- ......
X@=MaxReal
Y@=MaxReal
Radius@ = MaxReal
INTERP_@ = MaxReal
OutBlock ...
Убедитесь что радиус дуги опеределяется именем регистра Radius, в некоторых постпроцессорах бывает просто R. Т.е. имена параметров должны соответствовать тому как они прописаны в списке регистров.
Таким образом в кадр будут выводиться обязательно все параметры дуги: G02/03 X__Y__R. Можно даже принудительно в каждый кадр выводить подачу добавив перед OutBlock Feed_@=MaxReal
Не забудьте сохранить измененный постпроцессор.
Что мне подсказывает если бы он был правильным, то кто-то не упорол бы деталь, если бы кто-то не упорол деталь, то кто-то не обратился с этим вопросом на форум, в результате чего целая толпа спорит правильно или нет. Мне кажется, фраза "размеры и виды надо располагать так, чтобы не было двоякого трактования" подразумевает следующее был бы чертеж приблизительно таким, ни у кого бы вопросов не возникло. автор нагрузил чертеж кучей ненужной информации а необходимую подсунул через... некоторое отверстие
За это надо бояться когда изготавливаешь и собираешь. А после установки они (стенки) не работают на изгиб/на срез и т.д. Это же чисто направляющие. Стенки разве что случайное "сворачивание" самих себя должны предотвращать.
Выделить перебором нужный можно (когда подводишь курсор к такому месту, вылезает окно с предложением выбора), удалить автоматом все "лишние", кроме одной - нет. А так... В АКАД есть функция "overkill", который как раз для этого предназначен. Удаляет наложения и объединяет коллинеарные отрезки и концентричные одинаковые дуги. NX он по-другому работает. Кто знает, для чего ты использовал накладывающиеся кривые? Если один для вытягивания, другой для вырезки, третий как направляющую, то удалить невозможно будет без удаления зависимых операций. А иногда ещё и будет требоваться проекция в эскиз независимых/импортированных кривых, не изменяя по сути их положения. И опять получается, что ты связываешь одно с другим.
Т.е вся эта структура держится за счет всеобщей гравитации, постепенно занимая все большее пространство, за пределами которого ничего нет? Этот вывод логичен из теории большого взрыва. Но данная теория - это одна из версий образования вселенной, которая устраивает многих, но не всех. А если предположить, что процесс образования вселенных бесконечен, а основой служит материя предыдущих вселенных Но здесь конфликт в определениях.
Программа «ЧПУ Мастер» начиная с версии 2.7.5.0 поддерживает работу с файлами DXF, что позволяет существенно уменьшить трудоёмкость написания множества программ для управления станком с ЧПУ.
Написание программы для художественной гравировки как 3D, так и 2D является трудоёмкой задачей, решение которой без средств автоматизации представляется крайне затруднительным. Для случая 2D гравировки изображение может состоять из сотен тысяч примитивов. Ручное написание программ для таких изображений потребовало бы значительного времени. В случае подготовки управляющей программы (далее УП) при помощи современных средств обработки инфомрации данная операция может занять всего несколько минут с учётом времени на подготовку файла изображения.
