Наждачная бумага является самым востребованным абразивом, альтернативы которому пока нет.
Без неё не обходятся слесарь, художник, скульптор, отделочник, мебельщик.
Этот нехитрый инструмент есть в каждой автомастерской для ремонта кузова автомобиля, каждом доме, у хорошего хозяина.
Наждак необходим для обработки разных поверхностей, металла, дерева. Применение шлифовальной бумаги напрямую зависит от её технических характеристик, материала основы, типа абразива и зернистости.
Что такое зернистость
 Абразивный элемент наносится на основу, бумажную, тканевую, иную. Соотношение количества нанесённого абразивного материала (крупинки, порошок) на квадрат поверхности называется зернистость бумаги.
Абразивный элемент наносится на основу, бумажную, тканевую, иную. Соотношение количества нанесённого абразивного материала (крупинки, порошок) на квадрат поверхности называется зернистость бумаги.
Меньшая зернистость или меньшее количество крупинок на поверхности единицы площади - бумага грубее, жестче. Крупинки маленького размера делают бумагу мягче, их больше помещается на том же квадрате площади - число зернистости выше.
Важно знать: чем больше требуется абразивного вещества для покрытия единицы площади, тем мельче его кристалл. Чем меньше абразива ложится на поверхность единицы площади, тем он крупнее.

Первичная обработка дерева
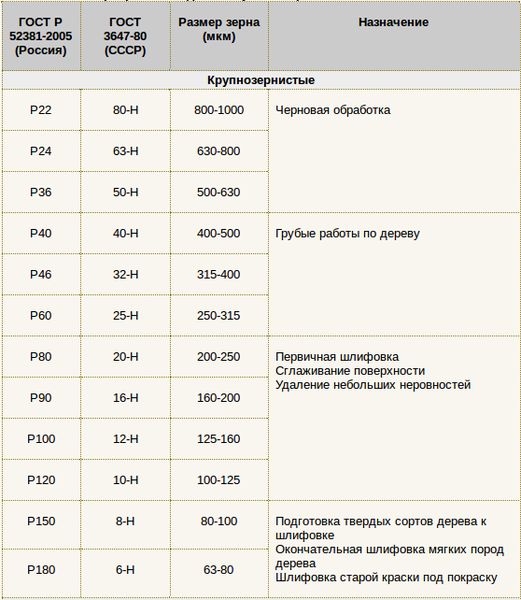
Назначение бумаги для тех или иных работ напрямую зависит от её зернистости, которая является главной характеристикой, показателем, определяющим сферу применения:
- Первичная или черновая обработка поверхности, снятие лакокрасочных покрытий, коррозии и ржавчины требует крупнозернистой бумаги, зернами 12 и 80.
- Устранение повреждений после первичной обработки, царапин видимых глазу изъянов, выравнивания поверхности, бугров, неровностей, требует показателей 80-160.
- Шлифовка выравнивание неровностей средних размеров используется зернистость Р80-Р120.
- Финишная обработка поверхностей, сглаживание пятен — зернистость 160-1400.
Характеристикой зернистости является её гритность, это характеристика плотности камня или иного вещества, используемого для абразива . Высокая гритность позволяет использовать гибкий абразивный материал для обработки твёрдых износостойких поверхностей.
Обратите внимание: учитывать гритность абразива необходимо для достижения искомых результатов обработки поверхностей!
Виды гибкого абразива различают и по другим показателям, но уже понятно, что показатель зернистости — основа маркировки.
Градация абразива в зависимости от материала

Виды наждачной бумаги
Абразивный материал производят из органических пород и химических соединений. Градация абразива производится в соответствие с теми свойствами, которыми обладает исходный материал, это:
- гранит, эффективен на любых поверхностях, традиционно используется при работе с твёрдой древесиной;
- кремния карбид, востребован для работы с металлом, пластиком, стекловолокном;
- керамика высокой твёрдости, прочности, применяется в основном для лент шлифовальных машин;
- окись алюминия, ценится за длительные сроки использования, применяется при деликатной обработке поверхностей.
Исходный материал абразива отражается при маркировке шкурок. Подбирая шкурку для работ, внимательно изучите изнаночную сторону, чтобы познакомиться со всеми техническими и эксплуатационными характеристиками инструмента.
Маркировка
Многообразие наждачной бумаги сегодня классифицируется в двух стандартах. Маркировка производится в соответствии со стандартом FEPA, а также стандартом ISO 6344.
Нормы и того и другого соответствуют российскому ГОСТу, который в свою очередь является признанным мировым сообществом. У некоторых стран абразивная бумага маркируется и выпускается по-особому.
Традиционно шкурка выпускается в виде листов, имеет название листовая, рулонами, имеет привычную маркировку. Маркировка «Р» - обозначение зернистости. Цифры, следующие за буквой, обозначают пределы 12 -2500.
Возьмите на заметку: чем выше число зернистости, тем мельче зерна.
Гост Советского Союза обозначал значение главного показателя в микронах. С тех пор сохранилась классификация, которая иногда используется в соседних странах, бывших республиках, и в запасниках некоторых рачительных хозяев - М20, М 7, «нулёвка».
Шкурка для предварительных работ:
- Самая грубая, первичная работа с поверхностью производится с использованием шкурок, на которых крупная фракция абразива:
- 80-Н;
- 63-Н;
- 50-Н;
- Последующие обработки производят наждаками:

- 40-Н;
- 32-Н;
- Начальная шлифовка требует использования бумаги:
- Р100;
- Р120;
- 20-Н;
- 16-Н;
- 10-Н;
- Завершающий этап шлифовки производят шкурками:
- Р150;
- Р180;
Поэтапное использование абразивного материала позволяет тщательно выбрать все имеющиеся изъяны, выровнять поверхность, подготовить её к финишной обработке, которая проводится так же в несколько приёмов.
Наждачная бумага Р240
Классификация мелкозернистой наждачной бумаги подразумевает использование инструмента для прочного дерева (дуб, ясень):
- первичная шлифовка:
- Р240;
- 5 -Н;
- полировка перед нанесением морилки, грунтовки, краски:
- Р400;
- Р600;
- Р800;
![]()
Наждачная бумага Р1200
Использование мелкозернистой шкурки для металла, керамики:
- шлифовка:
- Р1000;
- полировка:
- Р1200;
- Р1500;
- Р2000;
- Р2500 Н-0;
- Н-01.
Литера «Р» означает классификацию по ISO 6344, литеры «Н», «М» соответствуют нашей отечественной маркировке. Числовые значения обозначают размер фракции абразивного вещества.
К примеру, значение Р80 говорит, что маркировка соответствует международному стандарту, абразив пропущен сквозь формы размером 80 на дюйм. Покупателю не сложно разобраться, какие работы тем или иным инструментом нужно проводить. Правильному выбору наждачной бумаги по назначению поможет изнанка.
Что написано на изнанке

Изнаночная сторона наждачной бумаги
Вся информация о зернистости, основе и прочих данных, входящих в маркировку изделия, нанесена на её заднюю сторону.
На изнанке покупатель получит информацию об основе, её типе, технологии изготовления. Здесь же размещена информация о типе абразивного материала.
