Шлифовальные станки ленточного типа используются в различных случаях, зачастую в промышленности. Гриндер – ленточно-шлифовальный станок, предназначенный для сухого шлифования изделия, который относится к рассматриваемой категории оборудования. При этом изделие может быть металлическим, из искусственного или натурального камня или другим. Создать гриндер своими руками можно, воспользовавшись рекомендациями и определенными чертежами.
Шлифовальные машины - это необходимость любого курильщика. Конечно, некоторые люди скажут вам, что измельчители переоценены, но они, вероятно, просто хотят, чтобы у них был один. Если у вас нет лишних денег, или если вы действительно не думаете, что шлифовальные машины являются хорошей инвестицией, мы покажем вам, как быстро и дешево сделать мясорубку дома.
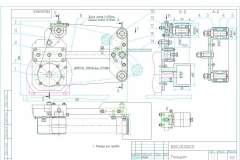
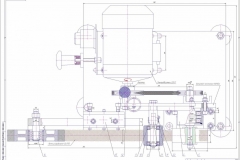
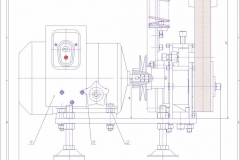
Гриндер своими руками. Чертежи с размерами
Измельчение сорняков - отличный метод, если вы пытаетесь марихуаны. Измельчая почки, вы увеличиваете площадь поверхности и делаете это так, чтобы вместо больших галсов вы могли забирать маленькие пилки травы. Если у вас нет дробилки, но вам нужно рубить свой материал, выполните следующие действия.
Изготовление своими руками
Рассматривая возможность сделать гриндер своими руками, у многих домашних мастеров возникает желание выполнить работу, так как при помощи этого оборудования можно проводить различные технологические операции шлифования с деталями. При этом деталь может быть изготовлена из металла или дерева, пластика.
Как сделать мясорубку - что вам нужно
Как только вы соберете свои запасы, положите сорняк и никель в бутылку с таблеткой, закройте его и встряхните, как изображение Полароида. Откройте бутылку с таблеткой, и у вас должно быть неплохо намотано. Конечно, этот метод не будет столь же эффективным, как использование реальной дробилки, но в пробке это будет сделано. Мы рекомендуем вам попробовать использовать сорняк, который находится на сухой стороне, так как никель не будет делать хорошую работу, отскакивая от влажных гаек.

К сожалению, этот метод не очень помогает собирать мощный ковер, который выпадает из почек. Традиционные шлифовальные машины часто имеют отдельную камеру, которая позволяет короту проваливаться и собираться для последующего использования. Конечно, бутылка с таблеткой будет собирать все, что вы оставите, но извлечение ее снизу будет тяжелой задачей.
Промышленные варианты исполнения, как правило, имеют высокую стоимость. Также не стоит забывать о том, что оборудование требует периодического обслуживания, самодельный ленточно-шлифовальный станок можно отремонтировать самостоятельно без наличия специальных инструментов или оборудования.
![]()
Другой способ, которым вы можете собрать самодельную дробилку, - это стакан и несколько ножниц. Просто положите сорняк в стакан, а затем поднимите его. Это, вероятно, самый распространенный метод для студентов колледжа, которые оказываются «безжалостными», но поверьте мне, вам не нужно быть в общежитии, чтобы использовать этот метод.
Эти методы создания самодельных шлифовальных машин у себя дома всегда будут работать в пробке, но попытайтесь взять на себя настоящую вещь. Эти шлифовальные машины будут работать на протяжении всей недели, и, скорее всего, вы найдете небольшие металлические хлопья.
Использовать гриндер можно для реализации следующих технологических задач:
- снятие заусенцев;
- устранение небольших дефектов поверхности;
- снятие облоя;
- зачистка коррозионного слоя;
- устранение последствий проведения лазерной, плазменной или иной резки;
- устранение дефектов, допущенных при проведении процесса сварки.
На рисунке показаны помощники мастеров-шлифовальных пигментов: это был первый этап художественного обучения в мастерской. Г-н Пофэм дал этот рисунок в последней фазе Пармиджанино и сравнил плотно скрученные волосы с рисунком головы молодого человека в Чатсуорте.