Алгоритм генерации УП для 2D гравировки при помощи программы «ЧПУ Мастер» довольно прост:
|
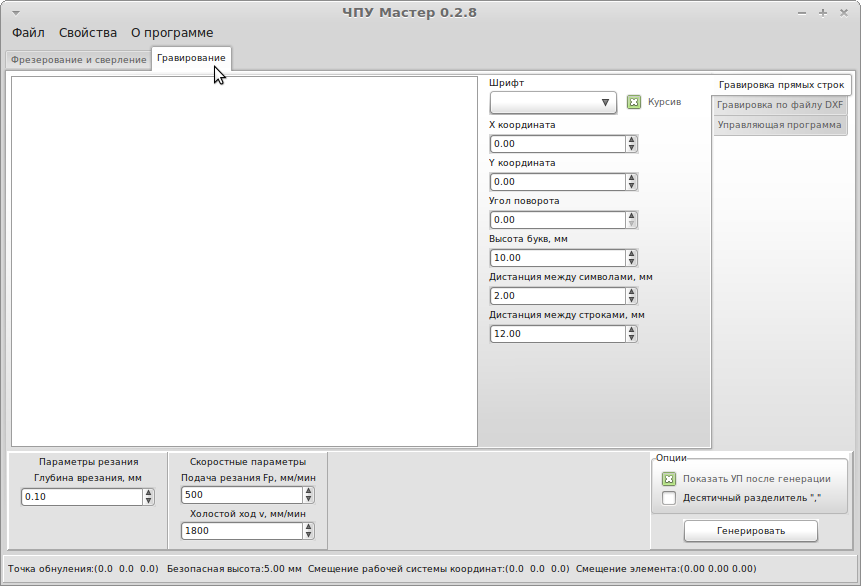
1. Запускаем программу ЧПУ Мастер (версия 0.2.7.5 и старше) |
|
2. Выбираем вкладку «Гравирование» |
 |
 |
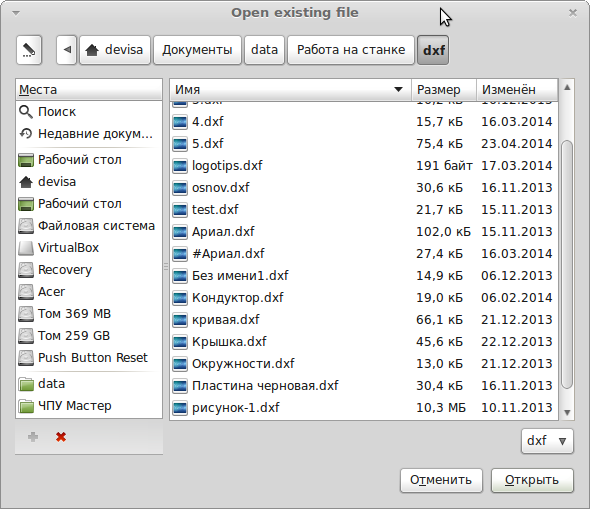
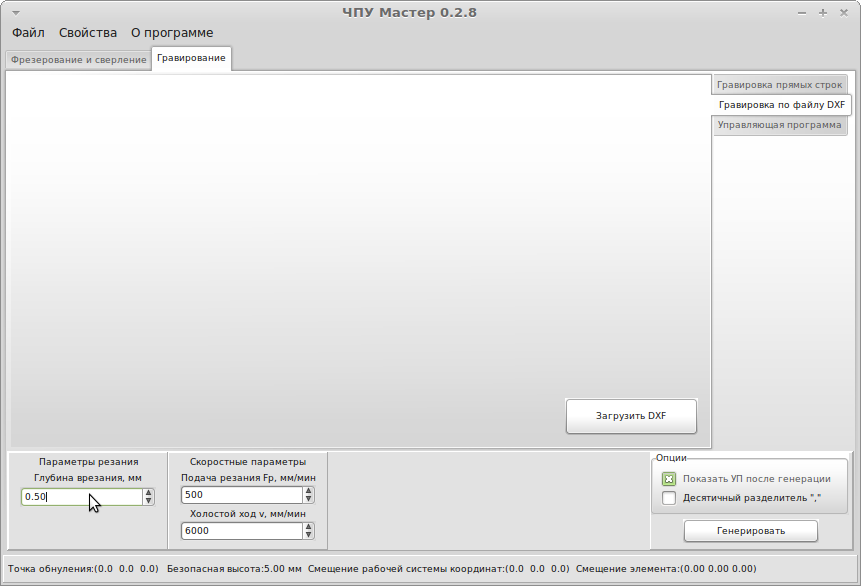
| 4. Жмём кнопку «Загрузить DXF» после чего откроется окно выбора файла |
 |
|
5. Выбираем заранее подготовленный файл и жмём кнопку «Открыть» |
 |
| 6. Задаём параметры гравировки (глубина и скорость) и жмём на кнопку «Генерировать» |
 |
|
7. После генерации откроется вкладка «Управляющая программа» с результатом генерации |