К примеру, значимые обозначения характеристик:
- «Л» - означает, что бумага листовая, рулонная никак не обозначается;
- «Л1», «Л2», «М» - что бумага водостойкая;
- «П» - что боится влаги, впитывает её как губка и разрушается;
- «1» - шлифовка мягких поверхностей;
- «2» - шлифовка твёрдых поверхностей.
Существуют и другие обозначение, предназначенные для специалистов.
Классификация по материалу основы

Основа, подложка наждачной бумаги ещё одна не менее важная характеристика, которая также определяет назначение шкурки. Подложки бывают трёх видов. Решение, какой из них отдать предпочтение зависит от предполагаемых целей использования абразива:
- бумажной основе, которая в основном производится с мелкой или среднего размера фракцией зерна, является самой дешёвой, среди недостатков - короткий срок службы, впитывание влаги;
- тканевой, обладающей высокой износостойкостью, прочностью, эластичностью, влагостойкостью;
- комбинированной, высокой зернистости, высокой эластичности, прочности, износостойкости.
Современная промышленность выпускает абразивы на основе фибры и полиэстера. Обработка пластика дерева и иных волокнистых материалов позволяет использование бумаги с покрытием зернами абразива 60% площади.
Современные материалы подложки позволяют осуществлять наиболее эффективное использование зернистого инструмента. Для обработки металла делают покрытие 100% площади инструмента. Эластичность основы необходима при обработке поверхностей от ржавчины и краски.
шлифовальных машинах применяют водоотталкивающую основу в связи с использованием охлаждающих и смазывающих жидкостей.
На производстве, в мастерских, дома не помешает запас инструмента, чтобы всегда истёртый отработанный наждак можно было заменить, не прерывая работы. Наждачные шкурки, ленты стоят недорого, всегда доступны в полном ассортименте.
Сделать правильный выбор, разбираться в вопросе мере помогут картинки видов наждачной бумаги. Интересные факты о наждачной бумаге смотрите в следующем видео:
1 Ноября 2013
Наждачная бумага широко применяется для черновой и чистовой обработки деревянных, металлических и других поверхностей. Прежде чем приобрести шлифовальную бумагу, необходимо разобраться в ее технических характеристиках, основными среди которых являются материал основы, зернистость, тип абразива.
Наждачная бумага , или так называемая шлифовальная шкурка, представляет собой своеобразный инструмент, выполненный в виде бумажного либо тканевого полотна, на которое при помощи специальной клейкой смеси наносится абразивный состав. Наждачная бумага, по принципу действия напоминающая режущий прибор, предназначена для того, чтобы производить чистовую и черновую обработку деталей и заточку инструмента. На поверхности бумаги находится множество острых граней, хорошо воздействующих на древесину, металлы и сплавы, камень, пластик.
Среди основных технических характеристик шлифшкурки выделяют такие, как материал основания, тип зерна и показатель зернистости. Стоит заметить, что основа наждачной бумаги может быть не только бумажной или тканевой. В качестве материала для основы также используется фибра и полиэстер.
Наждачная бумага может иметь как открытую, так и закрытую структуру. Для обработки таких волокнистых материалов, как дерево или пластик, обычно берется бумага с открытой структурой, где абразивные зерна покрывают около 60% площади. Шлифшкурка с закрытой структурой, где 100% площади покрыто зернами, используется для качественной и точной шлифовки металлических поверхностей.
Эластичная и прочная наждачная бумага с тканевой основой подходит для сухой шлифовки, очистки от краски и ржавчины. Шлифовальная шкурка, основа которой выполнена из водостойкой бумаги, может применяться в тех случаях, когда используются смазывающе-охлаждающие жидкости.
Зернистость наждачной бумаги
Основным параметром наждачной бумаги считается зернистость, под которой подразумевается количество абразивных частиц, размещенных на квадратном сантиметре шлифшкурки. Грубая наждачная бумага имеет невысокую зернистость. Чем больше зерен размещено на единице площади, тем более гладкой считается наждачная бумага.
Шлифшкурка, зернистость которой находится в пределах от Р12 до Р60, подходит для черновой обработки и первичного обдирания поверхности.
Бумага с зернистостью Р80-Р120 может использоваться для средней шлифовки, когда необходимо сгладить поверхность, убрав заметные недостатки.
Наждачная бумага , зернистость которой попадает в границы от Р150 до Р180, является достаточно тонкой. Подходит для окончательной шлифовки на завершающих этапах обработки древесины.
Шлифшкурка, зернистость которой составляет Р220-Р240, отличается большой тонкостью, используется для шлифовки изделий, прежде чем они будут покрываться грунтовкой и краской.
Очень тонкая шлифовальная бумага с зернистостью Р280-Р320 обычно применяется для удаления мелких пылевых частиц и отметин.
Самой тонкой на сегодняшний день считается бумага с зернистостью Р360-Р600. Такая шлифшкурка используется для того, чтобы убрать глянец, пятна и мелкие царапины на готовой поверхности.
Типы абразивов на наждачной бумаге
Существует четыре основных типа абразивов:
- Окись алюминия отличается хрупкостью. Бумага с подобным типом абразива чаще используется для обработки дерева. Под воздействием тепла и давления абразив начинает разламываться, благодаря чему появляются новые острые грани, поэтому такая наждачная бумага может прослужить дольше.
- Гранат — естественный абразив, подходящий для шлифовки дерева. Наждачная бумага с гранатом отличается относительной мягкостью, поэтому применяется для заключительной шлифовки и полировки дерева, запечатывая его структуру. Таким образом пигментные краски равномерно проникают в древесину.
- Карбид кремния выделяется своей прочностью. Бумага с таким типом абразива применяется для шлифовки металлов, краски, стекловолокна, пластмассы.
- Керамический абразив, чаще представленный в виде шлифовальных лент, считается самым твердым, поэтому доступен обычно в грубых сортах наждачной бумаги, предназначенной для формирования и выравнивания древесины.
Некоторые особенности применения наждачной бумаги
Во время обработки поверхности при помощи наждачной бумаги необходимо придерживаться одного важного правила: работа начинается с использования самой грубой шлифшкурки с постепенным переходом на бумагу с большей зернистостью. Грубое зерно берется для чернового шлифования древесины, удаления ржавчины и устаревшей краски с металлических поверхностей. Тонкое зерно используется на стадиях чистового шлифования, полировки окрашенных поверхностей, шлифовки металлов. Для пластика лучше подойдет бумага, где в качестве абразива нанесен карбид кремния.
При влажной шлифовке поверхность получается более гладкой, удается избежать появления пыли. Для этого существует специальная водостойкая бумага.
Другие статьи
7 Сентября
Почти каждый современный автомобиль оснащается активными системами безопасности, в том числе и антиблокировочной системой. Основным чувствительным элементом этих систем является датчик скорости или датчик АБС — все об этих датчиках, их типах и конструкции, а также выборе и замене — читайте в статье.
31 Августа
Современные транспортные средства оснащаются световой сигнализацией, предупреждающей других участников дорожного движения о торможении. Основой сигнализации выступает выключатель стоп-сигнала. Все об этом устройстве, его существующих типах, конструкции, а также о выборе и замене — читайте в статье. В строительстве, различных отраслях промышленности, в авторемонтной и других областях широкое применение находят пескоструйные аппараты различных типов. Все об этом оборудовании, его классификации, конструкции и характеристиках, а также о правильном выборе и эксплуатации аппаратов — читайте в статье.
