ГОСТ 8724-(ИСО 261
МЕЖГОСУДАРСТВЕННЫЙ СТАНДА
РЕЗЬБА МЕТРИЧЕСКАЯ
Диаметры и шаги
Издание официальное
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
МКС 21.040.10 Группа Г13
к ГОСТ 8724-2004 (ИСО 261-98) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги
(ИУС № 10 2004 г.)
Предисловие
1 РАЗРАБОТАН Научно-исследовательским и конструкторским институтом средств измерения в машиностроении (ОАО «НИИизмерения»)
2 ВНЕСЕН Госстандартом России
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 22 от 6 ноября 2002 г.)
4 Настоящий стандарт представляет собой идентичный текст международного стандарта ИСО 261-98 «Резьбы ИСО общего назначения. Диаметры и шаги в диапазоне диаметров от 1 до 300 мм» и содержит дополнительные требования, отражающие потребности экономики страны
5 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 23 июня 2003 г. №° 201-ст межгосударственный стандарт ГОСТ 8724-2002 (ИСО 261-98) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2004 г.
6 ВЗАМЕН ГОСТ 8724-81
© ИПК Издательство стандартов, 2003
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания на территории Российской Федерации без разрешения Госстандарта России
1 Область применения........................................................ 1
3 Определения.............................................................. 1
4 Выбор диаметров и шагов.................................................... 1
5 Обозначения резьбы........................................................ 7
ГОСТ 8724-2002 (ИСО 261-98)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
РЕЗЬБА МЕТРИЧЕСКАЯ
Диаметры и шаги
Basic norms of interchangeability. Metric screw threads. General plan
Дата введения 2004-01-01
1 Область применения
Настоящий стандарт распространяется на метрические резьбы общего назначения с профилем по ГОСТ 9150 и устанавливает их диаметры от 0,25 до 600 мм и шаги от 0,075 до 8 мм.
Основные размеры метрической резьбы - по ГОСТ 24705.
Допуски резьбы - по ГОСТ 9000 и ГОСТ 16093.
Дополнительные требования, отражающие потребности экономики страны, выделены курсивом.
ГОСТ 9000-81 Основные нормы взаимозаменяемости. Резьба метрическая для диаметров менее 1 мм. Допуски
ГОСТ 9150-2002 Основные нормы взаимозаменяемости. Резьба метрическая. Профиль
ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения
ГОСТ 16093-70 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 24705-81 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
3 Определения
Термины и определения - по ГОСТ 11708.
4 Выбор диаметров и шагов
4.1 Диаметры и шаги резьб должны соответствовать указанным в таблице 1.
При выборе диаметров резьб следует предпочитать первый ряд второму, а второй - третьему.
Издание официальное
| Таблица 1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Номинальный диаметр резьбы d = D |
|||||||||||
| Продолжение таблицы 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Номинальный диаметр резьбы d = D |
||||||||||
| Окончание таблицы 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 Обозначения резьбы
5.1 В условное обозначение размера резьбы должны входить: буква М, номинальный диаметр резьбы и шаг резьбы, выраженные в миллиметрах и разделенные знаком « х ".
Пример: М8х1,25
Крупный шаг в обозначении резьбы может быть опущен.
Пример: М8.
5.2 Условное обозначение левой резьбы должно дополняться буквами LH.
Пример М8х1 - LH
5.3 Многозаходная резьба должна обозначаться буквой М, номинальным диаметром резьбы, знаком х, буквами Ph, значением хода резьбы, буквой Р и значением шага.
Пример условного обозначения двухзаходной резьбы с номинальным диаметром 16 мм, ходом 3 мм и шагом 1,5 мм:
То же, для левой резьбы:
М16хРМР1,5 - LH
Для большей ясности в скобках текстом может быть указано число заходов резьбы.
Пример: М16хРМ1,5 (два захода)
5.4 Полное обозначение резьбы включает обозначение размера и полей допусков резьбы по ГОСТ 9000 или ГОСТ 16093.
УДК 621.882.082.1:006.354 МКС 21.040.10 Г13 ОКСТУ 0071
Ключевые слова: резьба, метрическая резьба, диаметры, шаги, условные обозначения
Редактор Р.Г. Говердовская Технический редактор В.Н. Прусакова Корректор М.С. Кабашова Компьютерная верстка С.В. Рябовой
Изд. лиц. № 02354 от 14.07.2000. Сдано в набор 12.08.2003. Подписано в печать 15.09.2003. Усл.печ.л. 1,40. Уч.-изд.л. 0,65.
