সংখ্যাসূচক নিয়ন্ত্রণ (abbr. CNC; ইংরেজি কম্পিউটার সংখ্যাসূচক নিয়ন্ত্রণ, abbr. CNC) একটি কম্পিউটারাইজড নিয়ন্ত্রণ ব্যবস্থা যা ড্রাইভ নিয়ন্ত্রণ করে প্রযুক্তিগত সরঞ্জামমেশিন টুলস সহ।
বিছানায় সিদ্ধান্ত নেওয়ার পরে, আমি মেশিনের অঙ্কনগুলিতে বসেছিলাম, প্রাথমিকভাবে সেগুলি SPlan7 এ তৈরি করেছি এবং কেন নয়, প্রোগ্রামটি সর্বজনীন। এক থেকে এক মাত্রা সহ একটি অঙ্কন থাকলে এটি সুবিধাজনক। আমি একটি ফ্রেম, একটি শীর্ষ দৃশ্য এবং একটি পার্শ্ব দৃশ্য আঁকলাম, পাশে বিয়ারিং আঁকলাম, আমি অবিলম্বে জেড-অক্ষ ড্রাইভ স্ক্রুটির আকার নির্ধারণ করতে সক্ষম হয়েছি। অবশ্যই, আমি একবারে সবকিছু আঁকতে পারিনি, কারণ, সমস্ত মাউন্টিং ইউনিট উপলব্ধ ছিল না - গাইড শ্যাফ্ট সমর্থন, লিনিয়ার বিয়ারিং, ড্রাইভ কাপলিং, অ্যাক্সেল গাইড শ্যাফ্ট, স্টেপার মোটর, টাকু মাউন্ট, ভারবহন সমর্থন.
অর্ডারের সময় শুরু হয়েছে, স্টেপার মোটর - Nema23 (23HS6403), এর সাথে অর্ডার করা হয়েছে www.duxe.ru, স্পিন্ডেল মাউন্ট (ব্যাস 52 মিমি) এবং ড্রাইভ হাতা (6.3 মিমি / 8 মিমি) - http://www.aliexpress.com, অ্যাক্সেল গাইড শ্যাফ্ট, হাউজিং-এ রৈখিক বিয়ারিং, গাইড শ্যাফ্ট সাপোর্ট, বিয়ারিং সাপোর্টগুলিও আমার আঁকা অনুযায়ী শার্প করা হয়েছে - www.cnc.gollos.com.ua .
যেহেতু আমি অর্ডারকৃত উপাদানগুলি পেয়েছি, আমি সেগুলিকে তিনটি দৃশ্যে আঁকলাম এবং তারপর লাইব্রেরির উপাদান হিসাবে অঙ্কনগুলিতে অঙ্কনের জন্য সেগুলি ব্যবহার করেছি, খুব সুবিধাজনক৷ ধীরে ধীরে, দ্রুত নয়, মেশিনটি সম্পূর্ণরূপে তিনটি অনুমানে নির্মিত হয়েছিল এবং এখন আপনি যে কোনও আকারের আগ্রহের শুটিং করতে পারেন।
সিদ্ধান্ত নেওয়ার পরে চলমান মিটারএবং প্রোফাইল পাইপের মাত্রা, ধাতব গুদামে ছুটে গেল। আমি প্রোফাইল পাইপের একটি সহজ প্যাক কিনলাম, সেগুলিকে বাড়িতে টেনে নিয়ে এসেছি, যেহেতু তারা কাছাকাছি রয়েছে।
এখন আমরা তত্ত্ব, অঙ্কন এবং কেনাকাটা থেকে অনুশীলনে চলেছি। আমাদের সরঞ্জাম, ফিক্সচার এবং পরিষেবাগুলির একটি বড় তালিকা প্রয়োজন:
নিম্নলিখিত ক্রিয়াকলাপগুলি ব্যবহৃত প্রতিটি ধরণের টর্চ এবং ওয়ার্কপিস থেকে উপাদান অপসারণের জন্য সেই টর্চের পথ দ্বারা সংজ্ঞায়িত করা হয়েছে। পেশাই কলবিভিন্ন আকার এবং ডিজাইনে পাওয়া যেতে পারে, তবে এখনও একই মৌলিক উপাদানগুলি ভাগ করে যা ওয়ার্কপিসটিকে টুলের সাপেক্ষে তিনটি দিকে সরানোর অনুমতি দেয়। এই উপাদানগুলির মধ্যে নিম্নলিখিতগুলি অন্তর্ভুক্ত রয়েছে।
মেশিন সমাবেশের জন্য প্রস্তুত সেট
