পৃষ্ঠের রুক্ষতা বেস দৈর্ঘ্য ব্যবহার করে হাইলাইট করা অপেক্ষাকৃত ছোট ধাপ সহ পৃষ্ঠের অনিয়মের একটি সেট।
প্রচলিতভাবে, বিভিন্ন অর্ডারের পৃষ্ঠের আকৃতির বিচ্যুতির মধ্যে সীমানা পিচ অনুপাতের মান দ্বারা সেট করা যেতে পারে ( SW) অনিয়মের উচ্চতায় ( wz):
at – বিচ্যুতিগুলি পৃষ্ঠের রুক্ষতা বোঝায়;
এ ![]() - বিচ্যুতি তরঙ্গায়িততা বোঝায়;
- বিচ্যুতি তরঙ্গায়িততা বোঝায়;
at - বিচ্যুতিগুলি পৃষ্ঠের আকৃতির বিচ্যুতিকে বোঝায়।
ভিত্তি দৈর্ঘ্য (l ) হল বেস লাইনের দৈর্ঘ্য যা ভূপৃষ্ঠের রুক্ষতাকে চিহ্নিত করে এমন অনিয়মগুলি হাইলাইট করতে ব্যবহৃত হয়।
রাশিয়া এবং বিশ্বের বেশিরভাগ দেশে রুক্ষতা মূল্যায়নের জন্য ছয়টি পরামিতি পরামিতি (মাপদণ্ড) হিসাবে গৃহীত হয়:
উচ্চতা পরামিতি
1) রা-গাণিতিক গড় প্রোফাইল বিচ্যুতি;
2) Rz-দশ পয়েন্ট দ্বারা প্রোফাইল অনিয়ম উচ্চতা;
3) Rmax- প্রোফাইল অনিয়মের সর্বোচ্চ উচ্চতা;
ধাপ পরামিতি
4) sm- অনিয়মের গড় ধাপ;
5) এস-প্রোফাইলের স্থানীয় protrusions গড় পিচ;
রেফারেন্স প্যারামিটার
6) টিপি-আপেক্ষিক রেফারেন্স প্রোফাইল দৈর্ঘ্য।
অঙ্কনগুলিতে রুক্ষতা নির্ধারণ করার সময়, সমস্ত উচ্চতার পরামিতিগুলি একটি ইউনিট নির্দিষ্ট না করেই মাইক্রোমিটারে (µm) সংখ্যাসূচক মান হিসাবে নির্দিষ্ট করা হয়, সমস্ত ধাপের পরামিতিগুলিকে একটি ইউনিট নির্দিষ্ট না করেই মিলিমিটার (মিমি) এ সংখ্যাসূচক মান হিসাবে নির্দিষ্ট করা হয়, রেফারেন্স প্যারামিটারটি সংখ্যাসূচক মান হিসাবে শতাংশে (%) এবং একটি ইউনিট নির্দিষ্ট না করেও নির্দিষ্ট করা হয়েছে। আসুন এই বিকল্পগুলির প্রতিটির দিকে নজর দেওয়া যাক।
গাণিতিক গড় প্রোফাইল বিচ্যুতি নিম্নরূপ সংজ্ঞায়িত করা হয়:
কোথায় nবেস দৈর্ঘ্যে নির্বাচিত প্রোফাইল পয়েন্টের সংখ্যা; yi- প্রোফাইল বিচ্যুতি বা প্রোফাইল পয়েন্ট এবং মিডলাইনের মধ্যে দূরত্ব।
প্রোফাইলের মাঝের লাইন হল একটি বেস লাইন যা একটি জ্যামিতিক প্রোফাইলের আকৃতি ধারণ করে এবং পুরো বেস দৈর্ঘ্য বরাবর প্রোফাইলের মূল দিকটির সমান্তরাল, যাতে, বেস দৈর্ঘ্যের মধ্যে, এর মধ্যে আবদ্ধ এলাকার সমষ্টি। লাইন এবং প্রোফাইল এর উভয় পাশে একই, অর্থাৎ
F1 + F3 +... Fn-1 = F2 + F4 +... Fn (যদি n- জোড় সংখ্যা).
প্রোফাইলের মাঝের লাইনটি অক্ষর দ্বারা নির্দেশিত হয় " মি» (চিত্র 5.1)।
দশ পয়েন্টে প্রোফাইল অনিয়মের উচ্চতা সূত্র দ্বারা নির্ধারিত হয়
কোথায় ওহে- প্রোট্রুশনের পাঁচটি বিন্দু থেকে প্রোফাইলের মাঝের লাইনের দূরত্ব; ওহে-ডিপ্রেশনের পাঁচটি বিন্দু থেকে প্রোফাইলের মাঝের লাইনের দূরত্ব (চিত্র 5.1)।
লেজ লাইন - কেন্দ্র রেখার সমান্তরাল একটি লাইন এবং ভিত্তি দৈর্ঘ্যের মধ্যে প্রোফাইলের সর্বোচ্চ বিন্দুর মধ্য দিয়ে যাচ্ছে।
প্রোফাইল উপত্যকা লাইন - মধ্যরেখার সমান্তরাল একটি লাইন এবং ভিত্তি দৈর্ঘ্যের মধ্যে প্রোফাইলের সর্বনিম্ন বিন্দুর মধ্য দিয়ে যাচ্ছে।
অনিয়মের গড় ধাপ সূত্র দ্বারা নির্ধারিত হয়
![]() ,
,
কোথায় n-মধ্যরেখা বরাবর প্রোফাইল অনিয়মের ধাপের সংখ্যা (চিত্র 5.1); স্মি– i-অনিয়মতার তম ধাপ (প্রোফাইলের একই নামের সংলগ্ন বাহুর ছেদ বিন্দু এবং মাঝখানের লাইনের মধ্যে প্রোফাইলের মাঝের লাইনের সেগমেন্ট)।
স্থানীয় protrusions গড় পিচ সূত্র দ্বারা নির্ধারিত হয়
কোথায় সি-আই-প্রোফাইলের স্থানীয় প্রোট্রুশনের তম ধাপ, যেমন এটিতে অনুমানগুলির মধ্যে মধ্যরেখার অংশ সর্বোচ্চ পয়েন্টপ্রোফাইলের প্রতিবেশী স্থানীয় প্রোট্রুশন (চিত্র 5.1)।
প্রোফাইলের আপেক্ষিক রেফারেন্স দৈর্ঘ্য সূত্র দ্বারা নির্ধারিত হয়
কোথায় টিপি- আপেক্ষিক রেফারেন্স প্রোফাইল দৈর্ঘ্য, %; - রেফারেন্স প্রোফাইল দৈর্ঘ্য; ( আর -বিভাগ স্তর মান); আমি -অনিয়মের ভিত্তি দৈর্ঘ্য।
রেফারেন্স প্রোফাইল দৈর্ঘ্য ( জ p) বিভাগগুলির দৈর্ঘ্যের যোগফল দ্বারা নির্ধারিত হয় দ্বি,একটি নির্দিষ্ট স্তরে কাটা পৃভিত্তি দৈর্ঘ্যের মধ্যে কেন্দ্র রেখার সমান্তরাল একটি রেখা দ্বারা প্রোফাইল উপাদানে:
বিভাগ স্তর মান ( আর) সূত্র দ্বারা নির্ধারিত হয়
কোথায় আর- প্রোফাইল বিভাগের স্তর (প্রোফাইল প্রোট্রুশনের লাইন থেকে প্রোফাইলের মধ্যম লাইনের সমান্তরাল প্রোফাইলকে ছেদকারী লাইনের দূরত্ব); Rmax- অনিয়মের সর্বোচ্চ উচ্চতা (চিত্র 5.1)।
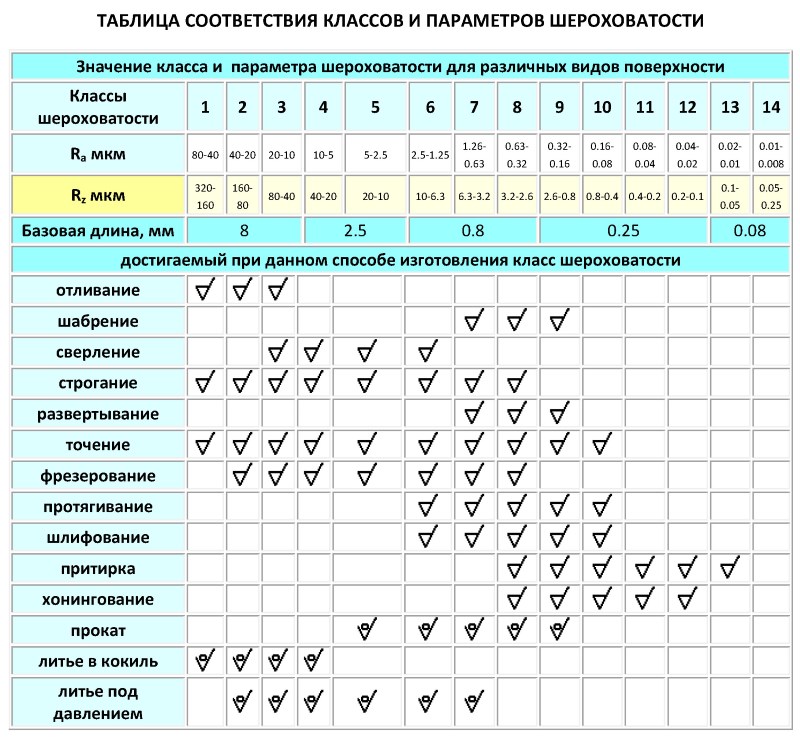
