মেশিনে পণ্য প্রক্রিয়াকরণের আদেশ সম্পর্কে তথ্য ফ্রেমে ফ্রেমে প্রবেশ করা হয়। ফ্রেম একটি অংশ নিয়ন্ত্রণ প্রোগ্রাম, প্রবেশ করা হয়েছে এবং একটি একক ইউনিট হিসাবে প্রক্রিয়া করা হয়েছে এবং কমপক্ষে একটি কমান্ড রয়েছে৷
প্রতিটি ফ্রেমে, প্রোগ্রামের শুধুমাত্র সেই অংশটি রেকর্ড করা হয় যা পূর্ববর্তী ফ্রেমের সাথে পরিবর্তিত হয়।
একটি ফ্রেম এমন শব্দ নিয়ে গঠিত যা তাদের অনুসরণকারী ডেটার উদ্দেশ্য নির্ধারণ করে।
এবং আপনি এই টেবিলে তাদের দেখতে পারেন. এটি একটি নির্দিষ্ট সময়ের সাথে বিলম্ব বা বিরতি। ডেটার একক ইঞ্চিতে প্রকাশ করে। মিলিমিটারে প্রকাশ করা ডেটার একক। ইন্টারপোলেশন হল প্রক্রিয়া যার মাধ্যমে। লিনিয়ার ইন্টারপোলেশন প্রথমে আমাদের জানতে হবে ইন্টারপোলেশন কি। সম্ভাব্য মান যা এই কমান্ডের সাথে থাকে। ঘড়ির কাঁটার বিপরীত দিকে বৃত্তাকার আন্দোলন। ইনিংস। রেডিও ব্যবহার করে ট্রেসিং আর্কস: আসুন প্রথমটি দেখি। যদিও উভয়ই রৈখিক ইন্টারপোলেশন বা রৈখিক আন্দোলন।
উদাহরণ স্বরূপ:
N3 - ফ্রেমের ক্রম সংখ্যা
G02 - প্রস্তুতিমূলক ফাংশন
(G01 - সরলরেখায় একটি বিন্দুতে চলে যাওয়া
G02, G03 - ঘড়ির কাঁটার দিকে বা ঘড়ির কাঁটার বিপরীত দিকে বৃত্তাকার ইন্টারপোলেশন)
X - অক্ষ বরাবর চলাচলের শেষ বিন্দুর স্থানাঙ্ক, Y - (উদাহরণস্বরূপ, X + 037540 (375.4 মিমি)
বৃত্তাকার ইন্টারপোলেশনে আর্ক সেন্টার স্থানাঙ্ক
F4 - ফিড কোড (যেমন F0060 (60mm/min)) S2 - স্পিন্ডল স্পিড কোড T2 - টুল নম্বর
আমরা হব. এই ক্ষেত্রে, টুল এবং ওয়ার্কপিসের মধ্যে কোন যোগাযোগ নেই। এবং যদি বক্ররেখার কেন্দ্র ব্যাসার্ধ দ্বারা দেওয়া হয়। এটা এটা সম্পর্কে. দুটি সম্ভাবনা আছে। যাদের কাছে পূর্ববর্তী সংজ্ঞাটি ব্যাখ্যা করতে সামান্য খরচ হয়। একটি চাপ বা বৃত্ত তৈরি করার দুটি উপায় আছে। আপনি যদি স্টার্ট পয়েন্ট এবং শেষ বিন্দুর অবস্থান জানেন। এখানে একটি চিত্র যেখানে আপনি তিনটি সম্ভাব্য ক্ষতিপূরণ দেখতে পারেন৷ এক্ষেত্রে. এটি সবচেয়ে বেশি ব্যবহৃত হয়। লেদস। পাথ শুরু হলেই শূন্য বিন্দু ব্যবহার করবে। মিলিং মেশিনের জন্য এই দুটি সর্বাধিক ব্যবহৃত এবং প্রমিত ব্যবস্থা। কিন্তু ভাল.
M2 - অক্জিলিয়ারী ফাংশন (টুল পরিবর্তন, টেবিল পরিবর্তন, কুলিং সুইচ অন, ওয়ার্কপিস ক্ল্যাম্পিং...)।
L3 - জ্যামিতিক তথ্যের সংশোধন লিখুন এবং বাতিল করুন।
LF - ফ্রেমের শেষ।
মেশিনের কার্যকারী সংস্থাগুলি সরানোর জন্য একটি প্রোগ্রাম তৈরি করতে, এটির সাথে একটি নির্দিষ্ট সমন্বয় ব্যবস্থা সংযুক্ত করা প্রয়োজন। Z অক্ষটি মেশিনের প্রধান টাকুটির অক্ষের সমান্তরালভাবে নির্বাচিত হয়, X অক্ষটি সর্বদা অনুভূমিক থাকে। একটি প্রোগ্রাম কম্পাইল করার সময়, শূন্য, প্রাথমিক এবং স্থির বিন্দুর ধারণাগুলি ব্যবহার করা হয়।
এই তিনটি দলের কাছে। বা মিলিমিটার প্রতি বিন্দু। অথবা অন্তত তার জানা উচিত। সেখান থেকে একটি সমতা প্রদর্শিত হবে, যা পরে মেশিন করা অংশগুলির মাত্রাগুলিতে অনুবাদ করা হবে। এবং তাদের মূল বিন্দুতে উল্লেখ করা হবে। সাধারণত. ব্যবহৃত টুলের ব্যাস জানে। মেশিনে সবসময় একটি রেফারেন্স পয়েন্ট থাকতে হবে। অভ্যন্তরীণভাবে, মেশিনটি বিন্দু দিয়ে কাজ করে। অর্থাৎ কারণ এটি সেই মান যা মেশিনের মেমরিতে লোড করা হয়। ইনক্রিমেন্টাল বা আপেক্ষিক মোডে অফসেট।