Тираж 1150 экз. С 11890.3ак.786.
ИПК Издательство стандартов, 107076 Москва, Колодезный пер., 14. http://www.standards.ru e-mail: [email protected]
Набрано в Издательстве на ПЭВМ Филиал ИПК Издательство стандартов - тип. “Московский печатник”, 105062 Москва, Лялин пер., 6.
Таблица диаметров отверстий под резьбу
Резьба представляет собой винтовую канавку постоянного сечения, выполненную на наружной (наружная резьба) и внутренней (внутренняя резьба) цилиндрической или конической поверхности. Она применяется для соединения деталей, а также для преобразования вращательного движения в поступательное или наоборот, в механизмах и машинах.
Резьбы бывают однозаходные, образованные одной винтовой линией (ниткой), или многозаходовые, образованные двумя и более линиями.
По направлению винтовой линии резьбы подразделяют на правые и левые.
В зависимости от системы размеров резьбы бывают метрические, дюймовые, трубные.
В метрической резьбе угол треугольного профиля равен 60°, наружный, средний и внутренний диаметры и шаг резьбы выражаются в миллиметрах. Метрические резьбы с крупным шагом обозначаются буквой и числом, выражающим наружный диаметр в миллиметрах: М10, М16 и так далее. Для обозначения резьбы с мелким шагом (расстояние между витками) к этим данным добавляют число, выражающее шаг резьбы в миллиметрах: М6×0,6, М20×1,5 и тому подобное.
В дюймовой резьбе
угол треугольного профиля равен 55°, диаметр резьбы выражают в дюймах (1 дюйм = 2,54 см), а шаг - числом ниток на один дюйм.
Пример обозначения: 1 1/4″ (наружный диаметр резьбы
в дюймах).
Трубная резьба отличается от дюймовой тем, что ее исходным размером является не наружный диаметр, а диаметр отверстия трубы, на наружной поверхности которой нарезана резьба .
Пример обозначения: 3/4″ труб. (цифрами обозначен внутренний диаметр трубы в дюймах).
Нарезание резьбы осуществляется на сверлильных, токарных и специальных резьбонарезных (профиле-накаточных) станках, а также вручную. При ручной обработке металлов внутреннюю резьбу нарезают метчиками, а наружную - плашками.
Соответственно в зависимости от профиля нарезаемой резьбы метчики делятся на три типа: для метрической, дюймовой и трубной.
Ручные (слесарные) метчики выполняют обычно в комплекте из трех или двух штук. Первым и вторым метчиками резьбу нарезают предварительно, а третьим придают ей окончательный размер и форму.Обычно номер каждого метчика комплекта отмечен числом рисок на хвостовой части. Существуют комплекты, состоящие из двух метчиков: предварительного (чернового) и чистового. Первого и второго. Метчики изготовляют из углеродистой и легированной стали высокой прочности.
Плашки или планшайбы, предназначенные для нарезания наружной резьбы , в зависимости от конструкции подразделяются на круглые и призматические (раздвижные).
Круглые плашки при нарезании резьбы закрепляют в специальный вороток - плашкодержатель.
Нарезание внутренней резьбы
Для нарезания внутренней резьбы
метчиком вначале готовят отверстие. Сверло берут несколько большего диаметра, чем внутренний диаметр требуемой резьбы
: если эти диаметры будут равными, то материал, выдавливаемый при нарезании, будет сильно нажимать на зубья инструмента. В результате зубья нагреются и к ним прилипнут частицы металла, резьба
получится с рваными гребешками (нитками), при этом возможна поломка метчика.
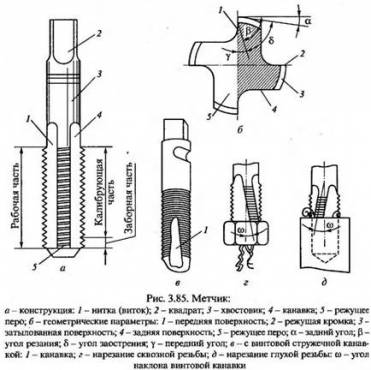
На рисунке показано нарезание внутренней резьбы
:
а - метчик, б - нарезание резьбы
.
