আধুনিক সরঞ্জাম ব্যবহার না করে একটি ব্যক্তিগত বাড়ির নির্মাণ কঠিন এবং সময়সাপেক্ষ হবে। একটি বৃত্তাকার করাত নির্মাতাদের মধ্যে ব্যাপক জনপ্রিয়তা অর্জন করেছে, যা তার নির্ভুলতা এবং কাটা পরিষ্কারের সাথে অন্যান্য ধরণের কাঠের করাতকে ছাড়িয়ে গেছে।
বৃত্তাকার করাত এবং ছুরি ধারালো করার জন্য একটি মেশিনের স্কিম।
যেহেতু এই পাওয়ার টুলটি সক্রিয়ভাবে ব্যবহৃত একটি এবং তাই ডিভাইসগুলি বেশ দ্রুত পরিধান করে, আপনার নিজের হাতে বৃত্তাকার করাতগুলিকে তীক্ষ্ণ করা খুব গুরুত্বপূর্ণ হয়ে ওঠে।
অন্তহীন করাতের অনুপযুক্ত ব্যবহার এবং রক্ষণাবেক্ষণের কারণে ত্রুটিগুলি। জ্যাগড প্রান্তে ফাটল দেখা দেয়। পিঠে ফাটল দেখা দেয়। বেল্ট সমস্যা সাধারণভাবে এবং বিশেষ করে দানাদার প্রান্তে অতিরিক্ত চাপের কারণে। দরিদ্র ট্রান্সভার্সাল টান বিতরণের জন্য। নাকাল চাকার শক্তিশালী ক্রিয়ার কারণে তীক্ষ্ণ করার সময় দাঁতের অত্যধিক পুনরায় গরম করা হয়। দাঁতের প্রোফাইল অনুপযুক্ত। টেপটি স্টিয়ারিং হুইল থেকে অনেক দূরে চলে। চিপস, করাত, রজন, যা দাঁতের গলায় সংকুচিত হয়।
টেপ খারাপভাবে তীক্ষ্ণ বা নিস্তেজ হতে পারে। বিকৃত বা জীর্ণ স্টিয়ারিং চাকার টায়ারে সমস্যা দেখা গেছে। অত্যধিক গাইড ঘর্ষণ. অত্যধিক মাউন্ট চাপ. পিছনের দিক থেকে, পিছনের দিকটি খুব বেশি প্রসারিত হয়। দুর্বল পার্শ্বীয় টান বিতরণ। গাইডের বিরুদ্ধে পিঠের ঘর্ষণ। থামার মুহুর্তে ফ্লায়ারগুলিতে টেপটি প্রসারিত হয়। লিফলেটগুলির ব্যাসের সাথে টেপের বেধ অত্যধিক। ফরোয়ার্ড স্পিড এবং কাটিং স্পিডের মধ্যে দুর্বল সম্পর্কের কারণে। এই ফ্লায়ারগুলি ভুলভাবে সাজানো হয়েছে।
বৃত্তাকার করাত তীক্ষ্ণ করার জন্য সরঞ্জাম
একটি বৃত্তাকার করাত সঠিকভাবে তীক্ষ্ণ করার জন্য, আপনার যেমন সরঞ্জামগুলির প্রয়োজন:
- ফাইল
- মাউন্ট ভাইস;
- কাঠের একটি ব্লক;
- রঙিন মার্কার।
সূচকে ফিরে যান
কি লক্ষণ আপনাকে বলবে যে আপনার করাত ধারালো করতে হবে?
গাইড সঠিকভাবে অবস্থান করা হয় না. ফিড মেকানিজমের অসম অগ্রগতি। স্টিয়ারিং চাকার উপর অত্যধিক বা অসম পরিধান. বিয়ারিং বা স্টিয়ারিং হুইল শ্যাফ্টের ত্রুটি। 61. টেপ কাটা সময় deflected হয়. চ্যাপ্টা বা ফ্র্যাকচার ত্রুটি। দানাদার প্রান্তের অপর্যাপ্ত টান।
কার্বাইড ধারালো করা ব্লেড
গাইডের সাথে অত্যধিক ঘর্ষণের কারণে, দানাদার প্রান্তটি উত্তেজনা হারিয়েছে। সামনের গতির জন্য অপর্যাপ্ত গলা। প্রান্তের খুব কাছাকাছি জোর দেওয়া. অত্যধিক উচ্চতা বা ছোট শরীরের সাথে দাঁত। অগ্রসর গতি দাঁতের ধাপ এবং গভীরতার উপর নির্ভর করে, প্রধানত কাণ্ডের জন্য, কাটার ক্ষমতাকে ছাড়িয়ে যায়।
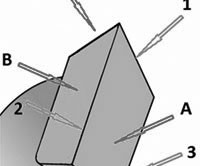
চিত্র 1. করাত দাঁতের ডায়াগ্রাম। প্লেন: a- সামনে, b - পিছনে, c - দুই পাশ্বর্ীয়। ধাতু কাটার জন্য প্রান্ত: 1 - প্রধান, 2, 3 - অতিরিক্ত।
প্রয়োজনে শুধুমাত্র আপনার করাত ব্লেড তীক্ষ্ণ করুন। এবং সত্য যে এমন একটি মুহূর্ত এসেছে তা 2টি স্পষ্ট লক্ষণ দ্বারা সংকেত করা হবে। বিশেষ করে, কাঠের জন্য বৃত্তাকার করাতের জরুরী ধারালো করা প্রয়োজন যদি:
আপনার নিজের উপর একটি বৃত্তাকার করাত ফলক তীক্ষ্ণ কিভাবে?