Библиографические ссылки
Пармиджанино, малярные «гарзоны», измельчающие пигменты на крышке сундука. Итальянский художник Пармиджанино был превосходным рисовальщиком. Копирование старых мастер-чертежей было традиционной частью подготовки художника. Бесцентровое шлифование без наконечника аналогично шлифованию на центральной машине. Работа помещается на лезвие, а регулировочное колесо перемещается в запрограммированную подачу, чтобы начать шлифование. Работа не перемещается в осевом направлении в этом типе бесцентрового шлифования.
Учитывая вышеприведенные особенности, многие решают сделать гриндер своими руками.



Установка центральной линии заготовки на осевых линиях шлифовальных и регулирующих колес не приведет к округлению. В этой установке любое высокое пятно создаст диаметрально противоположное низкое пятно. Со временем заготовка будет выглядеть как преувеличенная форма, показанная внизу.
Особенности работы по изготовлению своими руками
На чертеже показано, как можно настроить алмазный блок для получения истинного линейного контакта на регулирующем колесе. Рисунок справа иллюстрирует быструю проверку, чтобы определить, правильна ли настройка трассировки. Линия износа рабочего лезвия должна быть параллельна верхней кромке лезвия.
Особенности работы по изготовлению своими руками
Не все могут позволить себе даже простой ленточно-шлифовальный станок, созданный на заводе. Это связано с высокой стоимостью профессионального оборудования. Также не стоит забывать о том, что размеры промышленного ленточно-шлифовального станка гриндер очень большие. С большими размерами ленточно-шлифовальный станок может не стать в отведенное помещение, усложняется его транспортировка. Конструкция гриндера относительно проста, что дает возможность провести его создание своими руками.
Изготовление своими руками
Шлифование в подаче обычно применяется для непрерывных производственных процессов. Колеса одеты таким образом, что заготовка проходит через зону резания по поверхности шлифовального круга. Часто для завершения заготовки достаточно одного прохода. Чтобы обеспечить бесцентровое шлифование для создания закругления на заготовке, он должен располагаться над осевой линией колес. В этой установке высокие пятна больше не создают диаметрально противоположных низких пятен. Вместо этого высокие пятна измельчаются и происходит постепенное округление заготовки.
Как и при выполнении любой другой работы от проведения подготовительного этапа зависит многое. Для того чтобы создать гриндер своими руками нужно учесть нижеприведенные моменты:
- Для начала нужно набросать чертеж, который будет отображать особенности конструкции. На основании чертежа будет понятно то, какие материалы и инструменты понадобятся для проведения работы.
- Далее находим необходимые инструменты: дрель, болгарка, электрический лобзик. Стоит учитывать тот момент, что многие чертежи гриндера определяют необходимость использования металлических элементов для укрепления конструкции, гашения вибрации и так далее. Поэтому при выборе инструмента стоит учесть, что нужно будет также работать и с металлом.
- Некоторые детали самостоятельно не создашь, так как нужен токарный станок. Поэтому нужно быть готовым к тому, что понадобятся услуги токаря.
Хорошо, что шлифование - это процесс обработки металла, который больше всего связан с «черным искусством» и «дымом и зеркалами». Большая часть этой мифологии усугубляется общим недостатком понимания основных основ, которые делают успешные шлифовальные применения.
Из процессов измельчения бесцентровые, безусловно, относятся к наименее понятным с фундаментальной точки зрения. На первый взгляд, это действительно бросает вызов большей части того, что, как мы думаем, мы знаем о резке металла. Наиболее очевидным является очевидная нехватка рабочих мест. Часть только находится между регулирующим и шлифовальным кругом, по-видимому, свободным, чтобы выйти из зоны резания по желанию.
При выборе чертежа отметим тот момент, что большой популярностью пользуются варианты, используемые для создания своими руками ленточно-шлифовального станка, при помощи которого шлифование можно провести в горизонтальной и вертикальной плоскости. Этот вариант исполнения, который также можно сделать своими руками, будет обладать большой функциональностью, так как обработка детали может происходить под нужным углом. Как правило, за основу берем схему промышленной модели, а затем изменяем ее под свои нужды.