Конструкция метчика
1 - заборная часть;
2 - калибрующая часть;
3 - стружечная канавка;
4 - хвостовик;
5 - квадрат.
На следующем рисунке показано нарезание наружной резьбы
:
а - круглая плашка, б - призматическая (раздвижная) плашка, в - нарезание резьбы
.
Основные обозначения:
d1 - внутренний диаметр резьбы болта.
D2 - средний диаметр резьбы болта.
D1 - внутренний диаметр резьбы гайки.
D2 - средний диаметр резьбы гайки.
P - шаг резьбы .
H1 - высота профиля.
d отв. - диаметр отверстия под нарезание резьбы
.
Чтоб не высчитывать диаметр отверстия под
резьбу
, можно воспользоваться таблицей.
| Диаметр резьбы в мм | D 2 = d 2 в мм | D 1 = d 1 в мм | P в мм | H 1 в мм | d отв. в мм |
| 1 | 0,838 | 0,73 | 0,25 | 0,135 | 0,75 |
| 1,1 | 0,938 | 0,83 | 0,25 | 0,135 | 0,85 |
| 1,2 | 1,038 | 0,93 | 0,25 | 0,135 | 0,95 |
| 1,4 | 1,205 | 1,075 | 0,3 | 0,162 | 1,1 |
| 1,6 | 1,373 | 1,221 | 0,35 | 0,189 | 1,25 |
| 1,8 | 1,573 | 1,421 | 0,35 | 0,189 | 1,45 |
| 2 | 1,74 | 1,567 | 0,4 | 0,216 | 1,6 |
| 2,2 | 1,908 | 1,713 | 0,45 | 0,243 | 1,75 |
| 2,5 | 2,208 | 2,013 | 0,45 | 0,243 | 2,05 |
| 3 | 2,675 | 2,459 | 0,5 | 0,27 | 2,5 |
| 3,5 | 3,11 | 2,85 | 0,6 | 0,325 | 2,9 |
| 4 | 3,546 | 3,242 | 0,7 | 0,379 | 3,3 |
| 4,5 | 4,013 | 3,688 | 0,75 | 0,406 | 3,7 |
| 5 | 4,48 | 4,134 | 0,8 | 0,433 | 4,2 |
| 6 | 5,35 | 4,918 | 1 | 0,541 | 4,95 |
| 7 | 6,35 | 5,918 | 1 | 0,541 | 5,95 |
| 8 | 7,188 | 6,647 | 1,25 | 0,676 | 6,7 |
| 9 | 8,188 | 7,647 | 1,25 | 0,676 | 7,7 |
| 10 | 9,026 | 8,376 | 1,5 | 0,812 | 8,43 |
| 11 | 10,026 | 9,376 | 1,5 | 0,812 | 9,43 |
| 12 | 10,863 | 10,106 | 1,75 | 0,947 | 10,2 |
| 14 | 12,701 | 11,835 | 2 | 1,082 | 11,9 |
| 16 | 14,701 | 13,835 | 2 | 1,082 | 13,9 |
| 18 | 16,376 | 15,294 | 2,5 | 1,353 | 15,35 |
| 20 | 18,376 | 17,294 | 2,5 | 1,353 | 17,35 |
| 22 | 20,376 | 19,294 | 2,5 | 1,353 | 19,35 |
| 24 | 22,051 | 20,752 | 3 | 1,624 | 20,85 |
| 27 | 25,051 | 23,752 | 3 | 1,624 | 23,85 |
| 30 | 27,727 | 26,211 | 3,5 | 1,894 | 26,3 |
| 33 | 30,727 | 29,211 | 3,5 | 1,894 | 29,3 |
| 36 | 33,402 | 31,67 | 4 | 2,165 | 31,8 |
| 39 | 36,402 | 34,67 | 4 | 2,165 | 34,8 |
| 42 | 39,077 | 37,129 | 4,5 | 2,435 | 37,25 |
| 45 | 42,077 | 40,129 | 4,5 | 2,435 | 40,25 |
| 48 | 44,752 | 42,587 | 5 | 2,706 | 42,7 |
| 52 | 48,752 | 46,587 | 5 | 2,706 | 46,7 |
| 56 | 52,428 | 50,046 | 5,5 | 2,977 | 50,2 |
| 60 | 56,428 | 54,046 | 5,5 | 2,977 | 54,2 |
| 64 | 60,103 | 57,505 | 6 | 3,247 | 57,7 |
| 68 | 64,103 | 61,505 | 6 | 3,247 | 61,7 |
Размеры и таблица значений метрической резьбы позволяет качественно выполнить нарезку, не прибегая к сложным математическим расчетам. Таблица предоставляет необходимую информацию относительно диаметра отверстий, применяемого шага, сверла и пр. Все параметры стандартизированы, что позволяет получить качественное и надежное резьбовое соединение своими руками.
