ম্যানুয়াল প্রোগ্রামিং চালু
জি-কোড।
শর্তাবলী
কম্পিউটার সংখ্যাসূচক নিয়ন্ত্রণ(CNC) - কম্পিউটারাইজড সিস্টেম
নিয়ন্ত্রণ, ড্রাইভ নিয়ন্ত্রণ
প্রযুক্তিগত সরঞ্জাম,
মেশিন টুলস সহ।
CNC এর ইতিহাস
একটি সংখ্যাসূচক (প্রোগ্রাম) সহ প্রথম মেশিন টুলের উদ্ভাবককন্ট্রোল (ইঞ্জি. নিউমেরিক্যাল কন্ট্রোল, এনসি) জন
পার্সনস (জন টি. পার্সনস), যিনি কোম্পানিতে প্রকৌশলী হিসেবে কাজ করতেন
তার বাবার পার্সনস ইনকর্পোরেটেড, যা দ্বিতীয় বিশ্বযুদ্ধের শেষে তৈরি হয়েছিল
হেলিকপ্টার জন্য যুদ্ধ চালক. তিনি প্রথমে প্রস্তাব দেন
প্রোপেলার প্রক্রিয়া করার জন্য একটি মেশিন ব্যবহার করুন,
পাঞ্চড কার্ড থেকে প্রবেশ করা প্রোগ্রাম অনুযায়ী কাজ করা।
CNC এর ইতিহাস
1949 সালে, মার্কিন বিমান বাহিনী পার্সনকে অর্থায়ন করেছিলজন্য মেশিন উন্নয়ন
জটিল অংশের কনট্যুর মিলিং
বিমান চলাচল প্রযুক্তি। তবে কোম্পানিটি তা করতে পারেনি
স্বাধীনভাবে কাজ চালাতে এবং আবেদন করার জন্য
পরীক্ষাগারে সাহায্য করুন
MIT এ সার্ভমেকানিক্স
ইনস্টিটিউট (MIT)। MIT-এর সাথে পারসন্স ইনকর্পোরেটেড
1950 পর্যন্ত অব্যাহত ছিল। 1950 সালে, এমআইটি অধিগ্রহণ করে
মিলিং মেশিন কোম্পানি HydroTel এবং Parsons Inc এর সাথে সহযোগিতা করতে অস্বীকার করেছে,
জন্য মার্কিন বিমান বাহিনীর সাথে একটি স্বাধীন চুক্তি স্বাক্ষর করেছে
সৃষ্টি মিলিং মেশিনসফটওয়্যার দিয়ে
ব্যবস্থাপনা
1952 সালের সেপ্টেম্বরে, মেশিনটি প্রথমবারের মতো ছিল
জনসাধারণের কাছে প্রদর্শিত হয়েছিল- তার সম্পর্কে ছিল
সায়েন্টিফিক আমেরিকান একটি নিবন্ধ প্রকাশ. মেশিন
খোঁচা টেপ দিয়ে নিয়ন্ত্রিত।
প্রথম সিএনসি মেশিনটি ছিল বিশেষভাবে জটিল এবং
উৎপাদন অবস্থার অধীনে ব্যবহার করা যাবে না.
প্রথম সিরিয়াল সিএনসি ডিভাইস তৈরি করা হয়েছিল
Bendix কর্পোরেশন দ্বারা 1954 সালে এবং 1955 সাল থেকে এটি হয়ে গেছে
মেশিনে ইনস্টল করা। মেশিন টুলের ব্যাপক পরিচিতি
সিএনসি ধীর ছিল। অবিশ্বাস নিয়ে উদ্যোক্তারা
নতুন প্রযুক্তির সাথে মোকাবিলা করা হয়েছে। প্রতিরক্ষা মন্ত্রণালয়ের
মার্কিন যুক্তরাষ্ট্র 120 তৈরি করতে বাধ্য হয়েছিল
সিএনসি মেশিন প্রাইভেট ভাড়া আউট
কোম্পানি
CNC এর ইতিহাস
প্রথম গার্হস্থ্য CNC মেশিনশিল্প অ্যাপ্লিকেশন হল 1K62PU স্ক্রু-কাটিং লেদ এবং 1541P লেদ। এই মেশিনগুলি তৈরি করা হয়েছিল
1960 এর প্রথমার্ধে। মেশিনগুলো কাজ করেছে
PRS3K এবং অন্যদের মতো নিয়ন্ত্রণ ব্যবস্থার সাথে একসাথে। তারপর তাদের বিকাশ ঘটে
CNC উল্লম্ব মিলিং মেশিন 6H13 সঙ্গে
নিয়ন্ত্রণ ব্যবস্থা "কন্টুর-জেডপি"।
বাঁক জন্য পরবর্তী বছর
মেশিন টুলস সবচেয়ে ব্যাপকভাবে ব্যবহৃত হয়
গার্হস্থ্য CNC সিস্টেম
উত্পাদন 2R22 এবং Elektronica NTs-31।
CNC সরঞ্জাম দ্বারা প্রতিনিধিত্ব করা যেতে পারে:
মেশিন পার্ক, উদাহরণস্বরূপ মেশিন (মেশিন,সংখ্যাসূচক সফ্টওয়্যার দিয়ে সজ্জিত
নিয়ন্ত্রিত, সিএনসি মেশিন বলা হয়):
- ধাতু প্রক্রিয়াকরণের জন্য
(যেমন মিলিং বা বাঁক), কাঠ,
প্লাস্টিক,
- শীট ফাঁকা কাটা জন্য,
- চাপ চিকিত্সা, ইত্যাদি জন্য
অ্যাসিঙ্ক্রোনাস বৈদ্যুতিক মোটরের ড্রাইভ,
ভেক্টর নিয়ন্ত্রণ ব্যবহার করে;
বৈশিষ্ট্যগত নিয়ন্ত্রণ ব্যবস্থা
আধুনিক শিল্প রোবট।
CNC সংক্ষেপণ দুটি ইংরেজি-ভাষার সাথে মিলে যায় - NC এবং CNC - সরঞ্জাম নিয়ন্ত্রণ ব্যবস্থার বিকাশের বিবর্তনকে প্রতিফলিত করে।
CNC সংক্ষিপ্ত রূপ দুটির সাথে মিলে যায়ইংরেজি-ভাষী - NC এবং CNC, - বিবর্তন প্রতিফলিত করে
সরঞ্জাম নিয়ন্ত্রণ ব্যবস্থার উন্নয়ন।
সিস্টেম যেমন NC (ইংরেজি সংখ্যাগত নিয়ন্ত্রণ), যা প্রথম উপস্থিত হয়েছিল,
কঠোরভাবে সংজ্ঞায়িত নিয়ন্ত্রণ স্কিম ব্যবহারের জন্য প্রদান করা হয়েছে
প্রক্রিয়াকরণ - যেমন প্লাগ সহ প্রোগ্রামিং বা
সুইচ, বহিরাগত মিডিয়াতে প্রোগ্রামের স্টোরেজ। যে কোন
র্যান্ডম অ্যাক্সেস স্টোরেজ ডিভাইস, নিয়ন্ত্রণ প্রসেসর না
প্রদান করা হয়
আরও আধুনিক সিস্টেম CNC, CNC বলা হয় (eng. কম্পিউটার সংখ্যাসূচক
নিয়ন্ত্রণ) - নিয়ন্ত্রণ ব্যবস্থা যা আপনাকে পরিবর্তনের জন্য ব্যবহার করতে দেয়
বিদ্যমান / নতুন প্রোগ্রাম লেখার সফ্টওয়্যার টুল। জন্য ভিত্তি
CNC নির্মাণ একটি আধুনিক (মাইক্রো) কন্ট্রোলার হিসাবে কাজ করে বা
(মাইক্রোপ্রসেসর:
–
–
–
মাইক্রোকন্ট্রোলার,
প্রোগ্রামেবল লজিক কন্ট্রোলার,
মাইক্রোপ্রসেসর ভিত্তিক নিয়ন্ত্রণ কম্পিউটার।
এটি একটি কেন্দ্রীভূত স্বয়ংক্রিয় সঙ্গে একটি মডেল বাস্তবায়ন করা সম্ভব
ওয়ার্কস্টেশন (উদাহরণস্বরূপ, ABB রোবট স্টুডিও, মাইক্রোসফ্ট রোবোটিক্স ডেভেলপার
স্টুডিও) এবং তারপরে ট্রান্সফারের মাধ্যমে প্রোগ্রামটি ডাউনলোড করুন
শিল্প নেটওয়ার্ক
10.
11.
12.
13.
14.
15.
16.
17.
1 - স্ক্রু কাটা,2 - বাঁক এবং ঘূর্ণায়মান,
3 - লোবোটোকার্নি,
4 - বাঁক এবং ঘূর্ণমান,
5, 6 - অনুভূমিক বিরক্তিকর,
7- কনসোল
অনুভূমিক মিলিং,
8 - কনসোল
উল্লম্ব মিলিং,
9 - অনুদৈর্ঘ্য মিলিং
উল্লম্ব,
10 - অনুদৈর্ঘ্য মিলিং,
11- অনুদৈর্ঘ্য মিলিং
চলমান পোর্টাল সহ
12- একক কলাম
প্ল্যানার
18.
মেশিনের সংখ্যাসূচক নিয়ন্ত্রণ (সিএনসি) - অনুযায়ী মেশিনে ওয়ার্কপিস প্রক্রিয়াকরণের নিয়ন্ত্রণUE, যেখানে ডেটা ডিজিটাল আকারে দেওয়া হয়।
নিউমেরিক্যাল কন্ট্রোল ডিভাইস (সিএনসি) - একটি ডিভাইস যা নিয়ন্ত্রণের সমস্যা করে
UE এবং রাষ্ট্রের তথ্য অনুসারে মেশিনের নির্বাহী সংস্থার উপর প্রভাব
পরিচালিত বস্তু।
NC ব্লক (ব্লক) - উপাদান UE, প্রবর্তিত এবং একক হিসাবে উন্নত
পূর্ণসংখ্যা এবং অন্তত একটি কমান্ড ধারণকারী.
উদাহরণস্বরূপ, N10 G1 X10.553 Y-12.754 Z-10 F1500;
UE শব্দ (শব্দ) - প্রক্রিয়াকরণ প্রক্রিয়ার প্যারামিটারের ডেটা ধারণকারী UE ফ্রেমের একটি অবিচ্ছেদ্য অংশ
খালি জায়গা এবং অন্যান্য নিয়ন্ত্রণ সম্পাদন ডেটা।
উদাহরণস্বরূপ, F3000 - গতি সেটিং সরান;
CNC ঠিকানা (ঠিকানা) - NC শব্দের অংশ যা এটি অনুসরণ করে ডেটার উদ্দেশ্য নির্ধারণ করে,
শব্দের মধ্যে এর পিছনে রয়েছে।
যেমন, X, Y, Z, ইত্যাদি। - সংশ্লিষ্ট স্থানাঙ্ক অনুযায়ী আন্দোলনের ঠিকানা;
UE ফ্রেম বিন্যাস (ফ্রেম বিন্যাস) - UE ফ্রেমে শব্দের গঠন এবং বিন্যাসের শর্তসাপেক্ষ রেকর্ড
শব্দের সর্বোচ্চ সংখ্যা।
পরম মাত্রা - একটি রৈখিক বা কৌণিক মাত্রা NC-তে নির্দিষ্ট করা এবং অবস্থান নির্দেশ করে
গৃহীত রেফারেন্স শূন্যের সাথে সম্পর্কিত পয়েন্ট।
আপেক্ষিক আকার - একটি রৈখিক বা কৌণিক আকার UE তে নির্দিষ্ট করা এবং নির্দেশ করে
মেশিনের কার্যকারী বডির পূর্ববর্তী অবস্থানের বিন্দুর স্থানাঙ্কের সাথে সম্পর্কিত বিন্দুর অবস্থান।
অংশ শূন্য বিন্দু (অংশ শূন্য) - অংশের একটি বিন্দু, যার সাথে এর মাত্রা নির্দিষ্ট করা আছে।
মেশিন জিরো পয়েন্ট (মেশিন জিরো) - একটি বিন্দু যা মেশিনের স্থানাঙ্ক সিস্টেমের উৎপত্তিকে সংজ্ঞায়িত করে।
ইন্টারপোলেশন - কেন্দ্রের গতিপথের মধ্যবর্তী বিন্দুগুলির স্থানাঙ্ক প্রাপ্ত করা (গণনা)
একটি প্লেন বা স্থান মধ্যে টুল।
টুল কেন্দ্র - ধারক আপেক্ষিক টুলের একটি নির্দিষ্ট বিন্দু, যা বরাবর
গতিপথ গণনা;
19.