মিলিং মেশিনের ভিত্তিটি কেবল একটি প্ল্যাটফর্ম যা মাটিতে বসে এবং মেশিনটিকে সমর্থন করে। ওয়ার্কপিসটিকে একটি ভিস নামক একটি ফিক্সচারে আটকানো যেতে পারে, যা টি-স্লটে সুরক্ষিত থাকে, বা ওয়ার্কপিসটি সরাসরি এই স্লটে আটকানো যেতে পারে। স্যাডল - একটি স্যাডল এমন একটি প্ল্যাটফর্ম যা টেবিলকে সমর্থন করে এবং এর অনুদৈর্ঘ্য চলাচলের অনুমতি দেয়। হাঁটু - হাঁটু একটি প্ল্যাটফর্ম যা স্যাডল এবং টেবিল সমর্থন করে। বেশিরভাগ মিলিং মেশিনে, কখনও কখনও কলাম এবং ক্র্যাঙ্ক মিলিং মেশিন বলা হয়, ক্র্যাঙ্ক ওয়ার্কপিসের উল্লম্ব চলাচল সরবরাহ করে। হাঁটু কলাম বরাবর উল্লম্বভাবে সরাতে পারে, এইভাবে ওয়ার্কপিসটিকে উল্লম্বভাবে সরাতে পারে যতক্ষণ না কাটারটি তার উপরে স্থির থাকে। যাইহোক, একটি নির্দিষ্ট বিছানা মেশিনে, হাঁটু স্থির করা হয় এবং কাটারটি ওয়ার্কপিসটি কেটে ফেলার জন্য উল্লম্বভাবে সরে যায়।
- বেস এবং কলাম।
- বড় কলামটি বেসের সাথে সংযুক্ত এবং অন্যান্য উপাদানগুলির সাথে সংযোগ করে।
- টেবিল।
পাওয়ার টুল।
1. কোণ পেষকদন্ত, ছোট (500-700W);
2. বৈদ্যুতিক ড্রিল, গতি নিয়ন্ত্রণ সঙ্গে;
3. ওয়েল্ডিং মেশিন, বিশেষত আধা-স্বয়ংক্রিয়;
পরিমাপের টুল, চিহ্নিত করা।
1. রুলেট (2 মি।);
2. ধাতু শাসক (0.5 মি।);
3. বর্গক্ষেত্র (200 মিমি থেকে।);
4. ধাতু জন্য Scriber (জয়ী সোল্ডারিং সঙ্গে);
ধাতু কাটিয়া এবং প্রক্রিয়াকরণ সরঞ্জাম.
1. ধাতুর জন্য কাটিং ডিস্ক (ব্যাস 125 মিমি, বেধ 1.6 মিমি)
2. চেনাশোনা পরিষ্কার করা (পাপড়ি);
3. অগ্রভাগ ঘষিয়া তুলিয়া ফেলিতে সক্ষম, একটি ড্রিলের জন্য (নলাকার, 15-20 মিমি।);
4. স্যান্ডিং পেপার (মাঝারি এবং সূক্ষ্ম);
5. ধাতুর জন্য ফাইল (বর্গক্ষেত্র, সমতল, বৃত্ত এবং অর্ধবৃত্ত);
6. ধাতু জন্য মুকুট, বিজয়ী সোল্ডারিং সঙ্গে (ব্যাস 18 মিমি।);
7. কার্বাইড ড্রিলস, এইচএসএস (ব্যাস - 3.5 মিমি।, 5.5 মিমি।, 10 মিমি।);
ক্ল্যাম্পিং টুল এবং ফিক্সচার।
1. হেক্স কী (4 মিমি।);
2. ওপেন-এন্ড রেঞ্চ বা সামঞ্জস্যযোগ্য (8 মিমি।, 22-24 মিমি।);
3. ভিস বড়;
4. বিভিন্ন আকারের ধাতু জন্য clamps একটি সেট (প্লাস বাড়িতে তৈরি বেশী);
সেবা.
1. বাঁক কাজ করে;
2. ঢালাই কাজ;
3. শীট ধাতু লেজার বা প্লাজমা কাটা;
4. অনলাইন স্টোর;
5. ধাতু-রোলের ভিত্তি (প্রোফাইল এবং শীট মেটাল);
এটি "সরাসরি হাত" থাকাও প্রয়োজন, বিশেষত চারটি, প্রচুর অবসর সময় এবং ধৈর্য।
একটি অনুভূমিক মিলিং মেশিন একটি কাটার ব্যবহার করে যা একটি অনুভূমিক শ্যাফ্টে মাউন্ট করা হয় যাকে ওয়ার্কপিসের উপরে আর্বার বলা হয়। এই কারণে, অনুভূমিক মিলিংকে কখনও কখনও শ্যাফ্ট মিলিং হিসাবে উল্লেখ করা হয়। সমর্থনটি একটি সেতু দ্বারা একপাশে সমর্থিত, যা কলামের সাথে সংযুক্ত, এবং অন্য দিকে একটি টাকু দ্বারা। টাকুটি একটি মোটর দ্বারা চালিত হয় এবং তাই আর্বারকে ঘোরায়। মিলিংয়ের সময়, কাটারটি একটি অনুভূমিক অক্ষ বরাবর ঘোরে এবং কাটিয়া টুলের পাশে ওয়ার্কপিস থেকে উপাদান সরিয়ে দেয়।