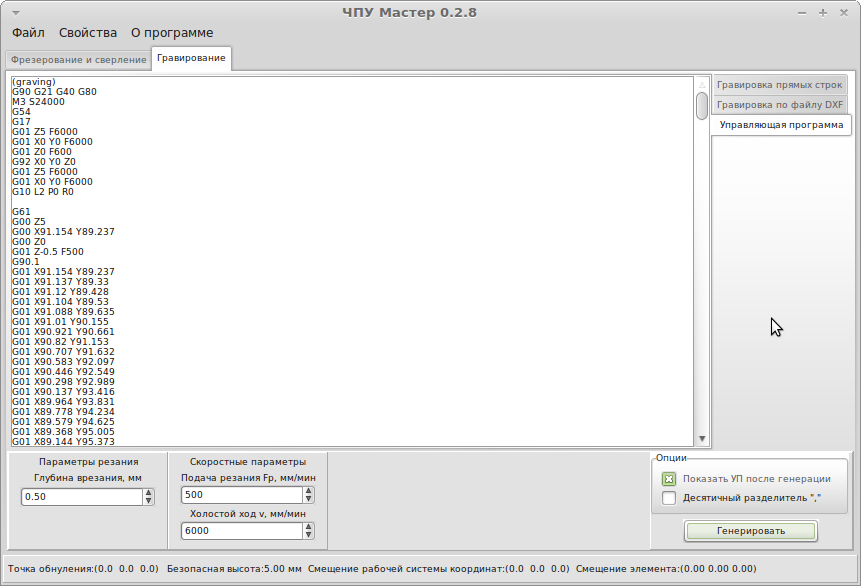 |
| 8. Выбираем в верхнем меню пункт «Файл», далее «Сохранить», сохраняем |
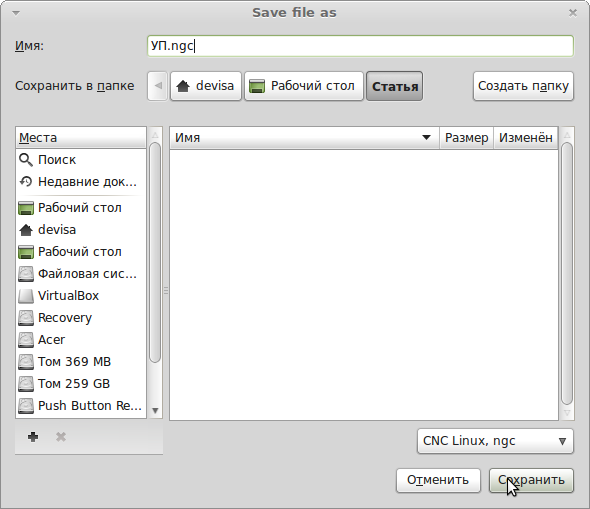 |
|
9. Программа готова. Загружаем её в программу управления станком и производим обработку |
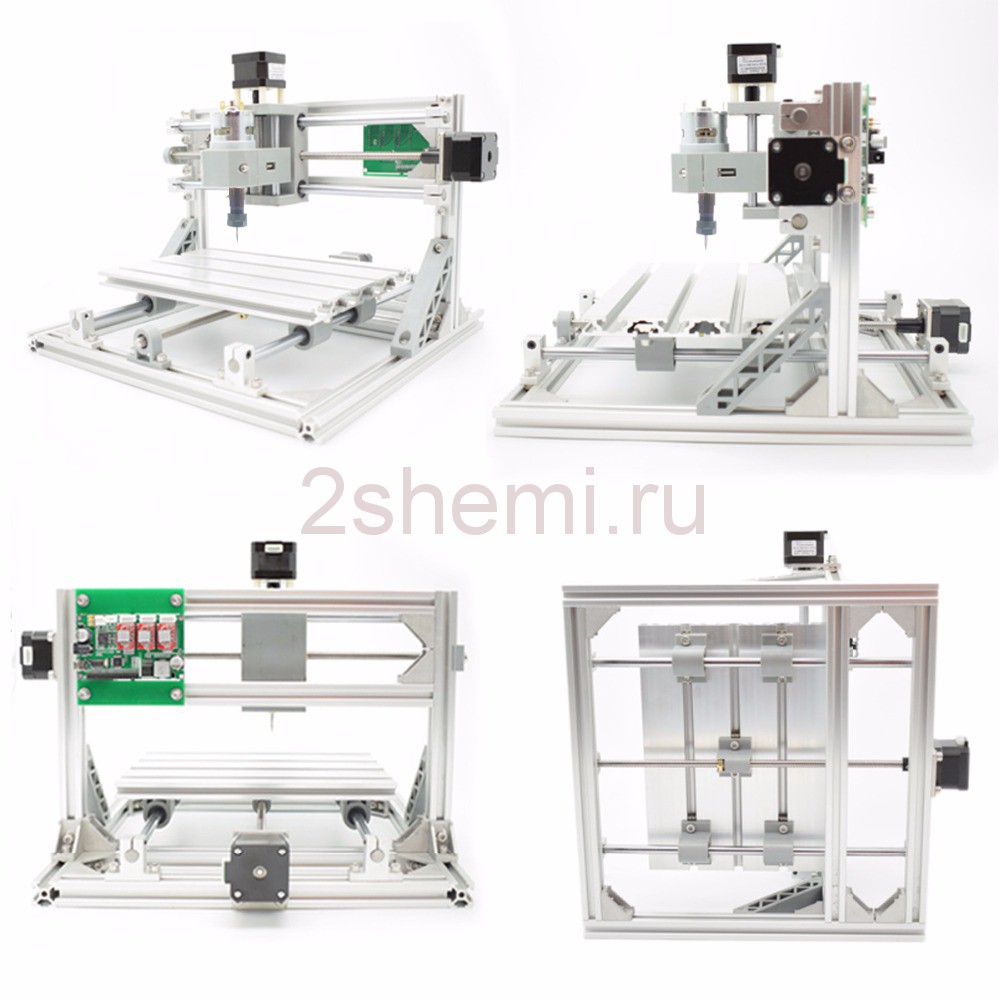
Иметь дома небольшой фрезерный станочек, да ещё и с возможностью лазерной гравировки? Ещё недавно о таком можно было только мечтать! А сейчас подобное удовольствие есть в свободной продаже на китайских сайтах, по цене от 250$ (15000 рублей). И сегодня редакция сайта «» подготовила небольшой обзор такого оборудования. Станок может сверлить, фрезеровать, гравировать, вырезать окна и контуры заготовок из дерева и металлов. Естественно не только фрезой (на моторе), но и лазером. Замена инструмента выполняется за минуту. В зависимости от комплекта поставки и размера рабочей зоны, заметно меняется стоимость. Например младшую модель CNC 1610 GRBL с чпу, рабочая зона 16x10x4.5 см, с полуваттным лазером, можно купить всего за 230 долларов вместе с доставкой. Всего же имеется 3 основные модели: CNC 3018, 2418 и 1610 — эти цифры указывают на предельный размер рабочей зоны (обрабатываемого места). Сам станок несколько больше. То есть 3018 расшифровывается как 30х18 сантиметров.