কম্পিউটার-সহায়তা উৎপাদন বলতে সাধারণত সংখ্যাসূচক নিয়ন্ত্রণের ব্যবহার বোঝায়, যা তৈরির জন্য সফ্টওয়্যার অ্যাপ্লিকেশন। বিস্তারিত নির্দেশাবলী, যা অংশ তৈরিতে সংখ্যাসূচক নিয়ন্ত্রণ সরঞ্জাম ব্যবহার করে।
নিয়ন্ত্রণ প্রোগ্রামের প্রস্তুতির মধ্যে রয়েছে:
1. অংশের অঙ্কন এবং ওয়ার্কপিস নির্বাচনের বিশ্লেষণ।
একটি মেশিনের প্রযুক্তিগত ক্ষমতা (মাত্রা, ইন্টারপোলেশন ক্ষমতা, সরঞ্জামের সংখ্যা ইত্যাদি) অনুযায়ী নির্বাচন।
একটি অংশ তৈরির জন্য একটি প্রযুক্তিগত প্রক্রিয়ার বিকাশ, একটি কাটিয়া টুল নির্বাচন এবং কাটার শর্ত।
4. অংশের স্থানাঙ্ক সিস্টেমের পছন্দ এবং টুলের শুরুর বিন্দু।
তারা যে ক্ষমতাগুলি অফার করে তার মধ্যে প্যারামেট্রিক অঙ্কন, অংশ এবং সমাবেশ, গতি সিমুলেশন, সংঘর্ষ সনাক্তকরণ, পরিমাপ এবং রেন্ডারিং অন্তর্ভুক্ত রয়েছে। প্রোগ্রামের মধ্যে রয়েছে মিলিং মেশিন, মেশিনিং সেন্টার, লেদ, এজ ব্লেড বিশেষজ্ঞ মডিউল, ইডিএম তারের কাটার মেশিন, লেজার কাটার, অক্সি-ফুয়েল, রাউটার ইত্যাদির প্রোগ্রামিং।
বিশেষ করে, মিলিং প্রক্রিয়ায় তিনটি স্তর রয়েছে। প্রক্রিয়াকরণ সরঞ্জামের সর্বোত্তম ব্যবহার। প্রক্রিয়াকরণ প্রক্রিয়াগুলি 70% পর্যন্ত সময় হ্রাস করে। উপাদান ধারণ এবং টুল পরিধান. এই পণ্য জটিল এবং জটিল উত্পাদন প্রয়োজনীয়তা ব্যবহারকারীদের জন্য নির্ভুল মেশিনিং প্রযুক্তির সমন্বয়.
5. মেশিনে ওয়ার্কপিস ঠিক করার পদ্ধতির পছন্দ।
রেফারেন্স পয়েন্ট সেট করা, টুলের গতিবিধি তৈরি করা এবং গণনা করা।
তথ্য এনকোডিং
একটি প্রোগ্রাম ক্যারিয়ারে একটি প্রোগ্রাম লেখা, সম্পাদনা এবং ডিবাগ করা।
সিএনসি মেশিনের ব্যবহার একটি উৎপাদন পরিবেশে একজন ব্যক্তির ব্যবহারের সমস্যাকে উল্লেখযোগ্যভাবে বাড়িয়ে তুলেছে। সব করছে
ব্যবহারকারীরা দরকারী এবং ইন্টারেক্টিভ মেশিনিং সাইকেল প্রোগ্রামিংয়ের পাশাপাশি সাধারণ অংশ প্রোগ্রামিং এবং সিমুলেশন থেকেও উপকৃত হয়। পুরো প্রক্রিয়াটি সহজে ব্যবহারযোগ্য স্ক্রিনে সঞ্চালিত হয়। এটি বস্তু, অ্যানিমেশন, ডেটা এবং বিভিন্ন ভাষা সমর্থন করে এবং কাজগুলি সম্পূর্ণ করার জন্য সাবরুটিনগুলি চালানোর জন্য একটি ম্যাক্রো ভাষা অন্তর্ভুক্ত করে। অপারেটরের কাজ হ্রাস করে, অপারেটরের কাজকে সহজ করে, উত্পাদনশীলতা উন্নত করে এবং মেশিন এবং প্রক্রিয়া নিয়ন্ত্রণকে সহজ করে।
ভাগ্যক্রমে, ওপেন সোর্স বা বিনামূল্যের সমাধান আছে। CNC মেশিন শুরু করার আগে দুটি ধাপ সম্পন্ন করতে হবে। তারপরে সফ্টওয়্যারটি ব্যবহার করে অংশের প্রক্রিয়াকরণের বিভিন্ন পদক্ষেপগুলি বর্ণনা করে এমন নির্দেশাবলী সংজ্ঞায়িত করা প্রয়োজন হবে স্বয়ংক্রিয় উত্পাদন. এই উপাদানগুলি আপনাকে প্রোগ্রাম করার অনুমতি দেবে। এই সফ্টওয়্যার পণ্যগুলি একটি বিনামূল্যে বা ওপেন সোর্স সংস্করণে বিদ্যমান।