একটি উল্লম্ব মিলিং মেশিন, অন্যদিকে, কাটার সরঞ্জামটিকে উল্লম্বভাবে নির্দেশ করে। কাটারটি একটি কোলেট নামক একটি অংশের ভিতরে স্থির করা হয়, যা তারপরে একটি উল্লম্ব ভিত্তিক টাকুতে সংযুক্ত থাকে। টাকুটি মিলিং হেডের ভিতরে অবস্থিত, যা কলামের সাথে সংযুক্ত। একটি উল্লম্ব মিলিং মেশিনে সঞ্চালিত মিলিং অপারেশন কাটারের নীচে এবং পাশে উভয়ই ব্যবহার করে উপাদান অপসারণ করে।
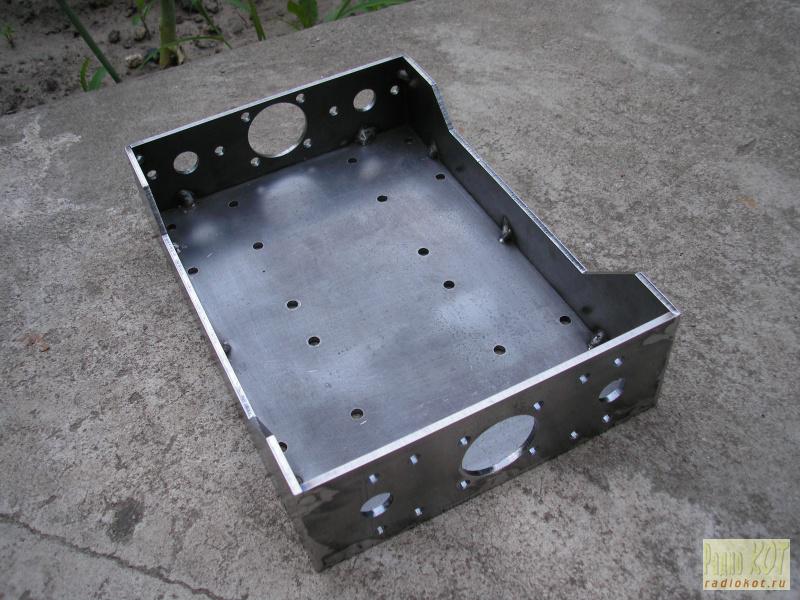
সুতরাং, মেশিনের Z অক্ষের বিছানা দিয়ে শুরু করা যাক.
ফ্রেমের জন্য আমরা 30x60x2mm এর একটি বিভাগ সহ একটি প্রোফাইল পাইপ ব্যবহার করি। আমাদের সেগমেন্ট দরকার: 903 মিমি। - 2 পিসি। (বিছানার অনুদৈর্ঘ্য বিভাগ), 718 মিমি। - 2 পিসি। (বিছানার তির্যক অংশ), 80 মিমি। - 4টি জিনিস। (বিছানার পা) বিছানা সার্বজনীন হতে চালু হবে, এটি একটি টেবিলে ইনস্টল করা বা একটি বেস উপর রাখা যেতে পারে।

মিলিং মেশিনগুলিও ব্যবহৃত নিয়ন্ত্রণের ধরন অনুসারে শ্রেণীবদ্ধ করা যেতে পারে। একটি ম্যানুয়াল মিলিং মেশিনের জন্য অপারেটরকে মিলিং অপারেশনের সময় টর্চের গতিবিধি নিয়ন্ত্রণ করতে হবে। অপারেটর হ্যান্ড ক্র্যাঙ্ক ব্যবহার করে টর্চের অবস্থান সামঞ্জস্য করে যা টেবিল, জিন এবং হাঁটু সরানো হয়। মিলিং মেশিনগুলিকে একটি কম্পিউটার দ্বারাও নিয়ন্ত্রিত করা যেতে পারে, এই ক্ষেত্রে তাদের একটি CNC মিলিং মেশিন বলা হয়। প্রোগ্রাম ব্যবস্থাপনা. টাকু এবং কাটিয়া টুলের কোণ পরিবর্তন করা যেতে পারে, আরও জটিল আকারগুলিকে মিল করার অনুমতি দেয়।
প্রয়োজনীয় দৈর্ঘ্যের পাইপ অংশগুলি পেতে, ক্রমটি অনুসরণ করুন:
1. আমরা দৈর্ঘ্যের একটি মার্জিন সহ একটি পাইপ নিই, একদিকে আমরা একটি বর্গক্ষেত্রের জন্য একটি বৃত্তাকার চিহ্ন তৈরি করি;
2. এর পরে, আমরা এটিকে একটি ভাইসে ক্ল্যাম্প করি, একটি কোণ পেষকদন্ত ব্যবহার করে, আমরা মার্কিং লাইন বরাবর পাইপটি শেষ করি, পাইপের চারটি দিক থেকে প্রতিটি কাটা তৈরি করি, এবং এক কাটাতে নয়;
3. ছাঁটাই করার পরে, আমরা একটি বর্গক্ষেত্র এবং সমতল ফাইলের সাথে পাইপের ভিতরে এবং বাইরে স্কেলটি সরিয়ে ফেলি;
4. একটি বর্গক্ষেত্র দিয়ে পাইপের শেষ পরীক্ষা করুন, প্রতিটি পাশে, প্রয়োজন হলে সামঞ্জস্য করুন;
5. বেস প্রান্তটি ছাঁটাই করার পরে, একটি টেপ পরিমাপ ব্যবহার করে, প্রয়োজনীয় দৈর্ঘ্য চিহ্নিত করুন এবং 2-4 ধাপগুলি পুনরাবৃত্তি করুন।
মিলিং জন্য প্রয়োজনীয় টুল হয় ধারালো কাটার, যা টাকু দ্বারা ঘোরানো হবে। কাটার হল একটি নলাকার হাতিয়ার যার বাইরের দিকে ধারালো দাঁত থাকে। দাঁতের মধ্যে ফাঁকগুলিকে বাঁশি বলা হয় এবং উপাদানের চিপগুলিকে ওয়ার্কপিস থেকে দূরে সরে যেতে দেয়। দাঁত কাটার পাশে সোজা হতে পারে, কিন্তু সাধারণত একটি হেলিক্সে সাজানো হয়। হেলিক্স কোণ শক্তি বিতরণ করে দাঁতের উপর চাপ কমায়। উপরন্তু, কাটার উপর দাঁত সংখ্যা পরিবর্তিত হয়। আরও দাঁত একটি ভাল পৃষ্ঠ ফিনিস প্রদান করবে.