অগ্রিম হার ইনস্টল করা শক্তির উপর ভিত্তি করে কাটার শক্তি অতিক্রম করে। টেপ স্টিয়ারিং হুইলে recedes. কাটা শুরু হলে ফিতাটি বিচ্যুত হয়। ভাঙ্গা জোড় বা splicing. মানসিক চাপ যথেষ্ট বা খুব বেশি নয়। এগিয়ে যাওয়ার গতির জন্য আক্রমণের অপর্যাপ্ত কোণ। ত্রুটিপূর্ণ bearings সঙ্গে নিম্ন flywheel খাদ. অবতল ব্যান্ডের পিছনে। এমেরি পাথর, চোয়াল এবং ব্লেডের কেন্দ্রের মধ্যে উল্লম্ব প্রান্তিককরণের অভাব নাকাল মেশিন. এমেরি পাথর ব্লেডের উল্লম্ব নয়।
- বৈদ্যুতিক মোটরের অঞ্চলে করাতের সুরক্ষা কভারগুলিতে, শক্তিশালী গরম অনুভূত হয়। কখনও কখনও তাপমাত্রায় এই ধরনের বৃদ্ধি আবরণের নীচে থেকে ধোঁয়ার উপস্থিতির সাথে থাকে।
- ভাল কাজের ফলাফল পেতে, করাত ব্লেডটি আগের চেয়ে আরও শক্তভাবে চাপতে হবে।
- কাঠের উপর করাতের ভোঁতা দাঁতের কাজের ফলস্বরূপ, কাঠের কাটাগুলিতে কালো দাগ, কাঁচের চিহ্নের উপস্থিতি রেকর্ড করা হয়। পোড়া কাঠের চারিত্রিক গন্ধ ছড়াতে পারে।
সূচকে ফিরে যান
টেপের পুরুত্বের জন্য খাদটি খুব পুরু বা খুব পাতলা ছিল। ঢালাই বা splicing মধ্যে ঘাটতি. ল্যামিনেটরে বুক ভুলভাবে সাজানো। টেনশন টেপে, টেপটি রোলারের অনুদৈর্ঘ্য অক্ষের সাপেক্ষে তির্যকভাবে সরে যায়। ধারালো করার সময় অত্যধিক নাকাল চাকা চাপ. নোংরা এমরি, কোন ফিক্স. অত্যধিক গতি এবং কাটিয়া গতি.
ঘষিয়া তুলিয়া ফেলিতে সক্ষম উপাদান কাণ্ডের ছালে আটকে থাকে। স্যান্ডিং পাথর ঘষিয়া তুলিয়া ফেলিতে সক্ষম ডিস্ক ব্যবহার এবং প্রক্রিয়াকরণের জন্য নির্দেশাবলী. এমরি স্টোন এমেরি পাথর শার্পনিং অপারেটরের সবচেয়ে গুরুত্বপূর্ণ হাতিয়ার। এমেরি পাথর একটি দানাদার উপাদান এবং একটি সিমেন্ট বাইন্ডার নিয়ে গঠিত।
দাঁত কাটার প্রকারভেদ
বৃত্তাকার করাতের সঠিক তীক্ষ্ণতা কীভাবে সঞ্চালিত হয় তা আরও ভালভাবে বোঝার জন্য, আপনাকে গাছটি কাটা ডিস্কের অংশের বৈশিষ্ট্য এবং কাঠামো বুঝতে হবে। এই প্রধান অংশ কাটা দাঁত।
সব দাঁত শক্ত ধাতু দিয়ে তৈরি। তাদের প্রত্যেকের (চিত্র 1) 4টি কাজ সমতল পৃষ্ঠ রয়েছে: সামনে (a), পিছনে (b), পাশাপাশি দুটি পার্শ্ব সমতল (c)। তারা সহায়ক ভূমিকা পালন করে। একটি প্রধান (1) এবং দুটি অতিরিক্ত (2 এবং 3) উপাদান কাটার জন্য প্রান্তগুলি নির্দিষ্ট কাজের প্লেনের ছেদ লাইনে গঠিত হয়।
কাঠ কাটার সরঞ্জামগুলিকে তীক্ষ্ণ করার জন্য ব্যবহৃত পাথরগুলি নিম্নলিখিত দানাদার উপকরণ দিয়ে গঠিত। বোরন নাইট্রাইড করোন্ডাম কার্বাইড। কোরান্ডাম তার বিশুদ্ধতা অনুযায়ী রঙ পরিবর্তন করে। সাধারণ কোরান্ডাম। আধা-হার্ড কোরান্ডাম। কালার ট্যান। বিশুদ্ধ কোরান্ডাম।
গুরুত্বপূর্ণ: খাঁটি কোরান্ডাম সাধারণত তীক্ষ্ণ করার জন্য ব্যবহৃত হয় কাঠের সরঞ্জাম. করোন্ডাম পাথরের ব্যবহার: করোন্ডাম সমস্ত ইস্পাতের সরঞ্জামকে তীক্ষ্ণ করতে ব্যবহৃত হয়। বন্ডিং সিমেন্ট সিমেন্ট দানাদার উপাদানকে আবদ্ধ করে এবং এটি সরাসরি পাথরের কঠোরতার সাথে সম্পর্কিত। নিম্নলিখিত সিমেন্ট ব্যবহার করা হয়।
কনফিগারেশন অনুসারে, বৃত্তাকার করাতের সমস্ত কাটা দাঁত নিম্নলিখিত জাতগুলিতে বিভক্ত:
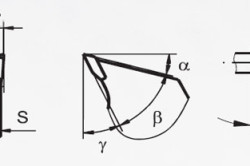
চিত্র 2. ধারালো কোণের স্কিম।
- সোজা দাঁত। প্রায়শই ত্বরিত অনুদৈর্ঘ্য করাতের জন্য ব্যবহৃত হয়। নিখুঁত কাট মানের জন্য ডিজাইন করা হয়নি.