20. সিএনসি মেশিনের জন্য প্রোগ্রামিং মেশিনিংয়ের জন্য তিনটি পদ্ধতি রয়েছে:
তিনটি পদ্ধতি আছেপ্রসেসিং প্রোগ্রামিং
সিএনসি মেশিনের জন্য:
ম্যানুয়াল প্রোগ্রামিং
সিএনসি প্রোগ্রামিং
সঙ্গে প্রোগ্রামিং
CAD/CAM সিস্টেম।
21. সিএনসি মেশিনের জন্য প্রোগ্রামিং পদ্ধতি
ম্যানুয়াল প্রোগ্রামিংসুন্দর
একটি ক্লান্তিকর কাজ।
যাইহোক, সমস্ত প্রোগ্রামার প্রযুক্তিবিদদের আবশ্যক
একটি ভাল আছে
প্রযুক্তির ধারণা
ম্যানুয়াল প্রোগ্রামিং
কোন ব্যাপার কিভাবে
আসলে তারা কাজ করে।
এটি প্রাথমিক বিদ্যালয়ের মতো
স্কুলে, শিক্ষকতা
যা আমাদের জন্য ভিত্তি দেয়
পরবর্তী
শিক্ষা আমাদের মাঝে
দেশ এখনও বিদ্যমান
অনেক উদ্যোগ,
যা ব্যবহার করা হয়
ম্যানুয়াল পদ্ধতি
প্রোগ্রামিং
প্রকৃতপক্ষে, যদি কারখানা
বেশ কিছু মেশিন আছে
CNC, এবং উত্পাদিত
বিস্তারিত তাহলে সহজ
দক্ষ প্রোগ্রামার
বেশ সক্ষম
ছাড়া সফলভাবে কাজ
অটোমেশন সরঞ্জাম
নিজের শ্রম।
প্রোগ্রামিং পদ্ধতি
সিএনসি কনসোল কেনা হয়েছে
বিশেষ জনপ্রিয়তা
গত বছরগুলো. এটা সংযুক্ত
প্রযুক্তিগত উন্নয়নের সাথে
CNC সিস্টেম, তাদের উন্নতি
ইন্টারফেস এবং বৈশিষ্ট্য।
এই ক্ষেত্রে, প্রোগ্রাম
তৈরি এবং সরাসরি প্রবেশ
CNC স্ট্যান্ড ব্যবহার করে
কীবোর্ড এবং প্রদর্শন।
আধুনিক সিএনসি সিস্টেম
সত্যিই অনুমতি দেয়
খুব দক্ষতার সাথে কাজ করুন।
উদাহরণস্বরূপ, একটি মেশিন অপারেটর
উৎপাদন করতে পারে
UE যাচাই বাছাই করুন
প্রয়োজনীয় টিনজাত চক্র
বিশেষ সাহায্যে
আইকন এবং পেস্ট করুন
ইউএল কোড। কিছু সিস্টেম
CNC অফার ইন্টারেক্টিভ
প্রোগ্রাম ভাষা,
যা উল্লেখযোগ্যভাবে
সৃষ্টি প্রক্রিয়া সহজতর করে
UE, CNC এর সাথে "যোগাযোগ" করে
অপারেটর বন্ধুত্বপূর্ণ
সাথে প্রোগ্রামিং
CAD/CAM সিস্টেম অনুমতি দেয়
লেখার প্রক্রিয়া "উত্থাপন"
আরো জন্য প্রক্রিয়াকরণ প্রোগ্রাম
উচ্চস্তর. সাথে কাজ করছে
CAD/CAM সিস্টেম থেকে প্রযুক্তিবিদ নিজেকে বাঁচান
সময় গ্রাসকারী গাণিতিক
গণনা এবং গ্রহণ
সরঞ্জাম, অনেক
গতি বৃদ্ধি
ইউপি লেখা।
22. ম্যানুয়াল প্রোগ্রামিং
জি-কোড একটি প্রোগ্রামিং ভাষার জন্য একটি কোড নাম।সিএনসি ডিভাইস (কম্পিউটার সংখ্যাগত নিয়ন্ত্রণ)।
শুরুতে ইলেকট্রনিক ইন্ডাস্ট্রিজ অ্যালায়েন্স তৈরি করেছে
1960 এর দশক 1980 সালের ফেব্রুয়ারিতে চূড়ান্ত সংশোধন অনুমোদন করা হয়
RS274D মান হিসাবে বছর। আইএসও কমিটি অনুমোদিত জি-কোড হিসাবে
ISO 6983-1:1982 স্ট্যান্ডার্ড, স্টেট কমিটি ফর স্ট্যান্ডার্ডস অফ ইউএসএসআর -
GOST 20999-83 হিসাবে। সোভিয়েত প্রযুক্তিগত সাহিত্যে জি-কোড
ISO-7 বিট কোড হিসাবে চিহ্নিত।
কন্ট্রোল সিস্টেম নির্মাতারা জি-কোড ব্যবহার করে
একটি প্রোগ্রামিং ভাষার একটি বেস উপসেট হিসাবে,
আপনি চান হিসাবে এটি প্রসারিত.
জি-কোড ব্যবহার করে লেখা একটি প্রোগ্রাম আছে
কঠোর কাঠামো। সমস্ত নিয়ন্ত্রণ কমান্ড একত্রিত করা হয়
ফ্রেম - এক বা একাধিক কমান্ড নিয়ে গঠিত গ্রুপ।
প্রোগ্রামটি একটি M02 বা M30 কমান্ড দিয়ে শেষ হয়।
23. প্রোগ্রামিং ভাষার জি-কোডের "অভিধান"
24.
যন্ত্রের গতিবিধিমৌলিক আন্দোলন আন্দোলন নির্বাহী সংস্থামেশিন, ধন্যবাদ
যা সরাসরি কাটিং দ্বারা চিপ অপসারণের প্রক্রিয়া বহন করে
ওয়ার্কপিস থেকে টুল।
মেশিনে অক্জিলিয়ারী আন্দোলন সংযুক্ত করা হয় না
কাটা প্রক্রিয়া সঙ্গে সরাসরি, কিন্তু প্রদান
এর বাস্তবায়নের জন্য প্রস্তুতি।
যন্ত্রের প্রধান আন্দোলন হল গতি যা নির্ধারণ করে
কাটা, অর্থাৎ, ওয়ার্কপিস থেকে চিপ অপসারণের হার। মূল আন্দোলন হতে পারে
ঘূর্ণমান বা সোজা।
ওয়ার্কপিস ক্ল্যাম্পিং
ওয়ার্কপিস বা টুল, বা উভয় দ্বারা তৈরি ফিড গতি
মেশিনে যেমন একটি আন্দোলন, যা সরঞ্জামটিতে আরও বেশি নতুন বিভাগ সরবরাহ নিশ্চিত করে
তাদের থেকে চিপ অপসারণের জন্য ফাঁকা। এই ক্ষেত্রে, মেশিনে এবং মধ্যে বেশ কিছু ফিড আন্দোলন হতে পারে
তারা হতে পারে, উদাহরণস্বরূপ, অনুদৈর্ঘ্য, অনুপ্রস্থ, বৃত্তাকার, স্পর্শক ফিড
কাটিয়া টুল ফিক্সিং
ওয়ার্কপিস অপসারণ বা এটি প্রতিস্থাপন
কাটিয়া টুল পরিবর্তন
স্বয়ংক্রিয় মাত্রিক নিয়ন্ত্রণের জন্য যন্ত্রের গতিবিধি
প্রয়োজনীয় কৌণিক (বা রৈখিক) আন্দোলন বাস্তবায়নের জন্য বিভাগ আন্দোলনগুলি প্রয়োগ করা হয়
টুল আপেক্ষিক workpiece. বিভাজন আন্দোলন ক্রমাগত হতে পারে (ইন
গিয়ার শেপিং, গিয়ার হবিং, গিয়ার কাটিং, ব্যাকিং এবং অন্যান্য মেশিন) এবং মাঝে মাঝে
(উদাহরণস্বরূপ, শাসকের উপর স্ট্রোক কাটার সময় বিভাজন মেশিনে)। বিরতিহীন গতি
একটি র্যাচেট চাকা, একটি মাল্টিজ ক্রস বা একটি বিভাজক মাথা ব্যবহার করে বাহিত হয়
সারফেসগুলিতে টুলের অ্যাপ্রোচ মেশিন করা হবে এবং
তার recusal
মেশিন সেট আপ এবং সেট আপ সম্পর্কিত আন্দোলন
ঘূর্ণায়মান আন্দোলন কাটিয়া টুল এবং workpiece এর সমন্বিত আন্দোলন, পুনরুত্পাদন
গঠনের সময়, একটি নির্দিষ্ট কাইনেমেটিক জোড়ার বাগদান। উদাহরণস্বরূপ, যখন teething
কাটার এবং ওয়ার্কপিস দুটি গিয়ার চাকার মেশিং পুনরুত্পাদন করে। ঘূর্ণায়মান গতির জন্য প্রয়োজনীয়
গিয়ার কাটিং মেশিনে শেপিং: গিয়ার হবিং, গিয়ার কাটিং, গিয়ার শেপিং,
গিয়ার নাকাল (নলাকার এবং বেভেল চাকার প্রক্রিয়াকরণের সময়)।
ওয়ার্কপিস বা টুলের যেকোনো নড়াচড়ায় একটি ডিফারেনশিয়াল মোশন যোগ করা হয়। জন্য
এই লক্ষ্যে, কাইনেমেটিক চেইনের মধ্যে সংক্ষিপ্তকরণ প্রক্রিয়া চালু করা হয়। এটি সংক্ষিপ্ত করতে উল্লেখ করা উচিত
শুধুমাত্র সমজাতীয় নড়াচড়াই সম্ভব: ঘূর্ণায়মান সহ ঘূর্ণনশীল, অনুবাদের সাথে অনুবাদমূলক।
গিয়ার হবিং, গিয়ার কাটিং, গিয়ার গ্রাইন্ডিং-এ ডিফারেনশিয়াল মুভমেন্ট প্রয়োজন
ব্যাকিং এবং অন্যান্য মেশিন।
কুল্যান্ট সরবরাহ এবং চিপ অপসারণ
25.
CNC মেশিন সমন্বয় সিস্টেমপ্ল্যানার সমন্বয় সিস্টেম
আয়তক্ষেত্রাকার সমন্বয় ব্যবস্থা সবচেয়ে সাধারণ
সিএনসি মেশিনের জন্য সমন্বয় সিস্টেম। এতে দুটি স্থানাঙ্ক অক্ষ রয়েছে
(দ্বি-মাত্রিক সিস্টেম) - সমতলে পয়েন্টের অবস্থান নির্ধারণ করতে। জন্য
আয়তক্ষেত্রাকার সমন্বয় সিস্টেম নিম্নলিখিত বৈশিষ্ট্য দ্বারা চিহ্নিত করা হয়:
স্থানাঙ্ক অক্ষগুলি পারস্পরিকভাবে লম্ব;
স্থানাঙ্ক অক্ষের ছেদ-বিন্দুর একটি সাধারণ বিন্দু রয়েছে (উৎপত্তি
স্থানাঙ্ক);
স্থানাঙ্ক অক্ষ একই জ্যামিতিক স্কেল আছে.
পোলার কোঅর্ডিনেট সিস্টেম - দ্বি-মাত্রিক সমন্বয় ব্যবস্থা,
যেখানে সমতলের প্রতিটি বিন্দু দুটি দ্বারা সংজ্ঞায়িত করা হয়
সংখ্যা - মেরু কোণ এবং মেরু ব্যাসার্ধ। পোলার
সমন্বয় ব্যবস্থা বিশেষভাবে উপযোগী যেখানে ক্ষেত্রে
বিন্দুর মধ্যে সম্পর্কগুলিকে radii এবং হিসাবে উপস্থাপন করা সহজ
কোণগুলি আরো সাধারণ, কার্টেসিয়ান বা
আয়তক্ষেত্রাকার সমন্বয় ব্যবস্থা, এই ধরনের সম্পর্ক হতে পারে
শুধুমাত্র ত্রিকোণমিতিক ব্যবহার করে প্রতিষ্ঠিত করা যেতে পারে
সমীকরণ
ভলিউমেট্রিক সমন্বয় সিস্টেম
কার্টেসিয়ান কোঅর্ডিনেট সিস্টেম
স্থান (এই অনুচ্ছেদে আমরা বলতে চাইছি
ত্রিমাত্রিক স্থান, প্রায় আরও বহুমাত্রিক
শূন্যস্থান - নীচে দেখুন) তিনটি দ্বারা গঠিত হয়
পারস্পরিক লম্ব অক্ষ
OX, OY এবং OZ সমন্বয় করে। সমন্বয় অক্ষ
O বিন্দুতে ছেদ করে, যাকে বলা হয়
মূল, প্রতিটি অক্ষে নির্বাচিত হয়
তীর দ্বারা নির্দেশিত ইতিবাচক দিক,
এবং অক্ষের অংশগুলির পরিমাপের একক। ইউনিট
পরিমাপ সাধারণত (অগত্যা নয়) জন্য একই
সমস্ত অক্ষ OX - abscissa অক্ষ, OY - অক্ষ
ordinate, OZ - প্রয়োগ অক্ষ।
মহাকাশে একটি বিন্দুর অবস্থান নির্ধারিত হয়
তিনটি স্থানাঙ্ক X, Y এবং Z।
জেড
Y
পৃ 1
এক্স
P2
নলাকার সমন্বয় ব্যবস্থা, মোটামুটি
কথা বললে, সমতল মেরুকে প্রসারিত করে
একটি তৃতীয় লিনিয়ার যোগ করে সিস্টেম
"উচ্চতা" নামক স্থানাঙ্ক এবং
শূন্যের উপরে বিন্দুর উচ্চতার সমান
সমতল, ঠিক কার্টেসিয়ান হিসাবে
সিস্টেম তিনটি ক্ষেত্রে প্রসারিত
পরিমাপ তৃতীয় স্থানাঙ্ক সাধারণত হয়
হিসাবে চিহ্নিত, একটি ট্রিপল গঠন
স্থানাঙ্ক
গোলাকার
সিস্টেমকে স্থানাঙ্ক বলা হয়
প্রদর্শনের জন্য স্থানাঙ্ক
তিনটিতে একটি চিত্রের জ্যামিতিক বৈশিষ্ট্য
তিনটি নির্দিষ্ট করে পরিমাপ
স্থানাঙ্ক, শুরুর দূরত্ব কোথায়
স্থানাঙ্ক, এবং এবং - বিমান বিধ্বংসী এবং
আজিমুথ কোণ, যথাক্রমে।
26.
একই সময়ে কতগুলি অক্ষ নিয়ন্ত্রণ করা যায় তার উপর নির্ভর করেওয়ার্কপিস প্রক্রিয়াকরণের সময় সিএনসি সিস্টেম, মধ্যে পার্থক্য করুন
27.
28.
প্রোগ্রামিং সুবিধার জন্য মেশিনে প্রক্রিয়াকরণ প্রক্রিয়াCNC সর্বদা অভিমুখী করার জন্য স্থানাঙ্কের অক্ষগুলি গ্রহণ করেছে
মেশিন গাইডের সমান্তরাল। মেশিনের প্রকারের উপর নির্ভর করে
স্থানাঙ্ক অক্ষ স্থান স্থান হতে পারে
ভিন্ন, কিন্তু নিম্নলিখিত সাধারণ নিয়ম আছে।
1. Z অক্ষ সবসময় টাকুটির ঘূর্ণনের অক্ষের সাথে সারিবদ্ধ থাকে। তার
ইতিবাচক দিক সবসময় দিক হিসাবে একই
ওয়ার্কপিসকে কাটিংয়ে বেঁধে রাখার জন্য ডিভাইস থেকে আন্দোলন
যন্ত্র.
2. মেশিন সমন্বয় ব্যবস্থায় অন্তত একটি অক্ষ থাকলে,
অনুভূমিকভাবে অবস্থিত এবং অক্ষের সাথে মিলিত নয়
টাকু ঘূর্ণন, তারপর এটি অগত্যা X অক্ষ হবে.
3. যদি Z অক্ষ অনুভূমিক হয়, তাহলে ধনাত্মক
আপনি যদি বাম দিকে মুখ করে দাঁড়ান - সামনের সমতলের সাথে সম্পর্কিত -
মেশিনের শেষ। (মেশিনের সামনের সমতলটি যে দিক থেকে
কনসোল এবং মেশিনের প্রধান নিয়ন্ত্রণগুলি অবস্থিত)।
4. যদি Z অক্ষ উল্লম্ব হয়, তাহলে ধনাত্মক
x-অক্ষের দিক হল ডানদিকে চলাচলের দিক,
আপনি যদি মেশিনের সামনের সমতলের মুখোমুখি দাঁড়ান।
5. Y-অক্ষের ধনাত্মক দিক একটি দ্বারা নির্ধারিত হয়
নিম্নলিখিত নিয়ম:
–
Z-অক্ষ বরাবর ইতিবাচক দিকে তাকানো,
মানসিকভাবে x-অক্ষকে 90° ঘড়ির কাঁটার দিকে z-অক্ষের চারপাশে ঘোরান।
29.