10 Августа
Несмотря на распространение сварки, классическая технология соединения деталей с помощью заклепок все еще остается актуальной. О главном элементе этого соединения — заклепках, их типах, конструкции, характеристиках и способах установки, а также об их выборе и использовании — читайте в данной статье.
3 Августа
Для выполнения многих работ требуется обеспечить повышенную видимость людей в светлое и темное время суток — это достигается использованием сигнальных жилетов. О том, что такое сигнальный жилет, какую конструкцию он имеет и каким требованиям должен отвечать, а также о его выборе — читайте в статье.
Наждачную бумагу применяют для различных целей: чтобы она соответствовала выполняемой работе, необходимо правильно подобрать зернистость и тип абразивного материала - два главных параметра, характеризующих наждачную бумагу.
На основу наждачной бумаги нанесен абразивный материал. В зависимости от того, на каком расстоянии друг от друга находятся его отдельные частицы и какова их величина, бумаге присваивают определенное значение зернистости.
Различают промышленную и коммерческую наждачную бумагу, первая используется на предприятиях, вторая - в быту.
Крупнозернистая наждачная бумага
На данный момент в большинстве стран мира, в том числе и в России, принято обозначать наждачную бумагу в соответствии с международным стандартом ISO 6344. В соответствии с ним бумага обозначается буквой P и номером от 12 до 2500, который характеризует размер зерен абразива.
Бумага с зернистостью от P12 до P36 считается очень грубой, ее применяют, например, для удаления старой краски. Размер зерна такой бумаги может достигать 1 мм. Такую бумагу не используют для чистовых работ, так как она оставляет царапины и после нее поверхность обязательно обрабатывается более мелкой наждачкой.
Зернистость от P40 до P60 считается грубой, бумагу этого класса применяют для грубой зачистки поверхности, для сглаживания мелких неровностей.
Наждачной бумагой с зернистостью от P80 до P120 уже можно проводить шлифовку, если нет особых требований к ее качеству. Размер зерна такой бумаги от 200 до 100 мкм.
Бумага с зернистостью от P150 до P180 применяется шлифования деревянных изделий под покраску. Для бытовых целей редко применяется менее грубая наждачка.
Вся наждачная бумага с зернистостью от P12 до P180 относится к классу крупнозернистой.
Мелкозернистая наждачная бумага
Бумага с размером зерна меньше 63 мкм считается мелкозернистой.
Зернистость от P240 до P280 позволяет проводить шлифовку между покрытиями краской. Бумага с зернистостью от P400 до P600 применяется для финального шлифования поверхности и для ее полировки.
Наждачная бумага с зернистостью от P1000 до P2500 используется для полировки керамических, пластмассовых, металлических изделий, а также для мокрой полировки.
Помимо импортного стандарта, существует и отечественный ГОСТ, которым все еще продолжают пользоваться в быту.
Виды абразивов
Существует четыре основных разновидности абразивных материалов, которые используются для создания наждачной бумаги:
Керамический абразив: наиболее прочный материал, используется для грубой начальной обработки поверхностей;
Карбид кремния: в основном используется для обработки металлических и пластмассовых поверхностей и поверхностей покрытых краской;
В редких случаях для изготовления наждачной бумаги используют самый твердый минерал - алмаз.
Окись алюминия: мягкий минерал, которым обрабатывают деревянные поверхности, наждачные бумаги на основе этого абразива наиболее износоустойчивы, что позволяет снизить их расход;
Гранат: также применяется для обработки дерева, гранатовую наждачную бумагу обычно используют на конечном этапе обработки, так как она позволяет создать поверхность, которая лучше поддается окрашиванию.
История
Первое упоминание о наждачной бумаге относится к 13-му веку, когда в Китае она изготовлялась из размолотых раковин, семян и песка насеянных на пергамент с помощью натурального клея. У некоторых народов в качестве наждачной бумаги использовалась кожа акулы .
Считается, что изобретателем современной шлифовальной бумаги является Джон Оукей (John Oakey) (1813 г. - 10 января 1887 г.) - английский изобретатель и основатель компании «Джон Оукей и сыновья», производителя наждачной бумаги и других шлифовальных материалов.
Будучи подмастерьем в мастерской по изготовлению музыкальных инструментов, он начал изготавливать свою первую продукцию, приклеивая песок и размолотое стекло на бумагу. Усовершенствовав технологию для массового производства, он в 1833 г.основал бизнес в Валворте (Лондон), а затем перенес его на Вестминстер Бридж Роуд, где, на месте бывшего приюта построил фабрику, здание которой в те годы называлось Веллингтон Миллс (Wellington Mills). До настоящего времени не сохранилось.
Оукей последовательно разработал бумагу для сухого и влажного шлифования и целый ряд шлифовальных материалов, включая средства для полирования обуви, средства для чистки посуды, полироль для мебели, и средство для полирования ножей (запатентованное Wellington Knife Polish).
Джон Оукей умер в 1887 году и похоронен на кладбище Вест Норвуд (West Norwood Cemetery). Его бизнес перешел к сыновьям Джозефу и Джону.
Типы и виды шлифовальной бумаги. Примеры маркировки
Строго говоря, натуральный наждак, природный материал, представляющий собой смесь корунда и магнетита, в производстве современных шлифовальных материалов почти не применяется. Наиболее часто для изготовления шлифовальных материалов на бумажной или тканевой основе используют искусственно получаемые оксид алюминия (электрокорунд) или карбид кремния.
Оксид алюминия
Самый широко применяемый абразив. Получают электрокорунд восстановительной плавкой в дуговых печах шихты, состоящей из бокситового агломерата, малозольного углеродистого материала и железной стружки. Выдерживает сильное давление, обладает отличной режущей способностью. Представляет собой твердые кристаллы с острыми гранями на изломе.
Карбид кремния
Блестящие кристаллы нерегулярной формы с очень острыми краями. Карбид кремния по твердости превосходит оксид алюминия, но более хрупок. Под давлением во время работы кристаллы раскалываются с образованием новых режущих граней. Это свойство карбида кремния сохраняет рабочие свойства шлифовальных материалов долгое время и предотвращает засорение абразивной поверхности. Шлифматериалы с карбидом кремния рекомендуются для обработки стекла, пластика, чистовой обработки металла.
Классификация шлифовальной бумаги по показателю зернистости
Основными характеристиками абразивных материалов, кроме их природы являются такие, как «Зерно» и «Зернистость» (grit).
«Зерно» - размер (диаметр) гранулы абразивного материала.
«Зернистость» - количество абразивных частиц на квадратный дюйм.
В настоящее время среди иностранных и некоторых российских производителей наибольшее распространение получил стандарт Европейской Федерации производителей абразивных материалов FEPA (Federation of European Producers of Abrasives). Эта классификация полностью идентична классификации абразивных материалов по версии Международной организации по стандартизации ISO (International Organization for Standardization).