বেশিরভাগ মেশিনের অংশে কিছু পৃষ্ঠতল থাকে যেগুলি মসৃণ, অন্যগুলি কম মসৃণ (রুক্ষ)। অংশের প্রতিটি পৃষ্ঠের রুক্ষতা অবশ্যই এই পৃষ্ঠের উদ্দেশ্যের সাথে মিলে যাবে। পৃষ্ঠের রুক্ষতার মাত্রা ভূপৃষ্ঠের একটি নির্দিষ্ট এলাকায় অনিয়মের উচ্চতা দ্বারা নির্ধারিত হয়। পৃষ্ঠের রুক্ষতা নির্ধারণের জন্য প্রকৃতি থেকে অংশগুলির স্কেচ আঁকার সময়, অংশগুলিকে অবশ্যই GOST দ্বারা প্রতিষ্ঠিত একটি নির্দিষ্ট দৈর্ঘ্যের পৃষ্ঠের অনিয়মের উচ্চতা পরিমাপ করতে হবে।
পরিমাপটি বিশেষ যন্ত্র (অণুবীক্ষণ যন্ত্র এবং প্রোফাইলার) বা নমুনার (মান) সাথে তুলনা করে বাহিত হয়। পৃষ্ঠ পরিচ্ছন্নতার 14টি শ্রেণী স্থাপন করা হয়েছে। অঙ্কনগুলিতে পৃষ্ঠের পরিচ্ছন্নতার সমস্ত শ্রেণীর মনোনীত করার জন্য, একটি চিহ্ন ব্যবহার করা হয় - একটি সমবাহু ত্রিভুজ, এর ডানদিকে পরিচ্ছন্নতার শ্রেণী নির্দেশিত হয়। প্রকৃতি থেকে স্কেচ আঁকার সময় এবং একটি অংশের পৃষ্ঠের রুক্ষতার আনুমানিক সংকল্পের জন্য সমাবেশের অঙ্কনের বিশদ বিবরণ দেওয়ার সময় যখন সঠিক পরিমাপ যন্ত্র ব্যবহার করা সম্ভব না হয়, তখন এই পৃষ্ঠের উদ্দেশ্য স্থাপন করা প্রয়োজন এবং এর উপর নির্ভর করে এই, পৃষ্ঠ পরিচ্ছন্নতা শ্রেণী নির্ধারণ. পৃষ্ঠের উদ্দেশ্য এবং পৃষ্ঠের পরিচ্ছন্নতার শ্রেণির মধ্যে একটি আনুমানিক সম্পর্ক টেবিল নং 47 এ দেওয়া হয়েছে।
সারণি 47 এর মধ্যে নির্ভরতা (সূচক)
পৃষ্ঠের উদ্দেশ্য এবং এর পরিচ্ছন্নতা শ্রেণি।
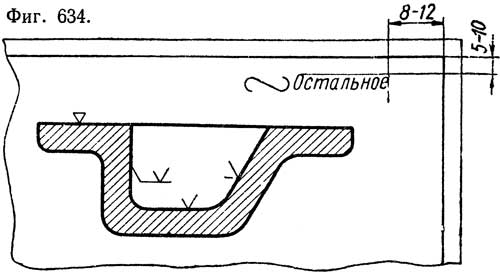
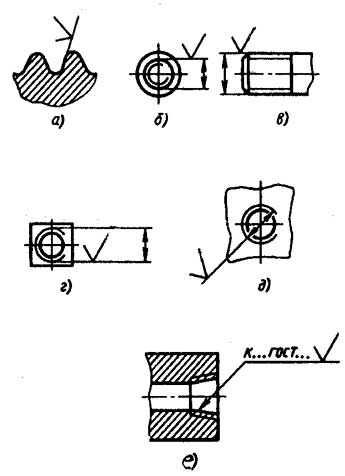
পৃষ্ঠের রুক্ষতার মাত্রা আরও সঠিকভাবে নির্দেশ করার জন্য, পৃষ্ঠের পরিচ্ছন্নতার প্রতিটি শ্রেণীর বিভাজন (6 তম থেকে শুরু) তিনটি সংখ্যায়, a, b এবং c অক্ষর দ্বারা চিহ্নিত করা হয়, যা ক্লাস নম্বরের পরে স্থাপন করা হয়। উদাহরণস্বরূপ, উপাধি 7a দেখায় যে প্রদত্ত পৃষ্ঠের অনিয়মের উচ্চতা 6.3 মাইক্রনের বেশি হওয়া উচিত নয়; পদবী 7c - 5.0 মাইক্রনের বেশি নয় এবং পদবী 7c - 4.0 মাইক্রনের বেশি নয়। অঙ্কের সংখ্যাসূচক মানের ইঙ্গিতগুলি GOST 2789-59 এ দেওয়া হয়েছে। একটি রুক্ষ পৃষ্ঠ নির্দেশ করতে, সাধারণত অন্য কোনো পৃষ্ঠের সংস্পর্শে নয় এবং সাধারণ ঢালাই বা জাল দ্বারা প্রাপ্ত হয়, ∨ চিহ্নটি ব্যবহার করা হয়, যার উপরে অনিয়মের সর্বোচ্চ অনুমোদনযোগ্য উচ্চতা (মাইক্রোনে) নির্দেশিত হয়, যা প্রথমটির চেয়ে বেশি বিশুদ্ধতা শ্রেণী, অর্থাৎ আরও 320 মাইক্রন (চিত্র 634)।
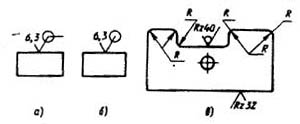
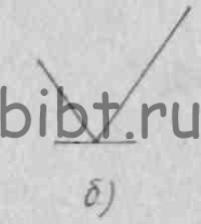
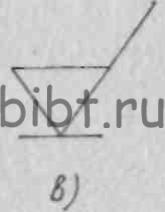
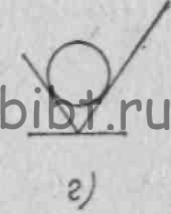
এটা সাইন ব্যবহার করার অনুমতি দেওয়া হয় ~ সেক্ষেত্রে যখন অঙ্কনগুলিতে পৃথক পৃষ্ঠের অঞ্চলগুলির রুক্ষতা নির্দেশ করার প্রয়োজন হয় না, উদাহরণস্বরূপ, রোলিং (ক্যালিব্রেটেড), ফোরজিং (স্মুদার ব্যবহার করে), কাস্টিং (বিশেষ), স্ট্যাম্পিং ইত্যাদি দ্বারা প্রাপ্ত অংশগুলির জন্য এবং অধীন নয় অতিরিক্ত প্রক্রিয়াকরণের জন্য। চিহ্নগুলির আকার এবং আকার ∇ , ∨ , ~ পৃষ্ঠের রুক্ষতার উপাধিতে ব্যবহৃত হয়, নিম্নলিখিতগুলি (চিত্র 635):
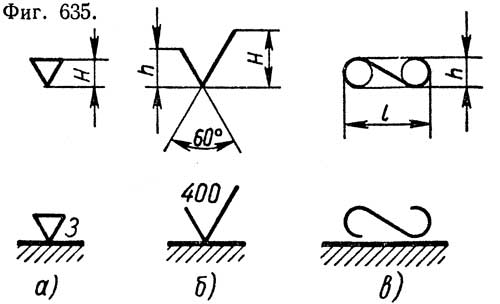
ক) চিহ্ন ∇ একটি সমবাহু ত্রিভুজ, যার উচ্চতা H কমপক্ষে 2.5 মিমি; পৃষ্ঠ পরিচ্ছন্নতার শ্রেণী নির্দেশ করে এমন সংখ্যার উচ্চতা প্রায় ত্রিভুজের উচ্চতার সমান হওয়া উচিত (চিত্র 635, a);
খ) চিহ্ন ∨ - কোণ 60°, h = 4 মিমি, H = 1.5 h; সংখ্যার সংখ্যার উচ্চতা নির্দেশ করে অনিয়মের সর্বাধিক অনুমোদিত উচ্চতা (মাইক্রোনে) চিহ্নের উচ্চতার প্রায় 2/3 হওয়া উচিত এবং সংখ্যাগুলি চিহ্নের সাথে একত্রিত হওয়া উচিত নয় (চিত্র 635, b);
টোকেনে ~
একই আকারের বৃত্তের দুটি আর্ক নিয়ে গঠিত, একটি আনত স্পর্শক রেখা দ্বারা সংযুক্ত: h \u003d 2.5 মিমি; l \u003d Zh (চিত্র 635, c)।