সঞ্চালিত ক্রিয়াকলাপগুলির পরে, আমরা গাইড শ্যাফ্ট সমর্থন, ড্রাইভ স্ক্রুটির ভারবহন সমর্থন, মাউন্টিং কাপলিং স্ক্রু (18 মিমি মুকুট), স্টেপার মোটর ইনস্টল করার জন্য স্টাডগুলির ইনস্টলেশনের জন্য ফ্রেমের তির্যক অংশগুলিতে গর্তগুলি চিহ্নিত করতে এগিয়ে যাই। চিহ্নিত, ড্রিল করা, এখন আপনি সাবধানে পাইপের পৃষ্ঠ পরিষ্কার করতে পারেন।
মিলিংয়ের জন্য ব্যবহার করা যেতে পারে এমন কাটারগুলি খুব বৈচিত্র্যময়, যা আপনাকে বিভিন্ন ফাংশন তৈরি করতে দেয়। যদিও এই কাটারগুলি ব্যাস, দৈর্ঘ্য এবং কাটা আকারে ব্যাপকভাবে পরিবর্তিত হয়, তবে তারা অনুভূমিকভাবে বা উল্লম্বভাবে ব্যবহার করা হবে কিনা তা তাদের অভিযোজনেও পরিবর্তিত হয়।
একটি কাটার যা একটি অনুভূমিক মিলিং মেশিনে ব্যবহার করা হবে তার দাঁত থাকবে যা টুলটির পুরো দৈর্ঘ্য চালাবে। টুলের অভ্যন্তরটি ফাঁপা হবে যাতে এটি একটি গেজেবোতে মাউন্ট করা যায়। এই মৌলিক ফর্ম, এখনও অনেক আছে বিভিন্ন ধরনেরনীচে তালিকাভুক্ত সহ অনুভূমিক মিলিং-এ ব্যবহার করা যেতে পারে এমন কাটার।





ট্রান্সভার্স পাইপের শেষের জন্য, আমরা পাইপের টুকরো থেকে প্লাগ তৈরি করব।

ডাবল অ্যাঙ্গেল টুথ মিল মিলিং মেশিন। লগ মিলিং নামে পরিচিত আরেকটি অপারেশন অনুভূমিক মিলিং মেশিনের মাধ্যমেও সম্ভব। মিলিংয়ের এই ফর্মটি আর্বরের সাথে সংযুক্ত একাধিক কাটার ব্যবহারকে বোঝায় এবং একই সময়ে ব্যবহৃত হয়। স্লট মিলিং একটি একক কাটা দিয়ে একটি জটিল ফাংশন গঠন করতে ব্যবহার করা যেতে পারে।
উল্লম্ব মিলিং মেশিনের জন্য, কাটারগুলির একটি সম্পূর্ণ ভিন্ন আকৃতি রয়েছে। কাটিং টুলের দাঁত শুধুমাত্র টুলের কিছু অংশ ঢেকে রাখে এবং বাকি দৈর্ঘ্য থাকে মসৃণ তললেজ বলা হয়। শ্যাঙ্ক হল কাটিয়া টুলের একটি অংশ যা স্পিন্ডেলের সাথে সংযুক্ত করার জন্য কোলেটের ভিতরে স্থির করা হয়। উপরন্তু, অনেক রাউটার বিট উভয় পক্ষ এবং টর্চ নীচে ব্যবহার করে কাটা ডিজাইন করা হয়. নীচে কয়েকটি সাধারণ উল্লম্ব কাটার তালিকাভুক্ত করা হয়েছে।
থ্রেড সহ প্লেটগুলি বিছানার পায়ে ঝালাই করা হবে, যার মধ্যে আমরা সামঞ্জস্যযোগ্য সমর্থনগুলি স্ক্রু করব।

একই সামঞ্জস্যযোগ্য ফুট মেশিনের বেসে পুনর্বিন্যাস করা যেতে পারে।