 স্বয়ংক্রিয় মোডে একটি মেশিন টুল দ্বারা একটি অংশ তৈরির ক্রিয়াগুলি ব্যক্তিটিকে ওয়ার্কপিসগুলি ইনস্টল এবং অপসারণের সবচেয়ে কঠিন এবং অসৃজনশীল কাজ দিয়ে ফেলেছে। অতএব, সিএনসি মেশিন টুলসগুলির বিকাশের সাথে সাথে, "ম্যানুয়াল" শ্রম ব্যবহারের প্রয়োজন এমন নির্দিষ্ট কর্ম সম্পাদন করার সময় একজন ব্যক্তিকে প্রতিস্থাপন করতে সক্ষম এমন সিস্টেম তৈরি করার কাজ চলছিল।
স্বয়ংক্রিয় মোডে একটি মেশিন টুল দ্বারা একটি অংশ তৈরির ক্রিয়াগুলি ব্যক্তিটিকে ওয়ার্কপিসগুলি ইনস্টল এবং অপসারণের সবচেয়ে কঠিন এবং অসৃজনশীল কাজ দিয়ে ফেলেছে। অতএব, সিএনসি মেশিন টুলসগুলির বিকাশের সাথে সাথে, "ম্যানুয়াল" শ্রম ব্যবহারের প্রয়োজন এমন নির্দিষ্ট কর্ম সম্পাদন করার সময় একজন ব্যক্তিকে প্রতিস্থাপন করতে সক্ষম এমন সিস্টেম তৈরি করার কাজ চলছিল।
সহজে কার্যকারিতা যোগ করার জন্য অনেক প্লাগইন আছে। স্বাধীন উদ্ভাবকদের জন্য বিনামূল্যে সফ্টওয়্যার. এটি 2D অঙ্কনগুলিকে সীমিত করার অনুমতি দেয়, যা লেজার কাটিংয়ের জন্য কাটতে হবে এমন অংশগুলি আঁকার জন্য উপযোগী হতে পারে।
প্রতিটি ধরণের সংখ্যাসূচক নিয়ন্ত্রণ ডিভাইসের জন্য, আমাদের কাছে একটি প্রযুক্তিগত ফাইল রয়েছে। আপনি যদি এখনও এটি পাননি জিজ্ঞাসা করুন. কিছু বিষয় মেশিন নির্দিষ্ট, অথবা কখনও কখনও এটি শুধুমাত্র বিকল্প। চাঙ্গা এবং পাঁজরযুক্ত যান্ত্রিকভাবে ঢালাই করা ইস্পাত দিয়ে তৈরি সেতু সেতু কাঠামোটি বেস ফ্রেমের উভয় পাশে মেশিন ফ্রেমের সাথে অনুদৈর্ঘ্যভাবে চলে। এই কাঠামোতে, একটি অ্যালুমিনিয়াম খাদ ট্রলি ট্রান্সভার্স দিকে মাউন্ট করা হয়েছে, যার উপর জৈব জৈব 5-অক্ষের মাথা স্থাপন করা হবে।
মিলিং মেশিন এবং মাল্টি-অপারেশন মেশিন (মেশিনিং সেন্টার) সংখ্যাসূচক নিয়ন্ত্রণ সহ
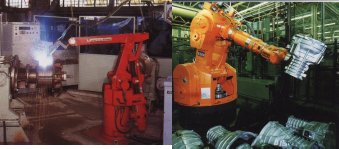
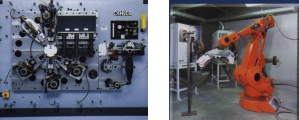
3.3 শিল্প রোবট
ইন্ডাস্ট্রিয়াল রোবট (IR) প্রোগ্রাম নিয়ন্ত্রণ সহ একটি যান্ত্রিক ম্যানিপুলেটর।
একটি ম্যানিপুলেটর হল একটি যান্ত্রিক যন্ত্র যা মানব হাতের ক্রিয়াগুলিকে উত্পাদনের বস্তুর সাথে অনুকরণ করে বা প্রতিস্থাপন করে।
সেতুটির চেয়ে বেশি স্থিতিশীল পুরানো নীতি, মাথাটি সম্পূর্ণরূপে প্যানেলের বাইরে রয়েছে, যা প্যানেলটিকে লোড এবং আনলোড করা সহজ করে তোলে এবং সুরক্ষা শীর্ষে রয়েছে, যা লোড করা সহজ করে তোলে। একটি জানালা রয়েছে যার মাধ্যমে আপনি অভ্যন্তরটি দেখতে পাবেন। প্রিজম্যাটিক টেবিল রেলগুলি ফ্রেমের সাথে দৃঢ়ভাবে বোল্ট করা হয়।
শক্তিশালী শ্যাফ্ট মাউন্ট করা টুল চেঞ্জার যা বড় আকারের সরঞ্জামগুলি গ্রহণ করতে পারে। সম্ভব বিভিন্ন ধরনের. তরল ঠান্ডা ইঞ্জিন। ইঞ্জিন কেন্দ্রে সমর্থিত। বেশিরভাগ ম্যানিফোল্ডে, মিলিং মোটর আরও আঘাত পাওয়ার জন্য সাসপেনশন এবং বগির বাইরে মাউন্ট করা হয়। এটি একটি ড্রিল হেড যা একটি পাঁচ-অক্ষ মোটরের সাথে সংযুক্ত থাকে, অন্যভাবে নয়। Beams ব্যাপকভাবে সমর্থিত হয়. আপনি সর্বোচ্চ সমর্থনের জন্য প্রতিটি বিমে আটটি সাকশন প্যাড রাখতে পারেন। beams একটি নিখুঁত পৃষ্ঠ প্রদান milled হয়.