অংশের অঙ্কনে, পৃষ্ঠের রুক্ষতার উপাধিটি কেবল দৃশ্যমান কনট্যুরের লাইনে নির্দেশিত হওয়া উচিত (চিত্র 636, ক)। যদি, স্থানের অভাবে বা অন্য কোনো কারণে, কনট্যুর লাইনে রুক্ষতার উপাধি নির্দেশ করা অসুবিধাজনক হয়, তাহলে উপাধিটি সহায়ক (যেমন এক্সটেনশন) লাইনগুলিতে প্রয়োগ করা উচিত (চিত্র 636, b এবং c) . বিভিন্ন দৃশ্যে পৃষ্ঠের রুক্ষতা নির্ধারণ করার সময়, একজনকে সেই দৃশ্য এবং বিভাগগুলি বেছে নেওয়া উচিত যেখানে এই পৃষ্ঠগুলির সাথে সম্পর্কিত মাত্রা দেওয়া হয়েছে (চিত্র 636, ডি)। এটি তাদের generatrix লাইন (চিত্র 636, e) উপর বিপ্লবের মৃতদেহ পৃষ্ঠের রুক্ষতা নির্দেশ করার সুপারিশ করা হয়। একই পৃষ্ঠ বা এর অংশের রুক্ষতার পদবীটি কয়েকবার পুনরাবৃত্তি করা উচিত নয়। অংশের সমস্ত পৃষ্ঠের একই রুক্ষতার সাথে, রুক্ষতা উপাধিটি এটির ছবিতে প্রয়োগ করা হয় না, তবে অঙ্কনের উপরের ডানদিকের কোণায় স্থাপন করা হয়, যা স্বাভাবিক পদবী (চিত্র 636, ই) থেকে কিছুটা বড়। একটি নির্দিষ্ট অংশের বেশিরভাগ পৃষ্ঠের একই রুক্ষতা থাকলে, এই পৃষ্ঠগুলির রুক্ষতার উপাধিটি অঙ্কনের উপরের ডান কোণে "অন্য" শিলালিপি সহ স্থাপন করা হয় এবং শুধুমাত্র অংশের চিত্রটিতে ভিন্ন মাত্রার রুক্ষতা আছে এমন পৃষ্ঠের উপাধি প্রয়োগ করা হয় (চিত্র 636, g)। বিভিন্ন রুক্ষতার একটি অংশের একই পৃষ্ঠের চিত্রে নির্দেশ করার জন্য, কঠিন পাতলা রেখাগুলি তার বিভিন্ন বিভাগে আঁকা হয়, প্রতিটি অংশকে সীমাবদ্ধ করে, এবং পৃষ্ঠের রুক্ষতার সংশ্লিষ্ট আকার এবং উপাধি প্রতিটি বিভাগে নির্দেশিত হয় (চিত্র 636, জ)। যে ক্ষেত্রে দাঁতের কার্যকারী পৃষ্ঠগুলি ইনভল্যুট স্প্লাইনের গিয়ার চাকার অঙ্কনে দেখানো হয় না (যেমন, দাঁতের প্রোফাইল দেখানো হয় না), তাদের রুক্ষতার উপাধিটি প্রচলিতভাবে প্রাথমিক পৃষ্ঠকে উল্লেখ করা হয় (চিত্র। 636, এবং)। যদি থ্রেডের কার্যকারী দিকগুলির রুক্ষতার পদবি নির্দেশ করার প্রয়োজন হয় তবে এটি দ্বারা প্রয়োগ করা হয় সাধারণ নিয়ম(চিত্র 636, কে), বা প্রচলিতভাবে থ্রেড ব্যাস মাত্রা লাইনে (চিত্র 636, l)।
আবরণের উপাধি দেওয়ার আগে, "লেপ" শব্দটি যুক্ত করতে হবে। স্বরলিপি তাপ চিকিত্সাএবং অংশের পৃথক স্থানগুলির সাথে সম্পর্কিত আবরণ। এটি লিডার লাইনের তাকগুলিতে স্থাপন করা উচিত এবং এই স্থানগুলিকে একটি ঘন ড্যাশ-ডটেড লাইন দিয়ে রূপরেখা করা উচিত (চিত্র 637, ক)।
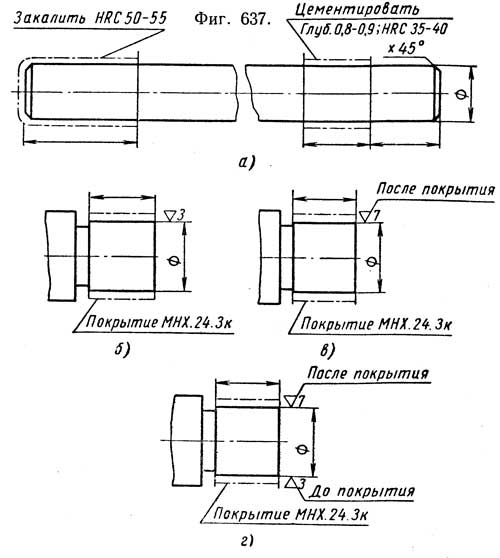
সমগ্র অংশের আবরণ এর পদবী স্থাপন করা হয় প্রযুক্তিগত প্রয়োজনীয়তা. প্রলেপ দেওয়া পৃষ্ঠের রুক্ষতার চিহ্নটি আবরণের আগে এই পৃষ্ঠের রুক্ষতা দেখায় (চিত্র 637, খ)। যদি আবরণের পরে পৃষ্ঠের রুক্ষতা দেখানোর প্রয়োজন হয়, তাহলে শিলালিপি "লেপ পরে" তৈরি করা উচিত (চিত্র 637, গ)। এটি আবরণ আগে এবং আবরণ পরে একই পৃষ্ঠের রুক্ষতা একযোগে নির্দেশ করার অনুমতি দেওয়া হয় (চিত্র 637, ডি)। পৃষ্ঠের রুক্ষতা উপাধিগুলির প্রচলিত চিহ্নগুলি রেখার পাশে প্রয়োগ করা উচিত যে পৃষ্ঠটি থেকে এই পৃষ্ঠটি দেখা যায় তা চিত্রিত করে।
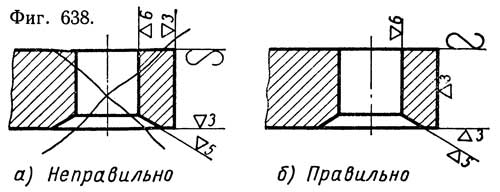
ডুমুরে। 638a ভূপৃষ্ঠের রুক্ষতার উপাধির জন্য এবং FIG-এ ভুলভাবে প্রয়োগ করা লক্ষণ দেখায়। 638, b - সঠিকভাবে প্রয়োগ করা হয়েছে।
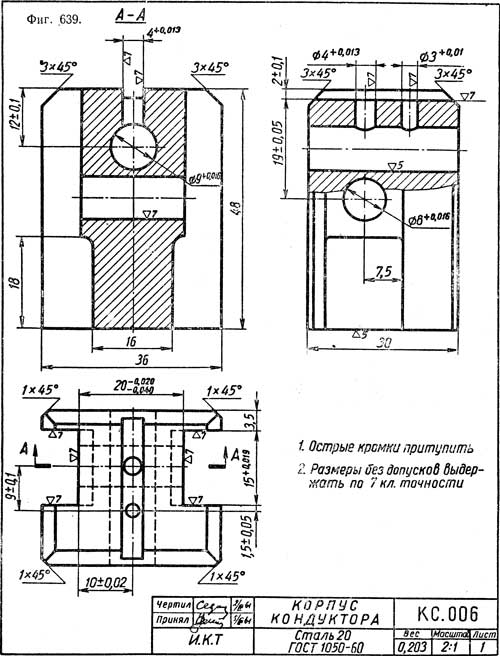
ডুমুরে। 639 পৃষ্ঠের রুক্ষতা এবং সর্বাধিক মাত্রিক বিচ্যুতির উপাধি সহ ড্রিলিং করার জন্য কন্ডাক্টরের শরীরের একটি কার্যকরী অঙ্কন দেখায়।
পৃষ্ঠের রুক্ষতা- এটি তুলনামূলকভাবে ছোট ধাপ সহ পৃষ্ঠের অনিয়মের একটি সেট, ভিত্তি দৈর্ঘ্য ব্যবহার করে খোদাই করা হয়েছে (চিত্র 1)
GOST 2789-73আন্তর্জাতিক মানককরণ সুপারিশ ISO R 468 এর সাথে সম্পূর্ণরূপে মেনে চলে। এটি পরামিতিগুলির একটি তালিকা এবং রুক্ষতার দিকনির্দেশগুলির একটি তালিকা স্থাপন করে যা প্রয়োজনীয়তা নির্ধারণ এবং পৃষ্ঠের রুক্ষতা নিয়ন্ত্রণ করার সময় ব্যবহার করা উচিত, পরামিতিগুলির সংখ্যাসূচক মান এবং সাধারণ নির্দেশিকা।
1. পৃষ্ঠের রুক্ষতা জন্য প্রয়োজনীয়তাঅনুযায়ী সেট করা উচিত কার্যকরী উদ্দেশ্যএকটি প্রদত্ত সংখ্যক পণ্য সরবরাহ করতে পৃষ্ঠ। যদি এটি প্রয়োজনীয় না হয়, কোন পৃষ্ঠের রুক্ষতা প্রয়োজনীয়তা নির্দিষ্ট করা হয় না এবং পৃষ্ঠের রুক্ষতা নিয়ন্ত্রণ করার প্রয়োজন হয় না।
2. পৃষ্ঠার রুক্ষতার জন্য প্রয়োজনীয়তা 4 দফায় প্রদত্ত তালিকা থেকে রুক্ষতা পরামিতি (এক বা একাধিক), নির্বাচিত পরামিতিগুলির মান (টেবিল 3-5 দেখুন) এবং ভিত্তি দৈর্ঘ্য নির্দিষ্ট করে সেট করা উচিত যেখানে প্যারামিটারগুলি নির্ধারিত হয়. যদি Ra, Rz, Rmax প্যারামিটারগুলি সারণি অনুসারে ভিত্তি দৈর্ঘ্যের উপর নির্ধারিত হয়। 6 এবং 7, এই বেস দৈর্ঘ্য রুক্ষতা প্রয়োজনীয়তা নির্দিষ্ট করা হয় না.
1975 সালের আগে বিকশিত প্রযুক্তিগত ডকুমেন্টেশনে, GOST 2789-59 অনুযায়ী রুক্ষতা ক্লাস ব্যবহার করা হয়েছিল; তাদের অনুবাদের জন্য, আপনি টেবিলের ডেটা ব্যবহার করতে পারেন। এক.