ফ্রেমটি ঢালাই করার জন্য, এটি M16x1000 মাউন্টিং স্টাডগুলিতে একত্রিত করা এবং বাড়িতে তৈরি প্রোফাইল ক্ল্যাম্পগুলির সাথে কোণে এটিকে শক্ত করা প্রয়োজন। ক্ল্যাম্পগুলি হল একটি প্রোফাইল পাইপের দুটি অংশ, 20x30x250 মিমি আকারের, 8.5 মিমি ছিদ্র সহ। কেন্দ্রগুলিতে, 150 মিমি লম্বা স্টাডের সাথে একসাথে বাঁধা। এবং ব্যাস 8 মিমি (M8)।
মিলিংয়ের জন্য ব্যবহৃত সমস্ত কাটার বিভিন্ন ধরণের উপকরণে পাওয়া যায় যা কাটিয়া সরঞ্জামের বৈশিষ্ট্য এবং ওয়ার্কপিস উপকরণগুলির জন্য এটি সবচেয়ে উপযুক্ত তা নির্ধারণ করবে। এই বৈশিষ্ট্যগুলির মধ্যে রয়েছে কঠোরতা, কঠোরতা এবং কাটার পরিধান প্রতিরোধের।
উচ্চ গতির ইস্পাত কার্বাইড কার্বন ইস্পাতউচ্চ গতির কোবাল্ট ইস্পাত। ওয়ার্কপিস উপাদান, খরচ এবং টুল লাইফ সহ বিভিন্ন কারণের উপর ভিত্তি করে টর্চ উপাদান নির্বাচন করা হয়। একটি কাটার নির্বাচন করার সময় টুল জীবন একটি গুরুত্বপূর্ণ বৈশিষ্ট্য বিবেচনা করা, কারণ এটি উত্পাদন খরচ ব্যাপকভাবে প্রভাবিত করে। একটি সংক্ষিপ্ত টুল লাইফ ক্রয় করার জন্য শুধুমাত্র অতিরিক্ত সরঞ্জামের প্রয়োজন হবে না, কিন্তু প্রতিবার এটি খুব বেশি পরিধান করা হলে এটি পরিবর্তন করতেও সময় লাগবে।

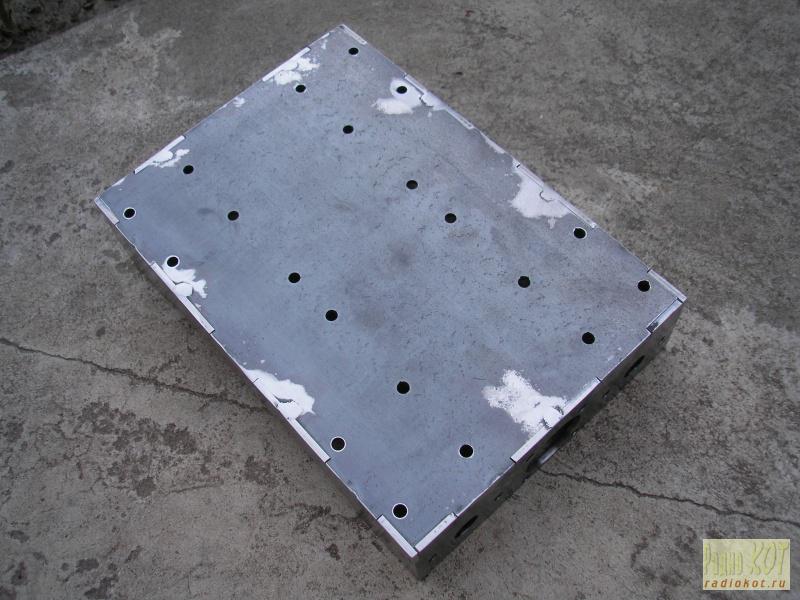
বিছানার তির্যকগুলির পরিমাপ সহ একটি বর্গক্ষেত্রে সমাবেশ করা উচিত, তারপর সমস্ত কাপলিং বাদামকে শক্ত করুন এবং আবার একবার সঠিক কোণ এবং তির্যকগুলি পরীক্ষা করুন।
এই ফর্ম মধ্যে বিছানা পরিবহন, আমি একটি ভ্যাকুয়াম সঙ্গে এটি আবৃত ক্লিং ফিল্ম, কারণ পরিষ্কার এবং পালিশ করা ধাতু মরিচা দাগ খুব ভালভাবে দেখায়, শুধুমাত্র ভেজা আবহাওয়া থেকে নয়, ভেজা এবং চর্বিযুক্ত হাত থেকেও।
উপরে তালিকাভুক্ত কাটারগুলিতে প্রায়শই অতিরিক্ত পরিধান প্রতিরোধের জন্য একটি ভিন্ন উপাদান দিয়ে প্রলিপ্ত দাঁত থাকে, যার ফলে হাতিয়ারের আয়ু বাড়ে। এই তরলটি টর্চের তাপমাত্রা কমাতে ব্যবহার করা হয়, যা মিলিংয়ের সময় খুব গরম হতে পারে এবং টর্চ এবং ওয়ার্কপিসের মধ্যে ইন্টারফেসে ঘর্ষণও কমায়, যা টুলের জীবন বাড়ায়। উপরন্তু, মিলিং এর সময় তরল স্প্রে করে, উচ্চ ফিড হার ব্যবহার করা যেতে পারে, পৃষ্ঠ উন্নত করা যেতে পারে, এবং উপাদান চিপ repelled করা যেতে পারে।
ফ্রেমের ঢালাই পর্যায়ক্রমে সঞ্চালিত হয়:
1. আমরা ভ্যাকুয়াম ফুড ফিল্মটি ভেঙে ফেলি;
2. কর্ণগুলির কোণ এবং মাত্রাগুলি হারিয়ে গেছে কিনা তা পরীক্ষা করুন;