+ওয়াই+জেড
+ওয়াই
-জেড
-ওয়াই
-এক্স
+এক্স
-এক্স
+এক্স
+এক্স
+জেড
-ওয়াই
+ওয়াই
-জেড
+জেড
নিয়ম ডান হাত: যদি আপনি মানসিকভাবে আপনার হাতের তালু রাখুন
মূল থেকে ডান হাত যাতে Z অক্ষ
খেজুর থেকে এটির লম্ব থেকে বেরিয়ে এসেছে এবং নীচে বাঁকানো হয়েছে
থাম্বের তালুতে 90 ° কোণ একটি ইতিবাচক দেখিয়েছে
x-অক্ষের দিক, তারপর তর্জনী দেখাবে
y-অক্ষের ইতিবাচক দিক।
30.
জেডক
এক্স
Y
31.
বাইন্ডিং সিস্টেমের সাহায্যে, স্থানাঙ্কগুলি অনন্যভাবে সেট করা হয়প্লেনে বা মেশিনের কাজের জায়গায় অবস্থান। ডেটা
অবস্থান স্থানাঙ্ক সবসময় একটি নির্দিষ্ট বিন্দুতে আবদ্ধ থাকে,
মেশিনের একটি অনমনীয় বাইন্ডিং সিস্টেম রয়েছে - মেশিন বাইন্ডিং সিস্টেম,
যা মেশিন প্রস্তুতকারক দ্বারা সেট করা হয়েছিল। ব্যবহারকারী পারেন
ওয়ার্কপিসের জন্য কোনো রেফারেন্স সিস্টেম সেট করুন: সিএনসি জানে
এই রেফারেন্স সিস্টেমের উৎপত্তি এবং অবস্থান আপেক্ষিক
মেশিন বাঁধাই সিস্টেম। ফলে সিএনসি করতে পারে
NC প্রোগ্রাম থেকে সঠিকভাবে অবস্থানের ডেটা স্থানান্তর করুন
ওয়ার্কপিস
এই বিভাগটি মেশিন বাইন্ডিং সিস্টেম বর্ণনা করে।
টুল ক্ল্যাম্প পয়েন্ট N শক্ত
মেশিন টুল প্রস্তুতকারকের দ্বারা নির্দিষ্ট স্থান
টাকু উপর
টুল ইনস্টলেশন পয়েন্ট E
এটা মেশিন টুল প্রস্তুতকারক দ্বারা দেওয়া হয়
ক্ল্যাম্পিং ডিভাইসের জায়গা।
32.
আপনি একটি প্রোগ্রাম লিখতে শুরু করার আগেপ্রক্রিয়াকরণ, ফসল সংগ্রহের জন্য এটি প্রয়োজনীয়
নোঙ্গর বিন্দু সেট, আপেক্ষিক
যা স্থানাঙ্ক সেট করা হবে।
শেষে আপনি কনট্যুর সংজ্ঞায়িত করতে পারেন
কনট্যুর ফাংশন সহ ফাঁকা
এবং প্রক্রিয়াকরণ প্রোগ্রামে স্থানাঙ্ক।
এই বাঁধাই সিস্টেম বলা হয়
ওয়ার্কপিস বাঁধাই সিস্টেম।
বাঁধাই সিস্টেম সঙ্গে
স্থানাঙ্ক অনন্যভাবে সেট করা হয়
সমতলে বা ভিতরে অবস্থান
মেশিনের কর্মক্ষেত্র। ডেটা
অবস্থান সর্বদা স্থানাঙ্ক
একটি নির্দিষ্ট বিন্দুতে আবদ্ধ
যা স্থানাঙ্কের পরিপ্রেক্ষিতে বর্ণিত হয়েছে।
মেশিনের একটি কঠোর ব্যবস্থা আছে
বাইন্ডিং - মেশিন বাইন্ডিং সিস্টেম,
যা দেওয়া হয়েছিল
মেশিন টুল প্রস্তুতকারক। ব্যবহারকারী
কোন বাঁধাই সিস্টেম সেট করতে পারেন
ওয়ার্কপিসের জন্য: সিএনসি জানে
এর উৎপত্তি এবং অবস্থান
সম্পর্কিত বাঁধাই সিস্টেম
মেশিন বাঁধাই সিস্টেম। ধন্যবাদ
এটি, সিএনসি সঠিকভাবে করতে পারে
NC প্রোগ্রাম থেকে ওয়ার্কপিসে অবস্থানের ডেটা স্থানান্তর করুন
33.
34.
G90 - পরম পজিশনিং মোড।পরম পজিশনিং মোডে G90 চলে
কার্যনির্বাহী সংস্থাগুলি জিরো পয়েন্টের সাথে সম্পর্কিত করা হয়
কাজের সমন্বয় সিস্টেম G54-G59 (যেখানে প্রোগ্রাম করা হয়েছে
সরানোর টুল)। কোডের সাথে G90 কোড বাতিল করা হয়
আপেক্ষিক অবস্থান G91।
G91 - আপেক্ষিক অবস্থান মোড।
আপেক্ষিক (ক্রমবর্ধমান) পজিশনিং মোডে
G91 শূন্য অবস্থান প্রতিবার শূন্য অবস্থান হিসাবে নেওয়া হয়
কার্যনির্বাহী সংস্থা, যা তিনি শুরুর আগে অনুষ্ঠিত
পরবর্তী রেফারেন্স পয়েন্টে যান (প্রোগ্রামেবল, অন
টুলটি কতটা সরানো উচিত)। G91 কোড বাতিল করা হয় যখন
G90 পরম পজিশনিং কোড ব্যবহার করে।
35.
G52 - স্থানীয় সমন্বয় ব্যবস্থা।সিএনসি আপনাকে স্ট্যান্ডার্ড ওয়ার্কিং ছাড়াও ইনস্টল করার অনুমতি দেয়
সমন্বয় সিস্টেম (G54-G59) এছাড়াও স্থানীয়. যখন নিয়ন্ত্রণ
মেশিন একটি G52 কমান্ড চালায়, কারেন্টের শুরু
ওয়ার্কিং কোঅর্ডিনেট সিস্টেমটি নির্দিষ্ট মান দ্বারা স্থানান্তরিত হয়
ডেটা শব্দ X, Y, এবং Z ব্যবহার করে। G52 কোড স্বয়ংক্রিয়ভাবে
G52 X0 Y0 Z0 এর সাথে বাতিল করা হয়েছে।
G68 - সমন্বয় ঘূর্ণন।
G68 কোড আপনাকে স্থানাঙ্ক সিস্টেম ঘোরানোর অনুমতি দেয়
একটি নির্দিষ্ট কোণে। বাঁক বানাতে লাগে।
ঘূর্ণনের সমতল, ঘূর্ণনের কেন্দ্র এবং ঘূর্ণনের কোণ উল্লেখ করুন।
ঘূর্ণনের সমতল G17 কোড ব্যবহার করে সেট করা হয়েছে,
G18 এবং G19। ঘূর্ণন কেন্দ্র আপেক্ষিক সেট করা হয়
সক্রিয় কাজের স্থানাঙ্ক সিস্টেমের শূন্য বিন্দু (G54 G59)। ঘূর্ণন কোণ R দিয়ে নির্দিষ্ট করা হয়েছে। উদাহরণস্বরূপ:
G17 G68 X0। Y0. R120।
36.
37.
ইনস্টলেশনের জন্য পূর্বশর্ত:প্রক্রিয়াকরণের জন্য প্রয়োজনীয় কাটিয়া অংশের জ্যামিতিক মাত্রা
কাটার সরঞ্জামগুলি পরিমাপ করা হয় এবং বিবেচনায় নেওয়া হয় নিয়ন্ত্রণ প্রোগ্রাম;
নির্বাচিত সরঞ্জামগুলি স্বয়ংক্রিয়ভাবে সংশোধন করা হয়েছে
টুল পরিবর্তন;
স্বয়ংক্রিয় পরিবর্তনকারীর তুলনায় টুল ওভারহ্যাং
কন্ট্রোল প্রোগ্রামে সরঞ্জামগুলি বিবেচনায় নেওয়া হয় (যদি মেশিনটি না হয়
টুল ওভারহ্যাং সংশোধন ডিভাইস দিয়ে সজ্জিত);
ওয়ার্কপিসটি ইনস্টল করা হয়েছে এবং নিরাপদে কাজের টেবিলে স্থির করা হয়েছে
যে অবস্থানে এর স্থানাঙ্ক অক্ষগুলি স্থানাঙ্ক অক্ষের সমান্তরাল
মেশিন
ব্যবহারের ক্রমানুসারে প্রথম টুলটি ইনস্টল এবং স্থির করা হয়েছে
টাকু;
টাকু ঘূর্ণন চালু আছে.
38.
ওয়ার্কপিস জিরো পয়েন্ট সেট করার সময় অপারেশনের ক্রমউপরে লেদসিএনসি
ইনস্টলেশনের জন্য পূর্বশর্ত:
কাটিং প্রক্রিয়াকরণের জন্য প্রয়োজনীয় কাটিয়া অংশের জ্যামিতিক মাত্রা
সরঞ্জামগুলি পরিমাপ করা হয় এবং নিয়ন্ত্রণ প্রোগ্রামে বিবেচনায় নেওয়া হয়;
নির্বাচিত সরঞ্জামগুলি বুরুজের ক্ল্যাম্পিং ডিভাইসগুলিতে স্থির করা হয়েছে এবং
তির্যক দিক উন্মুক্ত;
টুরেটের সাথে সম্পর্কিত টুল ওভারহ্যাংগুলি পরিমাপ করা হয় এবং বিবেচনায় নেওয়া হয়
নিয়ন্ত্রণ প্রোগ্রাম;
ওয়ার্কপিসটি টাকুতে সঠিকভাবে সুরক্ষিত।
বুরুজ বাঁক যখন কোন সংঘর্ষ হয় না নিশ্চিত করুন
একটি নির্দিষ্ট ওয়ার্কপিস এবং মেশিনের অংশ সহ সরঞ্জাম।
অনুরূপ ঘূর্ণনের দিক নির্বাচন করে টাকু ঘূর্ণন সক্ষম করুন
স্থির ওয়ার্কপিসের সাপেক্ষে কাটিয়া টুলের অবস্থান।
কন্ট্রোল প্যানেল থেকে উপযুক্ত কমান্ড ব্যবহার করে, একটি সরান
কাটারগুলিকে বুরুজে স্থির করা হয়েছে (উদাহরণস্বরূপ, স্কোরিং) কাজের মধ্যে
অবস্থান
টাকু থেকে মুক্ত বাইরের প্রান্তের মুখের দিকে কাজ করার সরঞ্জামটিকে সাবধানে আনুন।
ওয়ার্কপিসের পৃষ্ঠ, হয় ম্যানুয়াল নিয়ন্ত্রণ দ্বারা বা দ্বারা
মেশিন কন্ট্রোল প্যানেলে সংশ্লিষ্ট কী। কাটা অংশের ডগা স্পর্শ করুন
একটি দৃশ্যমান লক্ষণীয় পর্যন্ত একটি ঘূর্ণমান workpiece টুল পৃষ্ঠ
ট্রেস এবং টুল সরানো বন্ধ.
CNC ডিসপ্লে সিস্টেম ব্যবহার করে মেশিন ক্যালিপারের অবস্থানের বর্তমান মান নির্ধারণ করুন
Z অক্ষ।
এই স্থানাঙ্ক মানটি সিএনসিতে শূন্য অফসেট হিসাবে লিখুন এবং
স্থানাঙ্ক সিস্টেম রিসেট করার জন্য কী টিপুন। প্রয়োজনে ভাতা বিবেচনায় নিতে হবে
ওয়ার্কপিসের শেষ পৃষ্ঠটি প্রক্রিয়াকরণের জন্য, এটি আগে থেকেই বিবেচনায় নেওয়ার পরামর্শ দেওয়া হয়
প্রবেশ করার আগে CNC সিস্টেমে ক্যালিপারের বর্তমান অবস্থানের স্থানাঙ্ক প্রবেশ করে
এই স্থানাঙ্কের সংখ্যাসূচক মানের সাথে সংশ্লিষ্ট সংশোধন।
39.
অতিরিক্ত বৈশিষ্ট্য এবং প্রতীকX, Y, Z - অক্ষীয় আন্দোলন কমান্ড।
A, B, C - যথাক্রমে X, Y, Z অক্ষের চারপাশে বৃত্তাকার আন্দোলনের জন্য কমান্ড।
I, J, K - যথাক্রমে X, Y, Z অক্ষের সমান্তরাল বৃত্তাকার ইন্টারপোলেশন প্যারামিটার।
আর
বৃত্তাকার ইন্টারপোলেশনে (G02 বা G03), R একটি ব্যাসার্ধ সংজ্ঞায়িত করে যা সংযোগ করে
আর্কের শুরু এবং শেষ বিন্দু। টিনজাত চক্রে, R অবস্থান নির্ধারণ করে
প্রত্যাহার সমতল ঘূর্ণন কমান্ডের সাথে কাজ করার সময়, R ঘূর্ণনের কোণ নির্ধারণ করে
তুল্য সিস্টেম.
আর
ধ্রুবক গর্ত তৈরির চক্রের সাথে, P নীচে বাস করার সময় নির্ধারণ করে
গর্ত. সাবরুটিন M98 এর কল কোডের সাথে একসাথে - কল করা নম্বর
সাবরুটিন
প্র
বাধাপ্রাপ্ত ড্রিলিং চক্রে, Q প্রতিটির আপেক্ষিক গভীরতা নির্ধারণ করে
টুলের কাজের স্ট্রোক। বিরক্তিকর চক্রে - বোরিং এর স্থানান্তর দূরত্ব
সঠিক আউটপুট নিশ্চিত করতে মেশিনযুক্ত গর্তের প্রাচীর থেকে টুলটি দূরে রাখুন
গর্ত টুল।
D - টুল ব্যাসার্ধ ক্ষতিপূরণ মান।
H হল টুলের দৈর্ঘ্যের ক্ষতিপূরণ মান।
F হল ফিড ফাংশন।
এস - প্রধান আন্দোলনের ফাংশন।
T - একটি মান যা সরানো প্রয়োজন এমন সরঞ্জামের সংখ্যা নির্ধারণ করে
টুল ম্যাগাজিন ঘুরিয়ে অবস্থান পরিবর্তন করুন।
N - UE ফ্রেমের সংখ্যাকরণ।
/ - ফ্রেম তে.
(...) - UE-তে মন্তব্য।
40.
41.
42.
43.
44.
45.
46. প্রোগ্রামটি ফ্রেম নিয়ে গঠিত - এটি প্রোগ্রামের একটি পৃথক লাইন এবং শব্দ - ফ্রেমের উপাদান।
ফ্রেম N অক্ষর দিয়ে শুরু হয় - ফ্রেম নম্বর।শব্দের অক্ষর আছে ভিন্ন অর্থএবং
অর্থ:
N - ফ্রেম সংখ্যা।
জি - প্রস্তুতিমূলক
ফাংশন পছন্দ করা
মেশিন অপারেটিং মোড।
M - অক্জিলিয়ারী ফাংশন।
X, Y, Z - অক্ষ বিন্দু।
T - টুল নম্বর।
S - টাকু গতি।
চ - দাখিল।
47. N (সংখ্যা) হল ফ্রেম নম্বরের উপাধি
N (সংখ্যা) হল ফ্রেম নম্বরের উপাধিপ্রোগ্রামটি লিখিত কমান্ডের একটি সেট নিয়ে গঠিত
লাইন, প্রতিটি লাইন একটি সংখ্যা বরাদ্দ করা হয়.