- বেভেলড (তির্যক) দাঁত। এগুলি বাম বা ডান দিকে দাঁতের পিছনের সমতল পৃষ্ঠে একটি কৌণিক কাটার উপস্থিতি দ্বারা চিহ্নিত করা হয়। কখনও কখনও ডিস্কে, বেভেলের বিভিন্ন পাশ সহ দাঁতগুলি পর্যায়ক্রমে এবং তারপরে তাদের বিকল্পভাবে বেভেলড বলা হয়। এই জাতীয় উপাদানগুলি কেবল কাঠই নয়, চিপবোর্ড, বিভিন্ন প্লাস্টিকও কাটতে ব্যবহৃত হয়। একটি বড় বেভেল কোণ সহ, কাটিয়া প্রান্তে চিপ ছাড়া উচ্চ-মানের করাত নিশ্চিত করা হয়।
- ট্র্যাপিজয়েডাল দাঁত। ক্রস বিভাগে, কাটিয়া পৃষ্ঠ একটি trapezoid আকার আছে. এই কনফিগারেশনের জন্য ধন্যবাদ, তারা দীর্ঘ সময়ের জন্য নিস্তেজ হয় না। প্রায়শই সোজা দাঁত দিয়ে বিকল্প ডিস্কে। এই ক্ষেত্রে, ট্র্যাপিজয়েডাল উপাদানগুলি রুক্ষ করাত সঞ্চালন করে, যখন সোজাগুলি সমাপ্তি সম্পাদন করে।
- শঙ্কুযুক্ত দাঁত। তাদের একটি শঙ্কু আকৃতি আছে। সাধারণত ল্যামিনেটের প্রাথমিক খাঁজের সহায়ক ফাংশনগুলি সম্পাদন করে। এই দাঁত নির্দিষ্ট প্রক্রিয়া মেঝেপ্রধান করাত দিয়ে ল্যামিনেট প্যানেল কাটার সময় চিপিং প্রতিরোধ করতে।
সূচকে ফিরে যান
সিরামিক সিমেন্ট: পাথর ভঙ্গুর, ভঙ্গুর এবং অনেক অ্যাপ্লিকেশনের জন্য ব্যবহার করা যেতে পারে। তারা 4 মিমি বেধ দিয়ে সরবরাহ করা হয়। এই পাথরগুলি প্রভাবের প্রতি সংবেদনশীল নয়, ধারালো করা মসৃণ, প্রোফাইলটি তুলনামূলকভাবে দ্রুত বিকৃত হয়। ছোট পুরুত্বের পাথরে এটি প্রচুর ব্যবহৃত হয়।
করাত ব্লেড ধারালো করার জন্য কোন মেশিন না থাকলে
টেক্সচার শস্যের আকার স্যান্ডিংয়ের সূক্ষ্মতা নির্ধারণ করে; এই আকারটি একটি সংখ্যা দ্বারা চিহ্নিত করা হয়, যা হল একটি 1-ইঞ্চি প্রান্ত চালনী সহ কক্ষের সংখ্যা যার মধ্য দিয়ে দানাদার উপাদানটি যেতে পারে। বড় সংখ্যা সূক্ষ্মতার আরও সূক্ষ্ম ডিগ্রী দেখায়।
বৃত্তাকার করাত ধারালো করার নীতি এবং কোণ
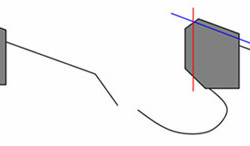
চিত্র 3. করাতের দাঁতে ধাতু নাকাল করার স্কিম।
বৃত্তাকার করাতের কাজের অংশগুলি 4টি প্রধান তীক্ষ্ণ কোণ বরাবর তীক্ষ্ণ করা হয়। এই কোণগুলি (চিত্র 2), আকৃতির মতো দাঁত কাটা, প্রধান প্রযুক্তিগত পরামিতিডিস্ক
গুরুত্বপূর্ণ: করাত ব্লেড যত ভাল, উপাদান তত বেশি দানাদার হতে হবে। পাথরের কঠোরতা পাথরের কঠোরতা সিমেন্টের পরিমাণ এবং এর শক্তির উপর নির্ভর করে। এটি নির্বাচন করা উচিত যাতে স্বাভাবিক পাথর চাপ এবং ধৃত "গ্রানাইট" সঙ্গে কাজ শুধুমাত্র পাথর থেকে পৃথক করা উচিত। কঠোরতা একটি অক্ষর দ্বারা চিহ্নিত করা হয় এবং বর্ণানুক্রমিক ক্রমে বৃদ্ধি পায়।
অবিরাম করাত তীক্ষ্ণ করার জন্য, দুটি স্তরের উপকরণ সহ পাথরও ব্যবহার করা হয়। তারা শুধুমাত্র একপাশে একটি শীতল প্রান্ত আছে. গুরুত্বপূর্ণ: ইস্পাত শক্ত, পাথরটি নরম হওয়া উচিত এবং তদ্বিপরীত। নরম পাথর সাধারণত অর্থনৈতিক কারণে পছন্দ করা হয়, যদিও তারা দ্রুত পরিধান করে।
সুতরাং, প্রতিটি বৃত্তাকার দাঁত সামনের (γ), পিছনের (α) কোণগুলির পাশাপাশি সামনের এবং পিছনের পৃষ্ঠগুলির কাটিয়া কোণগুলি (ε1 এবং ε2) দ্বারা চিহ্নিত করা হয়। নির্দিষ্ট কোণগুলির মান করাত ডিভাইসের উদ্দেশ্য, উপাদান কাটা এবং করাতের দিকের উপর নির্ভর করে।
বিশেষ করে, জন্য একটি করাত slittingএকটি অপেক্ষাকৃত বড় রেক কোণে ধারালো করুন (15° থেকে 25° পর্যন্ত)। ক্রস কাটার জন্য রেক কোণের ধারালো সূচক 5° থেকে 10° এর মধ্যে থাকে। কিন্তু সার্বজনীন সংস্করণ, যা সমস্ত দিক থেকে উপাদান প্রক্রিয়া করে, ঐতিহ্যগতভাবে 15 ° কোণে তীক্ষ্ণ করা হয়।
পাথরের কাঠামো পাথরের গঠন হল যেভাবে "কণিকা" বিতরণ করা হয়, দানার মধ্যবর্তী স্থানগুলি বিতরণ করা হয় এবং পাথরের দেহে সিমেন্ট বিতরণ করা হয়। তাপমাত্রা সংবেদনশীল ইস্পাত যেমন করাত ব্লেড অ্যালয় এবং পাতলা শার্পিং জোনগুলির জন্য একটি খোলা কাঠামো প্রয়োজন।
পরিবেশের কাঠামোর শ্রেণীবিভাগ। পাতলা পাথর, সূক্ষ্ম দাঁত এবং সূক্ষ্ম ধারালো করা = খোলার মাধ্যম। খুব মোটা করাত পাথর = খোলা। প্লেট বা পাত্র আকৃতির পাথর উচ্চ মানের ইস্পাত খাদ = খুব খোলা, অত্যন্ত ছিদ্রযুক্ত। গুরুত্বপূর্ণ: পাথরের কাঠামো যত বেশি খোলা হবে, নাকাল তত ঠান্ডা হবে, যেহেতু পাথরটির একটি উল্লেখযোগ্যভাবে উচ্চতর কাজ করা পৃষ্ঠ রয়েছে; এটি ছাড়াও এই কাঠামোর সাথে কিছুটা বায়ুচলাচল প্রভাব রয়েছে।
উপরন্তু, নির্দিষ্ট কোণগুলি কাটা বস্তুগুলির কঠোরতার মাত্রা দ্বারা প্রভাবিত হয়। তাদের মানগুলি কঠোরভাবে নির্ভরশীল: করাতের জন্য এই বা সেই ওয়ার্কপিসটি যত শক্ত উপাদান থাকে, কাটা দাঁতগুলি তত কম তীক্ষ্ণ হওয়া উচিত।
কার্বাইড করাতের দাঁত তীক্ষ্ণ করার মূল নীতিটি এই সত্যের উপর ভিত্তি করে যে দীর্ঘমেয়াদী অপারেশন চলাকালীন, উপরের কাটিয়া প্রান্তে সবচেয়ে উল্লেখযোগ্য পরিধান ঘটে। নিবিড় ব্যবহারের ফলে, এর লাইনটি 0.3 মিমি বা তার বেশি বৃত্তাকার হতে পারে। দাঁতের প্লেনগুলির জন্য, সর্বাধিক পরিধান সামনের পৃষ্ঠে স্থির করা হয়।
ধারালো করার প্রাথমিক নিয়ম
পাথর জন্য মূল্যবোধ. উপাদান শ্রেণীবিভাগ: 10 করন্ডিয়াম 20 মাঝারি কোরান্ডাম 31 স্ফটিক করোন্ডাম 35 বিশুদ্ধ করোন্ডাম 40 বিশুদ্ধ করোন্ডাম 47 বিশুদ্ধ করোন্ডাম 50 সিলিকন কার্বাইড 57 সিলিকন কার্বাইড 60 করন্ডিয়াম বিশেষ পারফ। খুব টাইট টাইট আধা খোলা খুব খোলা.