3. আমরা ফ্রেমটিকে একটি অনুভূমিক অবস্থানে ইনস্টল করি, হয় মেঝেতে বা ঢালাই টেবিলে;
4. প্রথমত, আমরা ট্যাক্স, বিন্দু তৈরি করি, বিছানা উল্টে দিয়ে ক্রস টু ক্রস করি, ঠান্ডা হতে দিন;
5. এখন, একই স্কিম অনুযায়ী, আমরা ক্রমাগত অনুপ্রবেশ করি, এটি ঠান্ডা হতে দিন;
6. পাপড়ি, ক্লিনিং হুইলস দিয়ে, আমরা ওয়েল্ডিং সিমগুলি পরিষ্কার করি এবং দেখি কোন অনুপ্রবেশের ফাঁক আছে কিনা, যদি থাকে, আমরা সেগুলি দূর করি;
7. ঠান্ডা করার পরে, আপনি কোণ থেকে clamps অপসারণ করতে পারেন;
8. আমরা সামঞ্জস্যযোগ্য সমর্থনগুলি থেকে প্লেটে বাদামগুলিকে প্রাক-ওয়েল্ড করি (এটি লম্বা করা যেতে পারে) এবং সেগুলিকে পায়ে ঝালাই করি, সেগুলি পরিষ্কার করি, শীতল হতে দিন;
9. আমরা বিছানায় পায়ের মাউন্ট অবস্থানগুলি চিহ্নিত করি এবং ধাতুর জন্য ক্ল্যাম্পগুলিতে তাদের ঠিক করি;
10. আমরা দখল, ফোঁড়া এবং পরিষ্কার, ঠান্ডা যাক;
11. আমরা টাই রডগুলি সরিয়ে ফেলি এবং তাদের থেকে গর্তগুলিকে ঝালাই করি, যেহেতু তারা সহায়ক ছিল।
বিছানা প্রস্তুত।
মেশিন যার উপর মিলিং অংশ একটি উল্লম্ব দিকে সরাতে সক্ষম
সাধারণ কাটিং তরলগুলির মধ্যে রয়েছে খনিজ, কৃত্রিম এবং জলে দ্রবণীয় তেল। মিলিং এ, উপাদানের কাঁচা আকৃতি হল স্টকের একটি টুকরো যা থেকে ফাঁকা কাটা হয়। এই স্টক বিভিন্ন আকারে পাওয়া যায় যেমন ফ্ল্যাট শীট, কঠিন বার, ফাঁপা টিউব এবং আকৃতির বিম। কখনও কখনও বিশেষ এক্সট্রুশন বা বিদ্যমান অংশ যেমন কাস্টিং বা ফোরজিংসও ব্যবহার করা হয়।
মিলিং তৈরি workpieces উপর সঞ্চালিত করা যেতে পারে বিভিন্ন উপকরণবেশিরভাগ ধাতু এবং প্লাস্টিক সহ। মিলিং ব্যবহৃত সাধারণ উপকরণ নিম্নলিখিত অন্তর্ভুক্ত. অ্যালুমিনিয়াম ব্রাস ম্যাগনেসিয়াম নিকেল ইস্পাত থার্মোসেটিং প্লাস্টিক টাইটানিয়াম। . খরচ, শক্তি, পরিধান প্রতিরোধের, এবং machinability সহ একটি উপাদান নির্বাচন করার সময় বিবেচনা করার জন্য বিভিন্ন কারণ আছে। উপাদানটি প্রক্রিয়া করার ক্ষমতা পরিমাপ করা কঠিন, তবে এটি বলা যেতে পারে যে এটির নিম্নলিখিত বৈশিষ্ট্য রয়েছে।
ফ্রেমের ভরাট, "জেড" অক্ষের মধ্যে রয়েছে:
1. WCS লিনিয়ার গাইড শ্যাফ্ট, ব্যাস 16mm, দৈর্ঘ্য 1000mm, পরিমাণ 2pcs;





- ভাল পৃষ্ঠ ফিনিস সঙ্গে ফলাফল.
- দীর্ঘ টুল জীবন প্রচার করে.
- মিলের জন্য কম বল এবং শক্তি প্রয়োজন।
- সহজ চিপ সমাবেশ প্রদান করে.