সংখ্যায়ন সুবিধার জন্য করা হয়.
প্রোগ্রামিং এবং আরও কাজ. ভি
প্রক্রিয়াকরণ, জন্য একটি প্রয়োজন আছে
প্রোগ্রাম সামঞ্জস্য, ফাংশন যোগ বা
প্রযুক্তিগত পরিবর্তনের কারণে সমন্বয়।
অতিরিক্ত লাইন সন্নিবেশ করতে
সংখ্যায়ন একটি ফাঁক দিয়ে লেখা হয়। ফ্রেম নম্বর নয়
মেশিনের অপারেশন প্রভাবিত করে।
N25 G01 Z-2 F30
N30 X4 Y4
N35 X8 Y4
N40 X8 Y9
48. দ্রুত অবস্থান - G00 দ্রুত অবস্থান
G00 কোড দ্রুত চলাচলের জন্য ব্যবহৃত হয়। এটাই সর্বোচ্চমেশিনের কাজের অংশগুলির চলাচলের গতি, দ্রুততার জন্য প্রয়োজনীয়
টুলটিকে মেশিনিং পজিশনে নিয়ে যাওয়া বা জোনে টুলটি প্রত্যাহার করা
নিরাপত্তা এই মোডে আধুনিক সিএনসি মেশিনগুলি বিকাশ করতে পারে
প্রতি মিনিটে 30 মিটার বা তার বেশি গতি।
পরের বার একটি G01 কমান্ড প্রবেশ করা হলে G00 কমান্ডটি বাতিল করা হয়।
তিনটি অক্ষ বরাবর টুলটির একটি ত্বরান্বিত আন্দোলনের সাথে, এটি প্রথমে ভাল
X এবং Y অক্ষ বরাবর অবস্থান নির্ণয় করুন, এবং শুধুমাত্র তারপর Z অক্ষ বরাবর:
N15 G00 X200.0 Y400.0
N20 Z1.5
যদি নির্দিষ্ট অংশে কোন অতিরিক্ত protrusions আছে
বেঁধে রাখা, এবং টুলের প্রারম্ভিক বিন্দুতে যাওয়ার পথে কোন বাধা নেই,
আন্দোলন একই সময়ে তিনটি স্থানাঙ্কে সঞ্চালিত হতে পারে:
N15 G00 X200.0 Y400.0 Z1.5
মেশিনের কাজের পৃষ্ঠে ইনস্টল করা ওয়ার্কপিসটি বৈধ
নামমাত্র আকার থেকে বিচ্যুতি, তাই, Z অক্ষ বরাবর অংশের কাছে যাওয়ার সময়,
একটি নিরাপদ দূরত্ব বাকি থাকে, সাধারণত 1.5 থেকে 5 মিমি।
49. লিনিয়ার ইন্টারপোলেশন - G01 লিনিয়ার ইন্টারপোলেশন
রৈখিক ইন্টারপোলেশন বরাবর চলছেসোজা লাইন. কোড G01 কাজের জন্য ব্যবহৃত হয়
আন্দোলন, এর পরামিতি F গতি সেট করে
মিমি/মিনিটে ভ্রমণ।
সঙ্গে G01 কোড বাতিল করা হয়
কোড G00, G02 এবং G03।
উদাহরণ:
N25 G01 X6.0 Y6.0 F80
N35 Y12.0
N45 X8.0 Y14.0
50. সার্কুলার ইন্টারপোলেশন - G02 / G03 সার্কুলার / হেলিকাল ইন্টারপোলেশন
বৃত্তাকার ইন্টারপোলেশন - G02/G03সার্কুলার/হেলিকাল ইন্টারপোলেশন
ফাংশন G02 এবং G03 টুলটি বরাবর সরানোর জন্য ব্যবহার করা হয়
বৃত্তাকার পথ (চাপ), F দ্বারা নির্দিষ্ট করা ফিডরেটে।
G02 (ঘড়ির কাঁটার দিকে) – CW সার্কুলার ইন্টারপোলেশন।
G03 (ঘড়ির কাঁটার বিপরীত) - ঘড়ির কাঁটার বিপরীতে বৃত্তাকার ইন্টারপোলেশন
CCW তীর।
একটি বৃত্তাকার ইন্টারপোলেশন ফ্রেম গঠনের দুটি উপায় রয়েছে:
I,J,K ব্যবহার করে বৃত্তের কেন্দ্র নির্দিষ্ট করা;
R দিয়ে বৃত্তের ব্যাসার্ধ নির্দিষ্ট করে।
বেশিরভাগ আধুনিক CNC মেশিন উভয় বিকল্প সমর্থন করে।
রেকর্ড
উদাহরণ:
N50 G03 X0। Y-17. I0. J17.
উদাহরণ:
N50 G03 X0। Y-17. R17
51. ট্র্যাজেক্টরি ইন্টারপোলেশন
52. F - ফিড রেট সংজ্ঞা
F - ফিড রেট ফাংশনফিড হার সংজ্ঞা
feedrate ফাংশন ঠিকানা F ব্যবহার করে, তার পরে
এর পরে ফিড রেট নির্দেশ করে একটি সংখ্যা
প্রক্রিয়াকরণ। সেট ফিডরেট অবশেষ
অপরিবর্তিত, একটি নতুন সংখ্যা পর্যন্ত
F এর সাথে মান একসাথে বা আন্দোলন মোড পরিবর্তন করা হয় না যখন
G00 সাহায্য করুন।
N45 G01 Z-l F40 - ফিডে 1 মিমি গভীরতায় ভ্রমণ করুন (40
মিমি/মিনিট)
N50 G01 X12 Y22 - টুল ভ্রমণ (40 মিমি/মিনিট)
N55 G01 Y50 - টুল ভ্রমণ (40 মিমি/মিনিট)
N60 G01 Y50 F22 - টুল ভ্রমণ (22 মিমি/মিনিট)
N65 G01 X30 Y120 - টুল ভ্রমণ (22 মিমি/মিনিট)
N70 G00 Z5 - দ্রুত Z
N75 X00 Y00 - দ্রুত চলাচল
53. M - বিবিধ ফাংশন
অক্জিলিয়ারী ফাংশন (বা M-কোড) দিয়ে প্রোগ্রাম করা হয়ঠিকানা শব্দ M. সহায়ক ফাংশন
প্রোগ্রাম পরিচালনা করতে ব্যবহৃত হয় এবং
মেশিনের ইলেক্ট্রোঅটোমেটিক্স - টাকু চালু/বন্ধ করা,
কুল্যান্ট, টুল পরিবর্তন, ইত্যাদি
M00 - প্রোগ্রামেবল স্টপ
M01 - নিশ্চিতকরণের সাথে থামুন
M02 - প্রোগ্রামের শেষ
M03 - টাকু ঘূর্ণন ঘড়ির কাঁটার দিকে
M04 - টাকু ঘড়ির কাঁটার বিপরীতে ঘূর্ণন
M05 - টাকু স্টপ
M06 - টুল পরিবর্তন
M07 - অতিরিক্ত কুলিং সক্রিয়করণ
M08 - কুলিং চালু করুন
M09 - ঠান্ডা বন্ধ
M30 - থামুন এবং নিয়ন্ত্রণ প্রোগ্রামের শুরুতে যান
54. নিরাপত্তা লাইন
একটি নিরাপত্তা স্ট্রিং হল একটি ফ্রেম যাতে জি কোড থাকেকন্ট্রোল সিস্টেমটিকে একটি নির্দিষ্ট স্ট্যান্ডার্ড মোডে স্থানান্তর করুন, অপ্রয়োজনীয় বাতিল করুন
ফাংশন এবং প্রদান নিরাপদ কাজএকটি নিয়ন্ত্রণ প্রোগ্রাম সহ বা
কিছু স্ট্যান্ডার্ড মোডে CNC লিখুন।
নিরাপত্তা স্ট্রিং উদাহরণ: G40G90G99
G40 কোড স্বয়ংক্রিয় টুল ব্যাসার্ধ ক্ষতিপূরণ বাতিল করে (ইবে
পরবর্তী ল্যাবে আলোচনা করা হবে)। ব্যাসার্ধ ক্ষতিপূরণ
টুলটি স্বয়ংক্রিয়ভাবে থেকে টুলটি স্থানান্তর করার জন্য ডিজাইন করা হয়েছে
প্রোগ্রাম করা গতিপথ। আপনি থাকলে সংশোধন সক্রিয় হতে পারে
পূর্ববর্তী প্রোগ্রামের শেষে, আপনি বাতিল করতে ভুলে গেছেন (এটি বন্ধ করুন)। ফলাফল
এটি একটি ভুল টুল পাথ হতে পারে এবং, যেমন
ফল, ক্ষতিগ্রস্ত অংশ।
G90 কোড পরম স্থানাঙ্কের সাথে কাজ সক্রিয় করে। যদিও অধিকাংশ
প্রক্রিয়াকরণ প্রোগ্রামগুলি পরম স্থানাঙ্কে তৈরি করা হয়, এমন কিছু ক্ষেত্রেও হতে পারে
যখন এটি আপেক্ষিকভাবে টুল আন্দোলন সঞ্চালনের প্রয়োজন হয়
স্থানাঙ্ক (G91)।
G99 কোড বিপরীত ফিড নির্দিষ্ট করে।
55. N2 G71 G95 M8 X23 Z11 F0.2
- এই ব্লকে কুলিং চালু করা হয়েছে (M8),টুলটি X23 Z11 পয়েন্টে চলে যায়
ফিড রেট 0.2mm/rev (F0.2);
G71 - মিলিমিটারে প্রোগ্রামিং (ইঞ্চিতে G70 প্রোগ্রামিং),
G95 - mm/rev-এ ফিডরেট (G94 - অক্ষের ফিডরেট
মিমি/মিনিট বা ইঞ্চি/মিনিট)।
56. সমন্বয় ব্যবস্থা
57. নমুনা প্রোগ্রাম
N1 T1 S1 1000 F0.2 G95স্পিন্ডেল স্পিড S1 1000 চালু করা হচ্ছে (1-রেঞ্জ
1000 বিপ্লব হল প্রতি মিনিটে বিপ্লবের সংখ্যা)। টুল
1(T1)।
ফিড 0.2mm/rev (F0.2)। G95 - ফিড মোড নির্বাচন করে
মিমি/রেভ, (G94 - মিমি/মিনিট)।
N2 X11 Z0 E M8
E - দ্রুত সরানো, F এর মান উপেক্ষা করে (কিন্তু বাতিল করে না)
(শুধুমাত্র একটি ফ্রেমের জন্য বৈধ)।
M8 - কুলিং চালু করুন। হাতিয়ার চলছে
X11 Z0 পয়েন্টে দ্রুত ট্র্যাভার্সে
N3 G10
G10 - ফাংশন ধ্রুব গতিকাটা
N4 U-11 (কাট শেষ)
N5 W1 E
N6 U10 E
N7 W-11
N8 U2
N9 W-4
N10 U3
N11 W-3
N12 U7
N4-N12 ইনক্রিমেন্টে টুলের গতিবিধি (W - in
Z অক্ষ, U - X অক্ষ) মান থেকে
পূর্ববর্তী টুল অবস্থান।
ক্রমবর্ধমান প্রোগ্রামিং প্রায়ই
পুনরাবৃত্ত লুপে প্রয়োগ করা হয় (L11) যদি প্রোগ্রাম
বেশ কিছু বিবরণ দিয়ে তৈরি
(প্রতিটি বিশদ বিবরণের জন্য, একটি পদ্ধতির বিন্দু নির্বাচন করা হয়েছে
টুল এবং এটি থেকে আন্দোলন প্রোগ্রাম করা হয়
ইনক্রিমেন্টের উপকরণ)।
N13 G11
G11 - ধ্রুবক কাটিয়া গতি ফাংশন বাতিল.
N14 X40 Z0 E M9
টুল প্রত্যাহার (বিন্দু X40 Z0 পর্যন্ত)। M9 - শাটডাউন
শীতল
N15 M2
M2 - প্রোগ্রামের শেষ, যখন টুল
তার আসল অবস্থানে চলে যায়।
N1 G97 T1 M4 S1000 স্পিন্ডেল 1000 চালু করুন
rpm(S1000)। G97 - rpm (G96 - ধ্রুবক
কাটার গতি).
M4 - ঘড়ির কাঁটার বিপরীত দিকে টাকু বিপ্লব (M3 ঘড়ির কাঁটার দিকে)। টুল 1 (T1)।
N2 G0 G95 D1 X11 Z0 F0.2 M8
G0 - দ্রুত পদক্ষেপ, উপেক্ষা করে (কিন্তু বাতিল করে না)
F মান।
ফিড 0.2mm/rev (F0.2)।
G95 - ফিড মোড mm/rev, (G94 - mm/min) নির্বাচন করে।
D1 - টুল অফসেট নম্বর।
M8 - কুলিং চালু করুন। টুল
X11 Z0 পয়েন্টে দ্রুত ট্র্যাভার্সে চলে।
N3 G1X0
N4 G0 Z1
N5x10
N6 G1 Z-11
N7X12
N8 Z-15
N9X15
N10Z-18
N11X22
পরমভাবে N3-N11 টুল চলাচল
মান G1 - G0 ফাংশন বাতিল করে
N12 G0 X100 Z100 M9
টুল প্রত্যাহার (X100 Z100 পয়েন্টে)। M9 কুলিং অফ।
N13 M2
M2 - প্রোগ্রামের শেষ
58.
59. নিয়ন্ত্রণ প্রোগ্রামের প্রস্তুতি নিম্নলিখিত ধাপগুলি নিয়ে গঠিত:
1. উত্পাদিত অংশের অঙ্কন সংশোধন:·
মেশিনিং প্লেনে মাত্রার অনুবাদ:
·
প্রযুক্তিগত ভিত্তি পছন্দ;
·
সরলরেখা এবং বৃত্তাকার চাপ দিয়ে জটিল গতিপথ প্রতিস্থাপন করা।
2.
প্রযুক্তিগত ক্রিয়াকলাপ এবং প্রক্রিয়াকরণ রূপান্তর নির্বাচন।
3.
কাটিয়া টুল পছন্দ.
4.
কাটা অবস্থার গণনা:
·
কাটিয়া গতি নির্ধারণ;
·
পাওয়ার ড্রাইভের ঘূর্ণনের গতি নির্ধারণ;
·
কাটিং টুলের ফিড রেট নির্ধারণ।
5.
অংশ কনট্যুরের রেফারেন্স পয়েন্টের স্থানাঙ্ক নির্ধারণ।
1.
সমদূরত্বের নির্মাণ এবং সমদূরত্বের রেফারেন্স বিন্দুর স্থানাঙ্ক খুঁজে বের করা। ইনপুট
কাটিয়া টুলের শুরু বিন্দু।
2.