তুমি কি জানতে চাও
শার্পনিং টুলের ধরন অনুযায়ী পাথর নির্বাচনের জন্য গাইড মান। খাদ ইস্পাত সঙ্গে টুল টাইপ. পাথর শীতল ভাল পাথরঠান্ডা কাজ করতে হবে; এটি শব্দ হিসাবে স্বীকৃত: এটি নরম এবং তীক্ষ্ণ হওয়া উচিত। এটি শুকনো এবং ভেজা নাকাল মধ্যে পার্থক্য করা আবশ্যক.
কাটিয়া উপাদানগুলির যথাযথ তীক্ষ্ণকরণের জন্য এই ধরনের প্রান্তগুলি প্রদান করা উচিত, যেখানে তাদের বৃত্তাকার ব্যাসার্ধ 0.2 মিমি অতিক্রম করে না। এটি করার জন্য, দাঁতের সামনে এবং পিছনের সমতলগুলিতে ধাতুটিকে সমান্তরালভাবে পিষতে সুপারিশ করা হয় (চিত্র 3)। এই পদ্ধতিটি সর্বোত্তম বলে মনে করা যেতে পারে। কেবলমাত্র সামনের সমতলটিকে তীক্ষ্ণ করা সম্ভব, তবে এই ক্ষেত্রে, এই জাতীয় অপারেশনে আরও সময় লাগবে, তদ্ব্যতীত, অপসারণের প্রয়োজনের কারণে দাঁত নিজেই দ্রুত পিষে যায়। আরো ধাতুসামনের পৃষ্ঠ থেকে।
দ্রুত শীতল; আরও ব্যয়বহুল কারণ অতিরিক্ত এবং তরল কুল্যান্ট পৃষ্ঠের জন্য এটির জন্য ভাল অফ-দ্য-শেল্ফ সরঞ্জাম প্রয়োজন; বড় জীবন. করাত: শুকনো শার্পনিং। ব্লেড: কুল্যান্ট দিয়ে ধারালো করা ভালো। স্ট্রবেরি: সিন্থেটিক, তেল ভিত্তিক কুল্যান্ট ব্যবহার করুন।
পাথরের কাজের গতি। প্রস্তুতকারকের দ্বারা সুপারিশকৃত সর্বাধিক অপারেটিং গতি নিরাপত্তার কারণে অতিক্রম করা উচিত নয়। বিশেষ রঙের স্ট্রাইপ নীল হলুদ লাল সবুজ সবুজ নীল। ঘষিয়া তুলিয়া ফেলিতে সক্ষম চাকার ব্যবহার এবং প্রক্রিয়াকরণের নির্দেশাবলী সমস্ত ঘষিয়া তুলিয়া ফেলিতে সক্ষম চাকা ভঙ্গুর এবং তাদের মধ্যে কিছু খুব ভঙ্গুর। ভাঙ্গন এবং ফাটল এড়াতে হ্যান্ডলিং এবং স্টোরেজের সময় বিশেষ যত্ন নেওয়া উচিত। উপরন্তু, এটা মনে রাখা উচিত যে, যদি প্রাসঙ্গিক নিরাপত্তা মান পরিলক্ষিত হয়, তারা খুব নিরাপদ কাজের সরঞ্জাম, অন্যথায় তারা বিপজ্জনক হয়ে উঠতে পারে।
গ্রাউন্ড অফ করা ধাতুর আদর্শ স্তর হল 0.05-0.15 মিমি।
ডিস্ক উপাদানগুলির ব্যবহার শিল্পের অনেক ক্ষেত্রে বিতরণ পাওয়া গেছে, তাই বৃত্তাকার করাত তীক্ষ্ণ করার জন্য মেশিনটি ব্যাপক হয়ে উঠেছে। এই ধরনের একটি টুল জন্য প্রধান প্রয়োজন কাটিয়া উপকরণ উচ্চ মানের হয়। ধারালো করা এত সহজ কাজ নয় যেটা প্রথম নজরে মনে হতে পারে। এই ক্ষেত্রে, আপনি বিশেষ সরঞ্জাম ছাড়া করতে পারবেন না। নিম্নলিখিত সূচকগুলি অপারেশনটি কতটা কঠিন হবে তা প্রভাবিত করে:
দাঁড়িয়ে থাকা চাকাগুলিকে পাশ থেকে পড়ে যেতে দেবেন না। কাজের জন্য সঠিক ঘষিয়া তুলিয়া ফেলিতে সক্ষম চাকা চয়ন করুন. ফাটল জন্য এটি পরীক্ষা করুন. একটি চাকাকে কখনই তার সর্বোচ্চ নিরাপদ গতি অতিক্রম করতে দেবেন না, যা সর্বদা লেবেলে নির্দেশিত থাকে। সর্বদা ফ্ল্যাঞ্জ এবং চাকার মধ্যে লেবেল রাখুন। ওয়ার্কপিসকে কখনই এমন জায়গায় জোর করবেন না যেখানে মোটর উল্লেখযোগ্যভাবে ধীর হয়ে যায় বা অংশটি খুব গরম হয়ে যায়।
ব্যবহার না করার সময় চাকা রক্ষা করুন। সমস্ত ঘষিয়া তুলিয়া ফেলিতে সক্ষম চাকা একটি প্রতিরক্ষামূলক আবরণ সঙ্গে সজ্জিত করা আবশ্যক. ব্যান্ড করাত, ব্লেড, তাদের যত্ন এবং রক্ষণাবেক্ষণের জন্য একটি গাইড। ছেড়ে দিন রক্ষণাবেক্ষণপান কাঠের সরঞ্জাম ধারালো এবং রক্ষণাবেক্ষণের জন্য একটি ব্যবহারিক গাইড।
আইটেম কি উপাদান তৈরি করা হয়?