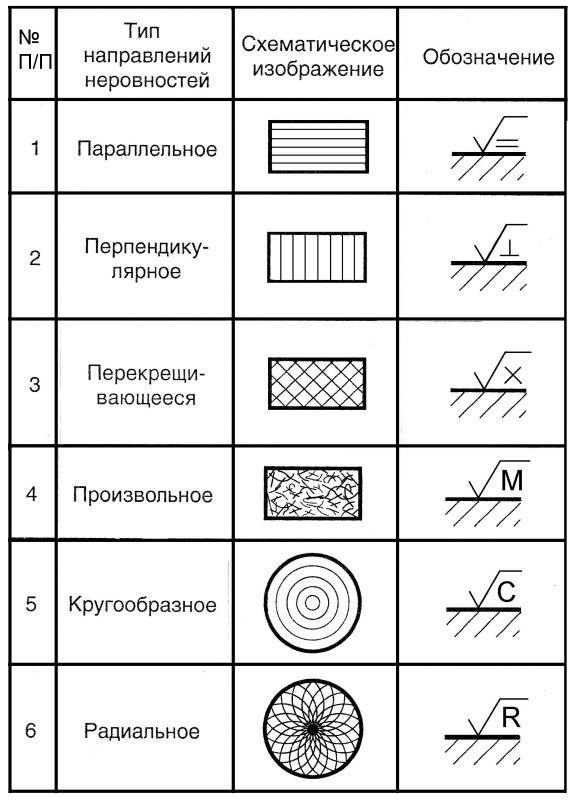
প্রয়োজনে, পৃষ্ঠের রুক্ষতার পরামিতিগুলি ছাড়াও, পৃষ্ঠের অনিয়ম (সারণী 2) এর দিকনির্দেশের জন্য প্রয়োজনীয়তাগুলি প্রতিষ্ঠিত হয়, পৃষ্ঠটি পাওয়ার (প্রক্রিয়াকরণ) পদ্ধতির পদ্ধতি বা ক্রমগুলির জন্য।
টেবিল থেকে সংখ্যা. 3-5 বৃহত্তম এবং ক্ষুদ্রতম অনুমোদিত মান, মানগুলির অনুমোদিত পরিসরের সীমা এবং রুক্ষতা পরামিতিগুলির নামমাত্র মানগুলি নির্দেশ করতে ব্যবহৃত হয়।
রুক্ষতা পরামিতিগুলির নামমাত্র সংখ্যাসূচক মানের জন্য, অনুমোদিত সীমা বিচ্যুতি স্থাপন করা উচিত। নামমাত্র মানগুলির শতাংশ হিসাবে রুক্ষতা পরামিতিগুলির গড় মানগুলির অনুমোদিত সীমা বিচ্যুতিগুলি 10 এর পরিসর থেকে নির্বাচন করা উচিত; বিশটি; 40. বিচ্যুতি একতরফা এবং প্রতিসম হতে পারে।
3. পৃষ্ঠের রুক্ষতার জন্য প্রয়োজনীয়তাগুলির মধ্যে পৃষ্ঠের ত্রুটিগুলির প্রয়োজনীয়তা অন্তর্ভুক্ত নয়, তাই পৃষ্ঠের রুক্ষতা নিয়ন্ত্রণ করার সময়, পৃষ্ঠের ত্রুটিগুলির প্রভাবকে বাদ দেওয়া উচিত৷ প্রয়োজন হলে, পৃষ্ঠের ত্রুটিগুলির জন্য প্রয়োজনীয়তা আলাদাভাবে নির্দিষ্ট করা উচিত।
এটি পৃথক পৃষ্ঠের অঞ্চলগুলির রুক্ষতার জন্য প্রয়োজনীয়তা স্থাপন করার অনুমতি দেওয়া হয় (উদাহরণস্বরূপ, একটি বড়-ছিদ্রযুক্ত উপাদানের ছিদ্রগুলির মধ্যে আবদ্ধ পৃষ্ঠ অঞ্চলগুলির জন্য, কাটা পৃষ্ঠের অংশগুলির জন্য যেখানে উল্লেখযোগ্যভাবে ভিন্ন অনিয়ম রয়েছে)। একই পৃষ্ঠের পৃথক বিভাগগুলির পৃষ্ঠের রুক্ষতার প্রয়োজনীয়তা ভিন্ন হতে পারে।
4. রুক্ষতা পরামিতি (এক বা একাধিক) নিম্নলিখিত নামকরণ থেকে নির্বাচন করা হয়েছে:
কা - গাণিতিক গড় প্রোফাইল বিচ্যুতি;
প্রতি% -দশ পয়েন্ট দ্বারা প্রোফাইল অনিয়ম উচ্চতা;
Ktah -সর্বোচ্চ প্রোফাইল উচ্চতা;
sm- অনিয়মের গড় ধাপ;
S হল প্রোফাইলের স্থানীয় protrusions গড় ধাপ;
tp হল প্রোফাইলের আপেক্ষিক রেফারেন্স দৈর্ঘ্য, যেখানে p হল প্রোফাইল বিভাগের স্তরের মান।
Ka পরামিতি পছন্দ করা হয়।
5. রুক্ষতা পরামিতিগুলির সংখ্যাসূচক মানগুলি (সবচেয়ে বড়, নামমাত্র বা মানগুলির ব্যাপ্তি) টেবিল থেকে নির্বাচন করা হয়েছে। 3-5।
6. আপেক্ষিক রেফারেন্স প্রোফাইল দৈর্ঘ্য tr: 10; 15; বিশটি; ত্রিশ; 40; 50; 60; 70; 80; 90%।
I. রুক্ষতা ক্লাস (GOST 2789-59) এবং তাদের সাথে সম্পর্কিত রুক্ষতা পরামিতিগুলির সর্বোচ্চ মান (GOST 2789-73)
| রুক্ষতা ক্লাস |
রুক্ষতা পরামিতি, মাইক্রোন |
ভিত্তি দৈর্ঘ্য l, মিমি | |
| 1 | 320 | 8,0 | |
| 2 | 40 | 160 | |
| 3 | 20 | 80 | |
| 4 | 10 | 40 | 2,5 |
| 5 | 5 | 20 | |
| 6 | 2,5 | 10 | 0,8 |
| 7 | 1,25 | 6,3 | |
| 8 | 0,63 | 3,2 | 0,25 |
| 9 | 0,32 | 1,6 | |
| 10 | 0,16 | 0,8 | |
| 11 | 0,08 | 0,4 | |
| 12 | 0,04 | 0,2 | |
| 13 | 0,02 | 0,1 | 0,08 |
| 14 | 0,01 | 0,05 | |
7. প্রোফাইল বিভাগের স্তরের সংখ্যাসূচক মান আরনিম্নলিখিত থেকে চয়ন করুন:
5; 10; 15; বিশটি; 25; ত্রিশ; 40; 50; 60; 70; 80; 90% ছাড় মুখ.
8. বেস দৈর্ঘ্যের সংখ্যাসূচক মান / পরিসীমা থেকে নির্বাচিত হয়: 0.01; 0.03; 0.08; 0.25; 0.80; 2.5; আট; 25 মিমি।
সারফেস রুক্ষতা স্কিমএবং এর উপাদানগুলি চিত্রে দেখানো হয়েছে। এক,
কোথায় l- ভিত্তি দৈর্ঘ্য; মি -
প্রোফাইলের মাঝের লাইন; sm-প্রোফাইল অনিয়মের গড় ধাপ; S হল প্রোফাইলের স্থানীয় protrusions গড় ধাপ; হিম্যাক্স-পাঁচটি বৃহত্তম প্রোফাইল ম্যাক্সিমার বিচ্যুতি; হ-ইমিনপ্রোফাইলের পাঁচটি বৃহত্তম মিনিমার বিচ্যুতি; h imax - পাঁচটি বৃহত্তম ম্যাক্সিমার সর্বোচ্চ বিন্দু থেকে গড়ের সমান্তরাল একটি রেখার দূরত্ব এবং প্রোফাইল অতিক্রম না করে; h imin - থেকে দূরত্ব সর্বনিম্ন পয়েন্টএকই লাইনে পাঁচটি সর্বোচ্চ নিচু; Rmax -সর্বোচ্চ প্রোফাইল উচ্চতা; y -লাইন থেকে প্রোফাইল বিচ্যুতি m, tp -আপেক্ষিক রেফারেন্স প্রোফাইল দৈর্ঘ্য; পি-প্রোফাইল বিভাগের স্তর; দ্বি- - একটি নির্দিষ্ট স্তরে কাটা অংশগুলির দৈর্ঘ্য আর.