শিল্প রোবটগুলি প্রযুক্তিগত (পরিবর্তন
বস্তুর বৈশিষ্ট্য) এবং পরিবহন।
প্রযুক্তিগত রোবট ঢালাই সঞ্চালন করে, ট্রান্সপোর্ট রোবট ওয়ার্কপিসগুলিকে প্রসেসিং জোনে নিয়ে যায়।
বহন ক্ষমতা দ্বারা বিভক্ত করা হয়:
 বস্তুর ওজন 1 কেজি পর্যন্ত আল্ট্রা-লাইট হালকা 1-10 কেজি মাঝারি 10-100 কেজি ভারী 100-1000 কেজি অতিরিক্ত ভারী
বস্তুর ওজন 1 কেজি পর্যন্ত আল্ট্রা-লাইট হালকা 1-10 কেজি মাঝারি 10-100 কেজি ভারী 100-1000 কেজি অতিরিক্ত ভারী
সিস্টেমটি চৌম্বকীয়, যান্ত্রিক নয়। বর্জ্য প্রবেশ করে মিথ্যা বায়ু তৈরি করতে পারে না। দুটি চ্যানেল: সাকশন কাপ লক করার জন্য একটি চ্যানেল এবং প্যানেলের জন্য একটি। একটি একক চ্যানেল সিস্টেম ব্যবহার করার সময়, প্যানেল অপসারণের সময় সাকশন কাপ সরে যেতে পারে বা আলগা হতে পারে। উচ্চতা 100 মিমি, যা আপনাকে বিশদ সহ কাজ করতে দেয়। বর্জ্য বা চিপসের কারণে গাড়ি থামাবেন না। সাকশন কাপের চাপ 144 কেজি।
প্যানেল সহজে লোড এবং আনলোড করার জন্য চারটি উত্তোলন ব্লেড। অপারেটরের পিঠ এইভাবে পরিচালনা করা হবে। পার্শ্ব লিঙ্কগুলি কঠোরভাবে স্থির করা হয়েছে এবং সরানো সহজ। মাঝের লিঙ্কগুলি অংশগুলি লোড করা এবং একই সময়ে দুটি কাট লোড করা সহজ করে তোলে। এছাড়াও আরো ergonomic কাজ ছোট অংশ.
আল্ট্রা-লাইট রোবটগুলি ডিভাইসকে একত্রিত করে, একটি ভারী রোবট বড় আকারের ওয়ার্কপিসগুলিকে সরিয়ে দেয়।
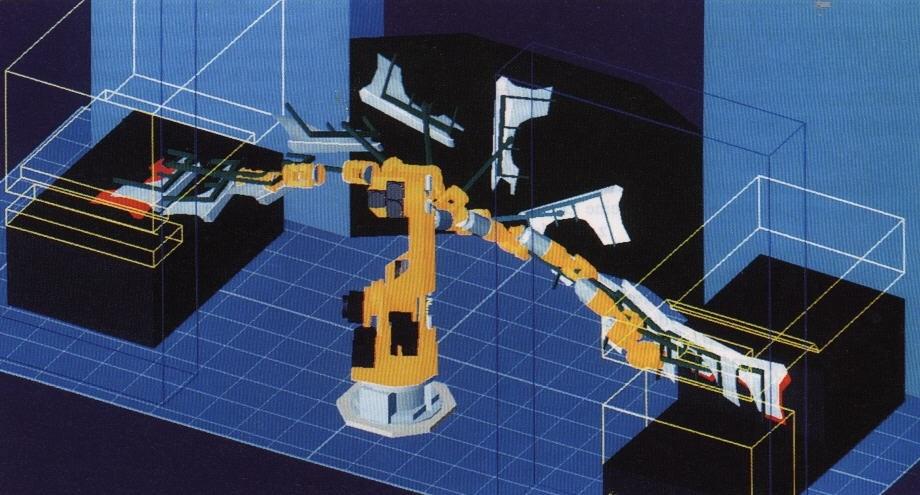
সিএনসি সিস্টেম (বন্ধ এবং খোলা, কনট্যুর এবং অবস্থান, সিএনসি, ডিএনসি, এইচএনসি) অনুযায়ী কর্মরত সংস্থার স্বাধীনতার ডিগ্রির সংখ্যা অনুসারে PRকেও উপবিভাগ করা হয়।
লিংকগুলির চারপাশের স্থানটি আটকে আছে যাতে সেই জায়গায় চুষাকেও স্থাপন করা যায়। স্থান বন্ধ না হলে, মিথ্যা বায়ু তৈরি হয়। প্যানেল লোড করার সময় বিনামূল্যে হাতের জন্য প্যাডেল। সমাবেশ শক্ত এবং একটি কার্ট দিয়ে সমাবেশ করে। বগির অভ্যন্তরটি শক্তিশালী করা হয়েছে এবং তাই আমাদের বেশিরভাগ সহকর্মীর মেশিনের মতো ফাঁপা নয়।
অনমনীয় হতে, আকৃতিটি আয়তক্ষেত্রাকার হতে হবে। তাই সরাসরি খাঁজ মিলিং একটি সামগ্রিক তুলনায় দ্রুত এবং আরো লাভজনক. মর্টিস একটি নেতিবাচক কোণে চূর্ণ করা হয়। এর মানে হল যে স্তরের দূরত্বকে প্রভাবিত না করে দরজাগুলির বেধ বিভিন্ন হতে পারে। ফলস্বরূপ, প্রোব দরজার জন্য অকেজো।
পরিবহন রোবটের পরিষেবা এলাকা এবং ওয়ার্কপিসের চলাচলের গতিপথ
বর্তমানে, ট্রান্সপোর্ট রোবট যা প্রযুক্তিগত সরঞ্জাম লোড করে, একটি গুদাম থেকে ওয়ার্কপিস সরবরাহ করে এবং একটি গুদামে যন্ত্রাংশ পরিবহন করে ব্যাপকভাবে ব্যবহৃত হয়। স্ট্যাম্পিং অপারেশন উৎপাদনে, পরিবহন রোবট স্ট্যাম্পে ফাঁকা সরবরাহ করে এবং সেগুলি সরিয়ে দেয়।