একটি সেটআপ ডায়াগ্রাম নির্মাণ, যার মধ্যে পারস্পরিক
মেশিনের যন্ত্রাংশের অবস্থান, ওয়ার্কপিস এবং সামনে কাটার টুল
প্রক্রিয়াকরণ শুরু।
3.
তথ্যের প্রস্তুতির একটি মানচিত্র অঙ্কন, যা একটি জ্যামিতিক হ্রাস করা হয়
(রেফারেন্স পয়েন্টের স্থানাঙ্ক এবং তাদের মধ্যে দূরত্ব) এবং প্রযুক্তিগত (কাটা অবস্থা)
তথ্য
4.
একটি নিয়ন্ত্রণ প্রোগ্রাম অঙ্কন
60.
প্রযুক্তিগত প্রক্রিয়ার নকশায় কাজের ধরন এবং প্রকৃতিসিএনসি মেশিনে প্রক্রিয়াকরণের অংশগুলি কাজের থেকে উল্লেখযোগ্যভাবে আলাদা,
প্রচলিত সার্বজনীন এবং বিশেষ ব্যবহার করে বাহিত
সরঞ্জাম প্রথমত, জটিলতা
প্রযুক্তিগত কাজ এবং প্রযুক্তিগত ডিজাইনের জটিলতা
প্রক্রিয়া CNC মেশিনের জন্য একটি বিস্তারিত প্রয়োজন
ট্রানজিশনের উপর নির্মিত প্রযুক্তিগত প্রক্রিয়া। যখন প্রক্রিয়াকরণ
সার্বজনীন মেশিনের অত্যধিক বিবরণ প্রয়োজন হয় না. শ্রমিক,
রক্ষণাবেক্ষণ মেশিন, অত্যন্ত যোগ্য এবং স্বাধীনভাবে
ক্রসিং এবং প্যাসেজ প্রয়োজনীয় সংখ্যক সিদ্ধান্ত নেয়, তাদের
ক্রম তিনি নিজেই প্রয়োজনীয় টুল বেছে নেন, মোড বরাদ্দ করেন
প্রক্রিয়াকরণ, প্রকৃত অবস্থার উপর নির্ভর করে প্রক্রিয়াকরণের অগ্রগতি সামঞ্জস্য করে
উৎপাদন
CNC ব্যবহার করার সময়, একটি মৌলিকভাবে নতুন উপাদান উপস্থিত হয়
প্রযুক্তিগত প্রক্রিয়া - উন্নয়নের জন্য একটি নিয়ন্ত্রণ প্রোগ্রাম এবং
ডিবাগিং যার জন্য তহবিল এবং সময়ের অতিরিক্ত খরচ প্রয়োজন।
অপরিহার্য বৈশিষ্ট্য প্রক্রিয়া নকশাসঙ্গে মেশিন জন্য
CNC হল স্বয়ংক্রিয় গতিপথের সুনির্দিষ্ট প্রান্তিককরণের প্রয়োজন
মেশিন সমন্বয় সিস্টেমের সাথে কাটিয়া টুলের আন্দোলন, উৎপত্তি
এবং workpiece অবস্থান। এটা আরোপ করে অতিরিক্ত আবশ্যকপ্রতি
ক্ল্যাম্পিং এবং ওয়ার্কপিসকে কাটিং টুলে অভিমুখ করার জন্য ফিক্সচার।
CNC মেশিনের প্রসারিত প্রযুক্তিগত ক্ষমতা কারণ
প্রযুক্তিগত এই ধরনের ঐতিহ্যগত সমস্যা সমাধানের কিছু নির্দিষ্টকরণ
প্রস্তুতি, একটি অপারেশনাল প্রযুক্তিগত প্রক্রিয়ার নকশা হিসাবে,
অংশ সনাক্তকরণ, টুল নির্বাচন, ইত্যাদি
এটি অবিলম্বে জোর দেওয়া উচিত যে তালিকাভুক্ত পদ্ধতিগুলির মধ্যে যে কোনওটির প্রকৃতি এবং উত্পাদনের বৈশিষ্ট্যগুলির সাথে সম্পর্কিত নিজস্ব কুলুঙ্গি রয়েছে। অতএব, এগুলির কোনটিই সমস্ত অনুষ্ঠানের জন্য প্যানেসিয়া হিসাবে ব্যবহার করা যাবে না: প্রতিটি ক্ষেত্রে, নির্দিষ্ট শর্তগুলির জন্য সবচেয়ে যুক্তিযুক্ত প্রোগ্রামিং পদ্ধতি বেছে নেওয়ার জন্য একটি পৃথক পদ্ধতি থাকতে হবে।
ম্যানুয়াল প্রোগ্রামিং পদ্ধতিযখন হাতে লেখা ইউপিসঙ্গে মেশিন জন্য সিএনসিএটি একটি সঙ্গে একটি ব্যক্তিগত কম্পিউটার ব্যবহার করা ভাল অপারেটিং সিস্টেম টেক্সট সম্পাদক. ম্যানুয়াল প্রোগ্রামিং পদ্ধতি কীবোর্ড এন্ট্রির উপর ভিত্তি করে পিসি(অথবা, যদি উৎপাদনের শর্তে উপস্থিতি থাকে পিসিপ্রদান করা হয় না, তারপর শুধু কাগজের টুকরোতে) ফর্মে প্রয়োজনীয় ডেটা জিএবং এমপ্রসেসিং টুলের চলাচলের কোড এবং স্থানাঙ্ক।
ম্যানুয়াল প্রোগ্রামিং একটি অত্যন্ত শ্রমসাধ্য এবং ক্লান্তিকর কাজ। যাইহোক, প্রোগ্রামার-প্রযুক্তিবিদদের যেকোনও ম্যানুয়াল প্রোগ্রামিংয়ের কৌশল সম্পর্কে ভাল ধারণা থাকতে হবে, সে বাস্তবে এটি ব্যবহার করুক না কেন। প্রযোজ্য ম্যানুয়াল উপায়প্রোগ্রামিং, প্রধানত সাধারণ অংশ প্রক্রিয়াকরণের ক্ষেত্রে বা প্রয়োজনীয় উন্নয়ন সরঞ্জামের অভাবের কারণে।
বর্তমানে, এখনও অনেক আছে উত্পাদন উদ্যোগ, যেখানে সঙ্গে মেশিনের জন্য সিএনসিশুধুমাত্র ম্যানুয়াল প্রোগ্রামিং ব্যবহার করা হয়। প্রকৃতপক্ষে: যদি তৈরির পদ্ধতিঅল্প সংখ্যক মেশিন জড়িত প্রোগ্রাম ব্যবস্থাপনা, এবং মেশিন করা অংশগুলি অত্যন্ত সহজ, তারপর ম্যানুয়াল প্রোগ্রামিং কৌশলগুলির ভাল জ্ঞান সহ একজন অভিজ্ঞ প্রোগ্রামার-টেকনোলজিস্ট ব্যবহার করতে পছন্দ করেন এমন একজন প্রযুক্তিবিদ-প্রোগ্রামারকে ছাড়িয়ে যাবে আমি নিজেই-সিস্টেম। আরেকটি উদাহরণ: কোম্পানি তার মেশিন ব্যবহার করে ছোট পরিসরের যন্ত্রাংশ প্রক্রিয়া করতে। একবার এই ধরনের যন্ত্রাংশের প্রক্রিয়াকরণ প্রোগ্রাম করা হয়ে গেলে, প্রোগ্রামটির পরিবর্তন হওয়ার সম্ভাবনা নেই, যেকোনো ক্ষেত্রে, অদূর ভবিষ্যতে এটি একই থাকবে। অবশ্যই, এই ধরনের অবস্থার অধীনে, জন্য ম্যানুয়াল প্রোগ্রামিং সিএনসিঅর্থনৈতিক দৃষ্টিকোণ থেকে সবচেয়ে দক্ষ হবে।
উল্লেখ্য আমরা ব্যবহার করলেও সিএএম-প্রধান প্রোগ্রামিং টুল হিসাবে সিস্টেম, প্রায়শই যাচাইকরণ পর্যায়ে ত্রুটি সনাক্তকরণের কারণে UE এর ম্যানুয়াল সংশোধনের প্রয়োজন হয়। নিয়ন্ত্রণ প্রোগ্রামগুলির ম্যানুয়াল সংশোধনের প্রয়োজন সর্বদা তাদের প্রথম পরীক্ষার সময় সরাসরি মেশিনে চলে।
সিএনসি র্যাকের কন্ট্রোল প্যানেলে প্রোগ্রামিংয়ের পদ্ধতিসঙ্গে আধুনিক মেশিন সিএনসি, একটি নিয়ম হিসাবে, একটি কীবোর্ড এবং ডিসপ্লে দিয়ে সজ্জিত কনসোলে সরাসরি কার্যকরী নিয়ন্ত্রণ প্রোগ্রাম তৈরি করার ক্ষমতা প্রদান করা হয়। রিমোট কন্ট্রোলে প্রোগ্রামিংয়ের জন্য, ডায়ালগ মোড এবং ইনপুট উভয়ই ব্যবহার করা যেতে পারে। জিএবং এমকোড এই ক্ষেত্রে, ডিসপ্লেতে প্রক্রিয়াকরণের একটি গ্রাফিকাল সিমুলেশন ব্যবহার করে ইতিমধ্যে তৈরি একটি প্রোগ্রাম পরীক্ষা করা যেতে পারে। সিএনসিব্যবস্থাপনা
CAD/CAM প্রোগ্রামিং পদ্ধতিCAM - একটি সিস্টেম যা স্বয়ংক্রিয়ভাবে প্রক্রিয়াকরণ সরঞ্জামের গতিপথ গণনা করে এবং মেশিন টুলগুলির জন্য প্রোগ্রাম তৈরিতে ব্যবহৃত হয় সিএনসিজটিল আকারের অংশগুলি প্রক্রিয়াকরণের ক্ষেত্রে, যখন বিভিন্ন অপারেশন এবং প্রক্রিয়াকরণ মোড ব্যবহার করা প্রয়োজন।
CAD হল একটি কম্পিউটার-সহায়ক ডিজাইন সিস্টেম যা পণ্যের মডেল করার ক্ষমতা প্রদান করে এবং ডিজাইন ডকুমেন্টেশনে ব্যয় করা সময় কমিয়ে দেয়।
ব্যবহার করে নিয়ন্ত্রণ প্রোগ্রাম উন্নয়ন CAD/CAMসিস্টেমগুলি প্রোগ্রামিং প্রক্রিয়াটিকে ব্যাপকভাবে সরল করে এবং গতি বাড়ায়। যখন কাজে ব্যবহার করা হয় CAD/CAMসিস্টেমের, প্রোগ্রামার-প্রযুক্তিবিদ সময়-সাপেক্ষ গাণিতিক গণনা সম্পাদন করার প্রয়োজনীয়তা থেকে মুক্তি পান এবং একটি টুলকিট পান যা সৃষ্টি প্রক্রিয়াটিকে উল্লেখযোগ্যভাবে গতি দিতে পারে ইউপি.