Стандарт ISO 6344 состоит из трех частей: «Шлифовальный материал с покрытием. Гранулометрический анализ. Часть 1. Определение гранулометрического состава»; «Шлифовальный материал с покрытием. Гранулометрический анализ. Часть 2. Определение гранулометрического состава микрозерен от P 12 до P 220»; «Шлифовальный материал с покрытием. Гранулометрический анализ. Часть 3. Определение гранулометрического состава шлифпорошка от Р240 до Р2500»
Гранулометрический состав шлифпорошка обозначается буквой P и цифрами от 12 до 2500. Определяется гранулометрический состав шлифовальных порошков от P12 до P220 просеиванием через контрольные сита, с определенным размером ячейки, в то время как для шлифпорошков (Р240-Р2500) применяют измерение скорости оседания частиц. Причем типоряд «P» действителен для гибких материалов. Существует еще похожий на него типоряд «F» - для твердных изделий - кругов, брусков, некоторых дисков
Чем ниже зернистость, тем грубее наждачная бумага и наоборот. На рынке представлена шлифовальная бумага с зернистостью от Р12 до Р4000. Наиболее часто для строительно-отделочных работ применяется шлифовальная бумага с зернистостью Р80-Р600.
Также встречается продукция, маркировка которой соответствует национальным стандартам:
Маркировка по ГОСТу . Наносится на оборотную сторону краской
| Л1Э620×50П215А25-НМА ГОСТ 6456-82 622 |
|---|
- Л - листовая
- для рулонной букву не ставят
- 1 - тип бумаги. Варианты:
- 1 - для шлифования материалов низкой твёрдости
- 2 - для шлифования металлов
- Э - абразив нанесён электростатическим способом
- 620×50 - размер, ширина, мм х длина, мм. Варианты:
- размер, ширина, мм х длина, мм для листов
- размер, ширина, мм х длина, м для рулонов
- П2 - основание - бумага 0-200. Варианты:
- Л1, Л2, М - влагопрочная бумага
- П1,… П11 - невлагопрочная бумага
- С1, С1Г, С2Г, У1, У2, У1Г, У2Г - ткань саржа
- П - ткань полудвунитка
- 15А - марка нормального электрокорунда . Варианты:
- 15А - нормальный электрокорунд
- 24А, 25А - белый электрокорунд
- 43А, 45А - монокорунд
- 53С, 54С, 55С - карбид кремния чёрный
- 62С, 63С - карбид кремния зелёный
- 25 - размер основной фракции абразива, мкм . Вариант:
- М63 … М3 - микрошлифпорошки, размер в мкм
- -Н - содержание основной фракции абразива. Варианты:
- В - ≥ 60 %
- П - ≥ 55 %
- Н - ≥ 45 %
- Д - ≥ 41 %
- М - абразив приклеен мездровым клеем . Варианты:
- М - мездровый клей
- С - синтетический клей
- К - комбинированная связка (М + С)
- СФК - фенолформальдегидная смола
- А - показатель износостойкости по классу (наличие дефектов). Варианты:
- А - ≤ 0,5 %
- Б - ≤ 2 %
- В - ≤ 3 %
- ГОСТ 6456-82 - стандарт. Варианты:
- ГОСТ 13344-79 - водостойкая тканевая
- ГОСТ 6456-82 - неводостойкая
- 622 - заводской номер партии (иногда отсутствует)
Маркировка
Абразивы на бумажной основе
Бумага для основы должна быть очень прочной, чтобы выдерживать механические воздействия. Ее классифицируют в зависимости от плотности (г/м2) и маркируют цветными буквами. Принята такая классификация (согласно FEPA).
Бумага может быть как водостойкой, так и обычной. Обращайте внимание на маркировку производителя. Водостойкость шлифовальной шкурки также определяется типом связующего.
Преимущества бумажной основы:
Низкая стоимость;
Не происходит удлинения основы при работе;
Поверхность позволяет наносить самые мелкие фракции шлифматериала.
Недостатки:
Невысокая прочность и износостойкость;
Неводостойкость (водостойкая бумажная основа используется, как правило, только при ручной обработке).
Абразивы на тканевой основе
Чаще всего в качестве основы для абразивных материалов используют хлопок и полиэстер. Ткани пропитываются полиэфирной смолой для придания им большей прочности и водостойкости. Основными характеристиками тканей являются эластичность и прочность на разрыв.
Ткань класса J применяется для чистового шлифования края и профиля. Ткань Х обычно используется для грязной тяжелой работы. Ткани типов W и Y применяют, когда требуется повышенная прочность ленты - при промышленном шлифовании панелей. Выбирая ленту на тканевой основе, брать всегда нужно тип настолько жесткий, насколько это позволяют операция шлифования и форма обрабатываемой поверхности. Жесткость основы чаще всего напрямую коррелирует со сроком службы ленты.
Преимущества тканевой основы:
Высокая прочность и износостойкость;
Водостойкость.
Недостатки:
Относительно высокая стоимость;
Удлинение при работе (зависит от типа ткани и характера обработки).
Для производства некоторых абразивных материалов используются комбинированные основы (ткань, склеенная с бумагой) с различными свойствами.
Фибровая основа - специальный вид основы, предназначенный для изготовления фибровых дисков. Фибру получают путем обработки целлюлозы хлористым цинком, в результате получается абсолютно новый, твердый и плотный продукт. Основа неводостойкая, активно впитывает влагу.
Классификация шлифовальной бумаги по типу нанесения абразива (насыпке).
Открытая и полуоткрытая насыпка: зерна покрывают от 40 до 60 % поверхности основы. Такая бумага подходит для обработки рыхлых, мягких материалов - мягкие, смолистые породы дерева, шпатлеванные поверхности и пр. Открытый тип засыпки исключает забивание промежутков между зернами отходами шлифования и образование комков на абразивной поверхности.
Закрытая или сплошная насыпка: зерна абразива покрывают поверхность основы полностью. Шлифовальные материалы со сплошной засыпкой более эффективны при шлифовании твердых материалов (металлы, твердые породы дерева).
Технология производства шлифовальной бумаги. Нанесение абразива
В производстве шлифовальной шкурке применяются следующие способы нанесения абразива.
Механический. Абразивные зерна под действием силы тяжести падают на основной связующий слой несущего материала, располагаясь хаотично. Абразивные материалы, при производстве которых используется механический способ нанесения зерна, менее агрессивны.
Нанесение зерна в электростатическом поле. Отрицательно заряженные абразивные зерна в электростатическом поле притягиваются к основному связующему слою несущей основы. Под действием электростатического поля зерна вдавливаются в клеевую основу, располагаясь вертикально, острием вниз. Абразивные материалы, при производстве которых используется способ нанесения зерна в электростатическом поле, более агрессивны и позволяют снимать больше материала при одинаковых усилиях.
Связующие
Для изготовления шлифовальной шкурки применяют связующие различных типов и марок. Вид связки имеет определяющие значение для прочности и режимов работы абразивного инструмента. Задача связующего - удержание абразивного зерна на основе и отведение тепла с зерна в процессе работы. При этом прочность закрепления зерна в связующем должна превышать прочность абразивного зерна. Кроме того, от типа связующего в большой мере зависит жесткость или эластичность шкурки и ее водостойкость. В композиции связующего могут добавлять и специальные компоненты придающие шлифовальной шкурке определенные свойства, как например антистатические или антизасаливающие.
Некоторые типы синтетических связующих: - фенолоформальдегидные и карбамидоформальдегидные смолы - на основе лака - на основе эпоксидных смол
Из натуральных связующих наибольшее применение имеет мездровый клей . Шлифовальная бумага с его использованием не обладает водостойкими свойствами и не подходит для влажного шлифования.