ভ্যাকুয়াম সঙ্গে জটিল workpieces জন্য বায়ুসংক্রান্ত বাতা. টেবিলে কোনও পায়ের পাতার মোজাবিশেষ নেই, যা বীমের মাঝখানেও ইন্টারলকগুলি স্থাপন করা দ্রুত এবং সহজ করে তোলে। বাঁকা চ্যাসিসের জন্য বায়ুসংক্রান্ত ক্ল্যাম্পিং ডিভাইস তিনটি নড়াচড়া সহ উপলব্ধ। এই এক আরাম জন্য. উপরের ডিস্কটি আলাদাভাবে প্রক্রিয়া করা সম্ভব। যদি ক্ল্যাম্পিং মেকানিজমটি সরাতে হয়, তবে কন্ট্রোল বোতামে একটি দ্বিতীয় অবস্থান রয়েছে: ওয়ার্কপিস সমর্থন কম হবে এবং ক্ল্যাম্পটি বান্ডেল থেকে সংযোগ বিচ্ছিন্ন হবে। এই কৌশলটি প্রয়োজনীয় যখন ক্ল্যাম্পিং ডিভাইসগুলিকে সরানো অংশগুলি ছাড়াই সরানো উচিত।
রোবটগুলির ব্যাপক ব্যবহার করা হয়েছে যা গাড়ির দেহগুলিকে ঝালাই করে এবং রঙ করে। ইলেকট্রনিক যন্ত্রপাতি, ঘড়ি এবং অন্যান্য ডিভাইসের সমাবেশে রোবট ব্যবহার করা হয়।
CNC সিস্টেমের সাথে প্রযুক্তিগত সরঞ্জামগুলির সাথে, শিল্প রোবটগুলি জটিল উত্পাদন অটোমেশনের ভিত্তি তৈরি করে।
রোবট গাড়ির বডি ওয়েল্ড করে এবং একটি মেশিনিং মেশিনে কাঠের প্যানেল রাখে (রোবট অ্যাপ্লিকেশন উদাহরণ)
প্রেসগুলি উচ্চ স্থিতিশীলতা প্রদান করে যার ফলে মিলিং গুণমান হয়। এখন ছোট workpieces জন্য vices আছে. বিশেষ আগ্রহ হল অনুভূমিক ত্রুটিগুলি। তারা বিশাল কাজের জন্য অনেক জায়গা দেয়, যেমন মই র্যাক ইত্যাদি। মরীচির মাঝখানে ফিক্সেশনের দিকে মনোযোগ দিন: বিমগুলি একে অপরের কাছাকাছি, এবং তাই ছোট অংশগুলির সাথে কাজ করা সম্ভব।
সরবরাহকারী বা ডিলারের সাথে প্রোগ্রামিং, বাণিজ্যের জ্ঞান এবং মেশিনের সাথে কথোপকথন অত্যন্ত গুরুত্বপূর্ণ। চতুর্থ অক্ষটি ইন্টারপোলেটেড। তারপরে ক্লায়েন্টের ইচ্ছা অনুযায়ী প্রোগ্রামগুলি স্বয়ংক্রিয়ভাবে কার্যকর হয়। আপনি বারকোডও ব্যবহার করতে পারেন। ক্যাবিনেট বা "একই সময়ে মাল্টি-রুম" স্তর: বিভিন্ন ক্যাবিনেটের মডিউলগুলি পূর্বনির্ধারিত। প্যারামেট্রিক প্রোগ্রাম এর সাথে যুক্ত। ডেটা আমদানি করার পরে, এটি সহজ এবং দ্রুত: প্রবেশ করুন, মাত্রা এবং কিছু অন্যান্য পরামিতি সামঞ্জস্য করুন।
![]()
পরীক্ষার প্রশ্ন:
1. কোন সিএনসি সিস্টেমগুলি আপনাকে লেদগুলিতে গোলাকার পৃষ্ঠগুলি প্রক্রিয়া করার অনুমতি দেয়?
2. ড্রিলিং মেশিনে কোন সিএনসি সিস্টেম ব্যবহার করা উচিত?
3. লেদগুলিতে ওয়ার্কপিস প্রক্রিয়াকরণের সময় কয়টি স্থানাঙ্ক দ্বারা প্রসারণ সম্ভব? - মিলিং মেশিনে?
এছাড়াও উপলব্ধ: হাতল ছাড়া ক্যাবিনেটের. এইভাবে, না শুধুমাত্র দরজা নিজেই, কিন্তু moldings, শাসক এবং প্যানেল। ক্লায়েন্টদের জন্য ওয়েবসাইট। আমরা স্ট্যান্ডার্ড মেশিনের সাথে ডিল করি না যাতে আমাদের জ্ঞান ছড়িয়ে না পড়ে। এটি আমাদের ক্লায়েন্টদের জন্য একেবারে উপকারী। আমরা গ্যারান্টি দিচ্ছি সঠিক পছন্দক্রয়ের পরে মেশিনের রচনা এবং বিক্রয়ের পরে খুব দ্রুত পরিষেবা।
18 বছরেরও বেশি সময় পরে, আমাদের কাছে একটি রেফারেন্স তালিকা রয়েছে যেখানে সমস্ত সেক্টরে শত শত সন্তুষ্ট গ্রাহক রয়েছে। তাদের মধ্যে কেউ কেউ ইতিমধ্যে আমাদের কাছ থেকে একটি চতুর্থ গাড়ি কিনেছে। এর ফলে এর সমস্ত কর্মচারীরা এর মেশিন সম্পর্কে গভীর জ্ঞান লাভ করে এবং মেশিনের সঠিক পছন্দ এবং অনবদ্য পরিষেবার নিশ্চয়তা দেয়।
4. সাইক্লিক প্রোগ্রাম কন্ট্রোল সিস্টেম এবং CNC সিস্টেমের মধ্যে পার্থক্য কি?
5. শিল্প রোবট কি কাজ করে?