চিত্র.1 পৃষ্ঠের রুক্ষতা এবং এর উপাদানগুলির স্কিম
2. অনিয়মের দিকনির্দেশের প্রকার
| রুক্ষতা দিকনির্দেশের প্রকার | পরিকল্পিত উপস্থাপনা | অঙ্কন উপর প্রতীক | ব্যাখ্যা |
| সমান্তরাল | লাইনের সমান্তরাল যা অঙ্কনে পৃষ্ঠকে প্রতিনিধিত্ব করে, রুক্ষতার সাথে যার প্রয়োজনীয়তা বন্ধ হয়ে যায় | ||
| খাড়া | অঙ্কনে পৃষ্ঠ চিত্রিত রেখার লম্ব, যার রুক্ষতার জন্য প্রয়োজনীয়তা প্রতিষ্ঠিত হয় | ||
| ক্রিস-ক্রস | লাইনের তির্যক দুটি দিক অতিক্রম করা।, অঙ্কনে পৃষ্ঠকে চিত্রিত করা, যার রুক্ষতা প্রয়োজনীয়তা সেট করা হয়েছে | ||
| ইচ্ছামত | অঙ্কনের উপর পৃষ্ঠকে চিত্রিত করা লাইনের সাথে সম্পর্কিত বিভিন্ন দিকনির্দেশ, যার রুক্ষতার জন্য প্রয়োজনীয়তা প্রতিষ্ঠিত হয়। | ||
| বৃত্তাকার | পৃষ্ঠের কেন্দ্রের সাথে সম্পর্কিত প্রায় বৃত্তাকার, যার রুক্ষতা নির্দিষ্ট করা হয়েছে | ||
| রেডিয়াল | পৃষ্ঠের কেন্দ্রে প্রায় রেডিয়াল যার রুক্ষতা নির্দিষ্ট করা হচ্ছে |
| 3. পাটিগণিত গড় প্রোফাইল বিচ্যুতি Ra, µm | ||||
| 100 | 10,0 | 1,00 | 0,100 | 0,010 |
| 80 | 8,0 | 0,80 | 0,080 | 0,008 |
| 63 | 6,3 | 0,63 | 0,063 | - |
| 50 | 5,0 | 0,50 | 0,050 | - |
| 40 | 4,0 | 0,40 | 0,040 | - |
| 32 | 3,2 | 0,32 | 0,032 | - |
| 25 | 2,5 | 0,25 | 0,025 | - |
| 20 | 2,0 | 0,20 | 0,020 | - |
| 16,0 | 1,60 | 0,160 | 0,016 | - |
| 12,5 | 1,25 | 0,125 | 0,012 | - |
| 4. প্রোফাইল অনিয়মের উচ্চতা 10 পয়েন্ট Rzএবং প্রোফাইল অনিয়মের সর্বোচ্চ উচ্চতা Rmax,মাইক্রন | |||||
| - | 1000 | 100 | 10,0 | 1,00 | 0,100 |
| - | 800 | 80 | 8,0 | 0,80 | 0,080 |
| - | 630 | 63 | 6,3 | 0,63 | 0,063 |
| - | 500 | 50 | 5,0 | 0,50 | 0,050 |
| - | 400 | 40 | 4,0 | 0,40 | 0,040 |
| - | 320 | 32 | 3,2 | 0,32 | 0,032 |
| - | 250 | 25,0 | 2,5 | 0,25 | 0,025 |
| - | 200 | 20,0 | 2,0 | 0,20 | - |
| 1600 | 160 | 16,0 | 1,60 | 0,160 | - |
| 1250 | 125 | 12,5 | 1,25 | 0,125 | - |
|
দ্রষ্টব্য: পছন্দের প্যারামিটার মানগুলি আন্ডারলাইন করা হয়েছে |
|||||
| প্রোফাইল অনিয়মের গড় ধাপ smএবং স্থানীয় লেজগুলির গড় ধাপ এস, মিমি | ||||
| - | 10,0 | 1,00 | 0,100 | 0,010 |
| - | 8,0 | 0,80 | 0,080 | 0,008 |
| - | 6,3 | 0,63 | 0,063 | 0,006 |
| - | 5,0 | 0,50 | 0,050 | 0,005 |
| - | 4,0 | 0,40 | 0,040 | 0,004 |
| - | 3,2 | 0,32 | 0,032 | 0,003 |
| - | 2,5 | 0,25 | 0,025 | 0,002 |
| - | 2,0 | 0,20 | 0,020 | - |
| - | 1,60 | 0,160 | 0,0160 | - |
| 12,5 | 1,25 | 0,125 | 0,0125 | - |
| রাএবং ভিত্তি দৈর্ঘ্য / | |
| রা, µm | l, µm |
| 0.025 পর্যন্ত | 0,08 |
| 0.025 থেকে 0.4 এর বেশি | 0,25 |
| " 0,4 " 3,2 | 0,8 |
| " 3,2 " 12,5 | 2,5 |
| " 12,5 " 100 | 8,0 |
| পরামিতি মান অনুপাত Rzএবং ভিত্তি দৈর্ঘ্য / | |
| Rz=Rmax,মাইক্রন | l, মিমি |
| 0.10 পর্যন্ত | 0,08 |
| সেন্ট 0.1 থেকে 1.6 | 0,25 |
| " 1,6 " 12,5 | 0,8 |
| " 12,5 " 50 | 2,5 |
| " 50 " 400 | 8,0 |
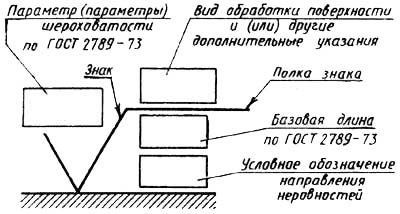
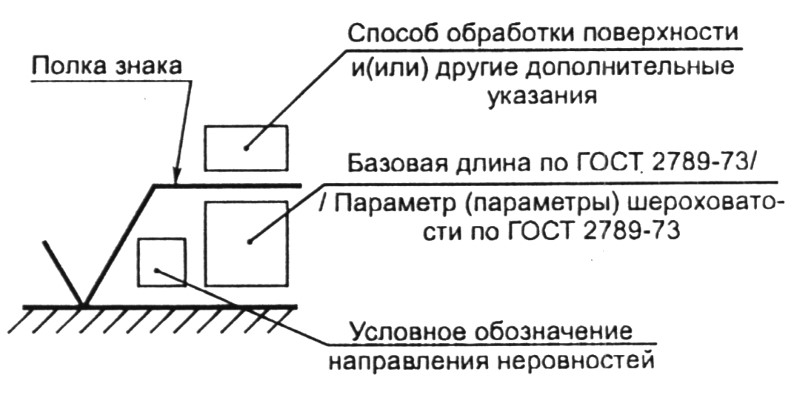
| চিত্র 2. পৃষ্ঠের রুক্ষতার উপাধির গঠন
|
চিত্র 3. পৃষ্ঠের রুক্ষতার লক্ষণ
|
পৃষ্ঠের রুক্ষতা উপাধি এবং পণ্যের অঙ্কনে সেগুলি প্রয়োগ করার নিয়মপ্রতিষ্ঠা করে GOST 2.309-73,যা সম্পূর্ণরূপে ISO 1302-78 মেনে চলে। রুক্ষতা উপাধিগুলি অঙ্কন অনুসারে তৈরি পণ্যের সমস্ত পৃষ্ঠে নীচে রাখা হয়, তাদের গঠনের পদ্ধতি নির্বিশেষে, এমন পৃষ্ঠগুলি ছাড়া যার রুক্ষতা নকশার প্রয়োজনীয়তার কারণে নয়।
পৃষ্ঠের রুক্ষতা পদবী গঠনচিত্র 2-এ দেখানো হয়েছে। যদি রুক্ষতা উপাধিতে শুধুমাত্র প্যারামিটারের (প্যারামিটার) মান থাকে, তাহলে তাক ছাড়া চিহ্ন ব্যবহার করা হয়।
পৃষ্ঠের রুক্ষতার উপাধিতে, যে ধরণের প্রক্রিয়াকরণ ডিজাইনার দ্বারা প্রতিষ্ঠিত হয় না, চিহ্নটি চিত্র অনুসারে ব্যবহৃত হয়। 3, ক. বাঁক, মিলিং, পিলিং ইত্যাদির মতো উপাদানের একটি স্তর অপসারণ করে পৃষ্ঠের রুক্ষতা তৈরি করতে হবে। চিত্রে চিহ্নটি ব্যবহার করুন। ৩, খ.পৃষ্ঠের রুক্ষতার উপাধিতে, যা উপাদানের একটি স্তর অপসারণ না করে তৈরি করা উচিত, উদাহরণস্বরূপ, ঢালাই, ফোরজিং, স্ট্যাম্পিং, ঘূর্ণায়মান, অঙ্কন ইত্যাদির মাধ্যমে, সেইসাথে এই অঙ্কন অনুসারে যন্ত্রযুক্ত নয় এমন পৃষ্ঠটি ব্যবহার করুন। ডুমুর অনুযায়ী সাইন ইন. ৩, v.
রুক্ষতা প্যারামিটারের মান রুক্ষতা পদবীতে নির্দেশিত হয়:
প্যারামিটারের জন্য রা-কোন চিহ্ন নেই, যেমন 0.4;
অন্যান্য পরামিতিগুলির জন্য - অনুরূপ প্রতীকের পরে, উদাহরণস্বরূপ Rmax 6,3; sm 0,63; t50 70; S0.032; Rz 32.
(উদাহরণে t50 70 প্রোফাইলের আপেক্ষিক রেফারেন্স দৈর্ঘ্য নির্দেশ করে tr = 70 %
প্রোফাইল বিভাগের স্তরে আর= 50 %).
রুক্ষতা উপাধিতে পৃষ্ঠের রুক্ষতা পরামিতির মানগুলির পরিসর নির্দিষ্ট করার সময়, পরামিতি মানগুলির সীমা দেওয়া হয়, তাদের দুটি লাইনে স্থাপন করা হয়, উদাহরণস্বরূপ:
0,8 ;Rz 0,10 ; Rmax 0.80;t50 70
0.4 0.05 0.32 50 ইত্যাদি
উপরের লাইনটি একটি মোটা রুক্ষতার সাথে সম্পর্কিত প্যারামিটারের মান দেয়। উপাধিতে পৃষ্ঠের রুক্ষতা পরামিতির নামমাত্র মান নির্দিষ্ট করার সময়, এই মানটি GOST 2789 - 73 অনুসারে সর্বাধিক বিচ্যুতি সহ দেওয়া হয়, উদাহরণস্বরূপ:
1 + 20 %; Rz 80 -10% ; sm 0,63 + 20% ; t50 70 ± 40% ইত্যাদি
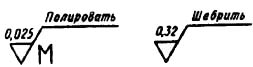
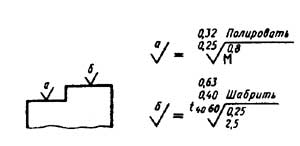
পৃষ্ঠের রুক্ষতার উপাধিতে ভিত্তি দৈর্ঘ্য নির্দেশিত হয় না যদি রুক্ষতার প্রয়োজনীয়তাগুলি পরামিতিগুলি নির্দেশ করে স্বাভাবিক করা হয় রা,Rz, এবং পরামিতিগুলির সংজ্ঞাটি টেবিলের পরামিতিগুলির মানের সাথে সম্পর্কিত বেস দৈর্ঘ্যের মধ্যে করা উচিত৷ 6, 7. পৃষ্ঠের চিকিত্সার ধরনটি কেবলমাত্র সেই ক্ষেত্রেই রুক্ষতার উপাধিতে নির্দেশিত হয় যেখানে প্রয়োজনীয় পৃষ্ঠের গুণমান অর্জনের জন্য এটি একমাত্র প্রযোজ্য (চিত্র 4)।
চিত্রে দেখানো উদাহরণ অনুসারে অঙ্কনের প্রযুক্তিগত প্রয়োজনীয়তার মধ্যে এটির ব্যাখ্যা সহ পৃষ্ঠের রুক্ষতার একটি সরলীকৃত উপাধি ব্যবহার করার অনুমতি দেওয়া হয়েছে। 5.