Итак, как работает бесцентровое шлифование и каковы основные компоненты, которые необходимо понимать для успешной обработки деталей, последовательно и предсказуемо? Он отличается от других цилиндрических процессов тем, что заготовка не механически ограничена.
В отличие от шлифовального станка типа центра или черешни, детали, изготовленные с использованием бесцентрового процесса, не требуют центральных отверстий, драйверов или крепежных деталей. Вместо этого заготовка поддерживается на собственном наружном диаметре рабочей лопаткой, расположенной между высокоскоростным шлифовальным кругом и более медленным колесом регулировки скорости с меньшим диаметром.
Процесс изготовления своими руками
При создании силовых деталей следует использовать металл, толщина которого составляет 10 миллиметров и более. Для того чтобы облегчить работу можно сделать своеобразную разметку на поверхности согласно чертежу. Для нанесения разметки используется маркер, точность изготовления силовых деталей не играет большой роли. Провести резание можно при помощи плазменной резки, но такое оборудование крайне редко встречается в доме.
Процесс изготовления своими руками
Это взаимосвязь между этими тремя основными компонентами - шлифовальным кругом, регулирующим колесом и рабочим клинком - делает разницу между успешным бесцентровым шлифовальным применением и тем, что дает головные боли и плохие детали. При цилиндрическом шлифовании понимание процесса является относительно простым.
На бесцентровом шлифовальном станке нет центров, поэтому, казалось бы, нет возможности контролировать размер заготовки или округлость. Однако все наоборот. Бесцентровое шлифование, если оно настроено правильно, обеспечит округлость, чистоту поверхности и допуски размеров, которые являются одними из лучших в металлообработке. Кроме того, этот процесс позволяет улучшить округлость заготовок заготовки вне круга.
При изготовлении основания лучше всего использовать металл, толщина которого более 12 миллиметров. Соединять элементы можно при помощи винта и гайки – только придется сделать довольно много различных отверстий в металле. Также сборка проводится при использовании электросварки.
Выбор ленты для гриндера
Создание округлости из внеочередных условий - это претензия на славу процесса бесцентрового шлифования. Он делает это благодаря связи между шлифовальным кругом, регулирующим колесом и рабочим клинком. С точки зрения оператора, с точки зрения оператора, бесцентровая шлифовальная машина имеет шлифовальный круг слева, рабочая лопасть посередине и колесо регулировки меньшего диаметра справа. Для большинства применений осевая линия шлифовального круга и регулирующего колеса в той же плоскости, на равных высотах над машинным лотком.
Сложности при работе по изготовлению ленточно-шлифовального станка могут создать элементы конструкции, которые отвечают за вращение поворотного механизма для обеспечения обработки в нескольких плоскостях. Как правило, пазы для поворота делает фрезеровщик, но можно попробовать и самостоятельно выполнить их вырезание при помощи дрели, напильника, бормашинки.
Чтобы добиться округления, рабочий клинок должен быть установлен таким образом, чтобы осевая линия заготовки была выше осевой линии шлифовальных и регулирующих колес. Это критическое отношение для успешного бесцентрового шлифования. Если заготовка лежит на плоском рабочем клинке, который находится в центре с регулировочными и шлифовальными кругами, контактные точки образуют три стороны квадрата. По мере того как часть заземляется в этой настройке, любое высокое пятно на обрабатываемой детали слегка сдвигает работу на лезвие, позволяя шлифовальному кругу обрезать прямо противоположное низкое пятно.
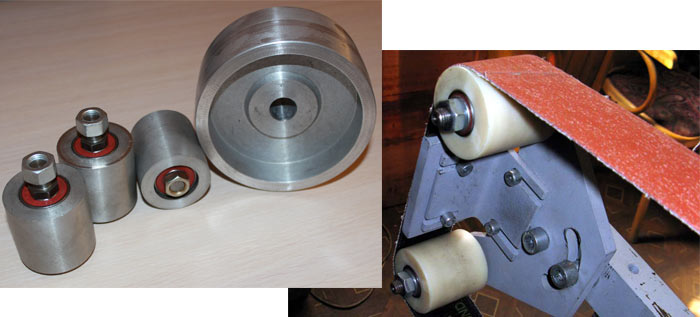
Отдельное внимание нужно уделить тому, как сделать ролики. При рассмотрении этого вопроса отметим нижеприведенные моменты:
- создавая мини гриндер своими руками, следует выбирать титановые или дюралюминиевые ролики. если нельзя найти ролики из этих материалов, то можно использовать стальные болванки.;
- ролики должны обладать точной геометрической формой. именно поэтому работу по их изготовлению следует доверить квалифицированному токарю;
- ролик, который будет фиксироваться на валу используемого электродвигателя, должен быть изготовлен из стали. это связано с тем, что размер этого ролика будет довольно большим, найти титановую заготовку довольно сложно, а другие материалы могут не выдержать возникающую нагрузку.