Особенности применения
- При обработке поверхности следует придерживаться общего правила: начинать работу с применением более грубой шлифовальной бумаги, постепенно сменяя ее на бумагу с более тонким зерном (большим показателем зернистости). Грубое и очень грубое зерно применяется для чернового шлифования дерева, снятия старой краски, ржавчины с металлических поверхностей. Тонкое и очень тонкое зерно - для разных стадий чистового шлифования, шлифования полирования окрашенных поверхностей, шлифования металла. Для пластика с успехом применяется шлифовальная бумага с напылением из карбида кремния.
- Для влажного шлифования обычно используется водостойкая шлифовальная бумага с зернистостью P400-P600. Использование воды при шлифовании позволяет достичь более гладкой поверхности, исключает образование пыли. Мокрое шлифование, как правило, производится вручную для тщательного контроля прилагаемого усилия. Для удобства работы с наждачной бумагой её оборачивают вокруг бруска (из любого материала - древесина, пластик, пенопласт) с прикреплённым (прибитым, приклеенным) к нему куском войлока или пористой резины.
качество ручной работы с контролем нажима сочетается с увеличением производительности труда
- В качестве тонкой наждачной бумаги для пластмасс можно использовать грубую (обёрточную или газетную без текста) бумагу.
Шлифовальные губки
Основой для губок является вспененный полиуретан. Используются они для ручного шлифования поверхностей сложной формы, с углублениями, пазами, округлых деталей. Жесткие грани губки отлично шлифуют внутренние углы. Лучше всего подходят для шлифовки изделий из дерева, МДФ. Грубо- и среднезернистыми губками готовят поверхности под грунтовку. Губками тонкой зернистости шлифуют грунты, используют для промежуточной шлифовки лакированных поверхностей.
По виду нанесения абразивного материала губки могут быть односторонними, двусторонними и четырехсторонними.
По сравнению с шлифовальной бумагой губка более долговечна, поскольку ее можно промыть от продуктов шлифования и использовать снова.
Абразивная сетка
Представляет собой сетку из стекловолокна с абразивом, нанесенным с обеих сторон. В качестве абразива чаще всего используется карбид кремния.
На обратной стороне сетки и на упаковке указана зернистость. Зернистость шлифовальной сетки совпадает с зернистостью шлифовальной бумаги.
Для достижения наилучшего результата и чтобы сберечь руки, шлифовальную бумагу закрепляют на шлифовальной колодке. Можно использовать ручные шлифовальщики (терки для шлифования) с фиксаторами или с держателем для телескопического стержня.
Такая терка снабжена прокладкой из вспененного материала, которая обеспечивает плотное прилегание бумаги к обрабатываемой поверхности и более равномерное шлифование.
Машинное использование
Шлифовальная бумага служит оснасткой для следующих инструментов:
- вибрационные шлифовальные машины (листы прямоугольной формы крепятся на зажимах или на липучке , могут иметь отверстия для пылеотвода)
- дельташлифмашины (листы треугольной формы крепятся на липучке
- эксцентриковые (орбитальные) шлифовальные машины (листы круглой формы крепятся на липучке , имеют отверстия для пылеотвода)
- ленточные шлифовальные машины (ленты натягиваются на ведущем вале и ролике шлифмашины, не имеют отверстия для пылеотвода)
- УШМ, дрели с использование дополнительной оснастки - опорной тарелки, имеющей липучую поверхность или зажимную шайбу (листы круглой формы крепятся, соответственно, на липучке Словарь синонимов
Применяют наждачную бумагу не только для шлифовки различных поверхностей, но и для подготовки основы последующих работ. Для удобства в работе, следует натянуть наждачную бумагу на деревянный брус.
Наждачная бумага является, пожалуй, самым незаменимым абразивным материалом, изготовленным из бумаги либо ткани, с нанесенным абразивным порошком. Абсолютно любая столярная работа, как бы аккуратно она не была сделана, требует финишной доводки и шлифовки. Наждачная бумага бывает разная по степени зернистости: от нулёвки до грубой абразивки.
Применяют наждачную бумагу не только для шлифовки различных поверхностей, но и для подготовки основы последующих работ.
Для удобства в работе, следует натянуть наждачную бумагу на деревянный брус.
Известно, что наждачная бумага станет намного мягче в процессе работы и потеряет часть своих свойств. Но ее не стоит сразу выбрасывать. Конечно, она не будет так же эффективна, как изначально, но станет менее агрессивной. Использование бывшей в употреблении наждачной бумаги поможет вам обойтись без приобретения новой, с более мелкой зернистостью.
Податливее наждачную бумагу можно сделать так же из новой. Абразивный материал крепится к основе из бумаги или ткани с помощью клея. И для того, чтобы наждачная бумага стала податливее, ее необходимо растянуть. При выполнении работ любой сложности наждачная бумага цена за доводку нужного нам фрагмента работы до совершенства.
Что такое наждачная бумага?
Наждачную бумагу можно отнести к предмету массового потребления. В разговорной речи за ней прочно закрепился термин «НАЖДАЧКА» (emery). Наждачная бумага представляет собой абразивное изделие, на бумажной основе которого слоями клея или смолы закреплено абразивное зерно. Её основное назначение - ручная или машинная обработка поверхности. Абразивная бумага является первоисточником для производства абразивных инструментов на бумажной основе: рулонов, лент, кругов и т.п. Ключевым словом для всех этих изделий является слово БУМАГА.
История
С развитием промышленности наждачная бумага совершенствовалась. История наждачной бумаги уходит корнями в Китай. Первое упоминание о ней относится к 13 веку. На пергамент с помощью клея из крахмала или агар-агара приклеивался измельченный песок, мелко измельченные раковины, семена растений. В качестве наждачной бумаги использовалась грубая кожа крокодила или акулы. Прототипом наждачной бумаги была «стеклянная бумага», т.к. для ее производства использовались частицы стекла.
Серийное производство «стеклянной» бумаги было организовано в Лондоне с 1833 года компанией предпринимателя Джона Окей (John Oakay), в которой разработали новые технологии ее изготовления. Первый патент на производство наждачной бумаги был выдан Айзеку Фишеру Младшему (Isaac Fischer) 14 июня 1834 года в Спрингфилде штат Вермонт.
В своей наждачной бумаге в качестве абразивного зерна он использовал абразивные зерна корунд и карбид кремния. В 1900 году компания Siegener Leimfabrik & Naxos- Schmirgelwerke начинает массовое производство наждачной и стеклянной бумаги в Германии.
С развитием промышленности наждачная бумага совершенствовалась. В Европе и США шли активные исследования и разработки абразивных материалов и инструментов. В 1916 году компания 3M, а в 1925 году Klingspor подают патентную заявку на изобретение водостойкой шлифовальной бумаги. Этот тип наждачки получил широкое применение в автомобилестроении, а в ее марке появилась приписка «ВОДОСТОЙКАЯ» (Wetordry, Wasserfest, Watterproof, Impermable). Постепенно закрепился стандартный размер листа 230*280 мм.
Klingspor подают патентную заявку на изобретение водостойкой шлифовальной бумаги
В наше время история наждачной бумаги продолжает свою летопись. Появляются новые типы составных частей, производители и потребности в ее применении.
Маркировка
При производстве наждачной бумаги на ее поверхность наносится цветовая и буквенно-цифровая маркировка. И хотя у каждого производителя она имеет собственное наименование и не полностью раскрывает всю информацию о свойствах, в ней есть общие признаки. Рассмотрим на примере абразивной бумаги фирмы Klingspor некоторые ее типы.