| চিত্র 4. প্রয়োজনীয় ধরণের প্রক্রিয়াকরণের ইঙ্গিত
চিত্র 6. দুই বা ততোধিক পরামিতি নির্দিষ্ট করার সময় রুক্ষতা পরামিতিগুলির মান রেকর্ড করার ক্রম
ভাত। 8. তাদের প্রোফাইল নির্দিষ্ট না করে অংশের দাঁতের পৃষ্ঠের রুক্ষতার উপাধি
ভাত। 10. অংশের কনট্যুরের রুক্ষতার পদবী ভাত। 11. জটিল কনফিগারেশনের একই রুক্ষ পৃষ্ঠের উপাধি
|
চিত্র 5. প্রযুক্তিগত প্রয়োজনীয়তার স্পষ্টীকরণ সহ পৃষ্ঠের রুক্ষতার সরলীকৃত উপাধি
চিত্র 7. একই পৃষ্ঠের রুক্ষতার বিভিন্ন এলাকার পার্থক্য ভাত। 9. থ্রেড প্রোফাইলের পৃষ্ঠের রুক্ষতার উপাধি
|
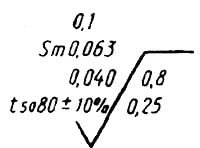
সরলীকৃত স্বরলিপি বর্ণানুক্রমিক ক্রমানুসারে রাশিয়ান বর্ণমালার Ö চিহ্ন এবং ছোট হাতের অক্ষর ব্যবহার করে, পুনরাবৃত্তি ছাড়াই এবং নিয়ম হিসাবে, ফাঁক ছাড়াই। রুক্ষতা পরামিতিটির নামমাত্র মান নির্দিষ্ট করার সময়, পরামিতিগুলির মানগুলি নিম্নলিখিত ক্রমে উপরে থেকে নীচে রেকর্ড করা হয় (চিত্র 6):
প্রোফাইল অনিয়মিত উচ্চতা পরামিতি;
প্রোফাইল রুক্ষতা ধাপ পরামিতি;
আপেক্ষিক রেফারেন্স প্রোফাইল দৈর্ঘ্য।
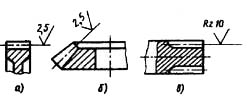
যদি একই পৃষ্ঠের রুক্ষতা পৃথক অঞ্চলে ভিন্ন হয়, তবে এই অঞ্চলগুলি সংশ্লিষ্ট মাত্রা এবং রুক্ষতা উপাধি সহ একটি কঠিন পাতলা রেখা দ্বারা সীমাবদ্ধ করা হয় (চিত্র 7, ক)।বিভাগগুলির মধ্যে সীমারেখাটি ছায়াযুক্ত অঞ্চলের মাধ্যমে আঁকা হয় না (চিত্র 7, খ)।
গিয়ারের দাঁতের কার্যকারী পৃষ্ঠতলের রুক্ষতার নামকরণ, ইনভল্যুট স্প্লাইন, ইত্যাদি, যদি তাদের প্রোফাইল অঙ্কনে দেখানো না হয় তবে শর্তসাপেক্ষে বিভাজক পৃষ্ঠের লাইনগুলিতে প্রয়োগ করা হয় (চিত্র 8, a B C);গ্লোবয়েড কৃমি এবং এর সাথে যুক্ত চাকার জন্য - গণনা করা বৃত্তের লাইনে।
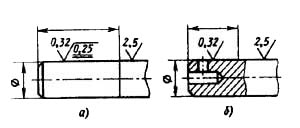
থ্রেড প্রোফাইলের পৃষ্ঠের রুক্ষতার উপাধিটি প্রোফাইলটি চিত্রিত করার সময় সাধারণ নিয়ম অনুসারে প্রয়োগ করা হয় (চিত্র 9, ক)অথবা শর্তসাপেক্ষে থ্রেডের আকার নির্দেশ করতে এক্সটেনশন লাইনে (চিত্র 9, খ, গ, ই)মাত্রা লাইনে বা এর ধারাবাহিকতায় (চিত্র 9, ডি)।
যদি কনট্যুর গঠনকারী পৃষ্ঠগুলির রুক্ষতা অবশ্যই একই হতে হবে, তবে রুক্ষতা উপাধিটি একবার চিত্র অনুসারে প্রয়োগ করা হয়। 10, ক, খ.
সারফেসগুলির একই রুক্ষতার উপাধিতে মসৃণভাবে একে অপরের মধ্যে প্রবেশ করে, O চিহ্ন দেওয়া হয় না (চিত্র 10, c)।
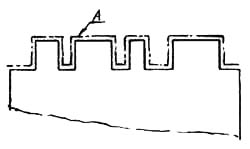
একটি জটিল কনফিগারেশনের একই পৃষ্ঠের রুক্ষতার উপাধিটি পৃষ্ঠের অক্ষর পদের রেফারেন্স সহ অঙ্কনের প্রযুক্তিগত প্রয়োজনীয়তাগুলিতে দেওয়া যেতে পারে, উদাহরণস্বরূপ:
পৃষ্ঠের রুক্ষতা A - Rz10
এই ক্ষেত্রে, পৃষ্ঠের অক্ষর উপাধিটি ঘন ড্যাশ-ডটেড লাইন (চিত্র 11) থেকে আঁকা লিডার লাইনের শেল্ফে প্রয়োগ করা হয়, যা কনট্যুর থেকে 0.8 ... 1 মিমি দূরত্বে পৃষ্ঠকে ঘিরে রাখে। লাইন
মেশিনের যন্ত্রাংশের অপারেশনাল বৈশিষ্ট্যগুলি পৃষ্ঠের মানের উপর উল্লেখযোগ্যভাবে নির্ভর করে। মানের ধারণার মধ্যে রয়েছে:
রুক্ষতা
মাইক্রোস্ট্রাকচার এবং পৃষ্ঠ স্তরের শারীরিক এবং যান্ত্রিক অবস্থা;
অবশিষ্ট চাপ।
ভাত। 14.
পৃষ্ঠের রুক্ষতা পৃষ্ঠের স্বাভাবিক বিভাগে প্রাপ্ত প্রোফাইলের অনিয়ম থেকে অনুমান করা হয়। এটি একটি সীমিত এলাকার মধ্যে বিবেচনা করা হয় - ভিত্তি দৈর্ঘ্য l।
প্রোফাইল বিচ্যুতিগুলির রিডিং মিডলাইন মিমি থেকে নির্ধারিত হয় - একটি রেখা যার একটি নামমাত্র প্রোফাইলের আকৃতি রয়েছে এবং আঁকা হয়েছে যাতে ভিত্তি দৈর্ঘ্যের মধ্যে, মিডলাইন থেকে পরিমাপ করা প্রোফাইলের মানক বিচ্যুতি ন্যূনতম হয় (চিত্র 14) )
পৃষ্ঠের রুক্ষতার পরিমাণগত মূল্যায়ন এবং মানককরণের জন্য, GOST 2789-73 নিম্নলিখিত সূচকগুলি স্থাপন করে:
আর সর্বোচ্চ - প্রোফাইল অনিয়মের সর্বোচ্চ উচ্চতা - প্রোট্রুশনের লাইন এবং বেস দৈর্ঘ্যের মধ্যে ডিপ্রেশনের লাইনের মধ্যে দূরত্ব;
Ra - পাটিগণিত গড় প্রোফাইল বিচ্যুতি - গাণিতিক মানে গড় লাইন থেকে প্রোফাইল বিচ্যুতির পরম মান: 
Rz—দশটি বিন্দুতে অনিয়মের উচ্চতা—পাটিগণিতের যোগফল পাঁচটি বৃহত্তম ম্যাক্সিমা এবং পাঁচটি বৃহত্তম মিনিমার বিন্দুর পরম বিচ্যুতিকে বোঝায়: 
Sm - প্রোফাইল অনিয়মের গড় পিচ - ভিত্তি দৈর্ঘ্যের মধ্যে প্রোফাইল অনিয়মের পিচের গাণিতিক গড়: 
রুক্ষতা পরামিতিগুলির সংখ্যাসূচক মানগুলি নিম্নলিখিত সীমার মধ্যে নির্বাচন করা যেতে পারে: Ra প্রোফাইলের গাণিতিক গড় বিচ্যুতি 0.008 থেকে 1000 µm পর্যন্ত; প্রোফাইলের অনিয়মের উচ্চতা, অনিয়মের সর্বোচ্চ উচ্চতা H সর্বোচ্চ এবং S শীর্ষবিন্দু বরাবর অনিয়মের গড় ধাপ - 0.002 থেকে 12.5 মাইক্রন পর্যন্ত।
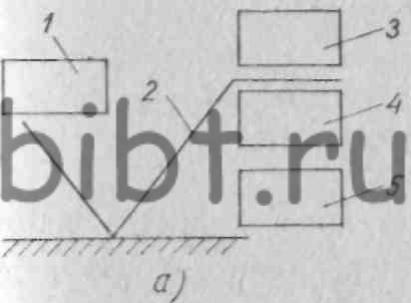
ভাত। 15। রুক্ষতা প্রতীক: 1 - রুক্ষতা পরামিতি, 2 - চিহ্ন, 3 - পৃষ্ঠের চিকিত্সার প্রকার বা অন্যান্য অতিরিক্ত ইঙ্গিত, 4 - সাইন শেল্ফ, 5 - ভিত্তি দৈর্ঘ্য
পৃষ্ঠের রুক্ষতা উপাধিগুলি GOST 2.309-73 দ্বারা প্রতিষ্ঠিত হয়, যা ESKD সিস্টেমের অংশ। একটি চিহ্ন যা রুক্ষতা নির্দেশ করে, সেইসাথে প্যারামিটার (বা পরামিতি) এবং ডেটা ধারণকারী মানের অবস্থান অতিরিক্ত আবশ্যকডুমুর দেখানো হয়. 15, ক.