При этом стоит учитывать, что понадобиться 4 ролика:
Со временем эта настройка создаст три доли на заготовке, которые могут быть размерно точными, но далеко не круглыми. Установка углового рабочего клинка, чтобы он наклонялся к регулирующему колесу и поддерживал осевую линию заготовки над центральной линией регулирующих и шлифовальных кругов, заключается в том, как бесцентровая операция может создавать округлость. В этой установке, если высокое пятно соприкасается с лезвием или регулирующим колесом, оно не создает прямо противоположное низкое пятно из-за угла, создаваемого между осевыми линиями колес и обрабатываемой детали.
- приводной (150 мм);
- натяжной (100 мм);
- два меленьких для направления ленты (70 мм).
При сборке конструкции стоит учитывать, что они должны располагаться строго на одной линии. В противном случае используемая лента будет постоянно соскакивать. Ширина болванок выбирается с учетом того, какую ширину будет иметь лента. При этом должен быть запас по этому показателю не менее 20% от общей ширины. В некоторых случаях цилиндру придается бочкообразная форма, для чего с каждого края делается небольшой скос. Цилиндрическая поверхность должна быть гладкой, лента не будет соскальзывать за счет сильного натяжения.
Вместо того, чтобы измельчить форму лепестка в заготовке, верхнее пятно постепенно уменьшается за счет действия шлифовального круга. Поэтому вместо того, чтобы создавать низкое пятно на периферии работы, равное высокому месту, шлифовальный круг генерирует пропорционально меньшее низкое пятно при его контакте с заготовкой.
Чтобы лучше визуализировать это закругление, представьте себе заготовку с несколькими высокими пятнами. Теперь представьте, что часть была заземлена только с одним вращением. Когда часть будет удалена, она будет показывать только высокие точки были затронуты.
Подшипникам нужно уделить внимание, так как они являются важной составной частью станка. Они должны быть исключительно закрытого типа. Это связано с тем, что процесс использования ленточно-шлифовального станка предусматривает образование большого количества пыли, которая при попадании во внутреннюю полость подшипника повышает трение и значительно снижает срок службы рассматриваемой конструкции. Также не стоит забывать о большой нагрузке, которая будет передаваться на ось и подшипники – выбирать нужно их только с 6-го класса.
Угол рабочего клинка помогает удерживать заготовку в контакте с регулируемым колесом медленного вращения и под ним, чтобы противостоять любой тенденции «вращаться» до скорости шлифовального круга. Это не то, чего вы хотите добиться. Чтобы начать операцию бесцентрового шлифования, необходимо установить рабочую высоту клинка. Это позволит контролировать осевую линию заготовки, высоту над осевой линией двух колес, которая определяет закругляющее действие операции бесцентрового шлифования.
Самостоятельное изготовление гриндера
Одна из самых распространенных ошибок установки, которые мы видим, - говорит г-н Пейн, - является неправильным измерением высоты заготовки. Это критическое измерение и не следует угадывать. Эмпирическое правило для установки правильной высоты заготовки диаметром до 1 дюйма должно иметь половину диаметра детали над центральной линией шлифовальных и регулирующих колес. Таким образом, для заготовки диаметром 1 дюйм высота должна быть на полдюйма выше центральной оси колеса. «Это основная отправная точка для большинства бесцентровых шлифовальных установок», - говорит г-н.