ব্যাস আকার দেখেছি;
দাঁতের বাঁক এবং আকৃতির কোণ।
মেশিন
একটি শার্পিং মেশিন শুধুমাত্র একটি ডিভাইস নয়। তাই আপনি কল করতে পারেন বড় গ্রুপবিশেষ উদ্দেশ্যে সরঞ্জাম এবং সরঞ্জাম। উত্পাদন পদ্ধতি অনুসারে, তারা দুটি গ্রুপে বিভক্ত:
স্বয়ংক্রিয়। ধারালো করার পুরো প্রক্রিয়াটি সম্পূর্ণ যান্ত্রিক এবং মানুষের অংশগ্রহণের প্রয়োজন নেই। এই ধরনের ডিভাইস শিল্প উদ্দেশ্যে ব্যবহৃত হয়।
ব্যান্ড করাত রক্ষণাবেক্ষণ এবং তীক্ষ্ণ করার জন্য ম্যানুয়াল। বাণিজ্যিক কাঠ, সরঞ্জাম এবং ব্যবহার প্রক্রিয়ার জন্য একটি নির্দেশিকা। দুশনে স্কুল অফ ফরেস্ট্রি অ্যান্ড উডওয়ার্কিং ইন্ডাস্ট্রি। সেবা ব্যান্ড দেখেছি. যারা এই উপাদানটির বাস্তবায়নে সহযোগিতা করেছেন এবং প্রশংসা করেছেন তাদের আমরা ধন্যবাদ জানাই।
করাত কাটার জন্য একটি বৃত্তাকার করাত নির্বাচন করা
জুয়ান ল্যাক্সাগা, প্রকল্প পরিচালনার জন্য। লিলিয়ানা জুক, শিক্ষাগত সংশোধন এবং উপাদানের সম্পাদনার জন্য। কারিনা ক্যারেরাস, ম্যানুয়ালটির কভার ডিজাইনের জন্য। এলোমেলোভাবে তীক্ষ্ণ করার জন্য ব্লেড দেখেছি, শার্পনার পছন্দ সহজ নয়. প্রকৃতপক্ষে, হয় গুণমানটি চিহ্ন পর্যন্ত নয়, বা এটি থেকে তৈরি করা ব্যবহারের জন্য দামটি খুব গুরুত্বপূর্ণ।
ম্যানুয়াল। এটি হাত দ্বারা তীক্ষ্ণ করার জন্য যে কোনও ফিক্সচার এবং সরঞ্জাম হতে পারে। এই ধরনের সরঞ্জামের কর্মক্ষমতা স্বয়ংক্রিয় মেশিনের তুলনায় অনেক কম। এই ধরনের গার্হস্থ্য প্রয়োজনের জন্য হস্তশিল্প কর্মশালায় আবেদন পাওয়া গেছে.
এই ধরণের সরঞ্জামগুলি বিস্তৃত পরিসরে বিক্রয় করা হয়, ডিভাইসগুলি ফাংশন, শক্তি এবং দামে পৃথক হতে পারে। ম্যানুয়াল মেশিনবৃত্তাকার করাত তীক্ষ্ণ করার জন্য, যার দাম অনেক কম হবে (প্রায় 20 হাজার রুবেল), আপনি এটি নিজেই তৈরি করতে পারেন। সরঞ্জামগুলি ঘন এবং শক্ত খাদ প্লেট নিয়ে গঠিত যা কাটার হিসাবে কাজ করে।
করাত ব্লেড ধারক পরিবর্তন
প্রথম সমস্যা ধারক থেকে আসে করাত, যা ব্লেডের কম্পন প্রতিরোধ করতে এবং ধারালো করার প্রচেষ্টা পুনরায় শুরু করতে ধারালো করার সবচেয়ে কাছাকাছি ব্লেডের নীচে অবস্থিত। এই সমর্থনের থ্রেডের মতো নীচে উপরের অংশের সাথে কেন্দ্রীভূত নয় এবং এই সমর্থনটিকে ফ্রেমের সাথে সংযুক্ত করা সত্যিই খুব হালকা। উপরন্তু, আপনি ফ্রেম সমর্থন পাশাপাশি বন্ধনী সমর্থন নিজেকে ঠিক করতে হবে। এই ডাবল টাইটিং এর ফলে ব্লেডটিকে সঠিকভাবে স্থাপন করা কঠিন হয়ে পড়ে। শেষ সমস্যাটি তীক্ষ্ণ কোণ সমন্বয় সিস্টেম থেকে আসে। শুধুমাত্র 20mm পিভট পয়েন্টকে ক্ল্যাম্পিং পয়েন্ট থেকে আলাদা করে, যা সূক্ষ্ম সমন্বয়ের জন্য খুব ছোট। উপরন্তু, নির্বাচিত কৌণিক অবস্থান পরিবর্তন না করে শক্ত করা প্রায় অসম্ভব।
- দ্বিতীয় সমস্যা ব্লেড ধারক ধারক সমর্থন থেকে আসে।
- প্রকৃতপক্ষে, ক্যান্টিলিভার গুরুত্বপূর্ণ এবং এই সমর্থনটি সত্যিই খুব হালকা।
তাদের জন্য প্লেট খাদ তৈরি করা হয় বিভিন্ন রচনা.  তাদের বিভিন্ন দাঁত কনফিগারেশন আছে। শক্তি কোন খাদ ব্যবহার করা হয় তার উপর নির্ভর করবে। শেষ ভূমিকা খাদ এর শস্য আকার দ্বারা অভিনয় করা হয় না. পণ্যটিকে শক্তি এবং কঠোরতা দেওয়ার জন্য এটি ছোট হওয়া উচিত। সাধারণত সিমেন্টেড কোবাল্ট থেকে এই ধরনের শক্ত খাদ পাওয়া যায়। অতএব, এটি এত গুরুত্বপূর্ণ যে সরঞ্জামগুলি কার্বাইড করাত ব্লেডগুলিকে তীক্ষ্ণ করার জন্য ঠিক মেশিন।
তাদের বিভিন্ন দাঁত কনফিগারেশন আছে। শক্তি কোন খাদ ব্যবহার করা হয় তার উপর নির্ভর করবে। শেষ ভূমিকা খাদ এর শস্য আকার দ্বারা অভিনয় করা হয় না. পণ্যটিকে শক্তি এবং কঠোরতা দেওয়ার জন্য এটি ছোট হওয়া উচিত। সাধারণত সিমেন্টেড কোবাল্ট থেকে এই ধরনের শক্ত খাদ পাওয়া যায়। অতএব, এটি এত গুরুত্বপূর্ণ যে সরঞ্জামগুলি কার্বাইড করাত ব্লেডগুলিকে তীক্ষ্ণ করার জন্য ঠিক মেশিন।