যদি উপাধিতে শুধুমাত্র প্যারামিটারের মান থাকে, তাহলে সাইনটিতে একটি তাক থাকে না।
যদি পৃষ্ঠের চিকিত্সার ধরন ডিজাইনার দ্বারা সেট করা না হয়, তবে পৃষ্ঠের রুক্ষতার চিহ্নটি চিত্রে দেখানো ফর্ম রয়েছে। 15, খ.
সাইন ইন ডুমুর. 15, c উপাদানের একটি স্তর অপসারণের সাথে কাটা বা অন্য ধরণের প্রক্রিয়াকরণের মাধ্যমে গঠিত হওয়া পৃষ্ঠের রুক্ষতা বোঝায়।
সাইন ইন ডুমুর. 15, d - উপাদানের একটি স্তর (ঢালাই, ফরজিং, ঘূর্ণায়মান, ইত্যাদি) অপসারণ না করেই পৃষ্ঠের রুক্ষতা তৈরি হয় এবং অঙ্কন অনুসারে মেশিনযুক্ত নয়।
রুক্ষতা পদবীতে নির্দেশিত হয়:
Ra প্যারামিটারের জন্য - একটি চিহ্ন ছাড়া, উদাহরণস্বরূপ 0.32,
প্যারামিটারের জন্য Rz, R max, ইত্যাদি - সংশ্লিষ্ট চিহ্নের পরে, উদাহরণস্বরূপ, Rz 40, R max 80।
যদি অঙ্কনটি একটি পণ্য, অংশ বা সমস্ত মেশিনযুক্ত পৃষ্ঠতল দেখায় যার একই রুক্ষতা থাকতে হবে, তাহলে একই রুক্ষতার উপাধি এবং চিত্রে দেখানো চিহ্ন। 15 খ.
এর মানে হল যে সমস্ত পৃষ্ঠের রুক্ষতা উপাধি নেই, বা চিত্রে দেখানো চিহ্ন। 15, d, একই রুক্ষতা দিয়ে তৈরি করা উচিত।
lathes উপর মেশিন দ্বারা অর্জিত পৃষ্ঠ রুক্ষতা টেবিল দেওয়া হয়. 9.
টেবিল 9 lathes উপর মেশিন যখন সারফেস রুক্ষতা অর্জন
| প্রক্রিয়াকরণ পদ্ধতি |
পৃষ্ঠের রুক্ষতা (GOST 2789-73 অনুযায়ী) |
||||||
| Rz 160 | Rz80 | Rz40 | Rz 20 | 2,5 | 1,25 | 0,63 | |
| বাঁক এবং বিরক্তিকর: | |||||||
| খসড়া | এক্স | এক্স | এক্স | ||||
| সমাপ্তি | এক্স | এক্স | এক্স | ||||
| সমাপ্তি | এক্স | এক্স | এক্স | ||||
| তুরপুন | এক্স | এক্স | এক্স | ||||
| কাউন্টারসিঙ্কিং | এক্স | এক্স | এক্স | ||||
| স্থাপনা | এক্স | এক্স | |||||
সারফেস রুক্ষতা হল একটি সূচক যা একটি নির্দিষ্ট পরিমাণ ডেটা নির্দেশ করে যা একটি মৌলিক দৈর্ঘ্যের মানতে অতি-ছোট অংশে পরিমাপ করা পৃষ্ঠের অনিয়মের অবস্থাকে চিহ্নিত করে। নির্দিষ্ট মান এবং তাদের বৈশিষ্ট্যগুলির সাথে পৃষ্ঠের অনিয়মের দিকনির্দেশগুলির সম্ভাব্য অভিযোজন নির্দেশ করে এমন সূচকগুলির একটি সেট এতে নির্দিষ্ট করা হয়েছে আদর্শিক নথি GOST 2789-73, GOST 25142-82, GOST 2.309-73৷ নিয়ন্ত্রক নথিতে উল্লেখিত প্রয়োজনীয়তার সামগ্রিকতা ব্যবহার করে উত্পাদিত পণ্যগুলিতে প্রযোজ্য বিভিন্ন উপকরণ, প্রযুক্তি এবং প্রক্রিয়াকরণ পদ্ধতি, বিদ্যমান ত্রুটিগুলি বাদ দিয়ে।
অংশগুলির প্রক্রিয়াকরণের উচ্চ মানের পৃষ্ঠতলের পরিধানকে উল্লেখযোগ্যভাবে হ্রাস করতে পারে, জারা কেন্দ্রগুলির উপস্থিতি, যার ফলে দীর্ঘমেয়াদী অপারেশনের সময় একত্রিতকরণ প্রক্রিয়ার নির্ভুলতা এবং তাদের নির্ভরযোগ্যতা বৃদ্ধি পায়।
মৌলিক পদবী
অধ্যয়নের অধীনে পৃষ্ঠের রুক্ষতা ছোট এলাকায় পরিমাপ করা হয়, এবং সেইজন্য উচ্চতার পরামিতিগুলির পরিবর্তনের উপর পৃষ্ঠের অস্থির অবস্থার প্রভাব হ্রাস করার পরামিতি বিবেচনা করে বেস লাইনগুলি বেছে নেওয়া হয়।
বিভিন্ন প্রযুক্তি ব্যবহার করে প্রক্রিয়াকরণের সময় উপাদানের উপরের স্তরের বিকৃতির কারণে বেশিরভাগ পৃষ্ঠের অনিয়ম ঘটে। প্রোফাইলের রূপরেখা একটি হীরার সুই ব্যবহার করে পরীক্ষার সময় প্রাপ্ত হয়, এবং ছাপটি প্রোফাইলগ্রামে স্থির করা হয়। পৃষ্ঠের রুক্ষতা বৈশিষ্ট্যযুক্ত প্রধান পরামিতিগুলির একটি নির্দিষ্ট অক্ষর উপাধি রয়েছে যা ডকুমেন্টেশন, অঙ্কনে ব্যবহৃত হয় এবং অংশগুলি (Rz, Ra, Rmax, Sm, Si, Tp) পরিমাপ করার সময় প্রাপ্ত হয়।
পৃষ্ঠের রুক্ষতা পরিমাপ করতে, বেশ কয়েকটি সংজ্ঞায়িত পরামিতি ব্যবহার করা হয়:

ধাপের পরামিতি Sm এবং Si এবং তদন্তকৃত প্রোফাইল tp এর রেফারেন্স দৈর্ঘ্যও ব্যবহার করা হয়। এই পরামিতিগুলি নির্দেশিত হয় যদি অংশগুলির অপারেটিং শর্তগুলি বিবেচনায় নেওয়া প্রয়োজন হয়। বেশিরভাগ ক্ষেত্রে, সার্বজনীন সূচক Ra পরিমাপের জন্য ব্যবহৃত হয়, যা সর্বাধিক দেয় সম্পূর্ণ বিবরণঅ্যাকাউন্টে প্রোফাইলের সব পয়েন্ট গ্রহণ. গড় উচ্চতা Rz এর মান ব্যবহার করা হয় যখন যন্ত্র ব্যবহার করে Ra নির্ধারণের সাথে সম্পর্কিত অসুবিধা থাকে। অনুরূপ বৈশিষ্ট্যপ্রতিরোধের এবং কম্পন প্রতিরোধের, সেইসাথে উপকরণ বৈদ্যুতিক পরিবাহিতা প্রভাবিত করে।
Ra এবং Rz সংজ্ঞাগুলির মানগুলি বিশেষ টেবিলে নির্দেশিত হয় এবং প্রয়োজন হলে, প্রয়োজনীয় গণনায় ব্যবহার করা যেতে পারে। সাধারণত নির্ধারক Ra একটি সাংখ্যিক চিহ্ন ছাড়াই চিহ্নিত করা হয়, অন্যান্য সূচকের প্রয়োজনীয় চিহ্ন থাকে। বর্তমান প্রবিধান (GOST) অনুসারে, একটি স্কেল রয়েছে যেখানে বিভিন্ন অংশের পৃষ্ঠের রুক্ষতার মান দেওয়া হয়েছে, 14টি বিশেষ শ্রেণিতে বিশদ ভাঙ্গন সহ।
একটি সরাসরি সম্পর্ক রয়েছে যা চিকিত্সা করা পৃষ্ঠের বৈশিষ্ট্যগুলি নির্ধারণ করে, শ্রেণি সূচক যত বেশি হবে, মাপা পৃষ্ঠের উচ্চতা কম গুরুত্বপূর্ণ এবং ভালো মানেরপ্রক্রিয়াকরণ
নিয়ন্ত্রণ পদ্ধতি
পৃষ্ঠের রুক্ষতা নিয়ন্ত্রণ করতে দুটি পদ্ধতি ব্যবহার করা হয়:
- গুণগত;
- পরিমাণগত
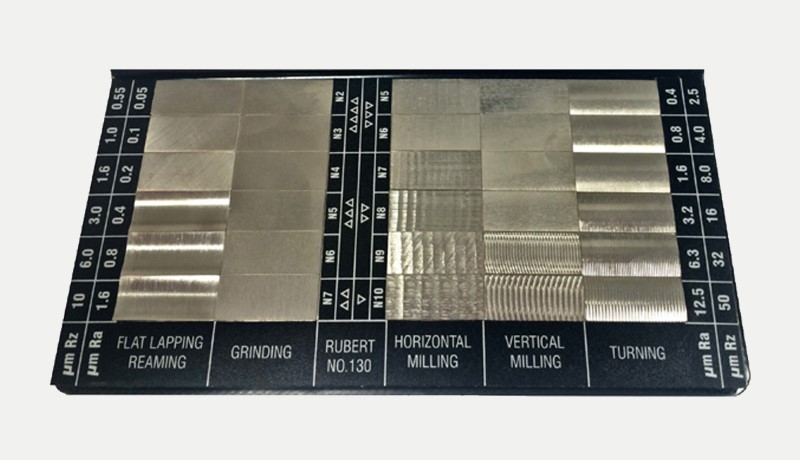