Выбор привода
Изготавливая мини гриндер своими руками, следует правильно провести выбор привода. Как правило, мощность электродвигателя должна быть не менее 1,2 кВт даже при условии возникновения небольшой нагрузки. Для бытового использования подходят модели, которые работают от обычной сети 220 В. Также нужно обратить внимание на то, что электродвигатель должен иметь большое количество оборотов для повышения показателя точности обработки. Многие модели имеют лопасти для обдува корпуса, что позволяет снизить температуру. Несмотря на примитивность технологии она весьма полезна.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter .
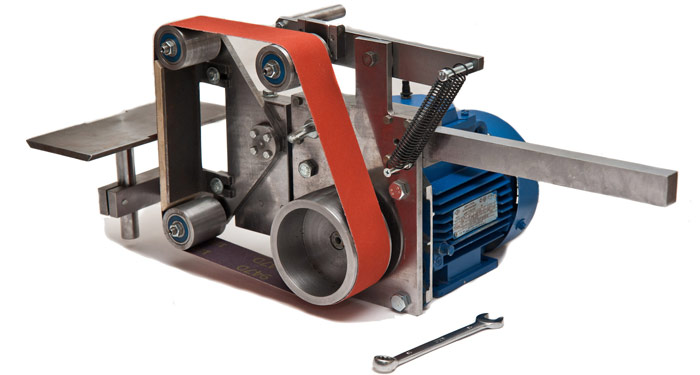
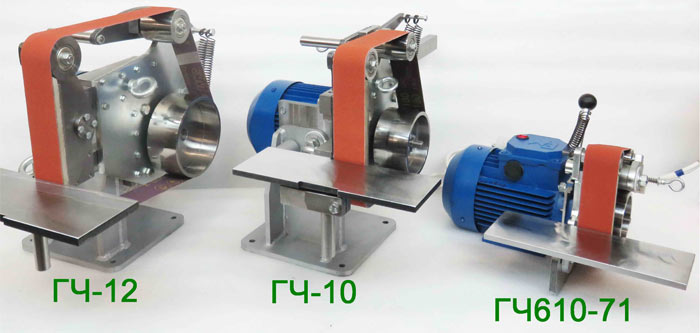
Настольный ленточно-шлифовальный станок или, короче – ленточный гриндер (хотя, если уж точно произносить это англоязычное слово – то грайндер) представляет собой приводное устройство, предназначенное для шлифования и доводки плоских поверхностей, снятия слоя ржавчины или краски, а также ликвидации острых кромок и заусенцев со стальных и любых неметаллических деталей. Но цена промышленных моделей, даже отечественного производства, стартует от 16…18 тыс. рублей. Стоит подумать о самодельном гриндере…
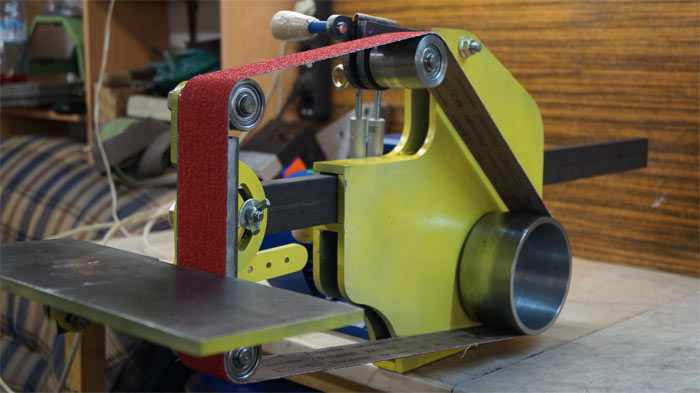
Работа и конструкция ленточного гриндера
Принцип работы гриндера несложен. Имеется группа роликов, через которые пропущена шлифовальная лента требуемой зернистости. Если привести во вращение ведущий ролик, насаженный на выходной вал электродвигателя, то автоматически начнут вращаться и остальные. Регулируя относительное расположение ведомых роликов, можно шлифовать поверхности, имеющие дефекты различной глубины. Для компенсации вероятного растяжения ленты (при её длительной эксплуатации) предусматривается механизм натяжения одного из роликов (как правило, того, который в кинематической цепи станка находится где-то между ведущим и ведомым).