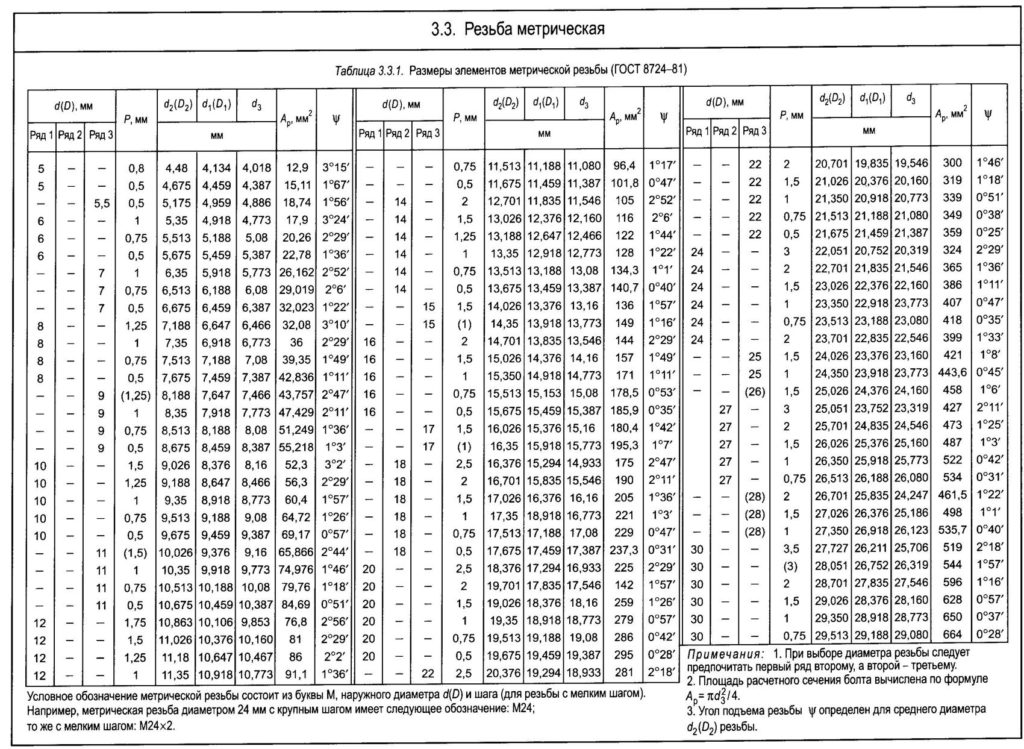
Фото таблицы метрической резьбы
- Подавляющее большинство крепежных соединений основываются на метрической резьбе в нашей стране;
- Угол треугольного профиля метрической резьбы составляет 60 градусов;
- Все размеры указываются в миллиметрах;
- Нарезка метрического типа делится на изделия с крупным и мелким шагом;
- Крупный шаг актуален для диаметров 1-68 мм, а мелкий шаг — для диаметров 1-600 мм;
- Крупношажная нарезка используется в соединениях, которые подвергаются ударным нагрузкам;
- Мелкошажная резьба актуальна для тонкостенных деталей и для придания соединениям герметичности;
- Мелкошажная нарезка получила широкое распространение в установочных и регулировочных крепежных соединениях. Это обусловлено тем, что с их помощью легко регулировать параметры с высокой точностью;
- Все современные машины проектируются на основе применения только метрической нарезки.
