতিতে, আপনাকে বাড়িতে ডিস্কটি তীক্ষ্ণ করতে হবে বা, একটি বিশেষ সরঞ্জামের অনুপস্থিতিতে, কর্মশালায় যোগাযোগ করুন। এটি লক্ষণীয় যে এই প্রক্রিয়াটি অবশ্যই সমস্ত নিয়ম মেনে এবং সুরক্ষা সতর্কতা বিবেচনায় নিয়ে করা উচিত। এর আগে, আপনাকে দাঁতের প্রয়োজনীয় কোণ এবং আকৃতির বিষয়ে সিদ্ধান্ত নিতে হবে। এছাড়াও অতিরিক্ত কারণ রয়েছে যা তীক্ষ্ণ করার প্রয়োজনীয়তা নির্দেশ করে:
- কাঠ প্রক্রিয়াকরণের প্রক্রিয়ায়, পোড়া গন্ধ অনুভূত হয় এবং কাটার উপরেই কালি তৈরি হয়;
- মোটর অতিরিক্ত গরম হতে শুরু করে এবং ডিভাইসের কেসিং গরম করতে অবদান রাখে;
- ডিস্ক সরাতে অনেক প্রচেষ্টা লাগে।

তুমি কি জানতে চাও
করাত ব্লেড (সেন্ট পিটার্সবার্গ) তীক্ষ্ণ করা আজ অনেক কোম্পানি দ্বারা সঞ্চালিত হয়, কিন্তু সবাই একটি মানের ফলাফল প্রদান করতে সক্ষম হয় না। সমস্যা হল যে এই প্রক্রিয়াটির জন্য ব্যয়বহুল সরঞ্জাম এবং এই ধরনের শ্রমসাধ্য প্রক্রিয়াকরণের সমস্ত দিক এবং বৈশিষ্ট্যগুলির জ্ঞান সহ সরঞ্জাম প্রয়োজন। মাস্টারদের অবশ্যই এই ক্ষেত্রে অভিজ্ঞতা থাকতে হবে এবং কাজের সমস্ত সূক্ষ্মতা এবং পর্যায়গুলি পর্যবেক্ষণ করতে হবে। উদাহরণস্বরূপ, তীক্ষ্ণ কোণটি শুধুমাত্র ব্যবহৃত সরঞ্জাম দ্বারা নয়, ডিস্ক দ্বারাও প্রভাবিত হয়, বিশেষত উত্পাদনের ভিত্তি হিসাবে নেওয়া উপাদান।
কাজের জন্য ব্যবহৃত পৃষ্ঠতলের ধরনের জন্য উপযুক্ত একটি কোণ থাকা উচিত। সরঞ্জামগুলি 45 ডিগ্রির মধ্যে মানগুলির সাথে কাজ করতে পারে। বিশেষ গুরুত্ব হল সেট নাকাল কোণ পালন করা, একটি নির্দিষ্ট উপাদান প্রক্রিয়াকরণের জন্য উপযুক্ত। শুধুমাত্র যখন সমস্ত সুপারিশ এবং কাজের নিয়মগুলি বিবেচনায় নেওয়া হয় তখনই কাটিয়া উপাদানটির পরিষেবা জীবন বাড়ানো যায়।

কার্বাইড ধারালো করা ব্লেড
এই জাতীয় উপাদানগুলির প্রক্রিয়াকরণের বেশ কয়েকটি জটিল পর্যায় রয়েছে এবং এটি বিশেষ সরঞ্জামগুলিতে বাহিত হয়, যা বর্ধিত কার্যকারিতা সহ একটি গ্রাইন্ডিং মেশিন। বিশেষ করে, এটি সরবরাহের আকারে চিকিত্সা করা এলাকার শীতলতা প্রদান করতে হবে বিশেষ রচনাএবং স্বয়ংক্রিয় মোডে কাজ করুন। এই জাতীয় সরঞ্জামগুলি, একটি নিয়ম হিসাবে, দাঁতের সংখ্যা সনাক্ত করতে এবং নির্বাচিত সংখ্যক চক্রের সাথে ডিস্কটিকে তীক্ষ্ণ করার জন্য ডিজাইন করা একটি নিয়ামক দিয়ে সজ্জিত। এছাড়াও মেশিনগুলিতে করাতকে সুরক্ষিত করার জন্য এবং প্রক্রিয়াকরণের সময় এটিকে নড়াচড়া করা থেকে রোধ করার জন্য প্রয়োজনীয় একটি চুম্বক রয়েছে। তীক্ষ্ণ করার জন্য, এটি পৃষ্ঠে ব্যবহৃত হয় যার একটি হীরার আবরণ প্রয়োগ করা হয়। করাত ব্লেড তীক্ষ্ণ করার জন্য মেশিনটি, এছাড়াও, করাতের স্বয়ংক্রিয় চলাচলের জন্য একটি বৈদ্যুতিক মোটর দিয়ে সজ্জিত এবং প্রয়োজনীয় এলাকায় প্রক্রিয়াকরণ।