В конструкцию ленточного гриндера входит столик, на котором должно закрепляется обрабатываемое изделие. Лучше, если такой столик будет иметь возможность поворачиваться вдоль одной из осей на угол до 90º: тогда возможно шлифование двух взаимно перпендикулярных плоскостей с одной установки детали. В качестве средства безопасности на раме станка есть смысл предусмотреть откидное защитное стекло из прозрачного акрила – тогда нет опасений, что чешуйка сошлифованной краски или окалины попадёт в глаз оператору. Естественно, потребуются органы управления, которые размещаются в станине или на раме станка. Переносные исполнения снабжаются прочной стойкой, на основании которой имеются крепёжные отверстия, при помощи которыхгриндер можно закрепить на верстаке.
Попробуем абстрагироваться от изящества дизайна и цвета, и взглянем на конструкцию трезво. Сразу бросается в глаза визуальная неустойчивость станка: вылет консольно расположенных роликов намного больше, чем опорная поверхность под станиной. Кроме того, отсутствие столика не позволяет обрабатывать сравнительно массивные поверхности, которые длительно держать навесу просто неудобно. Увеличенная длина ленты (и сопутствующие этому механические потери на трение) становится причиной применения в приводе двигателя повышенной мощности, а, следовательно, и энергоёмкости. Узел натяжения изящен и прост в наладке, а в комплекте к станку имеются сменные шлифовальные насадки, позволяющие шлифовать даже внутренние поверхности – но стоит ли за это выкладывать более 100 тыс. руб.?
Выбор ленты для гриндера
Подбор ленточного гриндера целесообразно начать с конца, а именно — определить, какой ширины и высоты поверхности будут обрабатываться шлифованием. После чего сравнить эти потребности с фактическими размерами шлифовальных лент, которые имеются в продаже.
Как известно, бесконечные шлифовальные ленты различаются своей длиной, шириной и степенью зернистости. Размерный ряд шлифовальных лент отечественного и импортного производства, которые предназначены для применения в гриндерах, следующий: длина 610, 915, 1230, 1600, 1830 мм, при ширине 50 и 100 мм. Можно поискать и другие, но при безусловном выполнении следующих требований:
- Лента должна иметь тканевую эластичную основу;
- Выдерживать угловые скорости не ниже 1500 мин -1 ;
- Обладать высокой абразивной стойкостью;
- Допускать относительное удлинение без разрыва материала не менее 10…15%;
- Минимально нагреваться при длительном непрерывном шлифовании.
Необходимо отметить, что для самодельного гриндера лучше подойдут шлифовальные ленты длиной не более 1230 мм. Короткие ленты сильнее изнашиваются, поскольку не успевают остывать при своём холостом движении, а более длинные автоматически увеличивают габариты станка, не давая взамен каких-то видимых преимуществ.
Важны также и показатели механической прочности материала ленты. Категорически не рекомендуется ориентироваться на составные ленты, пусть даже и склеенные двойным скотчем: при работе место стыка растягивается, а натяжение ленты ослабевает. Более того, возможен внезапный разрыв ленты со всеми вытекающими отсюда последствиями. Учитывая быструю скорость движения ленты по поверхностям роликов, удельные усилия шлифования не должны превышать 0.7…0,8 кг/см 2 . Этому соответствуют параметры механической прочности ленты из электрокорунда в пределах 800…900 МПа.
Важно, что перед применением лента должна быть вывешена на цилиндре диаметром от 50…60 мм в течение как минимум 48 часов. Это обеспечит естественное удлинение изделия перед его эксплуатацией.
Гриндер своими руками. Чертежи с размерами
Основное внимание при разработке стоит уделить конструкции роликов, фиксации изделия при шлифовании и выбору мощности электродвигателя. Рассмотрим эти моменты подробнее.
Конструирование роликов
Особо важно правильно изготовить головной, ведущий ролик. Он должен быть достаточно массивным, чтобы, обладая заметным моментом инерции, не сразу разгонять ленту до фактических значений окружной скорости. Учтём, что для привода самодельного ленточного гриндера будет с очевидностью принят стандартный электродвигатель, со скольжением не выше 9%, тогда эта скорость при номинальных 1500 мин -1 будет составлять не более 1380…1400 мин -1 . С другой стороны из стали этот ролик изготавливать также нельзя: при пуске двигатель может сразу не провернуть массивный ролик.