Характеристики и обозначения
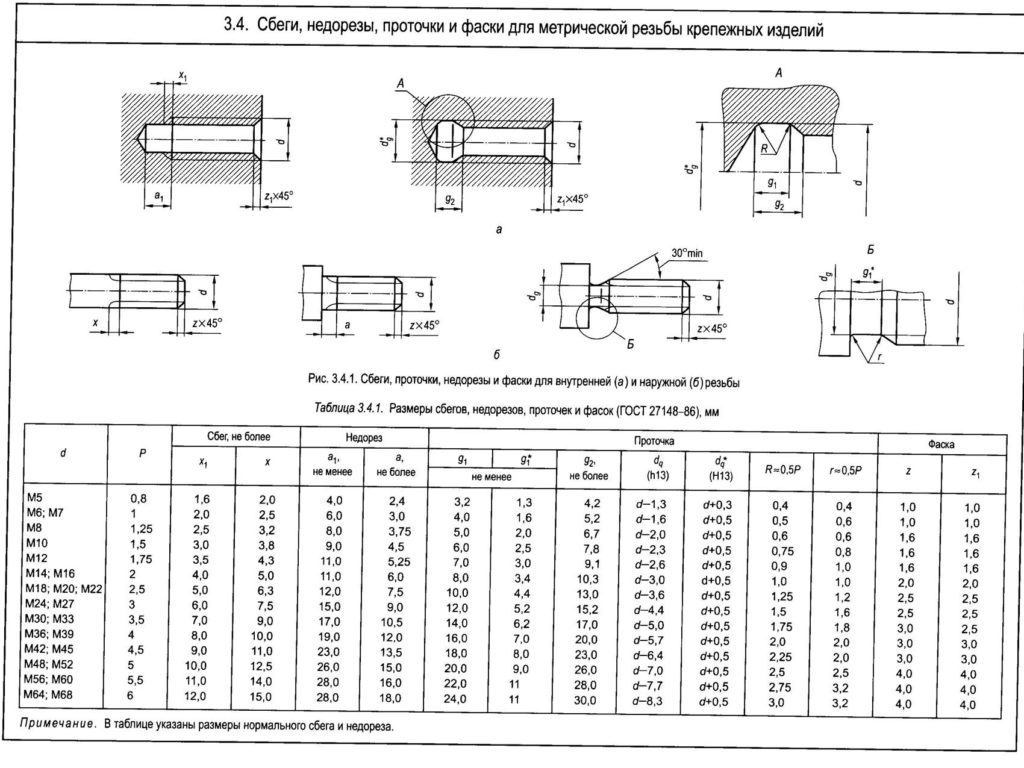
Фото таблицы основных размеров
Существует метрическая, дюймовая, трубная нарезка. Каждая из них классифицируется по нескольким признакам:
- Направление витков — левые и правые;
- Форма профиля — круглая, упорная, треугольная и пр.;
- Расположение — внешняя, внутренняя;
- Характер поверхности и функции — дюймовая, метрическая, коническая и т.д.;
- Количество заходов — однозаходные и многозаходные.
При этом дюймовая и трубная нарезка не так распространена, как метрическая. В связи с этим оставив дюймовые и трубные резьбы, а детальнее рассмотрим метрическую.
Резьба имеет две основные характеристики.
- Номинальный диаметр. Им называют условные размеры, используемые в обозначениях. Номинальный диаметр равняется наружному диаметру гайки и болта, которые равны между собой.
- Шаг резьбы. Размеры шага резьбы равняется расстоянию между двумя идентичными точками ближайших профилей, которые располагаются в одной плоскости. Определение достаточно сложное, но на практике отыскать эти размеры очень просто. Для определения размеров нужно прокатить болт на листе бумаги высокой плотности у его стержня и измерить, какой шаг имеется между ближайшими расположенными бороздками. Это и есть шаг. Определять подобные размеры таким способом не является высокоточным методом. Но чтобы удостовериться, чтобы размеры рассчитаны верно, есть специальная таблица. Эта таблица позволяет свериться с вашими вычислениями, либо определить требуемые параметры, не прибегая к замерам или математическим расчетам.
Дюймовая, трубная и наша метрическая нарезка имеют определенные обозначения размеров и других параметров. Чтобы таблица не вызывала много лишних вопросов, постараемся рассказать обо всех нюансах обозначений, представленных в ней.
Для обозначения резьбы используются буквы и цифры. В качестве примера резьба М40. Здесь:
- Буква М означает тип нарезки. М — метрическая. Она не дюймовая, трубная. Тут все предельно понятно;
- 40 — это номинальные диаметры. Цифра после буквы означает, какими номинальными диаметрами характеризуется резьба. В нашем случае это 40 мм;
- Если шаг резьбы крупный, это никак не отображается в обозначении. Определить его можно по ГОСТу.