Дополнительно нужно при покупке указать на то, какой мощности нужен лазер. Например 2,5 Вт головка сама по себе стоит под 100 долларов. Но не переживайте, если вы заказали слабый излучатель — на сайте полно лазеров разных мощностей и все они взаимозаменяемые, так что докупить и установить новую не проблема (например если случайно сожгли старую).

Программы для ЧПУ станков
Программное обеспечение для управления стандартное практически для всех моделей станков: GrblController и для создания программ нужен Artcam2008 . С печатными платами (PCB) потребуется Coppercam . (не все продавцы включают этот софт в поставочный комплект).

Особая прелесть этих станков в том, что они поставляются в виде наборов «сделай сам» — основные компоненты нужно собрать вручную в соответствии с инструкцией. Может кто-то посчитает эту работу сложной, но любой нормальный мастер выполнит её с интересом и увлечением, да и сыну полезно будет поучаствовать в процессе — ведь это как серьёзный конструктор. Готовые комплекты тоже есть, .
Скачать инструкцию и программы
Все необходимые драйвера, управляющую программу с библиотеками на русском языке и набор инструкций для её использования вы можете бесплатно скачать с нашего сервера —
Технические характеристики CNC 1610
- Размеры: 260 х 240 х 220 мм
- Обрабатываемая площадь: 160 х 100 х 30 мм
- Профессиональные ходовые винты с устранением люфта
- Шаговый двигатель: 42 шага
- Питающее напряжение: 12 В, ток 1.3 A
- Крутящий момент 0.25 N.m
- Шпиндель: 775 мотор (12-36 В) 24 В: 7000r/min, 36 В: 9000r/min
- Установлен лазер: 500 МВт
- Мощность шагового двигателя: 12 В, 3 A
- Мощность двигателя шпинделя: 24 В, 5 A
- Стол: 20100 профиль (размер стола: 180 х 100 мм)
- Цена комплекта с доставкой: 10 тыс. руб.


Список комплекта поставки
- 1 шт. ЧПУ (полный блок)
- 4 шт. Приспособления
- 10 шт. Граверы биты
- 1 шт. Лазерная головка
В зависимости от желания покупателя, практически везде можно изменить комплектацию на такие варианты:
- Все части станка + 10 шт. резцов (опционально патрон ER11)
- Все части станка с 0,5 Вт лазером + 10 шт. резцов + защитные очки
- Все части станка с 2,5 Вт лазером + 10 шт. резцов + защитные очки
- Все части станка с 5,5 Вт лазером + 10 шт. резцов + защитные очки

Технические характеристики CNC 3018
- Размер станка общий: 33x40x24 см
- Рабочая зона: 30x18x4.5 см
- Привод шпинделя: 775 мотор (12-36 В) 24 В: 10000r/мин
- Патрон шпинделя: цанговый ER11
- Шаговый двигатель: 34 мм, ток 1.3 A, 12 В. Крутящий момент 0.25 N/m
- Питание: 24 В, 6 A
- Программное обеспечение: GrblController
- Поддерживается система: Windows (не поддерживают Mac)
- Инструмент фрезерный в комплекте: наконечник 0.1 мм, 20 градусов, D=3 мм. Пакет 10 шт.
- Лазеры на выбор: 12 В/500 МВт 405 нм, 12 В/2500 МВт 450 нм, 12 В/5500 МВт 450 нм
- Зажимы: 4 шт., толщина 0-30 мм, размер: 50х20х12 (длина х ширина х толщина), внутренняя ширина 8 мм
- Цена максимального комплекта с доставкой: 20 тыс. руб.

Обратите внимание на тип патрона. Он должен быть обязательно цанговый ER11. Не нужно экономить на этом 10 долларов, так как удобство его очевидно!
Ссылки на какие-либо сайты и продавцов давать не будем, дабы не быть обвинёнными в излишней рекламе — через поиск на Алиэкспресс сами можете найти по запросу: CNC-3018 ER11 grbl DIY ЧПУ, 3-х осевой фрезерный станок с лазерной гравировкой .