মিলিং মেশিনের অপারেশন নীতি
যদি কাটিংয়ের পরামিতি যেমন ফিডরেট, স্পিন্ডেলের গতি বা খুব বেশি হয়, তাহলে ওয়ার্কপিসের পৃষ্ঠটি পছন্দসই থেকে রুক্ষ হবে এবং এতে আঁচড় বা এমনকি পোড়া চিহ্ন থাকতে পারে। উপরন্তু, একটি বৃহৎ কাটা গভীরতা টর্চ কম্পিত হতে পারে এবং কাটা ভুল হতে পারে। নিস্তেজ কাটার - একটি কাটার সরঞ্জাম হিসাবে, দাঁত পরে এবং নিস্তেজ হয়ে যাবে। অসমাপ্ত ওয়ার্কপিস। যদি ওয়ার্কপিসটি নিরাপদে ফাস্টেনারে আটকানো না থাকে, মিলিং ঘর্ষণ এটিকে সরাতে এবং পছন্দসই কাট পরিবর্তন করতে পারে। একটি সস্তা ওয়ার্কপিস দীর্ঘ সময় কাটাতে পারে এবং আরও সরঞ্জাম পরিধান করতে পারে, যার ফলে সামগ্রিক খরচ বৃদ্ধি পায়। পছন্দসই আকার এবং আকৃতির কাছাকাছি একটি ওয়ার্কপিস প্রি-কাট করার জন্য প্রয়োজনীয় মিলিংয়ের পরিমাণ কমিয়ে দিন। একটি ওয়ার্কপিস আকার নির্বাচন করুন যাতে ওয়ার্কপিসটি নিরাপদে বেঁধে রাখার জন্য যথেষ্ট বড় হয়। উপরন্তু, ক্ল্যাম্পড সারফেসটি যেকোন কাটের জন্য টুল এবং ফিক্সচারের মধ্যে ক্লিয়ারেন্স প্রদান করতে হবে। সম্ভব হলে ওয়ার্কপিসের একপাশে সমস্ত ফাংশন ডিজাইন করার সময় প্রয়োজনীয় সেটআপের সংখ্যা কমিয়ে দিন। নকশা বৈশিষ্ট্যযেমন গর্ত এবং থ্রেড সরঞ্জাম প্রয়োজন মান মাপ. নিশ্চিত করুন যে কোনও বৈশিষ্ট্যের গভীরতা টুলের দৈর্ঘ্যের চেয়ে কম, এবং সেইজন্য ওয়ার্কপিসের সাথে কোলেট তৈরির যোগাযোগ এড়াবে। কম সহনশীলতা এবং পৃষ্ঠের রুক্ষতা প্রয়োজনীয়তা, যদি সম্ভব হয়, খরচ কমাতে। ভিতরের উল্লম্ব প্রান্তগুলি প্রসারিত করুন যাতে কোণার ব্যাসার্ধটি আদর্শ টুলের কোণার ব্যাসার্ধের সমান হয়। যদি বাইরের তীক্ষ্ণ প্রান্ত সহ অন্য একটি উপাদানকে ফিট করার প্রয়োজন হয়, তাহলে একটি বাম্প জোন প্রদান করতে একটি গর্ত ড্রিল করুন। খুব দীর্ঘ এবং পাতলা অংশ এড়িয়ে চলুন. বাইরের অনুভূমিক প্রান্তের জন্য কোণার ব্যাসার্ধের পরিবর্তে চেমফার ব্যবহার করুন। আন্ডারকাট এড়িয়ে চলুন।
- ভুল কাটিয়া পরামিতি.
- একটি নিস্তেজ কাটার সুনির্দিষ্ট কাট করতে কম সক্ষম।
- সামগ্রিক খরচ কমিয়ে যে উপাদান নির্বাচন করুন.