Выход: либо использовать дюралюминий марки не ниже Д16, либо изготовить стальной ролик полым. При этом с увеличением диаметра ролика полость придётся выполнять глубже.
На ролике желательно предусмотреть торцевую канавку, ширина и глубина которой будет соответствовать сечению намеченной к применению бесконечной шлифовальной ленты. Этим исключается возможный сход ленты с одного из роликов, если их оси не будут расположены строго в одной плоскости.
Аналогичные канавки выполняются на ведомом и натяжном ролике. Их можно изготавливать из дюралюминия, и не вытачивать в них полости.
Особое внимание необходимо уделить шероховатости поверхности роликов. Она должна быть в пределах Ra1,25… Ra2,5. При большей шероховатости будет наблюдаться ускоренный износ ленты, при меньшей — возможно её проскальзывание в случае длительного шлифования.
Ролики ленточного гриндера должны обязательно устанавливаться в закрытые подшипниковые узлы на базе подшипников качения: так исключается случайное попадание частиц сошлифованного материала на оси роликов. Основное требование к подшипникам – соответствие его несущей способности фактическому числу оборотов двигателя.
Для крепления роликов на осях можно использовать обычные шплинты, либо выполнять ось в виде пальца с буртом, как это предписывает ГОСТ 9650. Выходной ролик должен иметь шпоночный паз для установки на вал электродвигателя.
Выбор электродвигателя и поворотного стола
В процессе изготовления гриндера своими руками важно верно подобрать привод. В большинстве случаев подойдёт двигатель с числом оборотов 1500…3000 мин -1 , при мощности от 0,75 кВт (можно и больше – до 1…1,5 кВт, однако в этом случае повышенных скоростей шлифования может не выдержать материал бесконечной шлифовальной ленты). Выбор мощности диктуется основной долей работ, которые предстоит выполнять на станке. Например, при преобладании чернового, силового шлифования (съём ржавчины, окалины, зачистка заусенцев) двигатель обычно выбирают помощнее, а номинальное число оборотов, наоборот, может быть уменьшено до 1200 мин -1 . К концу выходного вала двигателя присоединяют ведущий ролик.
Учитывая, что при шлифовке выделяется значительное количество пылевидных отходов, корпус двигателя должен быть закрытым и обдуваемым, поэтому рекомендации использования в качестве привода двигателя от старой стиральной машины не стоит принимать во внимание.
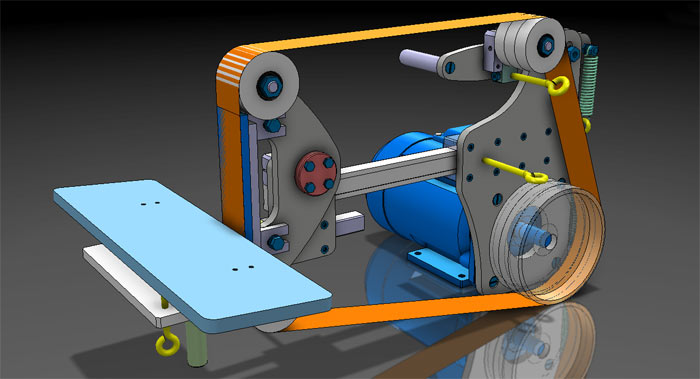
Проектируя самодельный гриндер, есть смысл заложить в конструкцию максимальную технологичность. Этому способствуют два обстоятельства:
- Изготовление поворотного стола;
- Наличие прижимной плоскости, на которую можно опирать шлифуемое изделие.
Первая задача решается так. Столик изготавливается с подвижным кронштейном, который имеет возможность поворота относительно горизонтальной оси на фиксированные углы.
Стол должен выдерживать заметные технологические нагрузки, а потому должен быть не тоньше 15…20 мм (для снижения массы детали целесообразно и здесь использовать дюралюминий).
В качестве прижимной плоскости целесообразно использовать раму станка. Для этого одну из поверхностей – ту, которая будет находиться у предметного столика – надо прошлифовать, и обеспечить ей максимальную жёсткость.










Логопедические упражнения на звуки т и д
Черты характера: примеры
Методика «Сложные аналогии»
Анисимов петровские реформы
Смотреть что такое "Брет Гарт" в других словарях