পরীক্ষা নিয়ন্ত্রণ কার্ডের নমুনা প্রশ্ন।
কোন ক্রিয়াকলাপে কনট্যুর নিয়ন্ত্রণ সহ CNC সিস্টেমগুলি ব্যবহার করার পরামর্শ দেওয়া হয়?
কিন্তু)। যখন ধাপে ধাপে rollers বাঁক.
খ)। ডবল বক্রতা পৃষ্ঠ মিলিং যখন.
জন্মের আগে, নিবিড় হ্যান্ড-অন প্রশিক্ষণ প্রদান করা হয়। এর পরে, আমাদের কর্মীদের গভীর জ্ঞানের জন্য বেশিরভাগ প্রযুক্তিগত সমস্যাগুলি ফোনে সমাধান করা যেতে পারে। এর ব্যবহারকারীরা মেশিনিং চক্রের দরকারী এবং ইন্টারেক্টিভ প্রোগ্রামিংয়ের পাশাপাশি প্রোগ্রামিং এবং সাধারণ অংশগুলির সিমুলেশন থেকেও উপকৃত হয়।
কম্পাইলার এবং ম্যাক্রো লাইব্রেরি
সুবিধাজনক পর্দার সাহায্যে সবকিছু ঘটে। এটি একাধিক বস্তু, অ্যানিমেশন, ডেটা এবং ভাষা সমর্থন করে এবং কাজগুলি সম্পূর্ণ করার জন্য প্রয়োজনীয় পদ্ধতিগুলি সম্পাদন করার জন্য একটি ম্যাক্রো ভাষা প্রদান করে। চিত্রটি অপারেটরের ত্রুটি হ্রাস করে, অপারেশন সহজ করে, উত্পাদনশীলতা বাড়ায় এবং মেশিন এবং প্রক্রিয়াগুলি পরিচালনা করা সহজ করে তোলে।
ভিতরে). মুদ্রিত সার্কিট বোর্ডে গর্ত প্রক্রিয়াকরণের সময়।
জটিল আকৃতির অংশ আঁকার জন্য কোন ধরনের রোবট ব্যবহার করা হয়? কিন্তু)। কনট্যুর নিয়ন্ত্রণ সঙ্গে প্রযুক্তিগত.
খ)। অবস্থান নিয়ন্ত্রণ সহ বড় আকারের।
ভিতরে). কনট্যুর নিয়ন্ত্রণ সহ পরিবহন।
2.1. নিয়ন্ত্রণ প্রোগ্রাম বিকাশের সম্ভাব্য উপায়
এটি একাধিক প্রকল্প এবং মেশিনের আরও দক্ষ পরিচালনার জন্য অনুমতি দেয়। একটি গাড়ী একটি সংঘর্ষ খুব ব্যয়বহুল হতে পারে, গাড়ী ক্ষতি এবং সমস্ত উত্পাদন বিলম্বিত! মেশিন সিমুলেশন মডিউলটি মেশিনের সমস্ত উপাদান যেমন স্লেড, হেড, টাওয়ার, টার্নটেবল, স্পিন্ডেল, টুল চেঞ্জার, টুল, যন্ত্রাংশ, পাত্র এবং অন্যান্য ব্যবহারকারী-নির্দিষ্ট বস্তুর মধ্যে সংঘর্ষ এবং নৈকট্য সনাক্ত করে। আপেক্ষিক নৈকট্য নিয়ন্ত্রণের পাশাপাশি একটি মোড়ের শেষে বাগগুলি সনাক্ত করতে আপনি উপাদানগুলির চারপাশে সুরক্ষা অঞ্চলগুলি সংজ্ঞায়িত করতে পারেন।
সিএনসি মেশিনের জন্য
CNC মেশিনে মেশিনিং যন্ত্রাংশের জন্য নিয়ন্ত্রণ প্রোগ্রামগুলি নিম্নলিখিত উপায়ে তৈরি করা যেতে পারে:
· হাতের দ্বারা;
· স্বয়ংক্রিয় প্রোগ্রামিং সিস্টেম (SAP) ব্যবহার করে নিয়ন্ত্রণ প্রোগ্রামের প্রস্তুতি;
· CAD/CAM সিস্টেম ব্যবহার করে প্রোগ্রামিং;
· মেশিনের কন্ট্রোল প্যানেল থেকে সরাসরি ইন্টারেক্টিভ প্রোগ্রামিং।
একটি বিদ্যমান মডেল স্ক্যান করার (ডিজিটাইজিং) প্রক্রিয়ায়।
এই পদ্ধতিগুলির প্রতিটি কিছু পরিমাণে ব্যবহৃত হয়।
2.2. ম্যানুয়াল প্রোগ্রামিং
ম্যানুয়াল প্রোগ্রামিং একটি খুব ক্লান্তিকর কাজ। যাইহোক, সমস্ত প্রযুক্তিবিদদের ম্যানুয়াল প্রোগ্রামিং কৌশল সম্পর্কে ভাল বোঝার প্রয়োজন, তারা আসলে ম্যানুয়াল প্রোগ্রামিং ব্যবহার করুক বা না করুক।
আপনি সিএনসির জন্য হ্যান্ড প্রোগ্রামিংকে কলম এবং কাগজের সাথে পাটিগণিত করার সাথে তুলনা করতে পারেন, এটি একটি ইলেকট্রনিক ক্যালকুলেটর দিয়ে করার বিপরীতে। গণিত শিক্ষকরা সর্বসম্মতিক্রমে সম্মত হন যে শিক্ষার্থীদের প্রথমে শিখতে হবে কিভাবে হাতে পাটিগণিত করতে হয়। এবং কেবল তখনই ক্লান্তিকর গণনার পদ্ধতিটি দ্রুত করার জন্য ক্যালকুলেটর ব্যবহার করুন।
CNC মেশিনের জন্য একচেটিয়াভাবে ম্যানুয়াল প্রোগ্রামিং ব্যবহার করে এমন অনেক প্রতিষ্ঠান রয়েছে। প্রকৃতপক্ষে, যদি এন্টারপ্রাইজটি বেশ কয়েকটি সিএনসি মেশিন ব্যবহার করে এবং উত্পাদিত অংশগুলি অত্যন্ত সহজ হয়, তবে চমৎকার ম্যানুয়াল প্রোগ্রামিং কৌশল সহ একজন দক্ষ প্রযুক্তিবিদ-প্রোগ্রামার স্বয়ংক্রিয় প্রোগ্রামিং সরঞ্জাম ব্যবহার করে একজন প্রোগ্রামার-প্রযুক্তিবিদদের উত্পাদনশীলতাকে ছাড়িয়ে যেতে সক্ষম হবেন।