Схема подключения электрооборудования
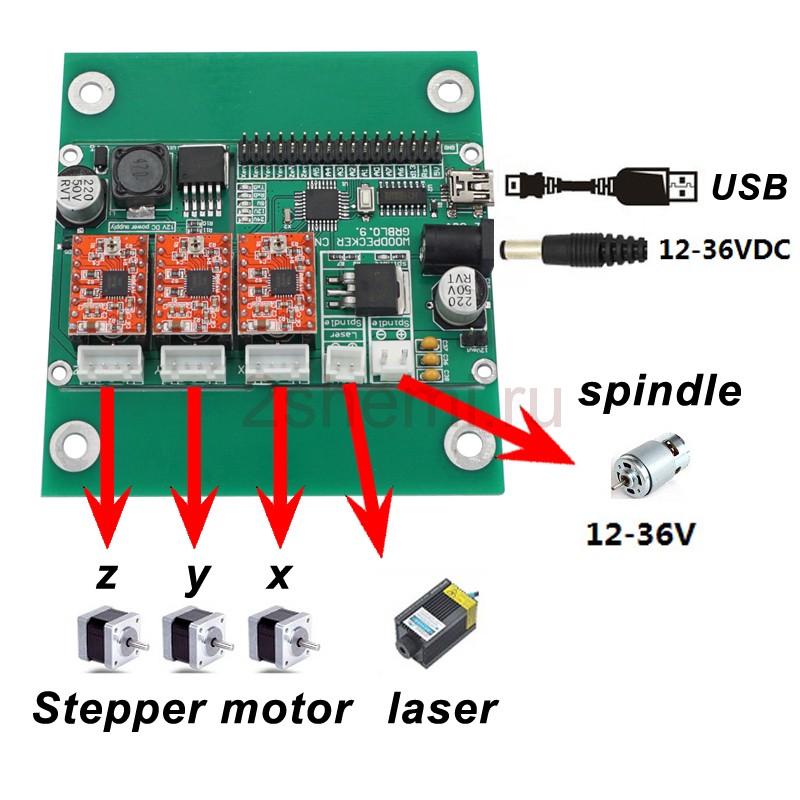
Вся электроника умещается на одной печатной плате, к которой подключены шаговые двигатели осей и мотор шпинделя, а также лазерная головка на 12 вольт. Соединение с ПК — по проводному USB интерфейсу.
Отзывы покупателей

Отличный станок, очень быстрая доставка, все работает! Заказывал станок с лазером 5500. Продавец по ошибке отправил лазер на 500. Без открытия спора он отправил мне новый лазер на 5500, который пришел в течении 2-х недель в комплекте с еще одними очками и очень хорошим футлярчиком (лазер на 500 продавец мне просто подарил)! Огромное спасибо продавцу за отличное качество товара и такое отношение!
Быстрая доставка, все хорошо упаковано. Правда на лазере указана маркировка 400-450нм. Как это можно понимать? Мне нужно только 405 нм для фоторезиста, о чем предупреждал продавца. Реально пока не не засвечивал фоторезист, поэтому не могу сказать какая длина волны у лазера, и какая форма точки при фокусировке, круглая или прямоугольная. В крайнем случае придется заменить лазерный модуль на 405 нм.
Посылка упакована качественно. Плотный картон, полностью обмотана жёлтым скотчем. Внутри все проложено вспененным полиэтиленом. Все элементы в отдельных нишах. Все детали на вид хорошо сделаны. Традиционно отсутствует инструкция. Собирал по фото с сайта продавца и примерам с ютубуа. Особых проблем со сборкой не возникло. Механическая и электрическая часть готовы, программная впереди.