হীরার ধুলো দিয়ে লেপা করাতের জন্য প্রক্রিয়াকরণের সরঞ্জাম
এই ধরনের মেশিনের একটি নকশা থাকতে হবে, একটি ঢালাই নির্ভরযোগ্য বেস দ্বারা পরিপূরক। এটি ডিস্কগুলির উচ্চ নির্ভুলতা প্রক্রিয়াকরণ নিশ্চিত করে, যা বিশেষ শক্তি সহ উপকরণ দিয়ে তৈরি। তাদের একটি কুঁচিও রয়েছে উচ্চস্তরকাত বেসটি বিশেষ রাবার উপাদানগুলির সাথে সম্পূরক হয় যা কম্পন হ্রাস করে যা সম্পাদিত কাজের গুণমানকে নষ্ট করতে পারে। এই সংযোজনের জন্য ধন্যবাদ, প্রক্রিয়াকরণের সময় যে শব্দটি ঘটে তা হ্রাস করা হয়। সরঞ্জামের সামঞ্জস্য ম্যানুয়ালি করা হয়, যখন করাত ধারালো করার জন্য ব্যবহৃত হীরা-কোটেড ডিস্কগুলি ফলাফলের গুণমান বাড়ায় এবং সরঞ্জামের আয়ু বাড়ায়।
প্রক্রিয়াকরণের সময় কি বিবেচনা করা উচিত
গ্রাইন্ডিং ডিস্কের অপারেশনের নীতিটির নিজস্ব বৈশিষ্ট্য রয়েছে, পাশাপাশি এর কাঠামোগত নকশা রয়েছে। এর উত্পাদনের জন্য উপকরণগুলি নাইট্রোজেন এবং বোরনের যৌগগুলির উপর ভিত্তি করে, যা শুধুমাত্র প্রক্রিয়াকরণের নির্ভুলতাই বাড়ায় না, তবে উচ্চ তাপমাত্রার প্রতিরোধও বাড়ায় যা প্রক্রিয়াটিকে নিজেই বৈশিষ্ট্যযুক্ত করে। এটি অবশ্যই বিবেচনায় নেওয়া উচিত যে চেনাশোনাগুলির বিভিন্ন ব্যাস রয়েছে এবং এর জন্য উপযুক্ত বিভিন্ন সরঞ্জামএবং উপকরণের প্রকার, তাই আপনাকে প্রক্রিয়াকরণের জন্য উপলব্ধ সরঞ্জাম অনুসারে প্রয়োজনীয় মডেলটি সাবধানে নির্বাচন করতে হবে।
বিশেষত্ব
মস্কোতে করাত ব্লেডগুলিকে তীক্ষ্ণ করা বিভিন্ন সরঞ্জামে সঞ্চালিত হয়। প্রক্রিয়াকরণ আধা-স্বয়ংক্রিয়ভাবে করা যেতে পারে, অর্থাৎ, মানুষের হস্তক্ষেপ ছাড়াই, মাস্টারদের কাজ শুধুমাত্র মেশিনে অংশগুলি ইনস্টল করা এবং সেগুলি অপসারণ করা। প্রায়শই এমন এক ধরণের সরঞ্জাম থাকে যার উপর তীক্ষ্ণ করা ম্যানুয়ালি করা হয়। লকিং লিভারের আকারে সরঞ্জামগুলির জন্য ধন্যবাদ সামঞ্জস্য করা সহজ, এবং বিশেষ ক্ল্যাম্প ব্যবহার করে প্রয়োজনীয় তীক্ষ্ণ কোণটির সঠিক পালন করা হয়। প্রধান বৈশিষ্ট্যসরবরাহের রৈখিক পদ্ধতির মধ্যে রয়েছে। এটি পিছনের এবং সামনের উভয় দাঁতের উচ্চ-মানের প্রক্রিয়াকরণ অর্জন করে। মেশিনগুলির অতিরিক্ত ফাংশনের জন্য ধন্যবাদ, যা প্রান্তগুলির তির্যক তীক্ষ্ণকরণে গঠিত, করাতের ক্রিয়াকলাপটি সরলীকৃত হয় এবং ফলস্বরূপ কাটার গুণমান উন্নত হয়। জন্য একটি ডিস্ক নির্বাচন করার সময়, প্রথমত, আপনি graininess ডিগ্রী বিবেচনা করা প্রয়োজন। সূক্ষ্ম গ্রিট পণ্যগুলি চেইনগুলির ন্যূনতম প্রক্রিয়াকরণ সরবরাহ করে, যখন মোটা গ্রিট পণ্যগুলি উপাদানের একটি পর্যাপ্ত স্তর সরিয়ে দেয়। এই ধরনের ডিস্কের খরচ সরাসরি নির্মাতার জনপ্রিয়তা, বেসের গুণমান এবং পণ্যের প্রকার দ্বারা প্রভাবিত হয়।








কেফিরে চিকেন - প্রতিটি স্বাদের জন্য ম্যারিনেট করা, স্টিউড এবং বেকড মুরগির রেসিপি!
ইংরেজিতে সহজ চিকেন রেসিপি (ভাজা) রেসিপি ইংরেজিতে অনুবাদ সহ
আলু দিয়ে চিকেন হার্টস: রান্নার রেসিপি কিভাবে আলু দিয়ে সুস্বাদু মুরগির হার্ট রান্না করা যায়
মাশরুমের সাথে জেলিড পাইয়ের জন্য মালকড়ি এবং ফিলিংসের রেসিপি
মুরগির সাথে স্টাফ করা বেগুন এবং মাশরুম চিজ ক্রাস্ট দিয়ে চুলায় বেক করা মুরগির সাথে স্টাফ করা বেগুন রান্না করা