- প্রয়োজনীয় সরঞ্জামের সংখ্যা কমিয়ে দিন।
5. কাটিয়া শেষ, দৈর্ঘ্য 1000 মিমি এবং ক্যাপ্রোলন বাদাম সহ ট্র্যাপিজিয়াম স্ক্রু;

সমস্ত ফাস্টেনার M5, শুধুমাত্র বিভিন্ন দৈর্ঘ্য।
আমরা চালিয়ে যাই, পোর্টালটি "Y" অক্ষ এবং "Z" অক্ষ।
পোর্টাল এবং অক্ষটি 1000x1000x3 মিমি পরিমাপের শীট মেটাল দিয়ে তৈরি করা হবে, লেজার কাটিং ব্যবহার করে, নাম লেজার কাটিং, কারণ প্লাজমা ক্ষুদ্রতম বিবরণের সাথে মানিয়ে নিতে পারে না। শীট মেটাল থেকে অংশগুলি তৈরি করতে, আপনাকে বেশ কয়েকটি প্রয়োজনীয়তা পর্যবেক্ষণ করে CorelDRAW বা AutoCAD এ আঁকতে হবে:
প্লাজমা কাটার জন্য অঙ্কনের জন্য প্রযুক্তিগত প্রয়োজনীয়তা:
1. ফাইল ফরম্যাট: অটোক্যাড, সলিডওয়ার্কস, কমপাস (বিশেষভাবে *.dxf);
2. সমস্ত অক্ষর এবং পাঠ্যকে বক্ররেখায় রূপান্তর করতে হবে;
3. অংশগুলির মধ্যে দূরত্ব ধাতুর বেধের চেয়ে বেশি বা সমান, তবে 6 মিমি থেকে কম নয়;
4. শীটের প্রান্ত থেকে বিশদ পর্যন্ত দূরত্ব ধাতুর বেধের সমান, তবে 10 মিমি থেকে কম নয়।
CorelDRAW-তে SPlan7-এ যা আঁকলাম তা আমাকে আবার আঁকতে হবে এবং তারপর AutoCAD-এ খুলে *.dxf হিসাবে সংরক্ষণ করতে হবে। আমি জানি না কিভাবে অটোক্যাডে কাজ করতে হয়, তাই আমি এত জ্ঞানী। কাটার জন্য ফাইল পাঠিয়েছে। সাত দিন পরে, সমাপ্ত অংশ বিতরণ পরিষেবা দ্বারা পাঠানো হয়েছিল। আমি বিস্মিত ছিলাম কাটের মান, সর্বোচ্চ শ্রেণীর। পোর্টালটি এখন পর্যন্ত ঢালাই ছাড়াই একত্রিত হয়েছে এবং সবকিছু একটি 3D ধাঁধার মতো একসাথে রাখা হয়েছে।

ঢালাইয়ের আগে, পোর্টালটিকে একত্রিত করা হয়েছিল এবং একই M16x1000 স্টাড (গাইড শ্যাফ্টের গর্তের মাধ্যমে) দিয়ে একসাথে টানা হয়েছিল এবং এর নীচের অংশটি চিপবোর্ড বোর্ডের গর্তের মধ্য দিয়ে কোণে স্থির করা হয়েছিল। ক্রমাগত অনুপ্রবেশ থেকে ধাতুর আচার বাদ দেওয়ার জন্য পোর্টালের ঢালাই সাহসী পয়েন্ট সহ করা হয়েছিল। পোর্টালের সাথে বাদামটি যে জায়গায় সংযুক্ত ছিল, প্রোফাইল পাইপ 15x15x2 মিমি। ঢালাইয়ের পরে, আমি পাপড়ি চেনাশোনা দিয়ে ফ্লাশ না করে সবকিছু পরিষ্কার করেছি, টাই রডগুলি ভেঙে দিয়েছি।
পোর্টালের ভরাট, "Y" অক্ষের মধ্যে রয়েছে:
1. WCS রৈখিক গাইড শ্যাফ্ট, ব্যাস 16mm, দৈর্ঘ্য 750mm, পরিমাণ 2pcs;
2. SHF খাদ ধারক, SHF16UU, পরিমাণ 4pcs;
3. হাউজিং মধ্যে লিনিয়ার ভারবহন, SCS16UU (4 গর্ত), পরিমাণ 4pcs;
4. ভারবহন সমর্থন করে (বিয়ারিং নং 6000 - 3 পিসি।), পরিমাণ 2 পিসি, পরিণত;
5. কাটিয়া প্রান্ত, দৈর্ঘ্য 740 মিমি এবং ক্যাপ্রোলন বাদাম সহ ট্র্যাপিজয়েড স্ক্রু;
আসুন ক্যাপ্রোলন বাদামের নকশার উপর আলাদাভাবে চিন্তা করি। আমি নিজেই এটি নিয়ে এসেছি। বাদামটি একটি বিচ্ছিন্ন ধারকের মধ্যে ঢোকানো হয় এবং একটি ষড়ভুজ মাথা সহ থ্রাস্ট কটার পিন দিয়ে লক করা হয়।


এখন জেড অক্ষ। ঢালাইয়ের জন্য, আমি অক্ষের "নীচে" স্ক্রু করেছি, এর গর্ত দিয়ে স্ক্রু দিয়ে চিপবোর্ডে, যাতে এটি নেতৃত্ব না দেয়। তারপর সে চার দেয়ালে হেলান দিয়ে বাতা দিয়ে টেনে নিয়ে গেল। আমি এটি সিদ্ধ করেছি, ভিতরে কোণে ট্যাক দিয়ে এবং বাইরে, প্রতিটি "কাঁটা" 1-2 জায়গায় (প্রস্থের উপর নির্ভর করে)। এটি ঠান্ডা হয়ে যায়, স্ক্রুগুলি ভেঙে দেয় এবং এটি পরিষ্কার করে (কেবল বাইরে থেকে)।








 মোট ভাইরাল")


চ্যান্টিলি ক্যাসেল - ভার্সাই চ্যান্টিলি ক্যাসেলের পরে ফ্রান্সে দ্বিতীয় প্যারিস থেকে কীভাবে যাবেন
তুরস্কের বিনোদন পার্ক "দ্য ল্যান্ড অফ লেজেন্ডস থিম পার্ক"
গ্রীসের পবিত্র স্থান। গ্রীস অর্থোডক্স। সেন্ট নিকোলাসের ভোজে তীর্থযাত্রা
পিকোদি: এক জায়গায় সব ছাড়!
কিভাবে Dolmabahce প্রাসাদ যেতে