Отправка из России, дошло достаточно быстро. До лазера руки пока не дошли, собрал станину с движками и проверил их на работоспособность. Пластину крепления движка, для каретки шпинделя пришлось растачивать, т.к. в муфте соединения движка с червячным валом был жуткий перекос. Конструктор, что тут сказать 🙂 Под столик пришлось докупить болты по длиннее, т.к. из комплекта болты прикручиваются на пару витков. Там пришлось подкладывать шайбы, чтобы устранить подклинивание. В целом, за свою цену более чем нормально. Надо докупить концевики крайних положений, т.к. чувствую, что пока привыкну к софту и станку, попалю моторы, или моторы погнут станину 🙂 На плате управления входы под них предусмотрены, гугл в курсе 🙂 В комплект положили только 2 фрезы, открыл спор, и продавец выслал набор из 10 фрез. В общем нормально, не стал тянуть резину 🙂 5 звезд получил заслуженно.
Использование станка — видео
Станочек может быть использован для резки или гравировки пластика, дерева, не твёрдого металла, акрила, пвх, pcb, древесины или другой подобный материал. По опыту заметим, что 0,5 ватт крайне маловато — таким лучом только на дереве, картоне и пластике выжигать рисунки. Если хотите работать с металлом — нужно минимум 5 ватт. Не для резки, а гравировки. Смотрите наглядно на ютубовском видеоролике.
Подведём итог
Компактный размер, прочный корпус с профилем, малый вес, USB интерфейс, GRBL системы управления, работает с различными лазерами. Взаимозаменяемые стандартные детали, множество положительных отзывов и доступная цена. А главное — возможность заметно упростить изготовление различных самодельных конструкций, позволяя вплотную приблизится по качеству к заводским изделиям.
Фрезерно-гравировальные станки с ЧПУ отлично подходят не только для раскроя и обработки материалов, но также для нанесения чёткого узора гравировки на поверхность заготовки различных типов. Возможности системы ЧПУ позволяют использовать в качестве базиса для программы обработки графические эскизы любого вида и практически любой сложности. При этом режущий инструмент, имеющий даже в «бюджетных» моделях фрезерных станков три степени свободы, может в точности перенести узор базового эскиза на поверхность заготовки – как плоскую, так и криволинейной формы.
В качестве узора для гравировки может выступать сложный объёмный 3D-эскиз . В этом случае задачей для фрезерного станка является точное воплощение «в материале» всех особенностей и деталей узора для создания на обрабатываемой поверхности реалистичного объёмного рельефа. При этом не каждый материал заготовки поддаётся качественной гравировке. Готовый результат во многом будет зависеть от правильного выбора режущего инструмента (фрезы или гравера), режимов обработки и технологических переходов.
Когда речь идёт о гравировке сложного рельефа – последовательность обработки отдельных частей (центральной области, периферийных деталей, фона и т.п.) оказывает решающее влияние на качество готового изделия. А значит программа обработки, включающая в себя всю исходную информацию для обработки, должна создаваться с особой тщательностью и пониманием особенностей процесса гравировки.
Базовый алгоритм создания управляющей программы
Для гравировки сложных (объёмных) рельефов необходима управляющая программа. Её создание ничем не отличается от разработки аналогичных программ для обработки на фрезерном станке с ЧПУ. Типичная последовательность действий выглядит так:
1. Выбирается эскиз (изображение) для будущей гравировки. Это может быть как готовый 2D рисунок, так и оригинальный набросок дизайнера. Главное чтобы эскиз был в цифровой форме (желательно векторной, но возможна работа и с растровым эскизом).
2. На базе выбранного эскиза создаётся 3D-модель (её также иногда называют «рельефом»).
* В случае использования готовых 3D-моделей из имеющихся на сегодняшний момент обширных библиотек, пункты 1 и 2 пропускаются.
3. Осуществляется импорт 3D-модели в САМ-приложение (например, «ArtCam
»). Для вновь созданного проекта указывается размер гравировки, её расположение/ориентация на поверхности заготовки и ряд прочих вспомогательных параметров.