Маркировка наждачной бумаги, например PS22 N, PS23 F, PS33 B, PS73 BW, указывает на тип и плотность бумажной основы. Маркировка размера абразивного зерна обозначена латинской буквой P и цифрами от 24 до 2500. Внутри самого понятия в обиход вошел термин “наждачная бумага нулевка". Это понятие пришло из старого ГОСТ, в котором имелось значение зернистости абразивного зерна 0. Из таблицы соответствия размеров абразивного зерна в разных стандартах можно самостоятельно определить, его соответствие в стандарте FEPA и ГОСТ 2007.
цветовая маркировка В настоящее время цветовая маркировка наждачной бумаги в масштабах рынка абразивного инструмента потеряла свою актуальность. Ряд производителей, в целях привлечения покупателей предлагают все возможные цветовые решения. И лишь не многие остаются верными традициям, заложенным много лет назад.
На то, что абразивная бумага обладает водостойкими свойствами, указывает надпись WATERPROOF. Этот тип шлифовальной бумаги обладает повышенной эластичностью и прочностью.
Абразивные инструменты из наждачной бумаги
Бумажная основа по сравнению с другими типами (ткань, пленка) имеет более низкую стоимость. На практике, из абразивной бумаги производят готовые к употреблению абразивные инструменты: рулоны (ролики), полосы, листы, круги шлифовальные, бесконечную ленту. Абразивные инструменты из наждачной бумаги применяются для обработки всех доступных материалов. Они подходят для ручного шлифования, ручных шлифовальных машин и станков.
Классификация по номерам (зернистости)
На сегодняшний день наждачная бумага выпускается с зернистостью от 12 до 4000.
Зернистость — это количество абразивных частиц на 1 квадратный дюйм шкурки. Чем меньше это число, тем более грубая (крупнее зерна) наждачная бумага.
Условно её можно разделить на 3 группы:
Крупнозернистая (12-80). Чаще всего применяется для того, чтобы снять с поверхности различные лаки и краски, то есть применяется для первичной обработки. После такой грубой шлифовки обычно остаются царапины, которые нужно обрабатывать более тонкой наждачной бумагой.
Наждачная бумага средней зернистости (80-160). Обычно используется после крупнозернистой для сглаживания и выравнивания деревянной поверхности. Такая бумага оставляет мало следов и используется для промежуточной обработки материала.
Мелкозернистая (160-4000). Мелкозернистая наждачная бумага позволяет полностью удалить все неровности и царапины из поверхности дерева. Используется в качестве финишной обработки, непосредственно перед покраской.
Основа наждачной бумаги
Бумажная основа. Наждачная бумага на бумажной основе является наиболее дешевой, способна выдерживать большие механические нагрузки и может обрабатываться водоотталкивающим веществом. На такую основу можно нанести даже мельчайшие фракции шлифовального материала, однако её износостойкость оставляет желать лучшего.
Тканевая основа. Наждачная бумага на тканевой основе обладает хорошей износостойкостью и может пропитыватся специальным смолами для защиты от влаги. Также она обладает хорошей эластичностью и поточностью на разрыв.
Комбинированная основа. Наждачная бумага на комбинированной основе (бумага+ткань) используется в тех случаях, когда при больших механических нагрузках нужна шлифовальная поверхность с высоким уровнем зернистости. Такая бумага собрала в себе все наилучшие свойства предыдущих видов и является наиболее дорогой.
Помимо зернистости и материалу основы также рекомендуем обращать внимание на насыпку абразива.
Так наждачная бумага со сплошной насыпкой обладает более высокой прочностью и подходит для обработки твёрдых веществ.
Изделия с полуоткрытой абразивной насыпкой предназначены для более мягких материалов и лучше чистятся в процессе использования.
Надеемся, что данная классификация наждачной бумаги Вам пригодилась и вы подобрали её правильно!
Технология производства шлифовальной шкурки
Водостойкость и повышенную прочность основе придает пропитка специальными составами, например, латексом из каучука. На клеенаносящей машине наносят связку, подогретую до 30°...50°.
Электростатический, суспензионный и механический — это способы накладывания шлифоматериала на основу. Для механического способа используют насыпной станок с бункером-питателем. Излишний шлифоматериал удаляет специальное устройство.
Сушку шлифовальной шкурки производят в специальных печах, где нагрев осуществляют паром, газом, лампами инфракрасного излучения и т.п. Температура сушки зависит от вида связки: при мездровом клее — 25...45 С. При клее СФИ-3039 или СФЖ-3038 — несколько стадий сушки: 20...70°С, 70...100°С и 100...120°С. Пентафталевые и масляные лаки требуют температуру 120°С, формальдегидные смолы — 100...120°С.
Закрепляющий слой связки наносят, как и основной. Сушка закрепляющего слоя подобна приведенной для основного слоя. Если шкурка изготовлена на основе фенолформальдегидных смол окончательную обработку проводят при температуре 150°С.
Стабилизация — это операция для неводостойких шкурок. Она обеспечивает им эластичность, влажность, ровность. Шкурку мелких номеров зернистости смачивают водой с нерабочей стороны, накладывают на барабан и сушат при температуре 77°С. Шкурку крупных номеров «томят» при 65% влажности в течение суток на сквозняке.
Приведенная заводская технология доказывает, что и в домашних условиях, минуя некоторые операции, можно сделать шкурку невысокого качества, применив толченое стекло или «пыльцу» от абразивного круга.
Как пользоваться или практика.
Эта практика настолько многообразна, что приведу лишь несколько случаев. Небольшой предмет для шлифования шкурками закрепляют поверхностью кверху. Колодки с наждачной шкуркой (11,е) кладут на эту поверхность и двигают ими. Габариты колодок 185*84*75 мм, масса — 0,9 кг. Колодки изготовляют из древесины твердых пород (бука, дуба, березы), пропитывают олифой, отшлифовывают и покрывают светлым лаком. Две впадины имеет каждая из колодок. Свернутые концы шкурок прячут во впадины, что лучше сохраняет натянутость шкурки. Мягкое основание прикрепляют к нижней колодке клеем типа БФ. Поролон толщиной 4...6 мм, шинельное сукно и т.п. могут служить этим мягким основанием. Шлифовальные шкурки на тканевой основе выдерживают более длительную эксплуатацию, чем шкурки на бумажной основе.
Зернистость шкурки при каждой последующей обработке уменьшают. Это обеспечивает высокую чистоту поверхности. Направление движения колодками периодически изменяют на перпендикулярное к рискам, возникшим от предыдущей обработки. Металлические поверхности предпочтительно отделывать шкуркой с рабочим слоем из электрокорунда белого.
Приспособление для шлифовки поверхностей () имеет разнообразное применение. Его используют, в частности, для шлифовки стен и потолков по хорошо просохшей перед нанесением окрасочного слоя. Габариты приспособления 260*180*75 мм. масса — 0,5 кг. Основание и прижимную планку приспособления изготавливают из алюминия, дюралюминия, дерева и т.п., рукоятку из металлической трубки. Для обработки шпаклевок и грунтовок предпочтительна шкурка, имеющая рабочий слой из карбида кремния. Само основание приспособления делают как изогнутым, так и плоскостным.