মান নিয়ন্ত্রণ পরিচালনা করার সময়, কাজের পরীক্ষার পৃষ্ঠের একটি তুলনামূলক বিশ্লেষণ এবং মানক নমুনা চাক্ষুষ পরিদর্শন এবং স্পর্শ দ্বারা বাহিত হয়। অধ্যয়নের জন্য, GOST 9378-75 অনুযায়ী নিয়মিত প্রক্রিয়াকরণের সাথে পৃষ্ঠের নমুনার বিশেষ সেট তৈরি করা হয়। প্রতিটি নমুনা রা সূচকের ইঙ্গিত এবং উপাদানের পৃষ্ঠ স্তরের উপর প্রভাবের পদ্ধতি (নাকাল, বাঁক, মিলিং, ইত্যাদি) দ্বারা চিহ্নিত করা হয়। চাক্ষুষ পরিদর্শন ব্যবহার করে, Ra=0.6-0.8 µm এবং উচ্চতর বৈশিষ্ট্যের সাথে পৃষ্ঠের স্তরটিকে সঠিকভাবে চিহ্নিত করা সম্ভব।
বিভিন্ন প্রযুক্তি ব্যবহার করে অপারেটিং ডিভাইস ব্যবহার করে পৃষ্ঠের পরিমাণগত নিয়ন্ত্রণ করা হয়:
- প্রোফাইলমিটার;
- প্রোফাইলার;
- ডবল মাইক্রোস্কোপ।
সারফেস শ্রেণীবিভাগ
উপাদানের পৃষ্ঠ স্তরের বৈশিষ্ট্য নির্ধারণ করার সময়, এটি শ্রেণীবদ্ধ করা প্রয়োজন:
নিয়ন্ত্রক ডেটা GOST 2.309-73-এও রয়েছে যা অনুসারে অঙ্কনগুলি অঙ্কনগুলিতে প্রয়োগ করা হয় এবং পৃষ্ঠের বৈশিষ্ট্যগুলি ধারণ করে প্রতিষ্ঠিত নিয়মএবং সকল শিল্প প্রতিষ্ঠানের জন্য বাধ্যতামূলক। এটিও মনে রাখা উচিত যে অঙ্কনগুলিতে প্রয়োগ করা চিহ্ন এবং তাদের আকারের একটি নির্দিষ্ট আকার থাকতে হবে যা পৃষ্ঠের রুক্ষতার সংখ্যাসূচক মান নির্দেশ করে। লক্ষণগুলির উচ্চতা নিয়ন্ত্রিত হয়, প্রক্রিয়াকরণের ধরন নির্দেশিত হয়।
চিহ্নটির একটি বিশেষ কোড রয়েছে, যা নিম্নরূপ পাঠোদ্ধার করা হয়েছে:
- প্রথম চরিত্রটি অধ্যয়নের অধীনে উপাদানটির প্রক্রিয়াকরণের ধরণকে চিহ্নিত করে (বাঁক, ড্রিলিং, মিলিং ইত্যাদি);
- দ্বিতীয় অক্ষর - নির্দেশ করে যে উপাদানটির পৃষ্ঠের স্তরটি প্রক্রিয়া করা হয়নি, তবে ফোরজিং, ঢালাই, রোলিং দ্বারা গঠিত হয়েছিল;
- তৃতীয় চিহ্নটি নির্দেশ করে যে সম্ভাব্য প্রক্রিয়াকরণের ধরন নিয়ন্ত্রিত নয়, তবে অবশ্যই Ra বা Rz এর সাথে মিল থাকতে হবে।
অঙ্কনে একটি চিহ্নের অনুপস্থিতিতে, পৃষ্ঠের স্তরটি বিশেষ চিকিত্সার শিকার হয় না।
উত্পাদনে, উপরের স্তরে দুটি ধরণের প্রভাব ব্যবহার করা হয়:
- ওয়ার্কপিসের উপরের স্তরটি আংশিকভাবে অপসারণ করে;
- অংশের উপরের স্তরটি অপসারণ ছাড়াই।
উপাদানের উপরের স্তরটি সরানোর সময়, একটি বিশেষ সরঞ্জাম প্রধানত নির্দিষ্ট ক্রিয়া সম্পাদনের জন্য ব্যবহৃত হয় - ড্রিলিং, মিলিং, নাকাল, বাঁক ইত্যাদি। প্রক্রিয়াকরণের সময়, উপাদানের উপরের স্তরটি ব্যবহৃত সরঞ্জাম থেকে অবশিষ্ট ট্রেস গঠনের সাথে লঙ্ঘন করা হয়।
যখন উপাদানের উপরের স্তরটি অপসারণ না করে প্রক্রিয়াকরণ প্রয়োগ করা হয় - স্ট্যাম্পিং, ঘূর্ণায়মান, ঢালাই, কাঠামোগত স্তরগুলি স্থানান্তরিত হয় এবং একটি "মসৃণ-তন্তুযুক্ত" কাঠামোর জোরপূর্বক সৃষ্টির সাথে বিকৃত হয়।
যন্ত্রাংশ ডিজাইন এবং উত্পাদন করার সময়, ডিজাইনার দ্বারা অনিয়মের পরামিতিগুলি সেট করা হয়, প্রযুক্তিগত বৈশিষ্ট্যগুলির উপর ভিত্তি করে যা পণ্যের বৈশিষ্ট্যগুলি নির্ধারণ করে, উত্পাদন প্রক্রিয়ার প্রয়োজনীয়তার উপর নির্ভর করে, উত্পাদনে ব্যবহৃত প্রযুক্তি এবং প্রক্রিয়াকরণের ডিগ্রি।
সারফেস টেক্সচার চিহ্নিতকরণ
কাজের ডকুমেন্টেশনে উপাধি প্রয়োগ করার সময়, অঙ্কন, বিশেষ লক্ষণগুলি উপাদানটিকে চিহ্নিত করতে ব্যবহৃত হয়, যা GOST 2.309-73 মান দ্বারা নিয়ন্ত্রিত হয়।
অঙ্কনে পৃষ্ঠের রুক্ষতা নির্দেশ করতে ব্যবহৃত মৌলিক নিয়ম
একটি অঙ্কন তৈরি করার সময় ব্যবহার করা প্রাথমিক নিয়ম:
উপাদানের গঠন প্রদত্ত, ডিজাইনার পৃষ্ঠতলের মানের জন্য প্রয়োজনীয় পরামিতি নির্দিষ্ট করার সুযোগ আছে। অধিকন্তু, সম্ভাব্য সহনশীলতার সাথে সর্বাধিক এবং সর্বনিম্ন মানগুলির ইনস্টলেশনের সাথে বৈশিষ্ট্যগুলি বিভিন্ন পরামিতি দ্বারা নির্দেশিত হতে পারে।
বিশেষ শর্ত
নির্দিষ্ট অংশের ব্যাপক উৎপাদনে, প্রদত্ত আকৃতি বা তাদের সংযোজন কখনও কখনও লঙ্ঘন করা হয়। এই ধরনের লঙ্ঘন অংশগুলির অনুমতিযোগ্য পরিধান বৃদ্ধি করে এবং বিশেষ সহনশীলতা দ্বারা সীমাবদ্ধ, যা GOST 2.308 এ উল্লেখ করা হয়েছে। প্রতিটি ধরনের ব্যবহৃত সহনশীলতার নির্ভুলতার 16টি সংজ্ঞায়িত ডিগ্রী রয়েছে, যা ব্যবহৃত উপাদান বিবেচনা করে বিভিন্ন কনফিগারেশনের অংশগুলির জন্য আলোচনা করা হয়। এটিও বিবেচনায় নেওয়া উচিত যে নলাকার আকৃতির অংশগুলির জন্য ব্যবহৃত আকার এবং কনফিগারেশন সহনশীলতাগুলি অংশগুলির ব্যাস এবং সমতল অংশগুলির পুরুত্ব বিবেচনায় নেওয়া হয় এবং সর্বাধিক ত্রুটি সহনশীলতার বেশি হওয়া উচিত নয়। সূচক
পৃষ্ঠের রুক্ষতা সূচকগুলি নির্ধারণের জন্য কৌশলটির সঠিক ব্যবহার নিয়ন্ত্রক নথিগুলিতে নির্দিষ্ট পরামিতিগুলি পর্যবেক্ষণ করার সময় প্রক্রিয়াকরণের উচ্চ নির্ভুলতা এবং অংশগুলির আকার অর্জন করতে দেয়, যা সমাপ্ত পণ্যের গুণমানকে উল্লেখযোগ্যভাবে উন্নত করা সম্ভব করে।
আপনি যদি একটি ত্রুটি খুঁজে পান, দয়া করে পাঠ্যের একটি অংশ হাইলাইট করুন এবং ক্লিক করুন৷ Ctrl+Enter.










মিশ্র ব্যক্তিত্বের ব্যাধি: কারণ, লক্ষণ, প্রকার ও চিকিৎসা
GTA 4 নিয়ন্ত্রণ সেটিংস
জিটিএ অনলাইনে চোরাচালান সম্পর্কিত প্রায়শই জিজ্ঞাসিত প্রশ্নাবলী
LSPDFR - পুলিশে স্বাগতম
গ্র্যান্ড থেফট অটো সান আন্দ্রেয়াসের বিশাল মানচিত্র এবং এর গোপনীয়তা