অবশেষে, এমনকি স্বয়ংক্রিয় প্রোগ্রামিং সিস্টেম ব্যবহার করার ক্ষেত্রেও, প্রোগ্রামটি কাজ করার এবং পরীক্ষা করার পর্যায়ে ত্রুটি সনাক্ত করার কারণে প্রায়শই NC ফ্রেমগুলি সংশোধন করার প্রয়োজন হয়। এছাড়াও, একটি CNC মেশিনে প্রথম ট্রায়ালের একটি সিরিজ চালানোর পরে NC ফ্রেমগুলি সংশোধন করা সাধারণ। যদি প্রোগ্রামারকে আবারও স্বয়ংক্রিয় প্রোগ্রামিং টুল ব্যবহার করতে হয় এইগুলি প্রায়ই প্রাথমিক সমন্বয় করতে, তাহলে এটি অপ্রয়োজনীয়ভাবে প্রাক-প্রোডাকশন প্রক্রিয়াকে দীর্ঘায়িত করবে।
প্রোগ্রামারকে অবশ্যই মেশিনের ক্ষমতা সম্পর্কে ভাল ধারণা থাকতে হবে যার জন্য UE তৈরি করা হচ্ছে। মেশিনের নকশা ব্যাখ্যা করার তথ্য সাধারণত মেশিনের জন্য সহগামী ডকুমেন্টেশনে দেওয়া হয়। ডকুমেন্টেশনে আপনি মেশিনের বৈশিষ্ট্য এবং এর নকশা সম্পর্কে বেশিরভাগ প্রশ্নের উত্তর পেতে পারেন। উদাহরণ স্বরূপ:
1. সর্বোচ্চ মেশিন টাকু গতি কি?
2. স্পিন্ডেলের কত গতির রেঞ্জ আছে?
3. প্রতিটি স্থানাঙ্ক অক্ষের জন্য ড্রাইভ মোটরের শক্তি কত বড়?
4. প্রতিটি স্থানাঙ্ক অক্ষ বরাবর টুল বা টেবিলের সর্বোচ্চ ভ্রমণ দূরত্ব কত?
5. টুল হেডে (ম্যাগাজিন) কয়টি টুল ফিট করা যায়?
6. সর্বোচ্চ কাটিয়া গতি কি?
যেকোন নতুন সিএনসি মেশিনের সাথে কাজ শুরু করার আগে এইগুলি কয়েকটি প্রশ্ন যা আপনাকে ভালভাবে সচেতন হতে হবে। অন্যান্য জিনিসের মধ্যে, প্রোগ্রামার-প্রযুক্তিবিদকে অবশ্যই CNC মেশিনের অতিরিক্ত উপাদানগুলির সাথে পরিচিত হতে হবে। কিছু ক্ষেত্রে, অতিরিক্ত উপাদানগুলি মেশিন প্রস্তুতকারক দ্বারা তৈরি করা যেতে পারে, এবং অন্যদের মধ্যে - তৃতীয় পক্ষের দ্বারা। যে কোনও ক্ষেত্রে, আপনাকে CNC সরঞ্জামগুলির অতিরিক্ত উপাদানগুলির জন্য ম্যানুয়ালটি সাবধানে অধ্যয়ন করতে হবে।
মেশিনের অতিরিক্ত উপাদানগুলির মধ্যে রয়েছে: টুলের কাজের অংশের দৈর্ঘ্য পরিমাপ করা, প্যালেট পরিবর্তনকারী, কাটা তরল পরিষ্কার এবং ঠান্ডা করার জন্য একটি ডিভাইস এবং আরও অনেক কিছু। অতিরিক্ত সরঞ্জামের তালিকা ক্রমাগত আপডেট করা হয়।
2.2.1। সিএনসি মেশিনে যন্ত্রাংশ প্রক্রিয়াকরণের জন্য নিয়ন্ত্রণ কর্মসূচির প্রস্তুতি এবং উৎপাদন প্রস্তুতির কার্যকরী চিত্র
ম্যানুয়াল প্রোগ্রামিংয়ের ক্ষেত্রে, CNC মেশিনে যন্ত্রাংশের একটি ব্যাচ প্রক্রিয়াকরণের জন্য UE-এর প্রস্তুতি এবং উৎপাদনের প্রস্তুতির সমস্ত ধাপ চিত্রে দেখানো কার্যকরী চিত্রে দেখানো হয়েছে। 2.1।
প্রাথমিক দুই ধাপ, রুট এবং অপারেশনাল উন্নয়ন জড়িত প্রযুক্তিগত প্রক্রিয়াপ্রযুক্তিগত শাখায় বিস্তারিতভাবে অধ্যয়ন করা হয় এবং তাই এই কোর্সে বিবেচনা করা হয় না। একইভাবে, উত্পাদন প্রস্তুতির সাথে সম্পর্কিত সমস্ত সমস্যা প্রভাবিত হয় না: ফিক্সচারের বিকাশ এবং উত্পাদন, বিশেষ সরঞ্জাম এবং উপকরণ, সেইসাথে সরবরাহ করা সমস্ত প্রযুক্তিগত ডকুমেন্টেশনের বিকাশ। কর্মক্ষেত্রঅংশগুলির একটি ব্যাচ প্রক্রিয়া শুরু করার আগে।
"প্রোগ্রামের গণনা" পর্যায়ের বিশ্লেষণ, যার মধ্যে অংশের স্থানাঙ্ক সিস্টেম নির্বাচন করার পদ্ধতি, অংশের কনট্যুরে রেফারেন্স পয়েন্ট গণনা করা, সমদূরত্ব গণনা করা, কনট্যুর আনুমানিক করা, সেইসাথে গণনা পূরণ করা অন্তর্ভুক্ত রয়েছে। টেবিল, পরে বাহিত হবে, অন্য সব পর্যায়ের একটি সংক্ষিপ্ত পর্যালোচনা পরে.