Шкурка применима не только для снятия слоя металла. Благодаря абразивным материалам проскальзывание шкурки маловероятно почти по любой поверхности. Вот и используют шкурку, в частности, для откручивания туго завинченных пробок или крышек.
Советы
Как выбрать?
Вы, наверное, со мной согласитесь, что во многих сферах нашей жизни, в работе и в быту, мы используем различные виды наждачной бумаги или как ее еще называют - шкурку? Когда зачищаем металлические изделия под покраску или избавляемся от ржавчины на металле. В работе с древесиной также имеет место шлифовка. Когда красим двери или окна, то после слоя лака или краски также обрабатываем наждачкой. Резчики по дереву активно используют наждачную бумагу для окончательной обработки своих изделий и для придания им товарного вида. Строители пользуются ею, зачищая и шлифуя . Да в конце концов, и в быту используются разновидности шкурок, например, пемза для педикюра. Но какие виды наждачной бумаги нужно использовать для тех или иных работ? Для шлифовки древесины используйте шкурку с насыпкой из кварцита, кремния и стекла. В свое время лучшей считалась кремневая шкурка. Также существуют шкурки наждачные и корундовые. Но для они не подходят, потому что зернышки абразива темные и загрязняют поверхность древесины. Вы, наверное, видели, что наждачка бывает на бумажной основе и на тканевой. Отдельными листочками и в рулонах. Водоупорная и обыкновенная. Грубая, средняя и мелкая. Наждачная бумага водоупорная на оборотной стороне имеет слово "водостойкая" и ее основа имеет зеленый цвет. Но что же за странные буквы на ней? Это обозначения абразива: "С" - стекло; "КР" - кремний; "КВ" - кварцит. Цифрами обозначаются номера шкурок. Особенно мелкие или микрошкурки обозначаются буквой "М". Пемзу также применяют для шлифовки. Это материал вулканического происхождения. Он очень легкий и пористый. Обычно серовато-белого цвета. Пемзу легко пилить как пилой, так и напильником, а также стереть в порошок. Такой пемзой шлифуют только твердые древесные породы при окончательной . Пемзовым порошком заполняют перед лакировкой и полировкой различные пустоты, в качестве порозаполнителя. При использовании пемзу мочат в воде или масле для мокрой шлифовки лакокрасочных покрытий.
Ниже привожу таблицу нумерации наждачной бумаги.
Размер зерна в мм Номер шкурки
Надеюсь, данный материал вам пригодится.
Характеристики
|
Вопросы состава абразива и клеевых основ опускаются, ибо, понятно - чем прочнее, тем дороже.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Своими руками
Всю историю цивилизации человек что-то скоблит, зачищает и шлифует. В древности он использовал для этого разные подручные материалы, начиная от речной гальки и мелких камешков и заканчивая кусками невыделанной шкуры убитых животных. Сейчас промышленность предлагает ему бесконечный модельный ряд оборудования, инструментов и материалов, самым простым из которых является наждачная бумага или шкурка.
Первые известные упоминания о наждачной бумаге, какой мы ее привыкли видеть, можно найти в 13 веке в Китае. Для ее изготовления использовали пергамент, клей из натуральных веществ и мелкую пыль из ракушек и речных камешков. В Европе пальма лидерства по изобретению наждачной бумаги принадлежит англичанину Джону Оукею в начале 19 века, который придумал, как приклеивать стеклянную пыль и песок к бумаге для шлифовки музыкальных инструментов. Дальнейший вклад в историю наждачной шкурки привнесли предприимчивые американцы, которые и первыми запатентовали и начали серийный выпуск данного абразивного материала.
Сегодня не только при своими руками, ни одно производство невозможно представить без операций зачистки, шлифовки и полировки. Все это выполняется различными абразивными материалами. Не последнее место здесь принадлежит обычной наждачной шкурке или бумаге.
Наждачная бумага (шкурка)При выборе наждачной бумаги (шкурки), следует обратить внимание на ряд характеристик:
1)размер зерна - чем больше, тем ниже номер бумаги, например Р20 и Р150. Данная характеристика влияет на качество обрабатывания поверхности. Более мелкие номера предназначены для обдирки и грубой зачистки, а наивысшие - для тончайшего шлифования и полировки готовой поверхности;
2)материал абразива - карбид кремния, электрокорунд, наждак и т.д. Последний практически уже не применяется, наиболее распространен более твердый карбид кремния.
3)зернистость- плотность расположения зерен на единице площади наждачной бумаги - чем меньше, тем меньше образование комков и «забивание» шкурки пылью;
4)основа- ткань, бумага или фибра. Бумага - более гибкая, но непрочная, ткань - более плотная, но более жесткая, фибра - используется в специальных целях;
5)водостойкая или нет - важна для тех, кто работает в условиях применения охлаждающих жидкостей;
6)еще есть абразивная сетка и шлифовальные губки - их используют при зачистке и шлифовке строительных материалов во время ремонта своими руками.
Наждачная бумага (шкурка)«Шпаргалка» для выбора зернистости наждачной бумаги или шкурки:
если на бумаге вы видите обозначение Р12- Р60- то эта наждачная бумага предназначена для грубой обдирки и зачистки, если Р80-Р120 - подойдет для средней шлифовки, сглаживания и удаления неровностей; Р150-Р180- идеальна для тонкой шлифовки, Р220 и выше - для придирчивых профессионалов, для очень тонких окончательных видов шлифовки.
И, напоследок, пару советов по работе с наждачной шкуркой (бумагой) при ремонте своими руками:
1)работу начинайте с обдирки и зачистки мелкими номерами, заканчивайте - шлифовкой и полировкой большими номерами;
2)для влажного шлифования используйте только влагостойкую наждачную бумагу;
Бумага наждачная, шлифовальная. Зернистость - №8. (рулон=30м)
Наждачная бумага,ещё называемая "наждачка", незаменимый в строительстве, шлифовочный материал, изготовляемый из бумаги или ткани, с нанесением абразивного порошка. Наждачная бумага, (наждачк...
Цена 245,95 руб. за пог/метр
Фирмы
Как открыть бизнес по производству наждачной бумаги
Наждачная (шлифовальная) бумага имеет достаточно широкое применение. Её используют для зачистки поверхностей перед покраской, склеиванием, для страховки от скольжения (например, в скейтбордах), для удаления загрязнений и т. д. Использование наждачной бумаги во многих сферах промышленности, предприятиях, занимающихся ремонтом, обеспечивает огромный спрос на данный товар. Бизнес по изготовлению шлифовки, при правильной организации производства и налаженных каналах сбыта, безусловно, будет рентабельным.
Устройство и материал наждачной бумаги
Наждачная бумага состоит из основы и абразива (шлифующего материала). Главными её характеристиками являются зернистость и зерно . Под последним параметром подразумевается размер абразивных частиц, покрывающих основу бумаги. Зернистостью называется плотность покрывающего основу абразива, т. е. количество частиц на квадратный дюйм. По этой характеристике выделяются следующие типы бумаги, описанные в ГОСТ 6456-82:
- наждачная бумага с зернистостью 40-60. Она является самой грубой, имеет крупные абразивные частицы, расположенные далеко друг от друга. Используется для первичной обработки материала.
- 80-120 - бумага со средней зернистостью. Сглаживает поверхность, убирает неровности.