1.ডক
^2. সিএনসি মেশিনে প্রোগ্রামিং প্রক্রিয়াকরণ
2.1। প্রোগ্রামিং এর বেসিক
একটি CNC মেশিনে প্রক্রিয়াকরণ করতে, আপনার অবশ্যই একটি নিয়ন্ত্রণ প্রোগ্রাম চালু থাকতে হবে এই প্রক্রিয়াকরণ. আরএফ স্ট্যান্ডার্ড অনুসারে কন্ট্রোল প্রোগ্রামটিকে "একটি নির্দিষ্ট ওয়ার্কপিস প্রক্রিয়াকরণের জন্য একটি মেশিনের কার্যকারিতার জন্য একটি প্রদত্ত অ্যালগরিদমের সাথে সম্পর্কিত একটি প্রোগ্রামিং ভাষায় কমান্ডের একটি সেট" (GOST 20523-80) হিসাবে সংজ্ঞায়িত করা হয়েছে। অন্য কথায়, একটি সিএনসি মেশিনের জন্য নিয়ন্ত্রণ প্রোগ্রাম হল প্রাথমিক কমান্ডের একটি সেট যা একটি নির্দিষ্ট ওয়ার্কপিস প্রক্রিয়া করার সময় মেশিনের নির্বাহী সংস্থাগুলির গতিবিধি এবং ক্রিয়াগুলির ক্রম এবং প্রকৃতি নির্ধারণ করে। এই ক্ষেত্রে, প্রাথমিক কমান্ডের ধরন এবং গঠন মেশিনের CNC সিস্টেমের প্রকার এবং এই সিস্টেমের জন্য গৃহীত প্রোগ্রামিং ভাষার উপর নির্ভর করে।
সিএনসি মেশিন টুলস যেমন বিকশিত হয়েছে, নিয়ন্ত্রণ প্রোগ্রাম লেখার জন্য বেশ কিছু প্রোগ্রামিং ভাষা তৈরি করা হয়েছে। বর্তমানে, সর্বজনীন আন্তর্জাতিক প্রোগ্রামিং ভাষা ISO-7bit সবচেয়ে বিস্তৃত, যাকে কখনও কখনও CNC-কোড বা জি-কোডও বলা হয়। আমাদের দেশে, রাশিয়া GOST 20999-83 এর একটি বিশেষ রাষ্ট্রীয় মানও রয়েছে “ধাতুর কাজের সরঞ্জামগুলির জন্য সংখ্যাসূচক নিয়ন্ত্রণ ডিভাইস। নিয়ন্ত্রণ প্রোগ্রামের কোডিং তথ্য"। CNC মেশিনের নিয়ন্ত্রণ প্রোগ্রামগুলির জন্য আধুনিক আন্তর্জাতিক এবং দেশীয় প্রয়োজনীয়তাগুলি মূলত একে অপরের সাথে মিলে যায়।
ISO-7bit প্রোগ্রামিং ল্যাঙ্গুয়েজ কোড আলফানিউমেরিক কোডগুলিকে বোঝায়, যেখানে কন্ট্রোল প্রোগ্রামের কমান্ডগুলি বিশেষ শব্দের আকারে লেখা হয়, যার প্রতিটি একটি অক্ষর এবং একটি সংখ্যার সংমিশ্রণ।
^
2.1.1 নিয়ন্ত্রণ প্রোগ্রামের উপাদান
শব্দটি নিয়ন্ত্রণ প্রোগ্রামের পাঠ্যের মৌলিক উপাদান। শব্দ
ল্যাটিন বর্ণমালার একটি বড় হাতের অক্ষর এবং কিছু সংখ্যাসূচক মানের সংমিশ্রণ, যা হয় একটি পূর্ণসংখ্যা দুই-অঙ্ক বা তিন-অঙ্কের সংখ্যা, অথবা একটি দশমিক ভগ্নাংশ হতে পারে, যার পূর্ণসংখ্যা এবং ভগ্নাংশ অংশগুলি একটি কমা দ্বারা পৃথক করা যেতে পারে বা একটি সময়কাল। কিছু ক্ষেত্রে, অক্ষর এবং সংখ্যা ছাড়াও, একটি শব্দে অন্যান্য পাঠ্য অক্ষর ব্যবহার করা যেতে পারে; উদাহরণস্বরূপ, একটি অক্ষর এবং একটি সংখ্যার মধ্যে, প্রয়োজন হলে, একটি গাণিতিক চিহ্ন "" বা "-" থাকতে পারে। CNC তত্ত্বের একটি শব্দের অক্ষর উপাদানটিকে একটি ঠিকানা বলা হয়, কারণ এটি "এই শব্দটিতে থাকা ডেটার উদ্দেশ্য" (GOST 20523-80) নির্ধারণ করে।
শব্দ লেখার উদাহরণ:
X136.728
বিভিন্ন নির্মাতাদের থেকে CNC সিস্টেম তাদের নিজস্ব আছে স্বতন্ত্র বৈশিষ্ট্যনিয়ন্ত্রণ প্রোগ্রামের প্রস্তুতিতে ব্যবহৃত বর্ণানুক্রমিক অক্ষরের সাথে সম্পর্কিত। তারা অক্ষরের তালিকা এবং কমান্ডের শব্দার্থিক উদ্দেশ্য উভয় ক্ষেত্রেই অনেক ক্ষেত্রে ভিন্ন। RF স্ট্যান্ডার্ড GOST 20999-83 বর্ণমালার অক্ষরগুলির অর্থের জন্য নিম্নলিখিত সংজ্ঞা দেয় (টেবিল 1.2 দেখুন)।
টেবিল 1.2।
| প্রতীক | উদ্দেশ্য | আবেদন |
| এন | ফ্রেম নম্বর | ফ্রেমের ক্রম সংখ্যা। |
| জি | প্রস্তুতিমূলক ফাংশন এবং প্রযুক্তি চক্র | মেশিনের নির্বাহী সংস্থাগুলির চলাচলের ধরণ এবং শর্তগুলির জন্য আদেশ। |
| এম | সেকেন্ডারি ফাংশন | কমান্ড যা মেশিন প্রক্রিয়ার অপারেটিং অবস্থা নির্ধারণ করে, উদাহরণস্বরূপ, স্পিন্ডেল চালু এবং বন্ধ করা বা প্রোগ্রাম এক্সিকিউশনের প্রোগ্রামেবল স্টপ। |
| এক্স | X-অক্ষ সরলরেখা ফাংশন | শেষ বিন্দুর স্থানাঙ্ক বা X অক্ষ বরাবর মেশিনের কার্যনির্বাহী বডির চলাচলের পরিমাণ নির্ধারণ করা। |
| Y | Y-অক্ষ সরলরেখা ফাংশন | শেষ বিন্দুর স্থানাঙ্ক বা Y অক্ষ বরাবর মেশিনের নির্বাহী বডির চলাচলের পরিমাণ নির্ধারণ করা। |
| জেড | Z অক্ষ রৈখিক ফাংশন | শেষ বিন্দুর স্থানাঙ্ক বা Z অক্ষ বরাবর মেশিনের কার্যনির্বাহী বডির চলাচলের পরিমাণ নির্ধারণ করা। |
| ক | X অক্ষের চারপাশে বৃত্তাকার গতি ফাংশন | X অক্ষের চারপাশে মেশিনের এক্সিকিউটিভ বডির বৃত্তাকার আন্দোলনের শেষ বিন্দুর স্থানাঙ্ক বা মান নির্দিষ্ট করা। X অক্ষের চারপাশে মেশিনের একটি স্বাধীনভাবে চলমান নির্বাহী সংস্থা থাকলেই প্রতীকটি ব্যবহার করা হয়। |
| খ | Y অক্ষের চারপাশে বৃত্তাকার আন্দোলন ফাংশন | শেষ বিন্দুর স্থানাঙ্ক বা Y অক্ষের চারপাশে মেশিন টুলের বৃত্তাকার নড়াচড়ার পরিমাণ নির্দিষ্ট করে। Y অক্ষের চারপাশে মেশিনের একটি স্বাধীনভাবে চলমান টুল থাকলেই প্রতীকটি ব্যবহার করা হয়। |
| গ | Z অক্ষের চারপাশে বৃত্তাকার আন্দোলন ফাংশন | শেষ বিন্দুর স্থানাঙ্ক বা Z অক্ষের চারপাশে মেশিনের কার্যনির্বাহী বডির বৃত্তাকার আন্দোলনের মান নির্দিষ্ট করা। চিহ্নটি শুধুমাত্র তখনই ব্যবহৃত হয় যদি মেশিনের Z অক্ষের চারপাশে স্বাধীনভাবে চলমান নির্বাহী সংস্থা থাকে। |
| উ | | শেষ বিন্দু নির্দিষ্ট করে যা X অক্ষের সমান্তরালে মেশিনের কার্যনির্বাহী বডির গতিবিধি নির্ধারণ করে৷ চিহ্নটি শুধুমাত্র তখনই ব্যবহৃত হয় যখন মেশিনের একটি দ্বিতীয় নির্বাহী সংস্থা থাকে যা স্বাধীনভাবে X অক্ষ বরাবর সরানো যায়৷ |
| ভি | | শেষ বিন্দুর স্থানাঙ্ক বা Y অক্ষের সমান্তরালে মেশিনের কার্যনির্বাহী বডির চলাচলের পরিমাণ নির্দিষ্ট করে৷ Y অক্ষ বরাবর মেশিনের দ্বিতীয় স্বাধীন চলমান বডি থাকলেই প্রতীকটি ব্যবহার করা হয়৷ |
| ডব্লিউ | Y অক্ষের সমান্তরাল রেকটিলাইনার আন্দোলন ফাংশন | শেষ বিন্দুর স্থানাঙ্ক বা Z অক্ষের সমান্তরালে মেশিনের এক্সিকিউটিভ বডির নড়াচড়ার পরিমাণ নির্দিষ্ট করে। চিহ্নটি শুধুমাত্র তখনই ব্যবহৃত হয় যখন মেশিনের দ্বিতীয় নির্বাহী বডি থাকে যা স্বাধীনভাবে Z অক্ষ বরাবর সরানো যায়। |
| পৃ | X অক্ষের সমান্তরাল রেকটিলাইনার আন্দোলন ফাংশন | শেষ বিন্দুর স্থানাঙ্ক বা X অক্ষের সমান্তরালে মেশিনের কার্যনির্বাহী বডির চলাচলের পরিমাণ নির্দিষ্ট করে৷ X অক্ষ বরাবর মেশিনের তৃতীয় স্বাধীন চলন্ত বডি থাকলেই প্রতীকটি ব্যবহার করা হয়৷ |
| প্র | Y অক্ষের সমান্তরাল রেকটিলাইনার আন্দোলন ফাংশন | শেষ বিন্দুর স্থানাঙ্ক বা Y অক্ষের সমান্তরালে মেশিনের এক্সিকিউটিভ বডির নড়াচড়ার পরিমাণ নির্ধারণ করা। চিহ্নটি শুধুমাত্র তখনই ব্যবহার করা হয় যখন মেশিনটি এক্সিকিউটিভ বডির Y অক্ষ বরাবর একটি তৃতীয় স্বাধীনভাবে চলমান থাকে। |
| আর | Z অক্ষের সমান্তরাল সরলরেখা ফাংশন | শেষ বিন্দুর স্থানাঙ্ক বা Z অক্ষের সমান্তরালে মেশিনের কার্যনির্বাহী বডির চলাচলের পরিমাণ নির্দিষ্ট করে। চিহ্নটি শুধুমাত্র তখনই ব্যবহৃত হয় যদি মেশিনের Z অক্ষ বরাবর তৃতীয় স্বাধীন চলন্ত বডি থাকে। |
| চ | ফিড ফাংশন | ওয়ার্কপিসের সাপেক্ষে টুলটির ফলের রৈখিক আন্দোলনের গতি নির্দিষ্ট করে। |
| ই | ফিড ফাংশন | ওয়ার্কপিসের সাপেক্ষে টুলটির ফলের রৈখিক আন্দোলনের গতি নির্দিষ্ট করে। চিহ্নটি শুধুমাত্র তখনই প্রযোজ্য হয় যদি মেশিনের একটি দ্বিতীয় স্ট্যান্ড-অ্যালোন স্পিন্ডেল হেড থাকে। |
| আমি | এক্স-অক্ষ ইন্টারপোলেশন ফাংশন | মেশিনের এক্সিকিউটিভ বডি বা X অক্ষ বরাবর থ্রেড পিচের গতিবিধির ইন্টারপোলেশন নির্দিষ্ট করে। |
| জে | Y-অক্ষ ইন্টারপোলেশন ফাংশন | মেশিনের এক্সিকিউটিভ বডি বা Y অক্ষ বরাবর থ্রেড পিচের গতিবিধির ইন্টারপোলেশন নির্দিষ্ট করে। |
| কে | Z-অক্ষ ইন্টারপোলেশন ফাংশন | মেশিনের এক্সিকিউটিভ বডি বা Z অক্ষ বরাবর থ্রেড পিচের গতিবিধির ইন্টারপোলেশন নির্দিষ্ট করে। |
| টি | টুল পরিবর্তন ফাংশন | কাজের অবস্থানে একটি নির্দিষ্ট সংখ্যার অধীনে একটি বিনিময়যোগ্য সরঞ্জামের স্বয়ংক্রিয় ইনস্টলেশনের জন্য একটি কমান্ড সেট করা। মেশিনে একটি স্বয়ংক্রিয় টুল চেঞ্জার থাকলেই প্রতীকটি প্রযোজ্য। |
| ডি | টুল পরিবর্তন ফাংশন | কাজের অবস্থানে একটি নির্দিষ্ট সংখ্যার অধীনে একটি বিনিময়যোগ্য সরঞ্জামের স্বয়ংক্রিয় ইনস্টলেশনের জন্য একটি কমান্ড সেট করা। মেশিনে দ্বিতীয় স্বয়ংক্রিয় টুল চেঞ্জার থাকলেই প্রতীকটি প্রযোজ্য। |
| এস | প্রধান গতি ফাংশন | স্পিন্ডল শ্যাফ্টের ঘূর্ণনের গতি সেট করে, যদি এটি সফ্টওয়্যার দ্বারা নিয়ন্ত্রিত হয়। |
কন্ট্রোল প্রোগ্রামে প্রতীক হিসাবে ব্যবহৃত অক্ষরগুলি এলোমেলোভাবে নির্বাচিত হয় না। তাদের বেশিরভাগই সংশ্লিষ্ট পদের প্রাথমিক অক্ষরগুলিকে উপস্থাপন করে ইংরেজী ভাষা. উদাহরণস্বরূপ, অক্ষর " চ" - প্রথম অক্ষর ইংরেজি শব্দ খাওয়ানো ("ফিড"), টাকু গতির প্রতীক হিসাবে - অক্ষর " এস দ্রুততা ("গতি"), টুল নম্বরের প্রতীক হিসাবে - অক্ষর " টি"- ইংরেজি শব্দের প্রথম অক্ষর টুল ("টুল").
শুধুমাত্র একটি দুই-অঙ্কের বা তিন-অঙ্কের পূর্ণসংখ্যা G এবং M অক্ষর চিহ্ন সহ শব্দের সংখ্যাসূচক উপাদান হিসাবে ব্যবহার করা যেতে পারে। G এবং M চিহ্ন সহ শব্দে দশমিক ভগ্নাংশ ব্যবহার করা যাবে না, অন্যান্য বর্ণমালার অক্ষরের শব্দের বিপরীতে।
শব্দের সংখ্যাসূচক উপাদান হলে দশমিক, ভগ্নাংশের অংশের শেষে যার মধ্যে শূন্য রয়েছে, তারপরে লেখা এবং পড়ার প্রোগ্রামগুলিকে সহজ করার জন্য, বেশিরভাগ CNC সিস্টেমে ভগ্নাংশের নগণ্য শূন্যগুলি বাতিল করা হয়। অন্য কথায়, কন্ট্রোল প্রোগ্রামে লেখার প্রথা নেই, উদাহরণস্বরূপ, 4.100 বা 3.120 সংখ্যা, তবে এটি 4.1 বা 3.12 লেখার প্রথাগত।
টেবিলে দেওয়া বর্ণানুক্রমিক অক্ষরগুলি বাধ্যতামূলক নয়, তবে শুধুমাত্র প্রোগ্রামিং ভাষার জন্য সুপারিশ করা হয়েছে। যদি A, B, C, D, E, P, Q, R, U, V এবং W চিহ্নগুলি তাদের উদ্দেশ্যমূলক উদ্দেশ্যে মেশিনকে নিয়ন্ত্রণ করার জন্য ব্যবহার না করা হয়, তবে সেগুলি এই CNC-তে অন্তর্নিহিত কিছু বিশেষ ফাংশন প্রোগ্রাম করতে ব্যবহার করা যেতে পারে। পদ্ধতি.