ব্লেড সমর্থন পরিবর্তন
ডানদিকের চিত্রটি বিশদ বিবরণ দেয় যা নতুন সমর্থন তৈরি করে। বাম দিকের ছবিটি মূল সমর্থন। কেন্দ্রে বিশদ বিবরণ রয়েছে যা নতুন সমর্থন তৈরি করে। এখন উপরের চাকাটি আপনাকে পুরো ডিভাইসটিকে একটি ক্রিয়াকলাপে অচল করতে দেয়।
কোণ সমন্বয় সিস্টেম পরিবর্তন
উপরের বাম, মূল তীক্ষ্ণ কোণ সমন্বয় সিস্টেম। ডানদিকে, মূল সিস্টেমের উন্নতির জন্য অংশগুলি যুক্ত করা হয়েছে। নীচে ধারালো কোণ সামঞ্জস্য করার জন্য নতুন মাইক্রোমিটার সিস্টেমের দুটি চিত্র রয়েছে। পিভট পয়েন্ট এবং মাইক্রোমেট্রিক অ্যাডজাস্টমেন্ট পয়েন্টের মধ্যে দূরত্ব 80 মিমি। আপনি যখন তালা বাদাম শক্ত করেন তখন কিছুই নড়ে না।
দাঁত সন্নিবেশ মধ্যে পার্থক্য
হার্ড অ্যালোয়ের দাঁতে কাজের জন্য চারটি প্রধান সমতল রয়েছে: সামনে, পিছনে এবং পাশে (অক্সিলারী)। যখন প্লেনগুলি একে অপরের সাথে ছেদ করে, তখন কাটিয়া প্রান্তগুলি গঠিত হয়: প্রধান এবং একজোড়া সহায়কগুলি।
দাঁতের আকৃতি নিম্নরূপ:
সোজা। এই ফর্মের ব্যবহার ন্যায্য হবে যখন একটি অনুদৈর্ঘ্য কাটা প্রয়োজন, সময়ে দ্রুত এবং মানের দিক থেকে বাধ্যতামূলক নয়।
তির্যক বা তির্যক। এই ক্ষেত্রে পিছনের ফর্মের প্রবণতার কোণটি ডান বা বাম হতে পারে, তারা একে অপরের সাথে বিকল্প হয়। এই কনফিগারেশন সবচেয়ে সাধারণ. বিভিন্ন আকারের শার্পেনিংগুলি যে কোনও দিকে বিভিন্ন উপকরণের সাথে কাজ করে।  বৃদ্ধির দিকে বেভেল কোণের আকার পরিবর্তন করে, আপনি কাটা বাড়াতে এবং চিপিংয়ের সম্ভাবনা কমাতে পারেন, তবে এটি দাঁতের শক্তি এবং স্থায়িত্ব হ্রাস করতে পারে। উপাদানটির সমতলের সামনের অংশটি কাত করাও সম্ভব।
বৃদ্ধির দিকে বেভেল কোণের আকার পরিবর্তন করে, আপনি কাটা বাড়াতে এবং চিপিংয়ের সম্ভাবনা কমাতে পারেন, তবে এটি দাঁতের শক্তি এবং স্থায়িত্ব হ্রাস করতে পারে। উপাদানটির সমতলের সামনের অংশটি কাত করাও সম্ভব।
ট্র্যাপিজয়েডাল। এই দাঁতটি বেভেল করা দাঁতের চেয়ে ধীরে ধীরে প্রান্তগুলিকে নিস্তেজ করে দেয়। একটি সরল রেখা সঙ্গে এটি বিকল্প. একই সময়ে, রুক্ষ কাটাটি একটি দীর্ঘ ট্র্যাপিজয়েডাল কাটা দিয়ে তৈরি করা হয়েছিল এবং ফিনিশিং কাটটি একটি ছোট সোজা কাটা দিয়ে তৈরি করা হয়েছিল।
শঙ্কুযুক্ত। দাঁতের এই ফর্মটি বোর্ডগুলির নীচের প্রান্তের একটি রুক্ষ কাটা সঞ্চালন করে, যখন উপরেরটি চিপিং থেকে সুরক্ষিত থাকে। মূলত, যেমন একটি উপাদান সামনে মুখ সমতল হয়। কিন্তু যদি আপনি এটিকে অবতল করে তোলেন, তাহলে চূড়ান্ত সংস্করণে ক্রস কাটিংয়ের জন্য এই ডিভাইসটি ব্যবহার করা সম্ভব।
তীক্ষ্ণ কোণ
মৌলিক কোণগুলি দাঁতের আকৃতি দ্বারা নির্ধারিত হয়। এটি সামনে এবং পিছনে, পাশাপাশি সামনে এবং পিছনের প্লেন বরাবর বেভেল।
কোণের আকার কাটা উপাদানের কঠোরতা দ্বারাও নির্ধারিত হয়।  উচ্চ কঠোরতা সঙ্গে, এটি কম তৈরি করা হয়. সামনে কাটিং কোণ একটি নেতিবাচক নকশা পাওয়া যায়. এটি অ লৌহঘটিত ধাতু এবং প্লাস্টিকের প্রয়োগ খুঁজে পায়।
উচ্চ কঠোরতা সঙ্গে, এটি কম তৈরি করা হয়. সামনে কাটিং কোণ একটি নেতিবাচক নকশা পাওয়া যায়. এটি অ লৌহঘটিত ধাতু এবং প্লাস্টিকের প্রয়োগ খুঁজে পায়।
দাম
আপনি 15,000 রুবেল খরচে কার্বাইড করাত ব্লেড ধারালো করার জন্য একটি মেশিন কিনতে পারেন। আপনি আরও ব্যয়বহুল ডিভাইসের জন্য কাঁটাচামচ করতে পারেন। উদাহরণস্বরূপ, PP-480Z এর মালিককে 280,000 রুবেল খরচ হবে। দাম পরিবর্তিত হয় এবং ডিভাইসের উদ্দেশ্য, এর কার্যকারিতা, শক্তি এবং কর্মক্ষমতা উপর নির্ভর করে। একটি ছোট ওয়ার্কশপ বা বাড়িতে ব্যবহারের জন্য, আপনি একটি JMY8-70 সার্কুলার করাত শার্পিং মেশিন কিনতে পারেন। এর খরচ 18,000 রুবেলের মধ্যে।