"একটি প্রোগ্রাম ক্যারিয়ারে একটি প্রোগ্রাম লেখা" পর্যায়ের সম্পাদনের মধ্যে রয়েছে টেবিল থেকে যেকোনো প্রোগ্রাম ক্যারিয়ারে তথ্য স্থানান্তর করা। কখন ম্যানুয়াল প্রস্তুতিপ্রোগ্রাম, প্রোগ্রাম ক্যারিয়ার টেপ খোঁচা করা যেতে পারে - সবচেয়ে সাধারণ প্রোগ্রাম ক্যারিয়ার আগে CNC সরঞ্জাম জন্য ব্যবহৃত. এই ক্ষেত্রে, একটি perforator নামক একটি ডিভাইস ব্যবহার করা হয়। ছিদ্রকারীর মধ্যে রয়েছে: সরাসরি ছিদ্রকারী যন্ত্র যা টেপের কোডের ছিদ্রগুলিতে খোঁচা দেয়; একটি বৈদ্যুতিক বা যান্ত্রিক টাইপরাইটার যা কাগজে একটি ছিদ্রযুক্ত চিহ্ন প্রিন্ট করে; প্রোগ্রাম নিয়ন্ত্রণ এবং reperforation জন্য পাঠক.
"প্রোগ্রাম চেক" পর্যায়টির লক্ষ্য প্রোগ্রামের ত্রুটি সনাক্ত করা এবং মেশিনের বাইরে তাদের সংশোধন করা। প্রাথমিক ডেটা প্রস্তুত করার সময় এবং প্রোগ্রাম ক্যারিয়ারে প্রোগ্রামটি গণনা এবং লেখার সময় উভয় ক্ষেত্রেই UE-তে ত্রুটি ঘটতে পারে।
ভাত। 2.1। UE প্রস্তুতির পর্যায় এবং প্রক্রিয়াকরণের জন্য উত্পাদন প্রস্তুতি
একটি CNC মেশিনে যন্ত্রাংশের ব্যাচ 13
ত্রুটিগুলি হল: জ্যামিতিক, প্রযুক্তিগত এবং ছিদ্র ত্রুটি৷ একটি অংশের জ্যামিতি নির্দিষ্ট করার সময়, রেফারেন্স পয়েন্টের স্থানাঙ্ক, টুলের অবস্থান এবং মেশিনের কার্যকারী সংস্থাগুলি গণনা করার সময় জ্যামিতিক ত্রুটিগুলি উপস্থিত হয়।
প্রযুক্তিগত ত্রুটিগুলি প্রযুক্তিগত পরামিতিগুলির ভুল সেটিংগুলির সাথে যুক্ত: ফিড রেট, স্পিন্ডেল গতি, কাটিয়া গভীরতা, বিভিন্ন প্রযুক্তিগত কমান্ড। টাইপিস্টের ভুল কাজ বা পাঞ্চের ব্যর্থতার কারণে একটি টেপ পাঞ্চ করার সময় পাঞ্চ ত্রুটি ঘটতে পারে।
UE-এর প্রস্তুতির চূড়ান্ত পর্যায়টি হল "মেশিনে প্রোগ্রামের কাজ করা", সবচেয়ে সময়সাপেক্ষ এবং সমালোচনামূলক পর্যায়, যার জন্য প্রযুক্তিবিদ - প্রোগ্রামার, মেশিন অ্যাডজাস্টার এবং এর অপারেটরের যৌথ কাজ প্রয়োজন। এটি তখনই সম্ভব যখন উৎপাদনের প্রস্তুতি এবং যন্ত্রাংশের এই ব্যাচের লঞ্চের সমস্ত কাজ সম্পন্ন হয়। এই সময়ের মধ্যে, মেশিনটি গ্রহণ করা উচিত: একটি ওয়ার্কপিস, জিগ, কাটার সরঞ্জাম, সহায়ক প্রযুক্তিগত সরঞ্জাম / টুল হোল্ডার, অ্যাডাপ্টার, ক্ল্যাম্পিং বুশিং, ইত্যাদি। .







 মোট ভাইরাল")


চ্যান্টিলি ক্যাসেল - ভার্সাই চ্যান্টিলি ক্যাসেলের পরে ফ্রান্সে দ্বিতীয় প্যারিস থেকে কীভাবে যাবেন
তুরস্কের বিনোদন পার্ক "দ্য ল্যান্ড অফ লেজেন্ডস থিম পার্ক"
গ্রীসের পবিত্র স্থান। গ্রীস অর্থোডক্স। সেন্ট নিকোলাসের ভোজে তীর্থযাত্রা
পিকোদি: এক জায়গায় সব ছাড়!
কিভাবে Dolmabahce প্রাসাদ যেতে