2.1.2। NC ব্লক
ফ্রেম শব্দের পরে অনুক্রমের কন্ট্রোল প্রোগ্রাম পাঠ্যের পরবর্তী উপাদানটি উপস্থাপন করে। প্রতিটি ব্লক একটি নির্দিষ্ট ক্রমে সাজানো এক বা একাধিক শব্দ নিয়ে গঠিত, যেগুলি CNC দ্বারা সম্পূর্ণরূপে অনুভূত হয় এবং কমপক্ষে একটি কমান্ড থাকে। শব্দের একটি সেট হিসাবে ফ্রেমের একটি স্বতন্ত্র বৈশিষ্ট্য হল যে সেগুলিতে মেশিনের নির্বাহী সংস্থাগুলির কাজ বা প্রস্তুতিমূলক ক্রিয়া সম্পাদনের জন্য প্রয়োজনীয় সমস্ত জ্যামিতিক, প্রযুক্তিগত এবং সহায়ক তথ্য রয়েছে। এই ক্ষেত্রে কার্যকরী ক্রিয়াটির অর্থ হল একটি প্রাথমিক ট্র্যাজেক্টোরি (রেক্টিলাইনার মুভমেন্ট, আর্ক বরাবর চলাচল ইত্যাদি) সহ টুলটির একক নড়াচড়ার কারণে ওয়ার্কপিসটির প্রক্রিয়াকরণ এবং প্রস্তুতিমূলক ক্রিয়া হল কার্যনির্বাহী সংস্থাগুলির ক্রিয়া। কাজের ক্রিয়া সম্পাদন বা সম্পূর্ণ করার জন্য মেশিন।
ফ্রেম রেকর্ডিং উদাহরণ: N125 G01 Z-2.7 F30।
এই ফ্রেমে চারটি শব্দ রয়েছে: ফ্রেমের ক্রম সংখ্যা « N125" এবং তিনটি শব্দ "G01", "Z-2.7" এবং "F30", যা Z অক্ষ বরাবর টুলটির সরল-রেখার গতিবিধিকে স্থানাঙ্ক Z = -2.7 মিমি বিন্দুতে সেট করে 30 ফিড হারে মিমি/মিনিট
একটি CNC মেশিনের জন্য কন্ট্রোল প্রোগ্রামের পাঠ্য নির্দিষ্ট নিয়ম অনুযায়ী গঠিত ফ্রেমের একটি সেট ছাড়া আর কিছুই নয়।সাধারণ ক্ষেত্রে, মেশিনের সিএনসি সিস্টেম কন্ট্রোল প্রোগ্রামের কমান্ডগুলিকে ফ্রেমের ক্রমে কঠোরভাবে কার্যকর করে, যখন প্রতিটি পরবর্তী ফ্রেমে রূপান্তরটি পূর্ববর্তী ফ্রেমের সমাপ্তির পরেই সঞ্চালিত হয়।
সবচেয়ে আকর্ষণীয় এক এবং কার্যকর পদ্ধতিপ্রসেসিং প্রোগ্রামিং হল প্যারামেট্রিক প্রোগ্রামিং। আশ্চর্যজনকভাবে, বেশিরভাগ প্রোগ্রামার প্রযুক্তিবিদ, যদিও তারা এই পদ্ধতির কথা শুনেছেন, এটি ব্যবহার করতে সম্পূর্ণরূপে অক্ষম। এই বিভাগে, আপনি প্যারামেট্রিক প্রোগ্রামিং তত্ত্বের সাথে পরিচিত হবেন এবং একটি আধুনিক মেশিনের CNC সিস্টেমের ম্যাক্রো ভাষার মূল বিষয়গুলি স্পর্শ করবেন।
বেশিরভাগ সিএনসি মেশিন টুলের নিষ্পত্তিতে প্যারামেট্রিক প্রোগ্রামিং (ম্যাক্রোপ্রোগ্রামিং) এর জন্য একটি বিশেষ ভাষা রয়েছে। উদাহরণস্বরূপ, ফানুক সিএনসি-তে এই ভাষাটিকে ম্যাক্রো বি বলা হয়। আপনি যদি বেসিক প্রোগ্রামিং ভাষার সাথে কিছুটা পরিচিত হন, তবে আপনি ম্যাক্রো বি দিয়ে সহজেই এটি বের করতে পারবেন। আমরা এই নির্দিষ্ট ভাষার কমান্ড এবং ফাংশনগুলি বিবেচনা করব। বিস্তারিত একটি সাধারণ অংশের প্রোগ্রামে, আপনি সংখ্যাসূচক মান ব্যবহার করে বিভিন্ন G কোড, সেইসাথে দিকনির্দেশ এবং চলাচলের পরিমাণ নির্দিষ্ট করেন। উদাহরণস্বরূপ, G10 বা X100। যাইহোক, মেশিন নিয়ন্ত্রণ ভেরিয়েবলের সাথে একই কাজ করতে পারে।
ম্যাক্রো বি-তে পরিবর্তনশীল চিহ্ন হল # চিহ্ন। উদাহরণস্বরূপ, একটি প্রোগ্রামে, আপনি নিম্নলিখিত অভিব্যক্তিগুলি নির্দিষ্ট করতে পারেন:
…
#1=100
#2=200
#3=#1+#2
…
এর মানে হল যে ভেরিয়েবল #1 মান 100 নির্ধারণ করা হয়েছে এবং ভেরিয়েবল #2 মান 200 নির্ধারণ করা হয়েছে। ভেরিয়েবল #3 ভেরিয়েবল #1 এবং ভেরিয়েবল #2 এর সমষ্টির ফলাফল হবে। একই সাফল্যের সাথে, আপনি একটি জি-কোড লিখতে পারেন:
…
#25=1
জি#25
…
ভেরিয়েবল #1 1 এ সেট করা হয়েছে। তারপর দ্বিতীয় লাইনটি মূলত G1 লিনিয়ার ইন্টারপোলেশন কোড হবে। ভেরিয়েবলগুলি বিভিন্ন পাটিগণিত এবং যৌক্তিক ক্রিয়াকলাপ সম্পাদন করতে ব্যবহার করা যেতে পারে, যা আপনাকে "স্মার্ট" অংশ প্রোগ্রাম বা বিভিন্ন মেশিন চক্র তৈরি করতে দেয়।
CNC সিস্টেমের মেমরিতে একটি এলাকা আছে যেখানে ভেরিয়েবলের মান সংরক্ষণ করা হয়। আপনি যদি নিয়ন্ত্রণের মেমরির একটি অংশ খুঁজে পান তবে আপনি এই এলাকায় দেখতে পারেন, সাধারণত ম্যাক্রো বা ভেরিয়েবলস বলা হয়। আপনি শুধুমাত্র প্রোগ্রামের মধ্যেই নয়, এই মেমরির রেজিস্টারে মান প্রবেশের মাধ্যমেও ভেরিয়েবলের মান নির্ধারণ করতে পারেন। আমি কয়েকটি উদাহরণ দেব। আপনি এই মত একটি প্রোগ্রাম করতে পারেন:
#1=25
#2=30
#3=#2+#1
এই ক্ষেত্রে, প্রোগ্রামের মধ্যে ভেরিয়েবলগুলিতে মানগুলি বরাদ্দ করা হয়। ভবিষ্যতে পরিবর্তন করার জন্য সংখ্যাসূচক মানভেরিয়েবল # 1 এবং # 2, আপনাকে প্রোগ্রামটি সম্পাদনা করতে হবে।
আপনি একটি আরও সুবিধাজনক বিকল্প বাস্তবায়ন করতে পারেন যা আপনাকে প্রোগ্রামটি পরিবর্তন না করে যেকোনো সময় ভেরিয়েবলের মান পরিবর্তন করতে দেয়:
আপনি দেখতে পাচ্ছেন, ভেরিয়েবল # 1 এবং # 2 প্রোগ্রামে কোনও মান নির্ধারণ করা হয় না। মেশিন অপারেটর MACRO ভেরিয়েবল এরিয়াতে প্রবেশ করতে পারে এবং যেকোনো ভেরিয়েবলের জন্য যেকোনো সংখ্যাসূচক মান লিখতে পারে।
সিএনসি সিস্টেমের সমস্ত ভেরিয়েবল 4 প্রকারে বিভক্ত করা যেতে পারে:
- শূন্য
- স্থানীয়
- সাধারণ;
- পদ্ধতিগত
স্থানীয় ভেরিয়েবলডেটা সঞ্চয় করতে ম্যাক্রোর ভিতরে ব্যবহার করা যেতে পারে। পাওয়ার বন্ধ হয়ে গেলে, স্থানীয় ভেরিয়েবল শূন্যে সেট করা হয়। বেশিরভাগ Fanuc 0 সিরিজের মেশিনে, ভেরিয়েবল 1 থেকে 33 হল স্থানীয় ভেরিয়েবল।
সাধারণ ভেরিয়েবলবিভিন্ন প্যারামেট্রিক প্রোগ্রাম এবং ম্যাক্রোর ভিতরে কাজ করতে পারে। পাওয়ার বন্ধ হয়ে গেলে, কিছু সাধারণ ভেরিয়েবল শূন্যতে সেট করা হয় এবং কিছু অপরিবর্তিত থাকে। ফানুক জিরো-সিরিজের সিএনসি সহ বেশিরভাগ মেশিনে 100 থেকে 999 পর্যন্ত সংখ্যা সহ সাধারণ ভেরিয়েবল থাকে।
সিস্টেম ভেরিয়েবলবিভিন্ন সিস্টেমের তথ্য যেমন টুলের অবস্থান, ক্ষতিপূরণ মান, সময় ইত্যাদি পড়তে এবং লিখতে ব্যবহৃত হয়। ফানুক জিরো সিরিজ সিস্টেম ভেরিয়েবল সংখ্যা 1000 থেকে শুরু হয়।
নাল ভেরিয়েবলসবসময় শূন্যের সমান।
গাণিতিক এবং যৌক্তিক ক্রিয়াকলাপ সম্পাদন করতে, ম্যাক্রো বি ভাষা কমান্ড এবং অপারেটরগুলির একটি সেট সরবরাহ করে।
টেবিল 10.1। মৌলিক পাটিগণিত এবং যুক্তি নির্দেশাবলী
ম্যাক্রোগুলি ভেরিয়েবল পরিচালনা করতে এবং বিভিন্ন যৌক্তিক ক্রিয়াকলাপ সম্পাদন করতে ব্যবহৃত হয়। ম্যাক্রো বি ভাষার ম্যাক্রো কমান্ডগুলি বেসিক কমান্ডের অনুরূপ।
শর্তহীন জাম্প কমান্ড GOTOপ্রোগ্রামের একটি নির্দিষ্ট ব্লকে নিয়ন্ত্রণ স্থানান্তর করার জন্য ডিজাইন করা হয়েছে। কমান্ড বিন্যাস নিম্নলিখিত:
- GOTO N - ফ্রেম N-এ নিঃশর্ত লাফ;
- GOTO #A - পরিবর্তনশীল #A দ্বারা সেট করা ব্লকে নিঃশর্ত লাফ।
উদাহরণ:
…
N10 G01 X100
N20 G01 X-100
N30 যান 10
…
ব্লক N30 কার্যকর করার পরে, TNC N10 ব্লকে লাফিয়ে দেয়। তারপর এটি N20 এবং N30 ফ্রেমগুলির সাথে আবার কাজ করে - একটি অসীম লুপ প্রাপ্ত হয়।
IF কন্ডিশন কমান্ডআপনাকে শর্ত সহ বিভিন্ন ক্রিয়া সম্পাদন করতে দেয়। IF এর পরে কিছু এক্সপ্রেশন নির্দিষ্ট করা হয়। যদি এই অভিব্যক্তিটি সত্য হয়, তাহলে IF ফ্রেমে অবস্থিত নির্দেশ (উদাহরণস্বরূপ, একটি শর্তহীন জাম্প নির্দেশ) কার্যকর করা হয়। যদি অভিব্যক্তিটি সত্য না হয়, তাহলে IF সহ ফ্রেমের কমান্ডটি কার্যকর হয় না এবং নিয়ন্ত্রণ পরবর্তী ফ্রেমে স্থানান্তরিত হয়।
কমান্ড বিন্যাস নিম্নলিখিত:
যদি [#a GT #b] GOTO N
উদাহরণ:
…
#1=100
#2=80
N10 G01 X200
N20 IF [#1 GT #2] যান 40
N30 G01 X300
N40 M30
…
প্রোগ্রামিং উদাহরণের শুরুতে, ভেরিয়েবল #1 এবং #2 যথাক্রমে 100 এবং 80 মান নির্ধারণ করা হয়। ব্লক N20 এ, অবস্থা পরীক্ষা করা হয়। ভেরিয়েবলের মান #1 হলে আরো মানভেরিয়েবল #2, তারপর প্রোগ্রামের শেষ ব্লক N40-এ GOTO নির্দেশ কার্যকর করা হয়। আমাদের ক্ষেত্রে, এক্সপ্রেশনটি বৈধ বলে বিবেচিত হয়, যেহেতু 100 80-এর চেয়ে বেশি। ফলস্বরূপ, ফ্রেম N10 কার্যকর করার পরে, ফ্রেম N40-এ একটি রূপান্তর ঘটে, অর্থাৎ, ফ্রেম N30 কার্যকর হয় না।
একই প্রোগ্রামে, আপনি ভেরিয়েবলের মান পরিবর্তন করতে পারেন:
#1=100
#2=120
N10 G01 X200
N20 IF [#1 GT #2] যান 40
N30 G01 X300
N40M30
দ্বিতীয় ক্ষেত্রে, ব্লক N20-এর শর্তটি সত্য হবে না, যেহেতু 100 120-এর বেশি নয়। ফলস্বরূপ, ব্লক N10 কার্যকর হওয়ার পরে, ব্লক N40-এ কোন রূপান্তর নেই, অর্থাৎ, ব্লক N30 যথারীতি কার্যকর করা হয়। .
অভিব্যক্তি [#1 GT #2] তুলনা অপারেটর ব্যবহার করে। টেবিলে. 10.2 ম্যাক্রো বি ভাষার ভেরিয়েবলের তুলনা করার জন্য অপারেটরদের সংক্ষিপ্ত করে।
টেবিল 10.2। তুলনা অপারেটর
দল যখনআপনাকে শর্ত সহ বিভিন্ন ক্রিয়া পুনরাবৃত্তি করতে দেয়। নির্দিষ্ট অভিব্যক্তিটি ন্যায্য বলে বিবেচিত হলেও, DO এবং END কমান্ড দ্বারা সীমাবদ্ধ প্রোগ্রামের অংশটি কার্যকর করা হয়। যদি অভিব্যক্তিটি সত্য না হয়, তাহলে নিয়ন্ত্রণ ফ্রেমে স্থানান্তরিত হয় END এর পরে।
| % O1000 #1=0 #2=1 যখন [#2 LE 10] কর 1; #1=#1+#2 #2=#2+1 শেষ 1 M30 % |
ম্যাক্রোএকটি প্রোগ্রাম যা কন্ট্রোল সিস্টেমের মেমরিতে থাকে এবং বিভিন্ন ম্যাক্রো কমান্ড ধারণ করে। একটি ম্যাক্রো প্রোগ্রাম একটি সাধারণ প্রোগ্রাম থেকে একটি জি কোড ব্যবহার করে কল করা যেতে পারে, টিনজাত চক্রের অনুরূপ। একটি ম্যাক্রো প্রোগ্রাম কল করার সময়, ম্যাক্রো প্রোগ্রাম ভেরিয়েবলের জন্য সরাসরি মান পাস করা সম্ভব।
G65 কমান্ডটি নন-মোডাল ম্যাক্রো কলের জন্য। এই কমান্ডের বিন্যাস হল:
যেখানে G65 একটি ম্যাক্রো প্রোগ্রাম কল কমান্ড; P_ হল ম্যাক্রো প্রোগ্রামের সংখ্যা; L_ হল ম্যাক্রো প্রোগ্রামের পুনরাবৃত্তির সংখ্যা; A_ এবং B_ হল স্থানীয় ভেরিয়েবলের ঠিকানা এবং মান।
G65 P9010 L2 A121 B303 - ম্যাক্রো 9010 2 বার বলা হয়, সংশ্লিষ্ট স্থানীয় ভেরিয়েবলগুলিকে 121 এবং 303 মান নির্ধারণ করা হয়।
আপনাকে জানতে হবে কোন স্থানীয় ভেরিয়েবলকে কোন ঠিকানা দ্বারা একটি মান নির্ধারণ করা হচ্ছে। উদাহরণস্বরূপ, একটি Fanuc 0-MD নিয়ন্ত্রণের জন্য, নিম্নলিখিত নির্ভরতাগুলি প্রযোজ্য হবে:
টেবিল 10.3। স্থানীয় ভেরিয়েবলের ঠিকানা ম্যাপিং
| ঠিকানাটি | পরিবর্তনশীল |
|---|---|
| ক খ গ ডি ই চ এইচ আমি জে কে এম প্র আর এস টি উ ভি ডব্লিউ এক্স Y জেড |
#1 #2 #3 #7 #8 #9 #11 #4 #5 #6 #13 #17 #18 #19 #20 #21 #22 #23 #24 #25 #26 |
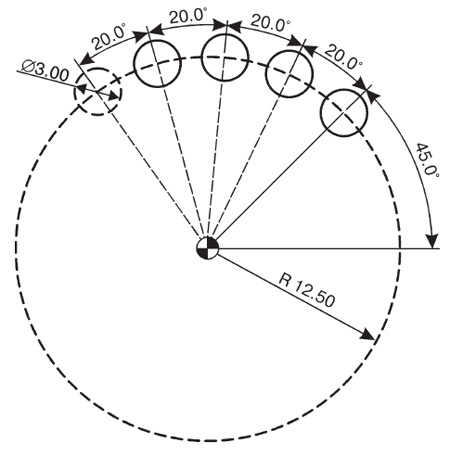
এখন আপনি একটি সহজ কিন্তু খুব দরকারী প্যারামেট্রিক প্রোগ্রাম তৈরি করা শুরু করতে পারেন। প্রায়শই একটি নির্দিষ্ট ব্যাসার্ধে অবস্থিত এবং একটি নির্দিষ্ট কোণে (চিত্র 10.7) অনুসরণ করে বেশ কয়েকটি গর্ত প্রক্রিয়া করার প্রয়োজন হয়। ব্যাসার্ধ, কোণ বা গর্তের সংখ্যা পরিবর্তনের ক্ষেত্রে প্রোগ্রামারকে প্রোগ্রামের ক্লান্তিকর পুনরায় করা থেকে মুক্ত করতে, আমরা এমন একটি মেশিনিং প্রোগ্রাম তৈরি করব যা অপারেটরকে ব্যাসার্ধ এবং কোণের মান প্রবেশ করতে দেবে এবং যে কোনো আকারের একটি বৃত্তে তুরপুন অপারেশন সঞ্চালন.