ধারালো করার নিয়ম
করাত দাঁতের প্রধান পরিধান উপরের প্রান্তে ঘটে, যা সরাসরি কাটার সাথে জড়িত। এর বৃত্তাকার 0.3 মিমি হতে পারে। কেন্দ্রের মুখ প্রথমে পরিবর্তন হয়।
করাতের পরিধান উল্লেখযোগ্য হতে দেওয়া উচিত নয়। প্রান্তটি 0.2 মিমি এর চেয়ে বেশি বৃত্তাকার হতে পারে না। একটি করাত যা এই মানের চেয়ে নিস্তেজ তা তীক্ষ্ণ করা কঠিন। এটি সাধারণ পরিধান সরঞ্জামের চেয়ে বেশি সময় নেবে। পরিধানের মাত্রা হয় কাটার ধরন দ্বারা বা দাঁত দ্বারা নির্ধারিত হয়।
আমরা যতটা সম্ভব কত sharpenings উত্পাদিত হয় ভুলবেন না. এই মান 30-35 বার মধ্যে অবস্থিত। এই ফলাফল অর্জন করতে, উভয় পৃষ্ঠতল একবারে প্রক্রিয়া করা হয়।  বৃত্তাকার করাত ধারালো করার জন্য মেশিন আপনাকে শুধুমাত্র একটি প্লেনে কাজ করতে দেয়। এবং তারপর এটি প্রায় 2 গুণ কমে যাবে।
বৃত্তাকার করাত ধারালো করার জন্য মেশিন আপনাকে শুধুমাত্র একটি প্লেনে কাজ করতে দেয়। এবং তারপর এটি প্রায় 2 গুণ কমে যাবে।
কাজ শুরু করার আগে, কাজের ডিস্কটি ময়লা থেকে পরিষ্কার করুন এবং প্রবণতার কোণগুলিও পরিমাপ করুন। ধারালো করার প্রস্তুতি দাঁতের সামনে থেকে বাহিত হয়। যে ধাতব স্তরটি সরানো যেতে পারে তা হল 0.20 মিমি।
যদি ঘর্ষণকারী ধারালো করার জন্য ব্যবহার করা হয় তবে সেগুলিকে তরল দিয়ে ঠান্ডা করতে হবে। বিশেষ রচনা(SOZH)। জন্য ভাল জিনিসএবং নির্দিষ্ট মাধ্যাকর্ষণ হ্রাস করে, উচ্চ শস্য আকারের একটি বৃত্ত বেছে নেওয়া ভাল।
কোন nicks বা অনিয়ম অনুমতি দেওয়া উচিত, এমনকি যদি এটি বাড়িতে তৈরি মেশিনবৃত্তাকার করাত ধারালো করার জন্য। তারা কাজ থেকে অসময়ে প্রস্থান এবং ধাতু চূর্ণবিচূর্ণ হতে পারে.
কারিগর
নিজেকে শাণিত করা কঠিন হবে না। বিশেষ করে যদি আপনার কাছে প্রয়োজনীয় যন্ত্রপাতি থাকে। এবং যদি না হয়, তাহলে আপনি নিজেই এটি তৈরি করতে পারেন। বৃত্তাকার করাত তীক্ষ্ণ করার জন্য একটি মেশিন তৈরি করা সম্ভব, যার দাম কেবলমাত্র সাধারণ অংশগুলি থেকে খুশি হবে। এটি করার জন্য, আপনার নিম্নলিখিত মৌলিক উপাদানগুলির প্রয়োজন হবে:
ইঞ্জিন;
ক্যালিপার;
কাত প্রক্রিয়া;
স্ক্রু বন্ধ করুন।
বৃত্তটি ইঞ্জিনে স্থির করা হয়েছে, ডিস্ক ব্লেড - ক্যালিপারে, যখন স্ক্রুগুলি বৃত্তের অক্ষ বরাবর ওয়ার্কপিসের চলাচল নিশ্চিত করবে, যা পছন্দসই কোণ সরবরাহ করবে।
বৃত্তাকার করাত তীক্ষ্ণ করার জন্য একটি মেশিন হিসাবে এই জাতীয় উপাদানের প্রধান কাজ হল বৃত্তের সাপেক্ষে প্রয়োজনীয় অবস্থানে তাদের ঠিক করা। কোণগুলির সঠিক পর্যবেক্ষণের জন্য এটি প্রয়োজনীয়, এটি বৃত্তের সাথে একই সমতলে মেশিনের ফ্রেমে মাউন্ট করা স্ট্যান্ড দ্বারা নিশ্চিত করা যেতে পারে।
যখন চাকতিটি স্ট্যান্ডে স্থাপন করা হয়, তখন দাঁতগুলি করাত মেশিনের সমতলের সাথে লম্ব হওয়া উচিত। 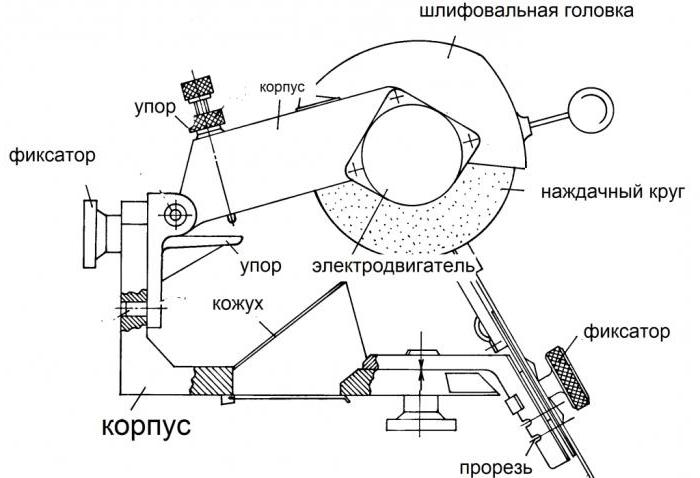 স্ট্যান্ডটিকে স্থির করতে হবে না, যদি প্রয়োজন হয় তবে আপনি এটিকে ভাসমান করতে পারেন, এর জন্য, একপাশে কব্জাটি স্ক্রু করুন এবং দ্বিতীয় অংশটিকে বোল্ট দিয়ে কঠোরভাবে ফ্রেমে হুক করুন। এই ধরণের কাঠামোতে, আপনি সহজেই যন্ত্রের ডিস্কটিকে পছন্দসই কোণে ঘুরিয়ে দিতে পারেন এবং একটি প্রদত্ত সমতলে কাজ করতে পারেন।
স্ট্যান্ডটিকে স্থির করতে হবে না, যদি প্রয়োজন হয় তবে আপনি এটিকে ভাসমান করতে পারেন, এর জন্য, একপাশে কব্জাটি স্ক্রু করুন এবং দ্বিতীয় অংশটিকে বোল্ট দিয়ে কঠোরভাবে ফ্রেমে হুক করুন। এই ধরণের কাঠামোতে, আপনি সহজেই যন্ত্রের ডিস্কটিকে পছন্দসই কোণে ঘুরিয়ে দিতে পারেন এবং একটি প্রদত্ত সমতলে কাজ করতে পারেন।