В качестве альтернативы рассмотрим пример с мелким шагом — М30х2.
- Тут ситуация диаметрами аналогична — этот показатель составляет 30;
- Нарезка метрическая, о чем нам говорит буква М;
- 2 означает, что шаг составляет 2 миллиметра.
И еще пара важных моментов.
- Резьба может иметь разные шаги и быть левосторонней или правосторонней.
- Правосторонняя резьба в обозначениях не указывается.
- Если вы видите нечто вроде М20 LH, это говорит о левостороннем направлении резьбы.
- Количество заходов. Для однозаходной резьбы число не указывается, поскольку оно всегда составляет 1. Если это многозаходная нарезка, тогда обозначение выглядит примерно так — М30х3 (Р2). Здесь в скобках отмечают шаг резьбы, а 2 — это количество заходов.
Выбор метчика
Метчик — это основной рабочий инструмент, с помощью которого выполняется внутренняя нарезка будущих резьбовых соединений. Потому чтобы сделать различные виды резьбы с определенным шагом, потребуется грамотно подобрать метчик для выполнения поставленных задач.
- Первым делом мастер должен выбрать тип метчика, который подходит для выполнения планируемой резьбы. В нашем случае мы говорим о метчиках для метрической нарезки;
- Далее определяется назначение — шаг, допуски, форма профиля;
- В зависимости от класса точности, мастер решает, можно ли обойтись одним метчиком, либо для выполнения операции нужно обзавестись комплектом — черновым и чистовым метчиком;
- Материал, на котором выполняется нарезка. Основной материал, где выполняется резьба — это металл. При этом он бывает разным по уровню прочности, от чего напрямую зависит выбор характеристик метчика;
- Передний угол заточки зубцов. Для каждого типа металла имеется определенное значение. Если это сталь, угол составляет от 5 до 10 градусов, для меди — от 0 до 5 градусов, а в случае с алюминием — от 25 до 30 градусов;
- Метчики могут быть изготовлены из обычной, высокопрочной стали или из обычного металла, но с напайками повышенной прочности. Последний вариант позволяет удешевить производство метчиков, но сохранить их высокую надежность;
- Основной момент выбора метчика — это диаметр отверстия. Именно по нему будет осуществляться нарезка внутренней резьбы;
- При этом диаметр инструмента обязан быть немного меньше, чем диаметр отверстия. Если вам требуется метрический тип резьбы типа М20, то есть диаметр метчика составляет 20 мм, тогда диаметр отверстия будет 19 мм. Все требуемые параметры определяются по специальной стандартизированной таблице;
- Если резьба не предъявляет специальных требований, шаг применяется стандартный, указанный в таблице.
Нюансы нарезки
Когда с диаметрами, прочими параметрами требуемой резьбы определились и подобрали сам метчик, следует выполнить операцию по нарезке.
- Заготовка, на которой выполняется нарезка, фиксируется в тисках.
- Ось отверстия следует расположить максимально перпендикулярно относительно рабочего стола.
- Метчик устанавливается в гнезде воротка, в вертикальном положении заводится в фаску под отверстие в заготовке.
- Двумя руками мастер удерживает вороток, прижимая метчик к детали и совершая вращения по часовой стрелке.
- Вращать инструмент следует аккуратно, плавно и равномерно, немного надавливая.
- Делается два полных оборота, после чего делается пол оборота назад, против движения часовой стрелки.
- В процессе изготовления резьбы инструмент обязательно охлаждается. Если это алюминий, применяют керосин, для меди охладителем выступает скипидар, а для стальных изделий — эмульсия. Чугун и бронза в охлаждении не нуждаются.
- Внутренняя резьба выполняется комплектом метчиков.
- Сначала используется черновой инструмент, затем средний, а завершает работу чистовой. Исключив один из метчиков, вы не ускорите процесс нарезки, а вот сама резьба окажется значительно хуже по качеству.
Выполнить метрическую нарезку не сложно, если использовать соответствующие инструменты и опираться на стандартизированные параметры специализированных таблиц.








Рисовая запеканка с яблоками и корицей Вкусная рисовая запеканка с яблоками
Подборка лучших рецептов заготовки рябины (аронии) черноплодной на зиму
Кабачки, тушеные в томатном соусе
Острые кабачки на зиму Кабачки жареные кубиками в томатной пасте
Рецепты блюд спагетти и грибов