গর্ত ড্রিল করতে, আমরা G81 টিনজাত চক্র ব্যবহার করব। যে কোণে গর্তগুলি অবস্থিত তা X-অক্ষ (ধনাত্মক কোণ) থেকে ঘড়ির কাঁটার বিপরীত দিকে গণনা করা হয়।
আপনাকে সেট করতে হবে:
- বৃত্তের ব্যাসার্ধ যেখানে গর্তগুলি অবস্থিত;
- শুরু কোণ (যে কোণে প্রথম গর্তটি অবস্থিত);
- আপেক্ষিক কোণ (কোণ যার মাধ্যমে বাকি গর্তগুলি অনুসরণ করে);
- গর্ত মোট সংখ্যা.
এই সমস্ত ডেটা অবশ্যই একটি প্যারামেট্রিক আকারে উপস্থাপন করতে হবে, অর্থাৎ, ভেরিয়েবল ব্যবহার করে।
দিন
#100= গর্ত ধারণকারী বৃত্তের ব্যাসার্ধ;
#101= শুরু কোণ;
#102= আপেক্ষিক কোণ;
#103= মোট গর্ত সংখ্যা।
ভাত। 10.7। অজানা মাত্রা সহ একটি অংশ প্রক্রিয়াকরণের জন্য একটি প্যারামেট্রিক প্রোগ্রাম তৈরি করা যাক
একটি প্যারামেট্রিক প্রোগ্রাম তৈরি করার জন্য, একটি অ্যালগরিদম নিয়ে আসা প্রয়োজন যা আপনাকে নির্দিষ্ট ভেরিয়েবলের মানের উপর নির্ভর করে প্রক্রিয়াকরণ প্রোগ্রামের আচরণ পরিবর্তন করতে দেয়। আমাদের ক্ষেত্রে, NC এর ভিত্তি হল ড্রিলিং টিনজাত চক্র G81। ব্যাসার্ধ, কোণ এবং গর্তের নির্বিচারে সংখ্যার যে কোনও প্রাথমিক মানের জন্য গর্তের কেন্দ্রগুলির স্থানাঙ্কগুলিকে বর্ণনা করে এমন একটি আইন খুঁজে পাওয়া বাকি রয়েছে।
%
O2000
N10 G21 G90 G80 G54 G40 G49 G00
N20 G17
প্রোগ্রামের প্রথম ফ্রেমগুলি মানক হবে। এই হল প্রোগ্রাম নম্বর, নিরাপত্তা স্ট্রিং, এবং XY প্লেন নির্বাচন করার জন্য G17 কোড।
যেহেতু গর্তের কেন্দ্রগুলির স্থানাঙ্কগুলি ব্যাসার্ধ এবং কোণ ব্যবহার করে নির্দিষ্ট করা হয়েছে, অর্থাৎ, মেরু স্থানাঙ্ক সিস্টেমে, ব্লক N30-এ আমরা কোড G16 নির্দেশ করি।
N40 T1 M6
N45 G43 HI Z100
N50 S1000 M03
#120=0
ব্লক N60 এ আমরা ড্রিলিং চক্র G81 এবং প্রথম গর্তের কেন্দ্রের স্থানাঙ্কগুলি রাখি। আপনার মনে আছে, মেরু স্থানাঙ্কের সাথে কাজ করার ক্ষেত্রে, X ব্যাসার্ধকে নির্দেশ করে এবং Y কোণটি নির্দিষ্ট করে। ব্যাসার্ধ এবং সূচনা কোণের মানগুলি পরিচিত, এগুলি ভেরিয়েবল #100 (ব্যাসার্ধ) এবং #101 (শুরু কোণ) দ্বারা সেট করা হয়। শূন্য মান সহ কিছু ভেরিয়েবল #120 চালু করা হয়েছে। এই পরিবর্তনশীল একটি কাউন্টার. একটু পরেই বুঝতে পারবেন এই ভেরিয়েবলের উদ্দেশ্য।
N60 G98 G81 X#100 Y#101 Z-5 R0.5 F50
ভেরিয়েবল #103 মোট গর্ত সংখ্যার জন্য দায়ী। যেহেতু আমরা ইতিমধ্যেই প্রথম গর্তটি ড্রিল করেছি, তাই আমরা #103 1 দ্বারা হ্রাস করব। এইভাবে, ব্লক N70 অবশিষ্ট গর্তগুলির একটি গণনা প্রদান করে। এবং ব্লক N75 ভেরিয়েবল #120 এর মান 1 দ্বারা বৃদ্ধি করে।
N70 #103=#103-1
N75 #120=#120+1
যদি ড্রিল করার জন্য বাকি গর্তের সংখ্যা শূন্য হয়, তাহলে আপনার ড্রিলিং চক্রটি বাতিল করা উচিত, স্পিন্ডেলের গতি বন্ধ করা উচিত এবং প্রোগ্রামটি শেষ করা উচিত।
N80 IF [#103 EQ 0] যান 120
ব্লক N80-এ, ভেরিয়েবল #103-এর মান শূন্যের সাথে তুলনা করা হয়। যদি ভেরিয়েবল #103 শূন্য হয়, তাহলে প্রোগ্রামের শেষে কন্ট্রোল ব্লক N120 এ স্থানান্তরিত হয়। যদি পরিবর্তনশীল #103 শূন্যের সমান না হয়, তাহলে পরবর্তী ব্লকটি কার্যকর করা হয়।
N90 #130=#102*#120
N95#110=#101+#130
ব্লক N90 কৌণিক বৃদ্ধি নির্ধারণের উদ্দেশ্যে করা হয়েছে। নতুন ভেরিয়েবল #110 হল #101 (শুরু কোণ) এবং #130 (বৃদ্ধি কোণ) এর সমষ্টি। ব্লক N95 পরবর্তী গর্তের কোণ গণনা করে।
তারপর একটি নতুন ড্রিলিং কোণ নির্দিষ্ট করা হয় এবং নিয়ন্ত্রণ ব্লক N70 এ স্থানান্তরিত হয়।
N100Y#110
N110 যান 70
ব্লক N70 এর সাথে, একটি বন্ধ লুপ গঠিত হয় যা গর্ত কেন্দ্রগুলির স্থানাঙ্কের গণনা নিশ্চিত করে এবং ভেরিয়েবল #103 এর মান শূন্যের সমান না হওয়া পর্যন্ত ড্রিলিং নিশ্চিত করে। যদি #103 এর মান শূন্য হয়ে যায়, তাহলে নিয়ন্ত্রণ ফ্রেম N120 এ স্থানান্তরিত হবে।
N120 G80
N125 M05
N130 G15
N140 M30
%
প্রোগ্রামের চূড়ান্ত ব্লকগুলি ক্যানড চক্র (G80) বাতিল করার উদ্দেশ্যে, স্পিন্ডেল গতি (M05) বন্ধ করা, পোলার কোঅর্ডিনেট মোড (G15) বন্ধ করা এবং প্রোগ্রাম (M30) শেষ করা।
| % O2000 N10 G21 G90 G80 G54 G40 G49 G00 N20 G17 N30 G16 N40 T1 M6 N45 G43 H1 Z100 N50 S1000 M03 #120=0 N60 G98 G81 X#100 Y#100 F#100 N#301#301#3007 -1 N75 #120=#120+1 N80 IF [#103 EQ 0] GOTO 120 N90 #130=#102*#120 N95 #110=#101+#130 N100 Y#110 N110 GOTO 70 N120 N120 M850 G15 N140 M30% |
যে কোনো প্যারামেট্রিক প্রোগ্রাম মেশিনে আসার আগে অবশ্যই সাবধানে পরীক্ষা করা উচিত। সম্ভবত, আপনি NC সম্পাদক এবং ব্যাকপ্লটের সাথে এই জাতীয় একটি প্রোগ্রাম পরীক্ষা করতে পারবেন না, কারণ এতে ভেরিয়েবল রয়েছে। এই ক্ষেত্রে সবচেয়ে নির্ভরযোগ্য চেক হল ইনপুট ভেরিয়েবলের মানগুলির প্রতিস্থাপন এবং নির্দিষ্ট সংখ্যা সহ অ্যালগরিদমের "আনওয়াইন্ডিং"।
ধরুন যে মেশিন অপারেটর মেশিনিং গর্তের জন্য একটি অংশের (চিত্র 10.8) একটি অঙ্কন পেয়েছে। তাকে অবশ্যই অংশের কেন্দ্রে G54 জিরো পয়েন্ট সেট করতে হবে, ড্রিলের দৈর্ঘ্য পরিমাপ করতে হবে এবং এটি টাকুতে ইনস্টল করতে হবে। তারপর MACRO ভেরিয়েবল এরিয়া লিখুন এবং নিম্নলিখিত সংখ্যাসূচক মানগুলি লিখুন:
| পরিবর্তনশীল সংখ্যা | অর্থ |
|---|---|
|
… 100 101 102 103 104 105 … |
… 12.5 45 20 4 0 0 … |
ভাত। 10.8। অঙ্কনে ভেরিয়েবলের পরিবর্তে, নির্দিষ্ট মাত্রা রয়েছে এবং গর্তের সংখ্যা জানা যায়
তৈরি প্যারামেট্রিক প্রোগ্রামটি পরীক্ষা করার জন্য, ভেরিয়েবলগুলির নির্দিষ্ট মানগুলিকে প্রতিস্থাপন করা এবং অ্যালগরিদমটিকে "স্ক্রলিং" করে একটি নিয়মিত প্রোগ্রাম পেতে যথেষ্ট।
একই প্রোগ্রাম স্বাভাবিক আকারে লেখা যেতে পারে:
| % O2000 N10 G21 G90 G80 G54 G40 G49 G00 N20 G17 N30 G16 N40 T1 M6 N45 G43 H1 Z100 N50 S1000 M03 N60 G98 G81 X12.5 Y45 Z-5 N501 N501 Y501 Y501 N501 Y501 N501 Y501501501501. |
এখন একটি ম্যাক্রো প্রোগ্রাম তৈরি করার চেষ্টা করা যাক যা একটি ক্যানড লুপের মতো কাজ করবে। চিত্রে দেখানো অংশটি প্রক্রিয়া করতে। 10.8, মেশিন অপারেটরকে অবশ্যই নিম্নলিখিত কমান্ডটি প্রবেশ করতে হবে এবং চালাতে হবে:
G65 P9010 I12.5 A45 B20 H4
এই ক্ষেত্রে, আমাদের প্যারামেট্রিক প্রোগ্রাম (নতুন নম্বর O9010 সহ) ইতিমধ্যেই নিয়ন্ত্রণের মেমরিতে থাকতে হবে। একটি নিয়ম হিসাবে, ম্যাক্রো প্রোগ্রামগুলির সংখ্যা 9000 এবং উচ্চতর এবং বিনামূল্যে সম্পাদনার জন্য উপলব্ধ নয়। G65 কমান্ডটি নন-মোডাল ম্যাক্রো কলের জন্য। এই ক্ষেত্রে, G65 এর সাথে ব্লকের I, A, B, H ঠিকানাগুলি তাদের সংখ্যাসূচক মানগুলি নির্দিষ্ট স্থানীয় ভেরিয়েবলগুলিতে স্থানান্তর করে। স্থানীয় ভেরিয়েবলের ঠিকানার চিঠিপত্র খুঁজে পেতে, আপনি টেবিলটি ব্যবহার করতে পারেন। 10.3।
আমরা প্রোগ্রামে নিম্নলিখিত লাইনগুলি সন্নিবেশ করে আমাদের প্রোগ্রামের ভেরিয়েবলগুলিকে পরিবর্তন করতে পারি:
#100=#4
#101=#1
#102=#2
#103=#11
ফলাফল একটি ম্যাক্রো প্রোগ্রাম:
| % O9010 #100=#4 #101=#1 #102=#2 #103=#11 N10 G21 G90 G80 G54 G40 G49 G00 N20 G17 N30 G16 N40 T1 M6 N45 G43 H1 Z100 N50 N50 G109= S1309 G81 X#100 Y#101 Z-5 R0.5 F50 N70 #103=#103-1 N75 #120=#120+1 N80 IF [#103 EQ 0] যান 120 N90 #130=#102*#120 N95 #110=#101+#130 N100 Y#110 N110 GOTO 70 N120 G80 N125 M05 N130 G15 N140 M30 % |
যদিও আমাদের তৈরি করা প্যারামেট্রিক প্রোগ্রামটি সর্বোত্তম নয়, তবে এটি কার্যকর NC প্রোগ্রাম এবং বিভিন্ন মেশিন চক্র তৈরির জন্য এই পদ্ধতির ব্যাপক সম্ভাবনাগুলিকে স্পষ্টভাবে প্রদর্শন করে।









আকাশ লণ্ঠনের ইতিহাস
কাজের বিবরণ: ধারণা, উদ্দেশ্য, কাঠামো, সংকলন এবং আনুষ্ঠানিক করার পদ্ধতি উদ্দেশ্য এবং পরিচালকদের জন্য কাজের বিবরণের বিষয়বস্তু
ইন্টারভিউ প্রশ্ন আপনি কি কাজ কাজ করতে যাচ্ছেন?
বসের সব সময় সমালোচনা করলে কী করবেন যদি বস কিছুই না করেন
কিভাবে বুঝবেন: বিড়ালছানা তুলতুলে হবে?