কাজে অসুবিধা
ধারালো করার জন্য বৃত্তাকার করাত ব্যবহার করার সময়, আপনি ভুল কোণ গঠনের সাথে যুক্ত অসুবিধার সম্মুখীন হতে পারেন। এই জাতীয় ত্রুটি দূর করার জন্য, বৃত্তের তুলনায় প্রয়োজনীয় অবস্থানে করাতের কেন্দ্রটি ঠিক করা প্রয়োজন। একটি স্ট্যান্ডে তৈরি একটি খাঁজ যেমন একটি সমস্যা সমাধান করতে পারে। এটা করাত সোজা করতে সাহায্য করবে। এছাড়াও আছে সহজ সমাধান- কাজের পৃষ্ঠে স্টপ তৈরি করুন যা ডিভাইসটিকে সঠিক অবস্থানে ঠিক করতে পারে।
শোষণ
শুরুর আগে স্ব-উৎপাদনএই ইউনিটে, আপনাকে বৃত্তাকার করাত তীক্ষ্ণ করার জন্য মেশিনের অঙ্কনগুলি বিবেচনা করতে হবে। আপনি নিজেরাই সেগুলি গণনা করতে পারেন, বা আপনি একজন পেশাদারের কাছে যেতে পারেন। যে কোনও ক্ষেত্রে, ভবিষ্যতের ডিভাইসের সমস্ত সূক্ষ্মতা বোঝার জন্য, কেউ একটি প্রাথমিক কাগজ সংস্করণ ছাড়া করতে পারে না। আপনার যদি প্রয়োজনীয় জ্ঞান থাকে তবে আপনি মাস্টারের সাথে যোগাযোগ না করেই মোকাবেলা করতে পারেন। 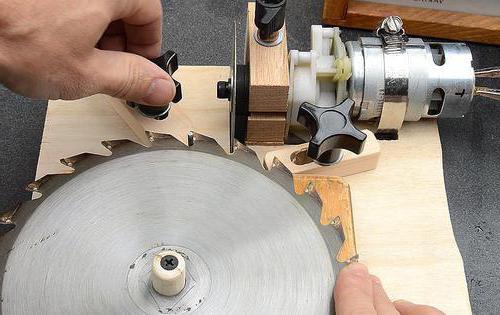 কাগজে ভবিষ্যতের মেশিনটি বাস্তবায়নের পরে, প্রক্রিয়াটিতে কী সরঞ্জাম এবং উপকরণ প্রয়োজন হবে, ইতিমধ্যে কী আছে এবং কী কেনা দরকার তা স্পষ্ট হয়ে উঠবে।
কাগজে ভবিষ্যতের মেশিনটি বাস্তবায়নের পরে, প্রক্রিয়াটিতে কী সরঞ্জাম এবং উপকরণ প্রয়োজন হবে, ইতিমধ্যে কী আছে এবং কী কেনা দরকার তা স্পষ্ট হয়ে উঠবে।
কারখানা ইউনিটের তুলনায় দামের দিক থেকে একটি বৃত্তাকার করাত শার্পিং মেশিনের একটি দুর্দান্ত সুবিধা রয়েছে। এটি কাজ করার জন্য কোন বিশেষ দক্ষতা প্রয়োজন হয় না.
একটি মেশিন ছাড়া শার্পনিং
আপনি একটি মেশিনের সাহায্য ছাড়া বাড়িতে একটি করাত ধারালো করতে পারেন. কিন্তু একই সময়ে, এটিকে তীক্ষ্ণ করার সময় আপনার এটিকে ম্যানুয়ালি ধরে রাখা উচিত নয়। সঠিক অপারেশনের জন্য, হাতের প্রচেষ্টা যথেষ্ট হবে না এবং চোখটি পছন্দসই কোণটি সারিবদ্ধ করতে সক্ষম হবে না। কাজটি সহজ করার জন্য, আপনি কিছু ধরণের ফিক্সেশন ডিভাইস ব্যবহার করতে পারেন; এই উদ্দেশ্যে, একটি নিয়মিত ফ্ল্যাট ডেলিভারি দরকারী। এই ক্ষেত্রে, গ্রাইন্ডিং ডিস্কের অক্ষটি অবশ্যই স্ট্যান্ডের পৃষ্ঠের সাথে মিলিত হতে হবে। এবং বৃত্ত, ঘুরে, করাত ঋজু স্থাপন করা উচিত। প্রয়োজন হলে, কোণগুলি তৈরি করতে, কব্জাগুলির সাহায্যে কাঠামোটি চলমান করা হয়। কিন্তু এখানে সামনে এবং পিছনে তীক্ষ্ণ করার একই কোণ বজায় রাখা একটি অসুবিধা আছে। ঘষিয়া তুলিয়া ফেলিতে সক্ষম ডিস্কের বিরুদ্ধে করাত ব্লেডের কঠোর স্থিরকরণ এটি এড়াতে সহায়তা করবে। এটি একটি ম্যান্ড্রেল খাঁজ ব্যবহার করে বা স্ট্যান্ডে স্টপ সংযুক্ত করে করা যেতে পারে, যা আপনাকে কোণটি সুরক্ষিত করতে দেয়।
উপসংহার
যে কোনও সরঞ্জামের মতো, একটি বৃত্তাকার করাতের যথাযথ ব্যবহার এবং যত্ন প্রয়োজন। প্রযুক্তির সাথে সম্মতি পণ্যের পরিষেবা জীবন বৃদ্ধি করবে।
সুতরাং, আমরা কার্বাইড করাত ব্লেডগুলিকে তীক্ষ্ণ করার জন্য কীভাবে একটি মেশিন তৈরি করব তা খুঁজে বের করেছি। এটি করার জন্য, আপনার বেশ কয়েকটি উপকরণের পাশাপাশি কিছু দক্ষতা এবং আপনার নিজের হাতে একটি দরকারী জিনিস তৈরি করার ইচ্ছার প্রয়োজন হবে।










জ্যাকব কিভাবে ঈশ্বরের সাথে কুস্তি করেছিলেন - বাইবেলের ব্যাখ্যা
একটি দুষ্ট হৃদয়ের টেমিং জন্য প্রার্থনা
শুভ জন্মদিন প্রিয় যাজক জুলিয়া
ভিরিটস্কির শ্রদ্ধেয় সেরাফিম, যিনি সরভের সেরাফিমের তীর্থযাত্রার পুনরাবৃত্তি করেছিলেন
ঈশ্বরের সর্ব-দর্শন চোখের আইকন - অর্থ, কি সাহায্য করে, ইতিহাস