4. На базе полученной модели строится траектория движения режущего инструмента: указывается область обработки для каждого технологического переходя, выбирается тип инструмента (фреза или гравер), его размеры и устанавливаются режимы резания.
5. Запускается процедура визуализации обработки.
* Данная утилита позволит провести «виртуальное фрезерование» для оценки готового результата (на экране компьютера), выявления ошибок и их оперативного устранения.
6. Осуществляется сохранение управляющей программы при помощи специального постпроцессора (соответствующего конкретному типу фрезерного станка).
* Сохранённый файл должен иметь только цифровые либо латинские символы в имени.
7. Готовый файл управляющей программы загружается в память ЧПУ фрезерного станка и запускается изготовление пробного образца гравировки.
В идеальном случае результат гравировки на фрезерном станке ЧПУ должен полностью соответствовать исходному эскизу и удовлетворять требованиям качества (по точности и чистоте обработки). Однако на практике пробный образец часто оказывается испорчен – даже при внешнем отсутствии ошибок в управляющей программе.
Устранение возможных ошибок управляющей программы
Для обеспечения качественного результата гравировки сложных рельефов необходимо согласованное действие «механической» и «электронной» части фрезерного станка. Это означает, что правильно написанная управляющая программа обязательно должна сочетаться с грамотным выбором режущего инструмента (гравера), а также правильным размещением и закреплением заготовки и чётким позиционированием инструмента в начальной точке обработки. При этом для экономии материала заготовки, электроэнергии и ресурса станка в целом, желательно большинство ошибок несоответствия устранить ещё на стадии симуляции обработки – без фрезеровки большого количества пробных изделий.
Типичные ошибки в управляющей программы могут быть следующими. Во-первых , пересечение векторов. Это наиболее частая ошибка вызвана «засорённостью» исходного рисунка, на базе которого строится 3D-модель, мелкими, взаимно пересекающимися и наложенными друг на друга векторами. Такую картину порой очень трудно различить визуально – даже при максимальном увеличении изображения на мониторе. Однако для решения проблемы не остаётся другого способа, как вручную «чистить» исходный эскиз от лишних векторов-отрезков. Для упрощения этой процедуры можно попробовать обвести контур новым вектором поверх существующего рисунка. Это, однако, возможно только для относительно простых эскизов, не содержащих большого количества элементов (к примеру, портрет или икону не нарисуешь заново!). Следует отметить, что готовые модели для обработки (как свободно распространяемые в сети, так и – тем более – изготовляемые на заказ) как правило, лишены подобных недостатков. При выборе готовых моделей рекомендуется отдавать предпочтения тем, по которым успешно изготавливались образцы другими операторами коллегами-операторами.
Во-вторых , необходимо правильно указывать область гравировки. Для сложного рельефа может понадобиться дополнительный вектор, ограничивающий всю область обработки по периметру (своего рода «рамка»). Иначе программа воспримет рельеф как разрозненные плоские отрезки.
В-третьих , для получения качественной гравировки необходима чёткая привязка инструмента по высоте (координате Z). В противном случае излишнее (или недостаточное) заглубление при обработке V-образным гравером приведёт к погрешностям рельефа. Для точного выставления шпинделя над заготовкой (в нулевой точке обработки) можно использовать мерные калибры. В качестве альтернативы подойдёт автомобильный щуп для контроля зазоров. Также необходимо чётко задавать в управляющей программе углы режущего инструмента – и следить за их фактическим состоянием (отсутствием износа или брака инструмента).








Протезирование при приобретенных дефектах верхней че- люсти
Гной в легких: причины появления, симптомы, проведение диагностических исследований, лечение, восстановление после болезни и профилактические меры Заболевания легких постоянные гнойные выделения
Общее грамматическое значение существительного: разряды, категории и склонения
Как представляли Землю древние индейцы?
Синонимическое употребление форм глагола личные формы глагола