- 150-180 - тонкая наждачная бумага. Применяется при окончательной шлифовке.
- 220-240 - очень тонкая наждачная бумага. Применяется для шлифовки материала для зачистки перед покрытием краской.
- 280-320 - это уже экстра-тонкая бумага. Ей удаляют пылевые крапинки и отметины на завершающем этапе покрытия материала.
- 360-600 - самая тонкая наждачная бумага. Используется очень редко для удаления легких загрязнений.
Выделяют следующие виды бумаги, в зависимости от основы:
- наждачная бумага на бумажной основе. Бумага - дешёвый и удобный для производства материал, но она недостаточно прочная и неводостойкая. Хотя, благодаря тонкости, на неё можно наносить самые мелкие абразивы.
- наждачная бумага на тканевой основе (грубый хлопок, полиэстер). Ткань очень прочная и водостойкая, но дорогая и поддаётся удлинению при работе.
- бумага на смешанной основе (ткань, склеенная с бумагой).
- на фибровой основе. Обычно применяют для изготовления фибровых дисков.
Для абразива также используют различные материалы. Самым широко используемым является оксид алюминия. Он обладает высокой режущей способностью, устойчив к высокому давлению. Является хрупким материалом - при использовании его гранулы легко разламываются, но это только увеличивает срок его годности. Керамический абразив самый твёрдый, используется для более грубых поверхностей. Вторым по твёрдости является карбид кремния, его используют при обработке стекла, пластика, металла. Самым мягким материалом является гранат. Используется на заключительных этапах полировки или для лёгкого смягчения поверхности.
По типу нанесения абразива выделяется шлифовальная бумага:
- с открытой и полуоткрытой насыпкой. Имеет промежутки между частицами, которые покрывают от 40 до 60% поверхности основы. Применяется для шлифовки мягких материалов;
- с закрытой насыпкой (сплошной). Абразивы покрывают всё поверхность бумаги. Хорошо шлифует твёрдые материалы.
Технология производства
Изготовление наждачной бумаги происходит в несколько этапов. Сначала её пропускают через станок с набивным прессом, где барабаны с резиновыми штампами, держащимися на магнитах, отображают на ткани техническую информацию. Потом основу пропитывают водостойкими веществами (латекс, каучук). Ткань проходит под набойным прессом, где другие барабаны наносят термореактивный клей на сторону, свободную от надписей. Плотность покрытия контролируется компьютерной системой. В качестве связующего слоя используют фенолоформальдегидные и карбамидоформальдегидные смолы, клей на основе лака, клей на основе эпоксидных смол, мездровый клей. После происходит этап нанесения абразива. Существует несколько способов.
Механический. Абразивные частицы падают в хаотичном порядке из насыпного станка с бункером-питателем, излишний материал убирается. При таком типе нанесения получаются менее агрессивные частицы.
Электростатический. Основу затягивают под землю на электростатический участок, где поддерживается жаркая и влажная атмосфера. Частицы высыпают на конвейер, движущийся в контейнере, который двигает частицы под вращающейся тканью между электродами и основанием. Создаётся электрическое поле, которое вызывает мини песчаную бурю. Под действием электростатического поля, отрицательно заряженные абразивные частицы равномерно вдавливаются основу. Таким методом получается более агрессивная наждачная бумага.
От почти готовой бумаги отрезается кусок для тестирования качества.
Далее происходит сушка бумаги в специальных печах. Температура зависит от связки (клея): формальдегидные смолы — 100...120°С, клей СФИ-3039 или СФЖ-3038 требуют несколько стадий сушки (20...70°С, 70...100°С и 100...120°С), пентафталевые и масляные лаки - 120°С, мездровый клей — 25...45° С.
После наносят закрепляющий слой связки и опять сушат. Готовые рулоны бумаги отправляют на склад ожидать резку. Некоторые рулоны режут на огромные листы: они пойдут для использования в тяжёлом машиностроении. На специальных станках вырезают наждачные диски, ленты для защиты скейтборда и т.д.
Для обслуживания всего производственного цеха понадобится нанять около 10-15 человек.
Оборудование и сырьё (стоимость)
Для производства шлифовки следует закупить следующее сырьё и оборудование:
- мездровый клей. Он обойдётся где-то в 200-250 рублей за кг;
- карбид кремния - $500-2400 за тонну;
- хлопковая ткань - 18-30 руб. за погонный метр;
- электропечь - от 78 тыс. рублей - до 450 тыс. рублей;
- сушильная камера - от 60 тыс. до 500 тыс. рублей;
- покрывная машина (для нанесения клея, маркировки) - около 450 тыс. рублей;
- бункеры-диспенсеры (для насыпки абразива) - от 5000 рублей;
- ленточный конвейер - от 23 тыс. рублей за погонный метр;
- станция приводная и станция возвратная - от 124 000 рублей.
Инвестиции
Первоначальные инвестиции на годовое производство наждачной бумаги составит около 3,5 - 4 млн. рублей. При продаже в год 5000 метров бумаги по средней цене 280 рублей за погонный метр бизнес окупится через 4-5 лет.
Требования
По ГОСТ 6456-82 на оборотной стороне наждачной бумаги должны быть нанесены следующие сведения:
- условное обозначение продукции;
- из какого материала выполнено основание;
- используемый абразив, его содержание и размер;
- вид используемого материала для приклейки абразива;
- водостойкая или неводостойкая;
- дата выпуска и номер партии;
- штамп технического контроля;
- изображение государственного Знака качества по НТД для шлифовальной шкурки;
Намотка шлифовальной шкурки в рулоны должна быть ровной и плотной, рабочим слоем наружу, не допускающей образование морщин, складок и мятых мест. Каждый рулон шлифовальной шкурки должен быть обернут двойным слоем бумаги по ГОСТ 18277-72, ГОСТ 2228-81 или ГОСТ 10127-75.
Рулон должен быть заклеен на стыке. Слои упаковочной бумаги должны закрывать торцы рулона и обеспечивать сохранность его при транспортировании.
Транспортировка материалов происходит с соблюдением следующих условий:
- товар не должен подвергаться сильным толчкам, ударам, воздействию влаги;
- при транспортировке следует защищать материал от воздействия осадков;
- товар сопровождается необходимыми документами.
Хранить наждачную бумагу следует в сухих, проветриваемых помещениях. Её рулоны укладываются в штабель плотными рядами, чередующимися в продольном и поперечном направлениях. Хранить при температуре не ниже плюс 2 °С. Срок годности составляет 12 месяцев (подробнее на сайтах ГОСТ).
Продажа
Пути сбыта шлифовки следует искать, исходя из её назначения. Это могут быть и промышленные предприятия, и магазины товаров для ремонта, товаров для обработки дерева, впрочем, в каждом хозяйственном магазине продают наждачную бумагу. Поэтому, главной целью будет производство качественного, дешёвого товара и налаживания контакта с закупщиками.
Кристина Черухина
(с) www.openbusiness.ru - портал бизнес-планов и руководств










Сметанные лепешки в духовке без дрожжей Как сделать сметанные лепешки
Курица на сковороде в сметанном соусе: рецепты с фото
Виски с содовой — как приготовить коктейль
Быстрые кексы в микроволновке и духовке
Геркулесовый суп Рассольник с геркулесом и солеными огурцами рецепт